核电站核岛主设备用焊接材料--吴祖乾共18页
核电站核岛主设备用焊接材料--吴祖乾
六、低合金钢药皮焊条
低合金钢药皮焊条采用美国ASME/AWS A5.5“低合金 低合金钢药皮焊条采用美国ASME/AWS A5.5“低合金 钢药皮焊条标准”。标准中列出与Mn-Ni-Mo钢相关的两 钢药皮焊条标准”。标准中列出与Mn-Ni-Mo钢相关的两 种焊条,即E8018种焊条,即E8018-G和E9018-G,但标准对这两种焊条的 E9018熔敷金属未提出具体的成分要求。 焊缝金属在620OC± OC焊后热处理状态下的力学 焊缝金属在620OC±15 OC焊后热处理状态下的力学 性能要求如下:
十、焊接和堆焊用不锈钢焊丝(焊带) 焊接和堆焊用不锈钢焊丝(焊带)
不锈钢焊丝(焊带)采用ASME/AWS A5.9“不锈钢光 不锈钢焊丝(焊带)采用ASME/AWS A5.9“不锈钢光 焊丝和填充丝标准”中有下列用于核设备焊接和堆焊用 不锈钢焊丝类别,即ER308L、ER309L、ER316L和 不锈钢焊丝类别,即ER308L、ER309L、ER316L和 ER347等。标准没有规定焊丝使用范围,即焊丝不仅 ER347等。标准没有规定焊丝使用范围,即焊丝不仅 可以用于埋弧焊,也可用于气体保护焊。 法国RCC- 标准列出了奥氏体法国RCC-M标准列出了奥氏体-铁素体不锈钢用埋 弧焊丝、焊带和焊剂卡片,符合美国ASME/AWS 弧焊丝、焊带和焊剂卡片,符合美国ASME/AWS A5.9 和法国NFA 81318和NFA35583标准,牌号有308L、 和法国NFA 81318和NFA35583标准,牌号有308L、 309L和316L。 309L和316L。
下面列出镍基合金焊丝(焊带)的化学成分
谢
谢!2009.6.11来自四、主设备焊接用焊接材料
1.低合金钢药皮焊条,埋弧焊焊丝和焊剂。 2.不锈钢药皮焊条,埋弧焊带和焊剂,气保护焊用 焊丝。 3.镍基合金药皮焊条,埋弧焊焊带(焊丝)和焊剂, 气保护焊用焊丝。 4.钴基合金焊材。
核电站核岛主设备用焊接材料--吴祖乾
四、主设备焊接用焊接材料
1.低合金钢药皮焊条,埋弧焊焊丝和焊剂。 2.不锈钢药皮焊条,埋弧焊带和焊剂,气保护焊用
焊丝。 3.镍基合金药皮焊条,埋弧焊焊带(焊丝)和焊剂,
气保护焊用焊丝。
4.钴基合金焊材。
五、低合金钢焊接材料
低合金钢焊接材料主要用于核反应堆压力容 器、蒸汽发生器和稳压器等承压设备的焊接。反 应堆压力容器一般由Mn-Ni-Mo钢(A508Gr.3)锻 件焊接而成。还需承受强烈的中子辐照,使壳体 和焊缝遭受严重损伤。对核容器的焊缝金属除要 求其常规性能达到产品技术条件外,还要求其特 殊性能亦能满足设计所规定的要求,如无塑料性 转变温度,辐照敏感性,低周疲劳性能和断裂韧 性等。
3.反应堆堆内构件吊兰、导向筒等部件用304、347等不锈 钢锻件和板材。
4.蒸汽发生器传热管用Inconel 690镍基合金。
5.主蒸汽管道用304 、316 等不锈钢大直径无缝管。
三、主设备焊接方法
1.核容器主焊缝采用药皮焊接打底、窄间隙埋弧焊填充盖 面的焊接工艺。
2.所有与一回路水接触的反应堆压力容器和蒸发器下封头 等均采用不锈钢焊带(焊丝)进行表面埋焊弧堆。
十一、镍基合金焊接材料
镍基合金及其焊接材料在核岛主设备中应用甚广。核反应 堆压力容器的驱动管座、各种测量的管座以及各种支承块 等均采用Inconel 600或Inconel 690制造。蒸发器传热管 大多采用镍基合金制造如Inconel 690等。镍基合金堆焊也 是在核岛主设备中采用较多的一种工艺,如蒸发器管板、 反应堆压力容器顶盖管座段,接管安全段预堆边等。
3.核容器接管端面采用镍基合金埋弧焊或焊条堆焊,并用 镍基合金焊丝与不锈钢安全端进行熔化极气体保护焊。
4.堆内构件不锈钢吊兰筒体等采用不锈钢焊丝进行钨极氩 弧焊或热丝钨极氩弧焊。
EJ_T1027.7_1996压水堆核电厂核岛机械设备焊接规范 奥氏体不锈钢耐蚀堆焊
EJ/T 1027.7-96压水堆核电厂核岛机械设备焊接规范奥氏体不锈钢耐蚀堆焊Welding code for mechanical componentsof PWR nuclear islandsAnticorrosion overlaging withaustenitic stainless steel1996-10-24发布1997-02-01实施中国核工业总公司发布附加说明:本标准由中国核工业总公司提出。
本标准由全国核能标准化技术委员会归口。
本标准由中国核动力研究设计院负责起草。
本标准主要起草人:陈安安。
1 主题内容与适用范围本标准规定了压水堆核电厂核岛机械设备设计、制造、安装中不锈钢耐蚀堆焊技术要求。
本标准适用于带极埋弧堆焊、带极电渣堆焊,惰性气体保护堆焊、药皮焊条电弧堆焊方法。
本标准与设计图样或专用技术条件不一致时,应以图样或专用技术条件为准。
2 引用标准GB/T 226 钢的低倍组织及缺陷酸蚀试验法GB/T 2653 焊接接头弯曲及压扁试验方法GB/T 4334.5 不锈钢硫酸-硫酸铜腐蚀试验方法GB/T 7734 复合钢板超声波探伤方法EJ/T 1027.1 压水堆核电厂核岛机械设备焊接规范 焊接材料的验收EJ/T 1027.3 压水堆核电厂核岛机械设备焊接规范 焊接材料的存放和使用管理EJ/T 1027.10 压水堆核电厂核岛机械设备焊接规范 焊接缺陷的补焊EJ/T 1027.14 压水堆核电厂核岛机械设备焊接规范 奥氏体不锈钢耐蚀堆焊工艺评定EJ/T 1027.18 压水堆核电厂核岛机械设备焊接规范 设备制造车间的技术要求EJ/T 1027.19 压水堆核电厂核岛机械设备焊接规范 手焊工和焊接操作工的资格评定EJ/T 1039 核电厂核岛机械设备无损检验规范3 材料3.1 母材3.1.1 不锈钢耐蚀堆焊的母材必须具有符合质保要求的质量合格证书。
3.1.2 母材应分批号(炉号)按相应标准和材料专用技术条件(订货技术条件)的要求进行验收,验收合格后方可使用。
核电站设备主要金属材料

1.核岛用金属材料概述不同堆型,其结构和用途虽有所不同,但在实现核裂变反应和可控制的过程是相同的,都需要燃料元件、堆内构件、控制棒、反射层、冷却剂和慢化剂(快堆除外)以及包容他们的压力容器或压力管道等,因而需要各种各样的材料来制作相关部件,以实现核能向热能、热能向电能的安全、高效率的转化。
按照相关设备部件服役工况或使用功能的不同,核电设备可分为核一级、核二级、核三级和非核级。
有核级要求的设备,一般即称其所用材料为核电关键材料。
核电常用的关键材料大体可分为碳钢、不锈钢和特殊合金;若进一步细分,则有碳(锰)钢、低合金钢、不锈钢、锆合金、钛铝合金和镍基合金等,按品种则有铸锻件、板、管、圆钢、焊材等等。
核反应堆的发展,从一开始就包括了材料的开发与优化,材料的发展决定了其发展情况。
因为核电具有新的热传导条件及特殊的环境条件,如辐照或冷却剂腐蚀等,要求所用材料必须能适合于这些应用条件;强调材料的另一个原因,是核电站系统比常规电站有更高的安全要求。
由于我国目前主要是建造第二代成熟的1000MW压水堆核电站、通过技术引进并吸收国外先进技术以发展先进的第三代1000MW级压水堆核电站。
因此,本讲义以压水堆核电站为例,对其不同设备的用材做一简单介绍。
在压水堆核岛中,主要设备除反应堆及压力容器外,还有蒸汽发生器、冷却剂主泵机组、稳压器及主管道等。
由于这些部件在核岛内的位置、作用和工况不同,故材料的使用要求和环境条件也不尽相同,不同程度地存在辐照或酸腐蚀等;不仅要考虑常规的一些要求(如强度、韧性、焊接性能和冷热加工性能),而且须考虑辐照带来的组织、性能、尺寸等变化,如晶间腐蚀,应力腐蚀和低应力脆断、以及材料间的相容性、与介质的相容性,以及经济可行性等。
为便于从它们的服役特点中理解每个部件的功能、选择依据,下面将压水反应堆核岛内重要金属部件的工况、要求以及他们的所用材料体系简述如下。
1.1压水堆零/部件用金属材料1.1.1包壳材料包壳,是指装载燃料芯体的密封外壳。
核反应堆主设备接管异种金属接头的焊接

核反应堆主设备接管异种金属接头的焊接作者:王鹏春来源:《经济技术协作信息》 2018年第15期众所周知,核电技术已经历了“四代”发展,可知在一回路中的反应堆压力容器、蒸汽发生器、稳压器、堆芯补水箱、主泵泵壳等主设备中均存在Mn-Mo-Ni 低合金钢材质接管与Cr-Ni 或Cr-Ni-Mo 奥氏体不锈钢材质的冷却剂主管道异种钢接头。
这种接头目的在于解决现场安装时的异种金属焊接难点及预热困难,例如,目前我公司制造的CPR1000、AP1000、CAP1400、华龙一号、高温气冷堆、小堆等均存在此种接头。
一回路一般在高温度、压力交变复杂应力作用环境下使用,所以该接头必须具备高塑性、高韧性、高的耐腐蚀性、高的断裂韧性及抗疲劳性能,才能保证压力边界安全,因此核岛主设备异种钢安全端焊缝的焊接显得至关重要。
一、低合金钢与不锈钢焊接时存在的不良现象及解决措施低合金钢和不锈钢属于异种钢连接,焊接过程会存在如下风险:(1)母材稀释填充材料,成分、组织变化复杂,导致焊缝性能不均匀;(2)易形成有害脆性过渡层(稀释);(3)C扩散;(4)焊接应力危害;(5)焊后热处理温度区间可能对不锈钢焊缝产生不利等。
这些不良现象的存在给二者连接接头的后续使用埋下隐患,为了降低风险,目前通过采用预堆边焊的方法完成焊接。
二、安全端接头结构设计目前我公司主要有两种形式安全端接头结构:(1)接管+ 不锈钢隔离层+不锈钢焊缝+安全端,(2)接管+ 镍基隔离层+镍基焊缝+安全端。
其焊缝接头形式分为对接或插接,坡口形式为X、V 或U 型,坡口深浅、宽窄,根部间隙、钝边、直边、R 角等坡口尺寸,焊缝径向、轴向收缩量均根据本公司焊接经验及技术条件而确定,并征得上游设计同意,一般均需内壁清根,外壁留加工余量,但部分安全端焊缝由于结构尺寸限制,不易内壁清根,留量主要是为了避免焊接变形导致的尺寸精度不合,清根目的在于保障根部焊缝质量,图1为我公司目前产品普遍在用的窄间隙镍基焊缝接头结构。
核电工程焊接培训教材PPT课件
工作结束,未使用完焊条应随保温筒一并退回烘干室。
➢焊丝
做标记移植、放焊丝筒发放、使用。
第21页/共44页
3.核电工程的焊接特点
压水堆核电站系统一览表(含核蒸汽系统)
第22页/共44页
第23页/共44页
的技术要求和质保要求,核电站设计要按40年运行,考 虑到焊接接头承受各种应力(机械热应力,腐蚀应力)。
第9页/共44页
③ 塑性好:焊缝产生裂纹和气孔的倾向小,可制造大型 的构件及受压容器。核电站用它来预制支架、贮罐、 管道等;
④ 焊接电源:使用手工电弧焊时,需采用直流焊机,因 为工程中使用的均为碱性焊条;使用氩弧焊时,对焊 接电源没有特别要求,直流均可使用。
b)从外部采购的焊材必须按标准或(设计)焊接 采购技术规格书进行采购、验收试验,特别是核级焊材 需要复验合格,按验收、试验程序达到合格后方可入库。
2) 内部控制:严格按程序要求存放、烘干、保温及发
放。
第19页/共44页
① 焊材的验收 ② 焊材的存放 ③ 烘干与保温(烘干设备.JPG) ④ 焊接材料的发放、回收
第20页/共44页
• 焊接材料的使用
➢焊条
焊工在工作前应先把焊条保温筒连接在24-220V的电源上,将 保温筒进行加热。当保温筒内温度升至规定的保温温度时,焊工 带上保温筒去烘干室领取焊条,自烘干室领取焊条应一直保存在 焊条保温筒内,焊条保温筒内的温度应控制在70-150℃。
保温筒内装入焊条后,筒盖应处常闭状态,焊接时应逐根取出, 取出焊条后应随即关闭筒盖。
第24页/共44页
材质覆盖面广
核电站核岛焊接工艺评定:蒸汽发生器管板镍基合金堆焊
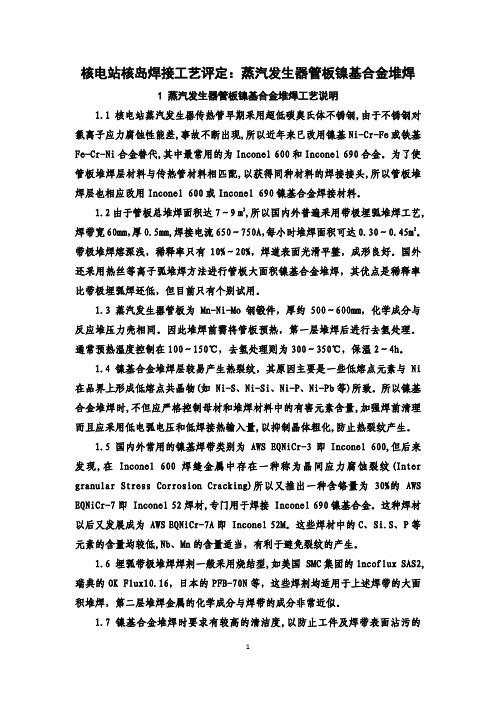
核电站核岛焊接工艺评定:蒸汽发生器管板镍基合金堆焊1 蒸汽发生器管板镍基合金堆焊工艺说明1.1核电站蒸汽发生器传热管早期采用超低碳奥氏体不锈钢,由于不锈钢对氯离子应力腐蚀性能差,事故不断出现,所以近年来已改用镍基Ni-Cr-Fe或铁基Fe-Cr-Ni合金替代,其中最常用的为Inconel 600和Inconel 690合金。
为了使管板堆焊层材料与传热管材料相匹配,以获得同种材料的焊接接头,所以管板堆焊层也相应改用Inconel 600或Inconel 690镍基合金焊接材料。
1.2由于管板总堆焊面积达7~9 m2,所以国内外普遍采用带极埋弧堆焊工艺,焊带宽60mm,厚0.5mm,焊接电流650~750A,每小时堆焊面积可达0.30~0.45m2。
带极堆焊熔深浅,稀释率只有10%~20%,焊道表面光滑平整,成形良好。
国外还采用热丝等离子弧堆焊方法进行管板大面积镍基合金堆焊,其优点是稀释率比带极埋弧焊还低,但目前只有个别试用。
1.3 蒸汽发生器管板为 Mn-Ni-Mo钢锻件,厚约500~600mm,化学成分与反应堆压力壳相同。
因此堆焊前需将管板预热,第一层堆焊后进行去氢处理。
通常预热温度控制在100~150℃,去氢处理则为300~350℃,保温2~4h。
1.4 镍基合金堆焊层较易产生热裂纹,其原因主要是一些低熔点元素与Ni 在品界上形成低熔点共晶物(如 Ni-S、Ni-Si、Ni-P、Ni-Pb等)所致。
所以镍基合金堆焊时,不但应严格控制母材和堆焊材料中的有害元素含量,加强焊前清理而且应采用低电弧电压和低焊接热输入量,以抑制晶体粗化,防止热裂纹产生。
1.5 国内外常用的镍基焊带类别为 AWS EQNiCr-3即Inconel 600,但后来发现,在Inconel 600焊缝金属中存在一种称为晶间应力腐蚀裂纹(Inter granular Stress Corrosion Cracking)所以又推出一种含铬量为30%的 AWS EQNiCr-7即 Inconel 52焊材,专门用于焊接 Inconel 690镍基合金。
核电站国产新型焊条诞生
核电站国产新型焊条诞生
无
【期刊名称】《军民两用技术与产品》
【年(卷),期】2011(000)005
【摘要】由苏州热工研究院有限公司和上海电力修造总厂有限公司合作完成的"核电站国产WB36CN1钢新型焊条研发及应用研究"项目通过了中国电力企业联合会组织的科技成果鉴定。
【总页数】1页(P32-32)
【作者】无
【作者单位】不详
【正文语种】中文
【中图分类】TM623
【相关文献】
1.新型硅酸钇镥晶体在渝诞生助推医用PET机国产化 [J], 〈重庆日报〉报社
2.不锈钢焊条焊接气孔影响因素的研究及新型A102不锈钢焊条的研制 [J], 张楚信
3.新型硅酸钇镥晶体在重庆诞生,促进肿瘤诊断的医疗设备国产化 [J], 无;
4.“国产化新型基因工程干扰素α2b”在安徽诞生 [J],
5.国产片梭在咸阳秦都新型纺机厂诞生 [J], 严家民
因版权原因,仅展示原文概要,查看原文内容请购买。