几种测量圆弧洞口的方法
孔的圆度测量方法
孔的圆度测量方法嘿,你知道不?孔的圆度测量那可是个超重要的事儿呢!咱就说,这孔啊,就像一个神秘的小圈圈,要想知道它到底圆不圆,那可得有点招儿。
咱先说说最简单直接的方法,用卡尺量。
这卡尺就像是个小侦探,在孔的边缘这儿探探,那儿量量。
你想想,要是卡尺一量,发现这孔的直径各处都差不多,那这孔不就挺圆嘛!可要是这儿大点儿那儿小点儿,那可就不咋圆喽。
这卡尺测量虽然简单,可也得仔细,不然一马虎,得出的结果可就不靠谱啦。
还有一种方法呢,是用千分尺。
千分尺就像个超级精确的小卫士,能把孔的尺寸量得特别准。
它可比卡尺更厉害呢,能精确到小数点后几位。
要是用千分尺一量,发现孔的各个地方尺寸都很一致,那这孔的圆度肯定不错。
但要是量出来的数据参差不齐,那这孔的圆度可就有点悬啦。
咱再说说光学测量法。
这光学测量就像是给孔拍了个超级清晰的照片,然后通过各种高科技手段来分析它的圆度。
这就好比你给一个大明星拍照,然后仔细分析他的五官是不是端正。
光学测量能把孔的每一个细节都看得清清楚楚,一点小瑕疵都逃不过它的眼睛。
要是光学测量显示孔很圆,那可真是太棒啦!要是不圆呢,也能清楚地看到哪里出了问题。
另外啊,还有三坐标测量仪。
这三坐标测量仪就像是个神通广大的魔法师,能把孔的形状和尺寸都测量得无比准确。
它可以从不同的角度去测量孔,就像你从不同的角度去观察一个物体一样。
如果三坐标测量仪显示孔的圆度很好,那你就可以放心啦。
要是不好呢,也能知道问题出在哪里,然后想办法解决。
你说,这测量孔的圆度是不是很有意思?就像在玩一个解谜游戏,要想尽各种办法去找出孔到底圆不圆。
而且,这可关系到很多重要的事情呢。
比如说在机械制造中,如果孔的圆度不好,那零件可能就装不上去,或者装上去了也不牢固。
这可就麻烦啦!所以啊,我们一定要认真对待孔的圆度测量。
还有啊,不同的测量方法都有自己的优缺点。
就像每个人都有自己的脾气一样。
卡尺简单易用,但精度可能不太高;千分尺精度高,但操作起来可能有点麻烦;光学测量和三坐标测量仪很厉害,但价格可能比较贵。
圆弧沟槽的测量方法

弧沟槽的测量方法
圆弧沟槽的测量方法有多种,以下是一些常见的方法:
1 .千分尺:使用千分尺可以测量圆弧沟槽的直径、半径和圆弧角度等参数。
2 .塞规:塞规是一种具有不同尺寸的测量工具,可以用来检查圆弧沟槽的尺寸是否符合要求。
3 .气动测量仪:气动测量仪利用压缩空气和测量头来测量圆弧沟槽的尺寸和位置。
4 .激光跟踪仪:激光跟踪仪是一种高精度的测量工具,可以用来测量圆弧沟槽的位置和尺寸。
5 .三坐标测量机:三坐标测量机是一种能够测量复杂几何形状的工具,可以通过对圆弧沟槽的点进行测量,来确定其尺寸和位置。
无论采用哪种方法,都需要注意以下几点:
1 .测量前要清理干净圆弧沟槽,去除油污、杂质等。
2 .测量时要选择合适的工具和方法,避免误差过大。
3 .测量时要对圆弧沟槽进行多角度、多位置的测量,以确保其尺寸和位置的准确性。
4 .对于需要高精度测量的圆弧沟槽,可以采用多种测量方法进行比较和验证,以确保测量结果的准确性。
几种测量圆弧洞口的方法

几种测量圆弧洞口的方法
刘敬民
【期刊名称】《门窗》
【年(卷),期】2007(000)006
【摘要】本文根据洞口型式、工程量大小,总结了圆弧洞口的四种测量方法.【总页数】2页(P31-32)
【作者】刘敬民
【作者单位】济南三塑门窗有限公司
【正文语种】中文
【中图分类】TU5
【相关文献】
1.内圆弧的几种测量方法 [J], 史耀华
2.间接测量大圆弧直径的几种方法 [J], 闫政桓;曲贵龙
3.测量圆弧半径的卡尺--用普通卡尺直接测出圆弧半径的改制方法 [J], 刘兴富
4.在万工显上测量圆弧半径的几种方法 [J], 周富臣
5.一种准确测量圆弧半径、圆心距及圆弧曲面轮廓的方法 [J], 王维云
因版权原因,仅展示原文概要,查看原文内容请购买。
论水利工程输水隧洞中圆弧段的平面控制测量
论水利工程输水隧洞中圆弧段的平面控制测量摘要:本文主要论述水利工程输水隧洞中圆弧段的平面控制测量的几种方法。
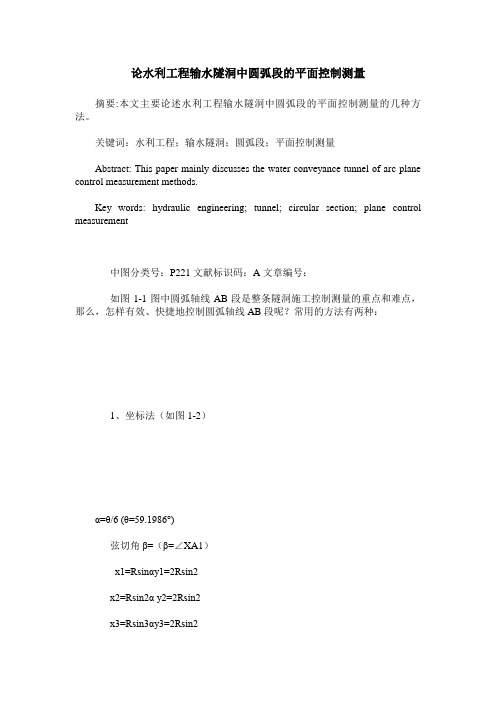
关键词:水利工程;输水隧洞;圆弧段;平面控制测量Abstract: This paper mainly discusses the water conveyance tunnel of arc plane control measurement methods.Key words: hydraulic engineering; tunnel; circular section; plane control measurement中图分类号:P221文献标识码:A文章编号:如图1-1图中圆弧轴线AB段是整条隧洞施工控制测量的重点和难点,那么,怎样有效、快捷地控制圆弧轴线AB段呢?常用的方法有两种:1、坐标法(如图1-2)α=θ/6 (θ=59.1986°)弦切角β=(β=∠XA1)x1=Rsinαy1=2Rsin2x2=Rsin2α y2=2Rsin2x3=Rsin3αy3=2Rsin2其它轴线上等分点相对应的座标依此类推2、偏角法(如图1-3)α=θ/6 (θ=59.1986°) ,弦切角β=;利用弦切角和弦长控制等分点:控制轴线上等分点1点时:β=,弦长A1=2Rsinβ控制轴线上等分点2点时:β=,弦长A2=2Rsinβ控制轴线上等分点3点时:β=,弦长A3=2Rsinβ其它轴线上等分点相对应的弦切角、弦长依此类推两种方法因客观条件限制各有局限性。
1、坐标法:如图1-2适用于露天、且A-2#方向通视,A-2#-B开挖高差不大,地势较平坦。
2、偏角法:如图1-3适用于洞内控制测量,但须同时控制弦切角和弦长距离,工作量大,而且,等分点是理论算好的点,开挖掘进刚好至两个等分点之间时,不便于控制,测站点离工作面近,易糟破坏。
以上两种方法,控制点均为理论算好的等分点:1、2、3、4、5点。
技术分享,门窗洞口尺寸的现场测量

技术分享,门窗洞口尺寸的现场测量不同情况需要根据不同门窗洞口形状测量,基本方法如下所述:1、矩形洞口门窗洞口的宽度W:水平测量门洞左右的距离,选取A~B~C三个或以上的测量点进行测量,其中最小值(减门窗框调整余量),为门窗框外围宽度尺寸。
门窗洞的高度H:垂直测量门窗洞上下的距离,同理也选取三个以上的测量点进行测量,其中最小值(见门窗框调整余量)为门窗框外围高度尺寸。
测量后做记录,标准好位置及门窗编号,以便后续复核尺寸及现场安装。
矩形洞口2、不规则异形洞口宽度尺寸与方向洞口测量方法一样,高度方向要测量左右两边的尺寸算及中间点的尺寸,以便后续在CAD中放样比对确定斜度。
同样需要取三个点及以上的测量数据,不规则异形洞口建议多测量几个点,确保数据完整。
异形洞口3、圆弧形洞口先测量悬长,再测量A B C D E尺寸,确定圆的半径及拱高,如果是椭圆或不规则的圆,可用纸板或者三合板放置在洞口上直接将洞口外形画出来,后续生产时也要比对生产进行检验。
圆形洞口4、转角洞口,平面测量如下图尺寸及墙角厚度确保门窗在墙体上。
一般是墙居中安装。
取数据时需要注意标注好转角的数据,不要重覆减数。
转角洞口测量数据整理:测量记录时一定要记录洞口尺寸,根据洞口状况,可分干法安装与湿法安装,湿法安装一般是毛坯洞口,一般四周各预留间隙25mm,干法安装一般是预埋副框,门窗尺寸比副框四周小5mm,测量好数据后,尽快出门窗方案大样图客户确定下单后,再次复核洞口尺寸及数量,确认无误后方可下单制作。
门洞测量是门窗安装的首要环节,只有在确保尺寸准确,才能够顺利进行安装,保证工程顺利按时按质完成。
以上,便是门窗洞口现场测量与编制下料尺寸的具体方法,喜欢的朋友欢迎点赞收藏!。
圆弧的尺寸精密测量的方法

圆弧的尺寸精密测量的方法我们之前讲过圆弧的测量可以使用R规来进行,但这样的的测量方法精度不高,对于精度较高的零件加工就不适合。
那有没有其它的方法呢?我们下面介绍几种精度较高的测量方法首先,最经济的方法——机床测量法。
机床测量,就是用机床来测量,这里主要是用机床的刀架和工作台来测三个圆弧上的点,然后计算圆弧的半径,这个半径值的精度要远远高于R轨的测量。
下面我们就以一个实例来说明一下。
首先,将被测工件用三爪卡盘夹紧在数控车床上,用百分表检查直径为20外圆的径向跳动量及右端面的跳动量。
排查工件和刀具的装夹误差,如果工件误差较大,可用铜棒轻轻敲打校正。
所测得的结果为:径向和右端面的跳动量均为0.015mm。
在机床刀架上安装测量尖刀,主偏角90°,副偏角75°,其刀尖对准工件的回转中心,可在三爪卡盘上安装一毛坯试切端面,通过调整垫片的厚度来改变刀尖高度,使刀尖能将毛坯的右端面车平。
在圆弧段上测点,从右端开始,以Z向坐标每间隔0.5m用刀尖接触工件,测出X 坐标值,可得到约70对测量数据,同样将这些数据在CAD软件上标出,通过这些点拟合出一条圆弧曲线,其半径数值即为所测半径的尺寸。
这是很精确的测量值,我们还可以通过测量圆弧左右两端和圆弧中点坐标来计算出半径值只要机床的精度没有问题,这种测量方法的精度媲美三坐标测量仪。
二、数显R轨近几年市场出现的一个新产品,测量半径也是比较方便,精度一般能达到0.01mm,能满足大多数的加工要求,价格适中,也是不错的一种测量方法。
加工原理如下图,也是通过传感器测量三个点,通过集成电路的运算把结果实时显示出来。
三、轮廓仪及三坐标测量仪测量这两种测量方法需要购买专业设备,不论轮廓仪还是三坐标测量仪,价格不菲,需要大量资金投入,但测量精度和测量效率都很高,这里就不做介绍了。
孔洞大小测量方法
孔洞大小测量方法
孔洞大小测量是一项重要的工作,它在制造工艺中扮演着至关重要的角色。
孔洞大小的精度决定了零件的质量和可靠性。
在实际工作中,我们需要使用各种方法来测量孔洞的大小。
1. 直径测量法
直径测量法是最常用的测量孔洞大小的方法。
它适用于各种类型的孔洞,包括圆形、椭圆形和方形等。
直径测量法可以使用卡尺、游标卡尺或外径卡尺等工具进行测量。
在测量过程中,需要将测量工具放置在孔洞的两端,然后读取测量值。
2. 长度测量法
长度测量法主要适用于长度较长的孔洞。
在测量过程中,需要使用深度尺或微调卡尺等工具来测量孔洞的长度。
然后将测量值除以孔洞的数量,得到每个孔洞的平均长度。
3. 光学测量法
光学测量法是一种非接触式测量孔洞大小的方法。
这种方法适用于需要高精度测量的孔洞,如微型孔洞。
在测量过程中,需要使用光学影像仪等设备来获取孔洞的影像。
然后使用计算机软件对影像进行处理,得到孔洞的大小。
4. 超声波测量法
超声波测量法主要适用于孔洞的深度较大的情况。
在测量过程中,需要使用超声波探头将超声波发送到孔洞内部。
然后通过测量超声波的传输时间和反射信号来计算孔洞的大小。
总之,不同的孔洞大小测量方法各有优缺点,需要根据实际情况选择合适的测量方法。
在测量过程中,需要注意测量工具的精度和准确性,以确保测量值的正确性。
倒角小圆弧的测量方法
倒角小圆弧的测量方法
测量倒角小圆弧的方法有多种,以下是一些常见的方法:
1. 游标卡尺法:将游标卡尺的测量爪放置在倒角的一侧,然后慢慢移动测量爪,使其与倒角另一侧相切。
观察游标卡尺的读数,即为倒角的大小。
2. 直角三角板法:将一块直角三角板的一边紧贴倒角的一边,然后将另一边与直角边相切。
观察三角板的刻度,即为倒角的大小。
3. 量规法:根据倒角的大小,制作一个合适的量规(即一个圆弧形的量具),然后将量规放置在倒角处,观察其是否能够顺利通过。
如果能够顺利通过,则量规的半径即为倒角的大小。
4. 投影法:将待测零件放在投影仪上,然后调整投影仪的角度和距离,使零件的倒角部分投影到屏幕上。
观察投影的形状和大小,即可得出倒角的大小。
5. 光学测量法:将零件放置在光学测量仪中,然后调整仪器的焦距和位置,使倒角部分清晰地显示在屏幕上。
观察屏幕上的图像,即可得出倒角的大小。
以上是测量倒角小圆弧的常见方法,根据实际情况选择适合的方法进行测量即可。
圆角弧度测量方法
圆角弧度测量方法
圆角弧度是指圆弧部分的曲线弧度半径大小,通常用于设计图纸
中的标注。
常用的测量方法如下:
1. 使用量规:将量规置于拐角处,调整量规的两臂贴合于拐角
的两边,读取量规上的示数即可得到圆角弧度的尺寸。
需要注意的是,量规的两臂要与拐角的两边保持垂直,以保证测量的准确性。
2. 使用软尺:将软尺沿着拐角的曲线轨迹贴合于拐角处,使软
尺两端的刻度线分别与拐角的两边重合。
读取软尺上拐角处的弧度刻
度值,即可得到圆角弧度的大小。
3. 使用圆角计:将圆角计的两臂分别置于拐角的两边,并调整
圆角计的刻度,直到符合拐角曲线的弧度半径大小为止。
读取圆角计
上的示数即可得到圆角弧度的大小。
需要注意的是,圆角弧度的测量方式取决于拐角的形状和大小,
在实际应用中需要根据具体情况选择合适的测量工具和方法。
测量圆弧的技巧
测量圆弧的技巧
测量圆弧的技巧可以分为以下几个步骤:
1. 准备工具:测量圆弧的主要工具包括游标卡尺、卷尺和分度尺。
根据实际需要选择合适的工具。
2. 选取测量点:在圆弧上选取几个可以确定圆弧形状和大小的测量点。
通常选择圆弧的起点、终点和中点作为测量点。
3. 使用游标卡尺或卷尺:将游标卡尺或卷尺的一端放在选取的测量点上,然后旋转卡尺或卷尺,使其沿着圆弧弧度逐渐贴合。
4. 读取测量结果:在卡尺或卷尺上读取与测量点对应的刻度值。
根据所使用的工具,可以是毫米刻度或英寸刻度。
5. 计算圆弧的长度:将各测量点的刻度值相加,即可得到圆弧的长度。
若圆弧较长或不规则,可以使用分度尺进行更精确的测量和计算。
需要注意的是,在测量圆弧时要确保工具与圆弧贴合紧密,尽量避免工具在测量过程中滑动或移位。
另外,较大的圆弧可以使用曲率半径计或特定的弧度测量器进行测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 玻璃幕墙的类型及特点 2.1 明框玻璃幕墙
明框玻璃幕墙的玻璃板镶嵌在铝框内, 成为四 边有铝框的幕墙构件。幕墙构件镶嵌在横梁上, 形 成横梁、立柱均外露, 铝框分格明显的立面。
明框玻璃幕墙是最传统的形式, 应用最广泛, 工作性能可靠。相对于隐框玻璃幕墙, 容易满足施 工技术水平要求。
明框玻璃幕墙构件的玻璃与铝框之间必须留 有空隙, 以满足温度变化和主体结构位移所必须的 活动空间。空隙用弹性料( 如橡胶条) 充填, 必要时 用硅酮密封胶( 简称耐候胶) 予以密封。 2.2 隐框玻璃幕墙
技术交流
Do o r s & Win d o w s
几种测量圆弧洞口的方法
刘敬民
济南三塑门窗有限公司
摘 要: 本文根据洞口型式、工程量大小, 总结了圆弧洞口的四种测量方法。 关键词: 弧长; 弧高; 弦长
现代建筑造型千变万化, 风格迥异, 各种形状的 门窗洞口应运而生, 在这些异型洞口中又以圆弧洞 口居多, 尤其欧式风格的建筑更是离不了圆弧的装 扮。圆弧在给建筑带来美丽的同时, 也给门窗的制 作带来了一定的难度, 这种难度首先就是测量难。 按 说 一 个 圆 弧 只 要 测 出 了 弦 长 、弧 高 就 可 以 求 出 半 径、弧长等设计需要的各个条件, 问题是建筑洞口的 公差本来就大, 圆弧洞口制作难度更大, 抹出的洞口 常常不够标准, 如果按照计算出的尺寸制作门窗往 往与洞口差距很大, 无法满足规范要求, 有时根本无 法安装, 既造成了浪费, 又耽误了工期。下面介绍几 种测量圆弧洞口的方法。 1 三角形法
2007.6
31
Do o r s & Win d o w s
幕墙专栏
保證玻璃幕墻工程質量的技術及管理措施
江晓云 程玉伟
齐齐哈尔市新府工程招投标代理事务所有限公司
摘 要: 幕墙有多种, 本文主要论述了玻璃幕墙的类型及特点, 玻璃幕墙的破坏类型等, 最后指出了预防其质量问题及质 量事故的产生应采取的技术和管理措施。
180—2005 与 JG/T 140—2005 未 增 塑 聚 氯 乙 稀
综上所述, 仅是笔者发现的电脑设计软件存在的
( PVC- U) 塑料门窗标准附录 D 建筑外窗抗风压强 一些问题, 不一定全面。由此也可提醒电脑软件设计
度 、 挠 度 计 算 方 法 中 表 D.2 承 受 梯 形 荷 载 简 支 梁 人员在设计塑料门窗计算软件时, 一定要系统学习塑
3 样板法
个个拼接起来, 我们称为折窗。可以把拼接折窗的
对于比较小的洞口, 可以比着洞口用塑料板、木 拼 樘 料 锯 成 比 较 短 的 料 头 , 测 量 洞 口 时 , 把 拼 樘 料
板或纸板等不容易变形但易切割的物品直接作出样 料头放在安装时的位置上, 然后直接测出两块拼
板, 然后比着样板加工。对于多层、高层楼房, 圆弧 樘 料 之 间 的 尺 寸 既 为 成 窗 尺 寸 。 此 方 法 即 省 事 又
关键词: 玻璃幕墙; 技术措施; 管理措施
1 前言 作为外围护结构的幕墙, 虽然不承受主体结构
的荷载, 但它处于建筑物的外表面, 除承受本身的 自重外 , 还 要 承 受 风 荷 载 、地 震 作 用 和 温 度 变 化 作 用的影响, 因此, 要求幕墙必须安全可靠。另外, 幕 墙处于建筑物的外表面, 经常受自然环境不利因素 的影 响 , 如日晒、雨 淋 、风 沙 等 不 利 因 素 的 侵 蚀 , 因 此, 要求幕墙材料要有足够的耐候性和耐久性, 具 备 防 风 雨 、防 日 晒 、防 盗 、防 撞 击 、保 温 隔 热 等 功 能 , 以保证幕墙的耐久性和安全性。常用的幕墙有钢筋 混 凝 土 预 制 幕 墙 、玻 璃 幕 墙 和 金 属 幕 墙 等 。 目 前 国 内以铝合金玻璃幕墙为主。本文主要介绍玻璃幕墙 的安全与质量管理。
D
E
C
F14AB12
3
4
A
C
B
图2
图1
如图 2,先测出弦长和弧高, 然后 把 弦 长 AB 分
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 同时应该指出: 由于不熟悉风压计算方面知识, 按fmax={(P×L1×L2×(L+L2)[3×L1×( L+L2) ] 1/2}/(27×EIL), 实
仅靠图解和硬搬标准中一些计算公式。当标准印刷 际 印 刷 为 按 fmax={(P×L1×L2×(L+L2)[3 ×L1×( L+L2) ]1/3}/ 错误, 公式参数出现偏差时, 不能及时发现, 以讹传 (27×E×I×L), 结果将公式中的二次方误为三次方。
讹, 也 会 误 导 门 窗 设 计 人 员 。 例 如 新 颁 发 的 JG/T 3 结语
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
成几份, 如图 2 分成了 5 份, 在 AB 上标出对应点 个洞口的误差。这样做一方面可以提高测量速度,
1、2、3、4, 先 测 出 A1、A2、A3、A4 的 尺 寸 , 再 测 出 另一方面可以把尺寸相近的洞口规整为一类, 减少
C1、D2、E3、F4 的尺寸, 但是一定要保证 C1、D2、E3、 加工数量。
F4 与 AB 垂直。这种方法对于测量立面上的圆弧比 4 折窗法
较方便, 尤其洞口比较高又没有架子或梯子可用, 仅
对于一些比较大的在水平面上呈圆弧的洞
靠一把尺子就可完成测量任务。
口, 这种洞口阳台居多, 常常做成直窗, 然后再一
D3 2
如图 1。先测出弦长 AB 和弧高 CD, 然后把圆弧 分成若干份, 份数根据圆弧大小和需要的精度来定, 圆弧比较大, 要求的精度比较高就分得多一些, 否则 就少一些。间距可以相等也可不等, 但以 100mm 至 300mm 为宜, 间距越小精度越高, 但费时费力, 精度 只要满足要求即可, 过高的精度也无意义。图 1 将圆 弧分成 5 份, 在每 1 份的对应点上作出标记 1、2、3、 4, 分别测出 A1、A2、A3、A4, B1、B2、B3、B4 的直线距 离, 如果要求精度更高的话, 最好把总弧长和 1- 2, 2- 3,3- 4 的距离也测下来以便校核。这样就可以把 测量尺寸交给设计师进行设计、放样和校核。 2 弦长分割法
的 挠 度 计 算 公 式 : 当 K 值 =0.1 时 计 算 公 式 应 为 料门窗型材结构、工作原理、门窗风压计算等方面的
QL3/70.2EI, 实 际 印 刷 为 QL3/76.8EI, 结 果 将 公 式 中 常数70.2 误为 76.8; 集中荷载作用于任意点时挠度
知识, 以充分发挥用自己电脑知识的优势, 才能为塑 料门窗行业提供出即快捷、又适用、准确的设计软件。
洞口的设计尺寸楼上楼下一般是一样的, 只是制作 准确, 不妨一试。
时由于误差才造成了不一致, 对于这种洞口可以按
以上这些方法, 尤其是三角形法在测量其他异
照标准尺寸, 先制作样板, 然后比着样板测量出每一 型洞口时也同样适用。
32
2007.6