平板检定规程宣贯
国家质量监督检验检疫总局公告2013年第122号――关于发布JJG117-2013《

国家质量监督检验检疫总局公告2013年第122号――关于发布JJG117-2013《平板检定规程》等9个国家计量技术法规的
公告
【法规类别】产品质量监督
【发文字号】国家质量监督检验检疫总局公告2013年第122号
【发布部门】国家质量监督检验检疫总局
【发布日期】2013.09.05
【实施日期】2013.12.02
【时效性】现行有效
【效力级别】部门规范性文件
国家质量监督检验检疫总局公告
(2013年第122号)
关于发布JJG117-2013《平板检定规程》等9个国家计量技术法规的公告
根据《中华人民共和国计量法》有关规定,现批准JJG117-2013《平板检定规程》等9个国家计量技术法规发布实施。
平板式制动检验台使用指南解析

式中: g =9.8m/s2 ; m ---专用平板附着系数测试装置的质量, kg ;
--- 附着力的算术平均值 。
平板式制动检验台
5 、检测方法(1)
5.1 检验前准备
a)制动检验台表面应清洁, 没有异物及油污; b)检验辅助器具应齐全;
气压制动的车辆, 贮气筒压力应能保证该车各轴制动力测试完毕时, 气压 仍不低于起步气压(未标起步气压者, 按400kPa计);
平板式制动检验台
3 、信号标定(4)
3.2.3 核对制动标定数据:
标定杆松开回到标定仪零点。
标定杆加力,标定仪显示500 daN左右并稳定时,读取仪表示值。
标定杆继续加力。标定仪显示2000 daN左右并稳定时,读取仪表示值。 (4) 标定杆继续加力。标定仪显示4000 daN左右并稳定时,读取仪表示值。
平板式制动检验台
2 、设备操作(1)
2.4 计算机仪表操作 见软件操作维护培训教程
平板式制动检验台
3 、信号标定(1)
1. 轮重标定 2. 轮重标定前准备 3. 加装标定装置(以千斤顶+标定仪表作标准器为例)。 4. 标定仪与轮重信号同步清零。 5. 轮重标定: 6. 打开计算机,进入“信号测试”——“信号标定”界面,选择
注: 为顺利通过检定,加载和减载过程各点标定仪示值和仪表示值之差要严 于计量检定误差要求,如要求不超过± 2%,如核对标定数据误差较大,应重 新标定。如无法显示满量程值,应重新调整放大器放大倍率,然后重新标定 。
减载误差如控制有困难可放宽要求,规程无减载误差要求。
平板式制动检验台
4 、计量检定(1)
平板式制动检验台
3 、信号标定(3)
2. 制动标定
检定规程宣贯培训计划

检定规程宣贯培训计划一、培训目的:本次培训旨在宣贯检定规程,对参与人员进行培训,提高他们的检定能力和工作水平,确保产品质量,增强员工的责任意识和规范操作能力,为公司的生产经营提供有力的保障。
二、培训对象:本次培训对象为公司所有从事检定工作的员工,包括检定员、技术员和相关管理人员。
三、培训内容:1. 检定规程宣贯(1)检定规程的概念和重要性(2)检定规程的编制和修订(3)检定规程的执行和监督2. 检定理论知识培训(1)检定的定义和目的(2)检定的基本原理(3)常见的检定方法和工具(4)检定过程中的注意事项和常见问题3. 检定仪器设备操作培训(1)各类检定仪器设备的操作方法(2)仪器设备的日常维护和保养(3)仪器设备故障排除和处理4. 检定技术规范培训(1)各种产品的检定规范(2)各类检定指标和标准(3)常见的检定误差和容许偏差5. 例题分析和实操训练(1)通过真实案例分析检定问题(2)进行仪器设备的实际操作和检定实验(3)训练参与人员的检定能力和判断力四、培训形式:本次培训采用理论教学与实际操作相结合的形式,既有专题讲解,又有实训演练,以达到理论与实践相结合,实效性教学的目的。
五、培训时间和地点:时间:XX年XX月XX日至XX月XX日地点:公司会议室六、培训教材:本次培训教材由公司技术部门编制,包括检定规程宣贯教材、检定理论知识教材、检定技术规范教材等。
七、培训安排:1. 第一阶段:检定规程宣贯时长:1天内容:检定规程的概念和重要性,检定规程的编制和修订,检定规程的执行和监督2. 第二阶段:检定理论知识培训时长:2天内容:检定的定义和目的,检定的基本原理,常见的检定方法和工具,检定过程中的注意事项和常见问题3. 第三阶段:检定仪器设备操作培训时长:2天内容:各类检定仪器设备的操作方法,仪器设备的日常维护和保养,仪器设备故障排除和处理4. 第四阶段:检定技术规范培训时长:2天内容:各种产品的检定规范,各类检定指标和标准,常见的检定误差和容许偏差5. 第五阶段:例题分析和实操训练时长:2天内容:通过真实案例分析检定问题,进行仪器设备的实际操作和检定实验,训练参与人员的检定能力和判断力八、培训考核:1. 学习成绩由每个阶段的培训老师进行考核,总结各阶段的学习情况和成绩。
平板检定规程
平板检定规程在电子产品迅猛发展的时代,平板电脑已经成为人们生活中不可或缺的一部分。
然而,如何确保平板电脑的质量和准确性?这就需要平板检定规程的建立与实施。
一、检定目的平板检定规程的目的是确保平板电脑的各项性能指标符合相关国际标准和规定,并保证其准确性和可靠性。
具体包括以下几个方面:1.保证平板电脑的功能和性能的准确度2.确保平板电脑的测量结果的正确性3.确保平板电脑的各项性能指标符合相关国际标准和规定二、检定内容1.外观检定。
包括外观尺寸、表面光洁度、色彩等检定。
2.功能检定。
检验平板电脑主要功能区域和子功能区域的准确度,包括屏幕、触控、相机、蓝牙、WIFI等检定。
3.响应速度检定。
包括打字速度、触控反应速度、软件应答速度等检定。
4.耐压检定。
对平板电脑的耐压性能进行检测。
5.硬件检定。
包括CPU、GPU、RAM、ROM等检定。
6.热敏性能检定。
包括平板电脑的温度特性和热传导性能的检定。
三、检定步骤1.准备工作在进行平板电脑检定之前,应进行充分的准备工作,包括检定设备的选购、检定方法的制定、检定员的培训等。
2.外观检定根据相关的检定标准,对平板电脑的外观尺寸、表面光洁度、色彩等进行检定。
3.功能检定根据平板电脑的主要功能和子功能,选择合适的检定方法进行检定。
4.响应速度检定根据相应的应用软件进行响应速度检定。
5.耐压检定使用专业的耐压检定设备对平板电脑进行检测。
6.硬件检定使用专业的硬件检定设备对平板电脑的CPU、GPU、RAM、ROM等进行检定。
7.热敏性能检定使用专业的温度控制设备,对平板电脑的温度特性和热传导性能进行检定。
四、检定结果根据检定结果,对平板电脑的各项性能指标进行评价和判定。
若符合相关国际标准和规定,则认为该平板电脑通过检定,否则,则需要进行相应的修理和改进。
五、检定周期平板电脑的检定周期应根据使用环境和频率进行评估和决定,一般不超过一年。
六、总结平板检定规程的建立和实施,对于确保平板电脑的质量和准确性非常重要。
JJF111-2003检定规程宣贯大纲

JJF 1111-2003《调制度测量仪校准规范》
培训大纲(含方法确认内容)
JJF 1111-2003《调制度测量仪校准规范》于2003年11月24日发布,代替原有的《JJG 437-1989 调制度测量仪检定规程》。
1.环境条件要求
JJF 1111-2003《调制度测量仪校准规范》规定的环境条件:
1)环境温度:(23±5)︒C(与旧规程相同)。
2)相对湿度:不大于80%(旧规程为40%~80%)。
3)电源电压:(220±11)V,(50±1)Hz(旧规程为220V±2%,50Hz±0.5 Hz。
采用交流电子稳压器达
到。
4)周围无影响仪器正常工作的机械振动和电磁干扰(与旧规程相同)。
2.JJF 1111-2003 仪器设备配置
采用本测量中心的《信号发生器检定装置》((2002)国防计标证1714号),可以满足上述设备要求。
说明:1. 被测参数的测量不确定度评定可以参考相关的不确定度评定报告。
2. 操作说明可以参照相关的操作规程。
交互智能平板成品检验规范

1目的为使有可遵循判定标准,以确保各相关单位能获得统一的判定标准,以利公司品质而制定。
2 适用范围适用于本公司 3 品质允收标准CRI:AQL=0,MAJ:AQL=1.0,MIN:AQL=2.5;GB2828.1-2003 LEVEL Ⅱ单次抽样计划表 4 测试工具4.1 PC 信号产生器Chroma 2325 或同等级被认可设备 4.2 TV 信号产生仪TG-39或同等级被认可设备 4.3 色温分析仪 CHROMA7120或同等级被认可设备 4.4功率计: HY9905或同等级被认可设备 4.5 PC4.6 透明软尺或立体尺 4.7 敲击棒 4.8 厚薄规 4.9 DVD 5工作程序5.1检验注意事项: (1)为了避免划伤被检机台, 检验员手上不可戴戒指,手表等坚硬事物及物品(2)拆打包时,机台要清拿轻放,不要用任何硬的东西去压或者刮机台表面表面以免伤及机台表面,也不能用手去接触而弄脏机台表面.(3)玻璃表面擦拭请用脱脂棉沾水轻轻擦拭(4)检验完后必须Reset,最后关机。
(按要求设置出货语言)5.2外观检验5.2.1检验目的:确保产品外观符合客户要求成品检验规范密级度:□机密 保密 页码: 3 of 17版权所有 未经允许不得下载和复制5.2.2检验条件: a.距离 50-100㎝b.环境亮度300~500Luxc.环境温度:20~30度5.2.3检验视觉:5.2.4判定标准a.外壳检验区域定义如下(1)TV 的前面,包括底座前面的可视部份 (2)TV 的顶面,左右两侧面及后壳上支架以上部分 (3)TV 的后面及后壳上支架以下部分 (4)TV 的底面及后壳被支架遮住的部份 b.外壳外观不良判定标准不良现象允收标准不允收标准凹点 在组装后只允许存在不可见区域在正常光源下可见及能被手感觉到 裂缝 在组装后只允许存在不可见区域在组装后存在可见区域毛边在组装后只允许存在于侧面,但高度不能超过0.5㎜,如在通风口不能超过孔径的10%在正面不能出现 翘起/变形 不能影响面板操作严重的变形引起组装困难及功能键操作困难 油迹只允许在不可见区域存在,并可檫除在可见区域不能存c.涂层不良标准判定d.玻璃及显示屏外观检验标准:5.3电器性能测试5.3.1 测试目的:确保测试功能及性能符合客户要求5.3.2 测试条件:a.机台预热30分钟以上才可测试检验.预热方法: 电源开启,信号输入,维持30分钟不断电,不断信号b.全部测量应平行于屏之方向轴.c.使用AC电源为:100-240 Vac 60/50HZ 直接输入d.输入检测信号为:VGA Input: 0.700 Vp-p, 75 ohm TerminatedRF Input:ANT 70dBuV/MCVBS/S-VIDEO/YPBPR 和HDMI 及PC audio ine.设定条件未指明时; 被测机台以 Factory Preset 值设定.f.目视检验条件如下 :(1)观测距离为100--150cm ;(2)观测角度: 90度 (表示测量以Panel 正中央垂直时视为90度) (3)环境亮度为150-350 LUX(4)环境温度: 25±5℃;环境湿度:50-75 ﹪ (5)大气压力:86—106Kpag. 位置定义如下所示:位置定义以亮度为例:P1,P2,P3 L1,L2,L3P4,P5,P6 L4,L5,L6P7,P8,P9 L7,L8,L9h.若无特别指定时,皆以一般测试条件行之(特殊声明除外) 5.4 DDC 测试a.将被测机台接在PC VGA 卡的对应引出插头上,点击DDC 程序进行测试规格:DDC2B 测试OK,EDID data 正确无误5.5 机器技术参数5.5.1 PC Timing 设定PC SOURCE 可支持以下时序a. 640X480(VGA) 60HZ 72HZ 75HZ 85HZb. 800X600(SVGA) 56HZ 60HZ 72HZ 75HZ 85HZc. 1024*768(XGA) 60HZ 70HZ 75HZd. 1152*864(XGA+) 75HZe. 1280*768(WXGA) 60HZ 75HZf. 1280*960(WXGA.) 60HZg. 1280*1024(SXGA) 60HZh. 1360*768(WXGA) 60HZ5.5.2TV Channel 设定:P P PP P P P P P(依定单要求或客户要求确认TV制式是否支持)TV支持制式:PAL NTSC SECAM5.5.1 AV支持制式:NTSC NTSC4.43 PAL PAL60 PALM\N5.5.2 YPBPR支持格式:480I 480P 576I 576P 720P 1080I 1080P5.5.3 HDMI支持格式: 480I 480P 576I 576P 720P 1080I 1080P(确认HDMI端口 HDCP烧录是否正确) 5.5.4 SCART支持格式: CVBS RGB5.6 OSD功能检测表1表25.8遥控器功能检验a.检验遥控器外观, 并操作测试其功能.规格: 遥控器所有功能在距离≥5M以内角度上下15度,左右30度,遥控器遥控面对机器无任何角度时≥8M必须能正常操作(或符合产品要求及客户要求)5.9按键检验a.检验功能键外观,并操作测试其功能规格:不得有偏心/松脱/顶死, 异声现象,功能须正常,不得显示错误;b.检验电源开关键及电源知识灯外观,并操作测试其功能规格:指示灯不得有过暗,下陷,突出及破裂.5.10画面检查5.10.1画面设定a.轮流切换机器所有信号确认是否每个信号画面显示都正常b.检查画面是否有jitter, noise, smear, flash现象.规格:画面不可有 jitter / noise / smear / flash现象;c.观看画面水平宽及垂直高度是否为满屏. 观看画面是否在屏幕中心是否在屏幕中心.规格:画面必须能满屏,但不能压边. 画面水平/垂直中心误差<2mm.d.测量画面水平中心线与前框上部没边缘距离, 分别测量两端的值h1,h2(如下图)规格: | h1-h2 |≤1.0mme.检查每个信号互相搭配使用时是否兼容f.检查画面清晰度是否符合要求,RF模拟信号:水平≥350 垂直≥400 SDTV:水平≥450 垂直≥450 HDTV:水平≥720 垂直≥720g.检查画面重显率是否符合要求,水平:96%≥95% 垂直:96%≥95%5.11 亮度a.测量距离: 色温仪探头距Panel表面10-15cm; 测量角度: 90度b.调节亮度: Max, 对比度: Max;c.切换信号至1024*768 60HZ 白场画面测量P5处亮度L5;规格: L5>400 cd/㎡ (或符合产品规格及客户要求)d.切换信号至1024*768 60HZ暗场画面测量P5处亮度L5(1);规格: L5(1)<0.8cd/m2 CR=L5 / L5(1)>800:1 (或符合产品规格及客户要求)e.切换信号至1024*768 60HZ 九宫格画面测量P1、P2、P3、P4、P5、P6、P7、P8、P9处亮度L1、L2L3、L4、L5、L6、L7、L8、L9;规格: Y=(Y1+Y2+….+Y8+Y9)/9 (Y-Ymin)/Y<10% (Ymax-Y)/Y<10%f.确认每个信号下亮度是否正常或符合规格(有无亮度过高反白)每个信号下颜色是否正常(有无缺色或偏色现象)5.12 色阶a.切换至1024*768 60HZ 32灰阶画面、彩条画面,观看画面有无干扰/异色/饱和/不平滑等不良现象规格:色阶呈均匀变化,无异色/缺陷/干扰仅允许一组2阶饱和.5.13 色温a.测量距离:色温仪探头保护套紧贴于PANEL表面;测量角度:90度 EUT:PIC mode→presetb.色温选择为COOL,测量并记录P⑤处色温值 X,Y 规格:X=0.281±0.020Y=0.288±0.020c. 色温选择为NORMAL,测量并记录P⑤处色温值 X,Y 规格:X=0.295±0.020Y=0.305±0.020d. 色温选择为WARM,测量并记录P⑤处色温值 X,Y 规格:X=0.314±0.020Y=0.324±0.0205.14屏检查a.依次切换至1024*768 60HZ/红、绿、蓝、白场、暗场及Windows画面并观看屏上是否有亮线/亮点/MURA/漏光/暗点/污点等不良现象;规格: (参照Panel检验规格)5.15 信号切换a. 轮流切换所有预设 PC Timing.b. 观看能否正常切换及切换时间.c. 稳定后,观察画面是否正常.规格: 切换时间<5 Sec, 稳定后,画面及声音无异常;5.17音质测试a.输入测试音乐, 并将Player音量调至50%;测试仪器上SP音量调至100%.规格: 须声音清晰,且左右声道正确; Volume在0时, 无残留声;b.调节音量大小&左右声道输出并聆听声音; 规格: Volume在100%时, 无画面异常.,无杂音.c.切换画面或视讯频率,聆听是否有杂音; 规格: Volume在100%时, 无杂音d. 将Volume调至100%,并聆听声音; 规格:开关机无异常. Volume在0时, 无残留声e.开关机或模式切换时, 聆听声音. 规格:开关机无异常. Volume在0时, 无残留声;f.将Audio out 接至功放,聆听连接功放的喇叭; 规格:须声音清晰,且左右声道正确;g.确认机器声道、丽音、立体声、单声道输出是否正常(丽音能否优先识别和记忆)h.将信号互相搭配时确认是否有串音现象,不接音频时喇叭是否有杂音。
平板电脑检验规范标准
平板电脑(MID)成品出厂检验标准1、范围为了统一成品出厂质量检验标准,确保成品整机满足规定质量要求,特制定此标准;本标准规定了平板电脑(MID)成品整机出厂检验质量要求、检验项目、检验方法。
适用于平板电脑(MID)成品检验。
2、引用标准GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T9813-2000 微型计算机通用规范;GB191-1990 包装储运图示标志;GB4943-2001 信息技术设备的安全(ide IEC950:1991);GB9254-2008 信息技术设备的无线电骚扰限值和测量方法;Q/SPTA003.1-2009 平板电脑(MID)检验标准(企业标准)3、一般要求3.1 正常测试条件温度:15~35℃相对湿度:25%~75%大气压力:86Kpa~106kPa电源电压:交流220V±22V电源频率:50/60 Hz在上述测试条件下,被测笔记本应满足其性能要求,但在比上述测试条件更宽的范围内,设备仍能工作,但可不满足其所有的性能要求,并允许被测笔记本在更为极端的条件下储存。
3.2 图形符号图形符号应符合GB/T 5465.1-5465.2《电气设备用图形符号》中的有关规定。
3.3 互连配接要求平板电脑(MID)与耳机、外接扬声器、音箱、显示器、USB设备、以太网、电缆系统等外部设备配接时,电脑与外设应能正常工作。
平板电脑(MID)与外接直流电源的配接要求由产品标准中规定。
4、整机检验的分类检验包括:全数检验和抽样检验5、整机的全数检验5.1.成品整机全数检验要求:必须在PCBA全数检验及老化完成并合格后才能进行。
5.2.检验方式:全数检验方式采取在线检验方式,在整机生产的各主要环节设置QC,对整机生产的成品整机进行全数检验。
5.3.检验项目及检验方法5.3.1.外观和结构检验按《产品外观和结构检验标准》要求进行,凡有任何一项不符合要求,无论判据为Z、A 或B均按照不合格品处理。
平板校准规程

1、目的:
通过对平板进行校准,执行量值传递工作,保证产品质量。
2、适用范围:
适用于厂内使用之平板的校准指导。
3、环境要求:
室内温度要求控制在20±5℃,湿度控制在60±15 RH%
4、校准方法/步骤:
4-1、外观:
4-1-1、要求:平板的工作表面应无油污、灰尘或凹凸伤痕,使用中及修理后允许有不影响使用准确度的外观缺陷。
4-1-2、方法:目视
4-2、平板平面度:
4-2-1、要求:见下表一。
4-2-2、方法:将平板根据其大小按”米”字型作25等分,用水平仪放在平板上,将平板调平,然后25点的座标值,通过换算计算出其平面度值。
5、校准周期预定为一年
测定点示意图
表一:
除非有文件控制中心的受控文件标识,此文件一经打印即为非受控文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
3.3.2.2 平板工作面测量点数要求
平板规格/mm ≤(400*400) (630*400)~(1600*1000) 测量点数 ≧9 ≧25
>(1600*1000)
平板准确度 局部工作面 平面度 0级 1级 2级 3级
3.5μm
7μm
15μm
30μm
平板局部工作面平面度也可以采用平面波动量判定:
平板准确度
工作面的平 面波动量
0级
8μm
1级
16μm
2级
32μm
3级
64μm
18
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
平板检定规程 JJG117-2013
毛洪 2014年4月22日
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
13
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
2.1.3.3 三点法 按被测实际表面上相距最远的三点建立理想平面, 以各测点对此平面的偏差中最大值与最小值的代数差 的绝对值作为平面度误差值。 三点法也是一种近似的评定方法,且决定理想平 面的三点可以由很多种取法,故其评定的误差值不是 唯一的。但三点法可以将理想平面的方向调整到与测 量基准相一致,从而可不经过数据处理直接得到平面 度误差值。
≧49
3.3.2.3 节距法 将被测截面分为若干段,用角度测量仪器测量其 相对于测量基准的倾角变化,然后经过数据处理计算 出该平板工作面的平面度误差。
25
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
2.1.3.2 对角线法 对角线法是以通过一条对角线两端点连线且平行 于另一条对角线两端点连线的平面作为理想平面,各 测点对此平面的偏差中最大值与最小值的代数和的绝 对值作为被测平面的平面度。 按对角线法建立的理想平面具有唯一性,且四个 角点的位臵已经给定,故在测量时就有可能使理想平 面调整到与测量基准的方向一致,从而可不必经过数 据处理就能获得平面度误差。但对角线时一种近似评 定方法,由它获得的误差值通常比最小区域法评定的 结果要大。
14
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
Hale Waihona Puke 平板准确度等级 0级 1级 0.003 0.006 2.5 5
2级
3级
0.012
0.024
10
20
15
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
23
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
3.3.2 工作面平面度 3.3.2.1 测量前,应调整平板工作面使其基本处于水 平状态。对于边长大于1m的平板至少应有三个支撑。 一般主要是通过主要的调平螺钉将平板仔细的调平, 其余的支撑点可调整得与平板刚好接触,且不影响已 调整好的水平位臵,或尽量调整其余的支撑点使其对 平板工作面平面度的影响为最小。 理解:平板为什么需要调水平? 怎样将平板调水平? 三个支撑点的位臵如何?(最小变形原则)
8
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
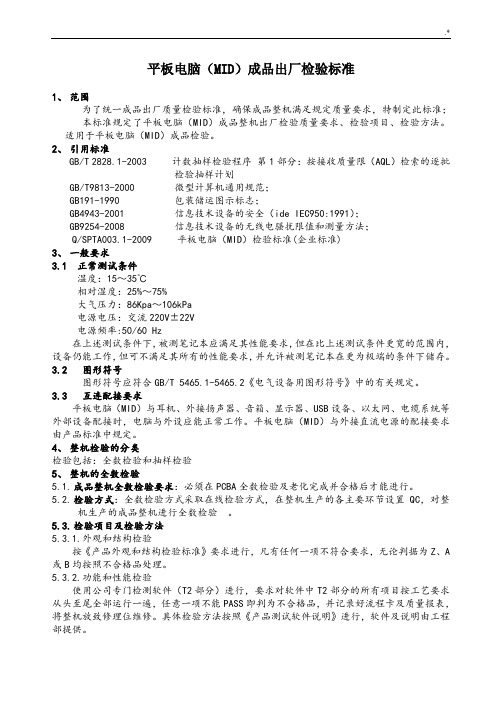
米字形(对角线法)和网格形(环线测量法)布点 方式如下:
图1:对角线布点
图2:网格法布点
两者的区别在于对角线法的跨距是不唯一的,而网格法的跨距是 唯一的。
6
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
具体做法通常是先用某种测量方法测出被测实际 表面的原始数据,然后进行数据处理以求得被测实际 表面的平面度误差。 2.1.2.1 用精密平板作模拟基准
具体做法:将被测零件用三个可调支撑臵于精密 平板上,调平后按均匀布点记下各测点的指示表读数 值。举例:方箱工作面平面度测量 2.1.2.2 用平晶作模拟基准 根据光波干涉原理测量平面度误差,常用标准平 晶作为模拟基准。举例:外径千分尺测量面平面度误 差的测量。
5
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
2
计量性能要求
2.1 工作面平面度 2.1.1 平面度误差的定义 被测实际平面相对于理想平面的变动量。
2.1.2 平面度误差的测量方法 测量平面度误差,通常采用统一基准法,也就 是与“与理想要素比较原则”。体现理想要素的统 一(模拟)基准有精密平板、平晶、水平面等。
主要技术变化1
1)规范了平板定义 2)以平面度允许限代替了平面度最大允许误差 3)取消了原规程中5个准确度等级中的00级,与国家标 准和国际标准一致将平板分为0级,1级,2级,3级 4)扩大了接触点数、任意两个位臵接触点数和工作面 支撑面积比率的适用范围,将其从应用于刮制铸铁平 板的局部工作面扩大至平板整个工作面,并将其限制 在新制或修理后的铸铁平板 5)缩小了局部工作面定义范围,并明确给出平板任意 局部工作面平面度允许限
11
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
C)直线准则—一个最低(高)的投影位于两个等值 最高(低)的连线上。
—最高点
—最低点
三角形准则示意图
交叉准则示意图
直线准则示意图
12
东风汽车有限公司质量保证部
4
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
1
概述
定义:平板是用于工件检验或划线的平面基准器具。 分类: A)按准确度等级:0级、1级、2级、3级。一般0级、 1级、2级作为检验平板,3级作为划线平板; B)按材料:铸铁平板和岩石平板; C)按结构 筋板式 有凸缘 铸铁平板 岩石平板 箱体式 无凸缘
2.1.3.1 最小区域法 以包容平板实际工作面且距离为最小的两平行平 面间的距离作为被测平板的平面度。它又分为:三角 形准则、交叉准则和直线准则。 A)三角形准则— 一个最低(高)点的投影位于由三 个等值最高(低)点组成的三角形中。 B)交叉准则— 两个等值最低(高)点的投影位于两 个等值最高(低)点连线两侧。
19
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
3
计量器具控制
3.1 检定条件 检定环境温度见表5规定。检定地点应避免振动。 检定工具与被检平板温度平衡时间见表6。 3.2 主要检定设备 3.2.1 工作面及其侧面的表面粗糙度: 表面粗糙度比较样块MPE:-17%~+12%或表面 粗糙度测量仪MPE:±15%。出现争议以表面粗糙度 测量仪为准。
3
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
主要技术变化2
6)取消了计量性能要求中的测量不确定度要求 7)修订了对平板工作面和侧面表面粗糙度的测量方 法 8)修订了对平面度测量方法的描述,将平面度的评 定方法与示例放入资料性附录 9)增加了附录A《平板工作面平面度允许限的计算方 法》,使得任意规格的平板通过计算都能得到统一 的工作面平面度允许限
注: 1 与平板准确度等级相对应的平面度允许限应修约到:0 级平板为0.5μm,其他级别为1μm。 2 按此公式计算出的平板工作面平面度是在温度为20℃ 条件下,且平板工作面已调至水平或工作面平面度最 小的条件下得到的。
数据修约的相关知识
16
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
21
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.
3.2.3 局部工作面平面度 平面波动量检具(使用分度值为0.001mm指示表)或 使用检定工作面平面度时所使用的相应检定设备。
22
东风汽车有限公司质量保证部
7
东风汽车有限公司质量保证部
QUALITY ASSURANCE DEPT. OF DIVISION,DONGFENG MOTOR CO.,LTD.