固相增黏装置开车方案的改进
ssp固相增粘流程

ssp固相增粘流程一、啥是ssp固相增粘呢。
ssp固相增粘啊,简单来讲,就像是给某种材料做一个超级变身。
它主要是在固体的状态下,让材料的粘性增加。
这可不是个简单的事儿,就好比你想让两块不太粘的小饼干,变得特别粘,能紧紧贴在一起,这中间就有好多小秘密呢。
这个过程涉及到好多物理和化学的小魔法,这些魔法相互作用,才能让材料的粘性发生变化。
二、ssp固相增粘的准备工作。
在开始这个增粘流程之前呀,我们得先把材料准备好。
这就像是你要做饭,得先把食材都买齐了一样。
材料的选择可是很重要的哦,要选择那些适合做固相增粘的材料。
而且呢,这些材料的纯度啊、形状啊之类的,都得符合一定的要求。
然后就是设备啦。
设备就像是厨师做饭用的锅碗瓢盆一样重要。
得有专门的反应容器,这个容器得能承受增粘过程中的各种情况。
还有加热设备,因为这个过程往往需要一定的温度,就像你烤饼干得把烤箱预热一样。
另外,监测设备也不能少,我们得随时知道这个增粘的过程进行到哪一步了,是不是按照我们预想的情况在发展呢。
三、ssp固相增粘的具体步骤。
1. 第一步,材料放入容器。
把我们精心挑选的材料放进那个专门的反应容器里。
这个时候啊,就像把小宝贝放进摇篮一样,得小心翼翼的。
要是不小心把材料撒了或者放得乱七八糟的,那后面的过程可就不好进行啦。
2. 第二步,加热开始。
启动加热设备,让温度慢慢升高。
这个温度升高的速度也是有讲究的,不能太快,太快的话材料可能会受不了,就像人突然进入很热的环境会不舒服一样。
也不能太慢,太慢的话这个增粘的过程就会拖拖拉拉的,浪费时间。
在加热的过程中,材料内部的分子就像一群小虫子开始活跃起来啦,它们开始到处跑来跑去,寻找合适的小伙伴结合。
3. 第三步,持续监测。
在加热的同时呢,我们的监测设备就要开始工作啦。
它要随时告诉我们温度是不是合适,材料的状态有没有发生变化。
就像一个小管家一样,眼睛一刻也不能放松。
如果发现有什么不对的地方,我们就得赶紧调整。
Buehler固相增黏装置开车方案的改进

Buehler固相增黏装置开车方案的改进龚建奇;荣先奎【期刊名称】《聚酯工业》【年(卷),期】2002(015)003【摘要】@@1概述湖北昌丰化纤工业有限公司的连续固相增黏装置是从德国布勒公司引进的,设计能力为50 t/d,以共聚或均聚级切片为原料生产矿泉水瓶、油壶、碳酸饮料瓶、热灌装瓶及高粘工业丝用切片,其工艺过程可简述为结晶、预热、反应、冷却4步。
装置从1997年12月投产后生产运行平稳,产品质量优良,生产负荷从30 t/d到70 t/d,控制稳定。
装置自投产后由于设备及市场等因素经历了多次停车,在进行开车时均产生了60 t以上因粘度达不到要求的降等产品,如表1所示。
布勒公司的操作指导中指出此开车切片可经再次增黏,但在生产中因产品热停留时间过长而使产品其他指标达不到标准导致它不具备实际生产的可行性。
因而,有效地控制开车时的物料损失成为开车工作中的一个难点。
经过对不同反应阶段物料特性的研究,结合实际开车的生产经验及装置运行的特点,我们总结了一套可以大大降低开车降等物料的开车方法,并在实际生产中得到了印证,在此作简要说明。
【总页数】3页(P48-50)【作者】龚建奇;荣先奎【作者单位】湖北昌丰化纤工业有限公司,湖北,宜昌,443001;湖北昌丰化纤工业有限公司,湖北,宜昌,443001【正文语种】中文【中图分类】TQ316.337;TQ050.7【相关文献】1.改进空分装置开车方案的可行性分析 [J], 林松艳;吴良泉2.钛系瓶级PET切片的合成及其固相增黏工艺研究 [J], 苑娜娟3.连续式固相增黏PET切片生产工艺优化 [J], 沈伟4.玻纤增强尼龙66的固相增黏工艺 [J], 丁超;何勇;郑一泉5.PET固相增黏系统分子筛失效及应对措施 [J], 杜富刚;周欣因版权原因,仅展示原文概要,查看原文内容请购买。
ssp固相增粘工艺流程

ssp固相增粘工艺流程一、什么是ssp固相增粘。
哎呀呀,这个ssp固相增粘啊,简单来说呢,就是一种让某些材料变得更粘的工艺。
你可以想象一下,就像把松散的沙子通过某种魔法变成能捏成团的湿沙子那样。
不过呢,这里的材料可不是沙子,而是一些特殊的高分子材料哦。
这个工艺主要是在固态的情况下进行增粘操作的,和那些在液态下增粘的工艺可是不一样的小世界呢。
二、原料准备。
这一步可重要啦。
咱们得先把要进行固相增粘的原料准备好。
这些原料就像是厨师做菜的食材一样,得精挑细选。
比如说,原料的纯度得有一定的要求,要是杂质太多的话,就像炒菜的时候菜没洗干净,那最后做出来的东西肯定不好啦。
而且原料的颗粒大小也有讲究呢,太大或者太小可能都会影响后面的增粘效果。
这就好比你搭积木,积木块的大小不合适,就很难搭出漂亮的房子。
所以啊,在原料准备这个环节,大家可是要小心翼翼的呢。
三、增粘设备。
接下来就轮到增粘设备出场啦。
这个设备就像是一个超级魔法盒。
它有各种各样的功能部件。
里面的加热装置就像是小火炉,能够给原料提供合适的温度环境。
为啥要加热呢?因为合适的温度能让原料分子活跃起来,就像小朋友们在操场上做游戏一样,跑来跑去的,这样分子之间就更容易产生粘性啦。
还有搅拌装置呢,这个搅拌装置就像是一个大勺子,不停地翻动着原料,让它们受热均匀,每个部分都能得到增粘的机会。
要是没有搅拌均匀,那就可能有的地方粘得很好,有的地方还是老样子,就像蛋糕没烤熟一样,一半好吃一半还生着呢。
四、增粘过程。
当原料放进设备,加热和搅拌都开始之后,增粘过程就正式启动啦。
在这个过程中,原料分子们开始慢慢改变它们之间的关系。
它们原本可能是比较独立的个体,就像一群陌生人。
但是随着温度和搅拌的作用,它们开始互相靠近,就像在社交场合里,大家开始互相打招呼、交朋友。
分子之间开始形成一些特殊的化学键或者物理吸附,就像大家手拉手一样,这样原料就变得越来越粘啦。
这个过程需要一定的时间,就像熬汤一样,不能着急,得小火慢炖才能出好味道。
聚酯增粘技术的改进

聚酯增粘技术的改进聚对苯二甲酸乙二酯(PET)是纺织行业的重要原料,PET纤维(涤纶)是产量打、应用广的合成纤维。
在其他领域,PET也是具有十分广泛的用途,如应用以聚酯瓶为主题的软包装、工业丝、工程塑料等方面的市场需求不断增长。
研发来源聚酯的用途取决于其他性能,而聚酯的性能与其分子量有很大的关系。
聚酯分子量增大,粘度值增高,其力学性能(如拉伸强度、绕曲模量、冲击强度、屈服强度等)越高,普通纺织用品的PET特性粘数([η])为0.6dL/g。
绝大部分塑料应用要求更高粘度的聚酯,需经过增粘过程,使常规PET进一步增粘,以适应各种不同的需要。
背景技术为获得高分子量的聚酯,一般是在常规的纤维级聚酯基础上增粘。
聚酯增粘工业方法主要有固相缩聚和熔融缩聚。
固相缩聚由于条件温和是目前工业生产广泛应用的聚酯增粘方法,但耗时且耗能。
熔融缩聚是在一般聚酯生产装置的终缩聚釜后增加一台高粘缩聚反应器,通过延长聚酯熔融缩聚反应时间来提高产品粘度。
近年来,随着聚酯工业步入成熟阶段和技术的不断进步,聚酯熔融缩聚增粘技术已取得突破,不但可以生产工业丝、工程塑料等用途的高粘度聚酯,而且已可以生产瓶级高粘度聚酯,本技术不但高效、清洁,而且相对于固相缩聚,产品质量的不均匀性明显改善,分子量分布窄。
聚酯的增粘的方法有固相缩聚、熔融缩聚和化学增粘3种1. 固相缩聚聚酯固相缩聚主题工艺一般由4个阶段组成:干燥、结晶、缩聚和冷却。
整个增粘过程中同时存在着链增长和热降解2种反应。
链增长反应的活化能为11.3kj/mol,热降解反应的活化能为194.8kj/mol。
结晶过程中聚酯分子结构发生变化。
结晶前原料聚酯切片是无定形聚合体,大分子为顺式构象;聚酯结晶后,分子由顺式构象转为反式构象,结晶过程中,一个分子的突出部分由于范德华力的作用被嵌进另一分子的凹陷部分,因此分子排列紧密,结晶后聚酯的物理性质明显改变。
在固相缩聚反应之前设置干燥和结晶步骤,可以加快反应的进行。
黏着限制动轮空转及改善方法
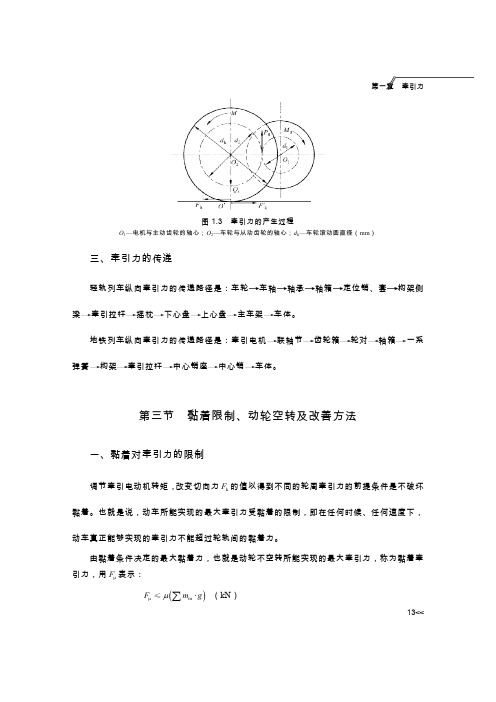
第一章 牵引力13<<图1.3 牵引力的产生过程O 1—电机与主动齿轮的轴心;O 2—车轮与从动齿轮的轴心;d k —车轮滚动圆直径(mm )三、牵引力的传递 轻轨列车纵向牵引力的传递路径是:车轮车轴轴承轴箱定位销、套构架侧梁牵引拉杆摇枕下心盘上心盘主车架车体。
地铁列车纵向牵引力的传递路径是:牵引电机联轴节齿轮箱轮对轴箱一系弹簧构架牵引拉杆中心销座中心销车体。
第三节 黏着限制、动轮空转及改善方法一、黏着对牵引力的限制调节牵引电动机转矩,改变切向力k F 的值以得到不同的轮周牵引力的前提条件是不破坏黏着。
也就是说,动车所能实现的最大牵引力受黏着的限制,即在任何时候、任何速度下,动车真正能够实现的牵引力不能超过轮轨间的黏着力。
由黏着条件决定的最大黏着力,也就是动轮不空转所能实现的最大牵引力,称为黏着牵引力,用F 表示:m F m g ≤ (kN )城市轨道交通 列车牵引与操纵>>14式中 —— 黏着系数;m m —— 全部动轮的黏着质量(t );g —— 重力加速度(取9.81 m/s 2,下同)。
如果各动轴驱动转矩归算到轮缘的作用力之和超出上式的限制时,黏着条件相对最差的动轮就会产生空转,动车的牵引力立即下降。
综上所述,动车牵引力最大值在任何时候都不得超过动轮与钢轨间黏着力的最大值的总和,这一原理称为“黏着定律”。
动车牵引力的最大值可用下式表示:max m max F m g (kN )(1.5)式中 max F —— 动轮最大轮周牵引力(kN ); max —— 最大物理黏着系数。
二、黏着系数在第一节所谈的物理黏着系数是一个由多因素决定的变量,当动车黏着质量确定后,黏着系数的变化就是决定黏着牵引力大小的因素。
动车在运行中,由于以下因素影响使实际黏着能力小于理论值—— 最大静摩擦力。
(一)动轮踏面与钢轨表面状态干燥清洁的动轮踏面与钢轨表面黏着系数高,冰、霜、雪等天气的冷凝作用或小雨使轨面轻微潮湿时轨面黏着系数低。
聚酯切片的固相增粘装置及工艺技术的比较
周航: 兼酯明片的固相增粘装置驶上 艺技术 的比较
4 5
聚 酯 切 片 的 固相摘要
航
20 4 ) 1O 8
( 扬子石油化工设计院 , 南京
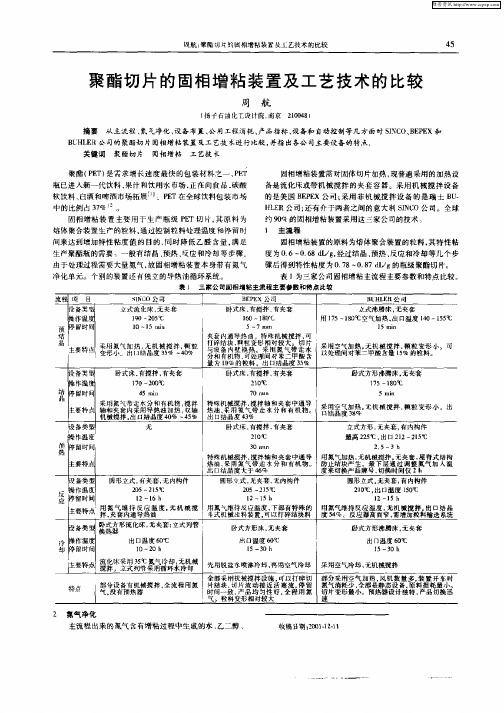
从主流程 、 氮气净 化、 设备布置 、 用工程消耗 、 套 产品指标 、 设备和 自动控制等几方面对 SN O、 E E I C B P X和
表 l 三 隶公 司 固 相增 牯 主 流 程 主 要 参数 和特 点 比较 B P X公 司 EE BHE U L R公 司
| 殳 备类 型 作温度 睁留 时间
立式谎化床 , 无夹套 10~ 0 ℃ 9 25 l mn 0一I i 5
卧式 床 有搅拌 , 有夹套 直式沸腾床 , 无夹套 l0 1 0 6 8 甩 15一 8 R 空气加热 F温度 I 7 I 2 0 出 1 4 15 2 0— 5 R 5~7m n i 】 i 5r n a 夹套 埔导热袖 特琳机械搅拌 , 可
没备类型 粲 作温度
亭留 时 间
圆形立式 . 有丧套 , 内构件 无 2 一 1℃ 吣 25
I 2~I 6h
圆形立式 , 无夹套, 无内构件 25 25 0 — 1℃
I 2—1 5h
圆形立式 . 尤央套 . 内构件 有 2 0 , 口温度 10 2 1℃ 出 5R
l h 2一I 5
漫备类型 卧式方形流化床 . 无夹套; 立式列管 换热器
操作 温 度 停 留时 间 出 口温度 砷 】 2 0— 0h
卧式方形床
,
无夹套
卧式方形沸腾床, 无夹套
出 n温度 6 R 02 】 3 5— 0h
口温 度 6 ℃ o I 5—3 0h
,
主要特点 流化床 采用 3 ℃氨气}却 . 5 争 无机械 先用脱 盐水喷淋冷却 搅拌 再用空气冷却 采 用空气冷却 , 无机械搅拌 立式 刊管采用循环水冷却
SSP装置制备结晶切片工艺优化
2 结晶切片制备过程优化
制结晶切片过程分成 2 个步骤。
21 制备结 晶切 片 .
基础切片进人预结晶器加热反应 , 结晶度可以 达到 3 % 以上 , 进人结晶器加热反应 , 7 再 结晶度 提 高到 4 % 以上 , 人主反应器不在 内停 留, 4 进 直接进
品品质优 良, 深受用户好评。通过对开机时结晶切 片制备 的工 艺优 化 , 短 了 产 品 黏度 达 到 合 格 的时 缩 间, 并且防止切片在主反应器发生结块现象。
人流化床 , 冷却后 的切片就被用做结晶切片。
22 结 晶切 片增 黏 .
1 装置概述
SP S 生产工艺过程经过结晶和化学反应 2个重
制备好的结晶切片仍通过 以上程序进人主反应
器, 此时不出料 , 让结晶切片在主反应器内开始堆积
料位 ( 由于结 晶切 片 的 结 晶度 在 4 % 左 右 , 8 不会 在
要工艺过程。结晶过程是在预结 晶器和结晶器 内进 主反应器 内发生结块现象 ) 。 行, 化学反应 主要在 主反应 器 内进 行 。整个工 艺过程 2 3 工 艺优 化 . 始终在氮气保护下进行 , 氮气不仅是热量 的主要载 以上 2个 步骤 完成 后 , 开始 进基础 切片 , 同时开 体, 而且是反应产物的载体 , 氮气将切片中含有少量 始出料。由于结晶切片在主反应器内已经堆积了一
维普资讯
聚 酯 工 业
第2 O卷
下 , 效避 免物料 结块 的现象 。 有
表 1 制结晶切片工艺参数的对比
聚酯切片固相增粘装置[实用新型专利]
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201820569121.1(22)申请日 2018.04.20(73)专利权人 郑州中远干燥工程有限公司地址 450001 河南省郑州市高新区金梭路25号(72)发明人 赵明雷 魏新甜 常芬芳 孙伟光 王占军 (51)Int.Cl.C08G 63/78(2006.01)(54)实用新型名称聚酯切片固相增粘装置(57)摘要本实用新型提供了一种聚酯切片固相增粘装置,包括原料仓、回转阀喂料器、预结晶器、预热器、第一反应器、第二反应器和冷却流化床。
该装置能耗低、产量及粘度控制调节方便、品种更换方便,且还可以保证生产的产品质量稳定。
本实用新型所有的设备结构简单,并且都有方便的方法进入到设备内部进行清理,保证了清理的方便和彻底。
权利要求书1页 说明书3页 附图2页CN 208594227 U 2019.03.12C N 208594227U1.一种聚酯切片固相增粘装置,包括原料仓、回转阀喂料器、预结晶器、预热器、第一反应器、第二反应器和冷却流化床;其特征在于,所述原料仓连接所述预结晶器,所述预结晶器连接所述预热器,所述预热器连接所述第一反应器,所述第一反应器连接所述第二反应器,所述第二反应器连接所述冷却流化床,彼此之间均通过所述回转阀喂料器相连接。
2.根据权利要求1所述的聚酯切片固相增粘装置,所述预结晶器采用双风道式预结晶器,为沸腾式流化床结构;在预结晶器上设有入孔及入孔视镜,预结晶器网板采用可抽取型网板。
3.根据权利要求1所述的聚酯切片固相增粘装置,所述预热器采用筒式预热器,顶部和底部都设有入孔;底部采用网锥设计,锥部设有阻尼锥。
4.根据权利要求1所述的聚酯切片固相增粘装置,所述第一反应器和第二反应器采用圆柱状反应器,柱体长径比为3~5,塔身中部有一个净化气体进口,在反应器顶部有一个反应气体出口;第二反应器气体出口连接到第一反应器的气体进口,此外,第二反应器还有另一个气体出口,可以不经过第一反应器直接进入气体净化单元。
固相增粘_氮气窒息__概述说明以及解释
固相增粘氮气窒息概述说明以及解释1. 引言概述:固相增粘和氮气窒息是两个在工程领域中被广泛应用的技术。
固相增粘是指通过固态材料的形成来实现物体之间的增粘效果,而氮气窒息则是利用氮气的特性,在不同环境中实现物体的防护和保护。
本文将对这两种技术进行全面的概述、解释和分析。
文章结构:本文共分为五个部分,包括引言、固相增粘、氮气窒息、概述说明以及解释与结论。
其中,引言部分将对整篇文章进行概述,并详细介绍每个章节的内容安排。
固相增粘部分将首先对其定义和原理进行阐述,然后探讨其应用领域和增粘效果。
随后,氮气窒息部分将介绍其原理和特点,以及在不同场景下的应用优势和安全性考虑。
接下来,概述说明部分将探讨固相增粘与氮气窒息之间的关联性,并提供一些实际案例供参考。
最后,在解释与结论部分,我们将深入剖析固相增粘现象的物理、化学机制,分析其在实践中存在的问题,并总结潜在的发展方向。
目的:本文的目的在于全面介绍固相增粘和氮气窒息这两种技术,探讨它们的定义、原理、应用领域以及效果分析。
通过对这些内容的详细说明和解释,读者可以更好地理解这两种技术的背后原理并了解它们在不同行业中所起到的作用。
此外,对固相增粘和氮气窒息可能面临的问题和未来发展趋势进行分析,旨在为相关领域工程师提供指导和启示。
2. 固相增粘:2.1 定义和原理:固相增粘是一种通过在材料表面形成氧化层、磷酸盐层等固体膜形成氢键或离子键而增加粘附力的方法。
其原理是通过在物体表面生成一层含有活泼元素(如氢、氧、磷等)的固体膜,使得物体表面产生特定的化学反应,从而增加与其他物质间的吸附力。
2.2 应用领域:固相增粘技术广泛应用于机械连接件、金属涂层、复合材料、电子封装等领域。
例如,在机械连接件上使用固相增粘能够提高连接强度,减少晃动和松动现象;在金属涂层方面,采用固相增粘可以提高金属与基底材料之间的结合强度;而在电子封装中,利用固相增粘技术可以改善元器件与印制电路板之间的接触性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
维普资讯
第 3期
龚 建奇 , : 等 固相增 黏装 置 开 车方 案 的改 进
4 9
物料就会 因为反应条件不具备而使产品黏度达不到 要 求 而 降 等 , 次 开 车均 会 有 6 左 右 的 物料 因黏 每 0t 度原因而降等。研究布勒开车资料发现其各种条件 均 过 于保 守 , 然 按 照 此 开 车 方 法 开 车可 以保 证 预 虽 热 器 不 产生 黏 料 , 物料 损 失太 大 ; 但 根据 对 物料 特性
及工艺条件的研究可 以发现 , 只要在保证 预热器不
粘料的情况下对工艺参数进行适当调整是可以降低 开 车物 料 损 失 的 , 此 对开 车方 法进行 了调 整 , 过 据 经
调 整 的方 案在 生 产 线 试 用 取 得 成 功 , 用 新 方 法 开 共 车 3次 , 次 开 车降 等 物料 均 在 3 左 右 。 每 0t
结 晶 切 片
饮料瓶 、 热灌装瓶及高粘工业丝用切片 , 其工艺过程 可 简述 为 结 晶 、 热 、 应 、 却 4步 。装 置 从 19 预 反 冷 97
年 l 2月投 产后 生 产 运 行 平 稳 , 品 质 量优 良, 产 产 生 负 荷从 3 , 0td到 7 ,, 制 稳 定 。装 置 自投 产 后 / 0td 控 /
表 2 固 相装 置 开 车 时 序 表 ( 设计 方案 )
表 3 固 相装置 开 车 时 序 表 (新方案 )
注 : 、 中某一 时问段温度指在该时 问段 内温度从 前一时问段温度均匀上升到该温度 。 1表 2 表 中温度 指大概温度 , 、 具体生产 中会根据实 际情况作 微调。
热温 度上 升 到反 应 温 度 , 人 反 应 器 的切 片 在 热 氮 进 气 氛 围下 进行 反 应 , 成 反 应 的 切 片 进 入 冷 却 器 冷 完 却 , 冷 却 到常 温后 包装 为 产 品 。根据 产 量 、 经 生产 品
种等的不 同进行工艺参数的调节来保证产品质量 。
及装置运行的特点 , 我们总结 了一套可以大大降低 开车降等物料的开车方法, 并在实际生产中得到了 印证 , 此作 简 要说 明 。 在
表 1 历次开车物料损 失情 况
产 品
—— —
—
图 1 固相装置 工艺简 图
2 生产工 艺过程
固相 增 黏装 置 的工 艺 流程 如 图 I 示 。结 晶 度 所 在 3 % 一 O 的切 片 进人 预 热 器 后 , 过 热 氮 气 加 0 4% 经
3 表 中 M 表示我公司该产品粘度 中心值 。 、
2种 开 车 方 法 的 开 车 时 序 表 见 表 2,。对 比 2 3
表 中的数 据 可 以发 现 : 方 法 的开 车 时 间 及 黏 度达 新
热 器 的热 氮气 升 温 时 间 点 进 行 了调 整 , 调 整 是 新 此 开 车方 案 的核 心 , 是 因 为它 的调 整 直 接 影 响 了 反 正
可 以看 出新 开 车方 法 中物 料 反应 温 度 达 到 的时 间 比
情 况相 吻合 ; 从新 方 法 的开 车 时序 表 中可 看 出对 预
设 计 方 法提 前 了约 1 , 此就 可 以减 少 降 等 物 料 0h 仅
( 湖北 昌丰化纤工业 有限公司 , 湖北 宜 昌 4 3 o ) 4 0 1
中 图分类号 : Q 1 .3 T o 0 7 T 36 3 7;Q 5 . 文献标识码 : B 文章编号 :0 88 6 ( 0 2 0 -0 8 3 10 -2 1 20 )30 4 . 0
1 概 述
湖 北 昌丰 化纤 工 业有 限公 司的连 续 固相增 黏装 置是 从 德 国布 勒 公 司引进 的 , 计 能力 为 5 d 以 设 0t , / 共 聚或 均 聚级 切 片为 原料 生 产矿 泉水 瓶 、 壶 、 酸 油 碳
由于设备及市场等因素经历了多次停 车, 在进行开 车时均产生了6 以上因粘度达不到要求 的降等产 0t 品 , 表 1所示 。布 勒 公 司 的操 作 指 导 中指 出 此 开 如 车切 片 可经 再 次增 黏 , 在 生 产 中因 产 品 热 停 留时 但
间过 长 而使 产 品其 他 指标 达不 到标 准 导致 它不 具 备 实 际 生 产 的可 行 性 。 因 而 , 效 地控 制 开 车 时 的 物 有 料 损 失成 为 开 车工 作 中的一个 难 点 。经过 对不 同反 应 阶段 物料 特 性 的 研 究 , 合 实 际 开 车 的 生 产 经 验 结
3 开车方案
按 设 计开 车 方 法 开 车 时 , 于 预 热 器 、 应 器 、 由 反 冷 却 器均 需填 充物 料 , 填 充 物 料 及 其 后 一 批 过 度 此
① 收 稿 日期 :0 11 .1修 回 日期 :0 20 .9 2 0 —21 ; 2 0 -2 1 。
作者 简介 : 龚建奇 (9 8) 男 , 16 一 . 湖北 蕲春 人 , 工程师 ,  ̄ , e - 从事聚酯生产技术管理及 市场营销工作。
到 正 常 的时 间均 比设 计 方 法缩 短 了 2 , 计 方 案 5h 设 产 生 黏度 小 于 M 一0 0 ( 指 产 品粘 度 中 心值 ) .2 M 的
产 品 6 . , 0 4t而新 方 案仅 产 生 2 . , 与 生产 实 际 7 5 t这
应物料的温度 , 进而影 响反应速度 , 使产品黏度能在 较 短 的时 间 内达 到 要求 。对 2种 开 车方 法 作 出对 比
维普资讯
第 l卷第 3 5 期
2o O o 2. 6
聚 酯 工 业
P le trI d sr oy se n u ty
Vo .1 No.3 1 5,
2 0 —6 o 2O
固相 增 黏 装 置 开 车 方 案 的 改进①
龚建奇 , 荣先 奎