浅谈TMEIC窄搭接焊机工作原理及焊接流程
镀铬机组TEMIC窄搭接焊机及其控制技术
镀铬机组TEMIC窄搭接焊机及其控制技术1 引言宝钢股份有限公司冷轧冷轧薄板厂镀铬机组采用的是二步法镀铬技术,镀铬原板有多种规格,为保证各种型号规格原板的生产要求,该生产线上的焊机采用日本TEMIC全自动窄搭接焊机(型号为MSW-C100D-14-2R2PL)。
该类型的焊机在国内多家厂家取得应用[1,2],取得一定的使用经验,但就冷轧薄板厂的镀铬产品而言,目前国内还没有成功经验。
为解决该类型焊接用于极薄冷板,冷轧薄板厂技术人员通过优化焊接工艺参数,调整焊机的控制方案,改进焊缝质量的控制技术,解决了该焊机用于镀铬板生产中的技术问题,使得该焊机能符合高速镀铬板的生产要求。
2 窄搭接焊机的工作原理窄搭接焊机的焊接原理是将两块材料(带钢),通以适当电流,在材料自身的电阻、材料间及材料与电极间接触部分的集中电阻上产生热量,最终熔化而焊接起来。
根据焦耳定律,焊接时作用在带钢上的热量表示如公式1所示:(1)式中Q:焊接时产生的热量;I:焊接电流;t:通电时间(取决于焊接速度);R:焊接区域的电阻。
又因为电阻R=ρ*L/S。
其中:ρ为被焊接带钢的电阻率;L为焊接时上下焊轮间的电阻的长度;S为焊接时前后带钢的搭接量。
从(1)式中看出,焊接带钢时所需要的热量Q与焊接电流I、通电时间t及自身电阻R有关。
因此对不同材质和不同规格的带钢进行焊接时,需要通过控制焊接电流I、通电时间(即焊接速度)及焊轮焊接压力和焊机搭接量,以确保焊接的质量[3,4]。
3 焊机工艺和设备功能3.1 焊机主要设备功能介绍3.1.1 入口侧夹钳在焊接前,将后行带钢的顶部夹紧,以配合完成焊机的剪切工作,能夹住后行带钢向焊机出口侧方向横移来设置搭接量,并根据前后带钢的宽度信息,通过入口夹钳的对中装置,将后行带钢的中心线调节到先行带钢的中心线上(最大量为+-75mm)。
3.1.2 出口侧夹钳出口侧夹钳用于焊接前固定前行带钢的尾端,在进行搭接时出口侧夹钳倾斜一定角度方便后行带钢的顶端与前行带钢的尾端搭接。
窄间隙焊接技术的分类和原理

窄间隙焊接技术的分类和原理窄间隙焊接技术的分类和原理窄间隙焊接技术按其所采取的工艺来进行分类〔5〕,可分为窄间隙埋弧焊(NG-SAW)、窄间隙熔化极气体保护焊(NG-GMAW)、窄间隙钨极氩弧焊(NG-GTAW)、窄间隙焊条电弧焊、窄间隙电渣焊、窄间隙激光焊,每种焊接方法都有各自的特点和适应范围。
1.1 窄间隙埋弧焊1.1.1 窄间隙埋弧焊简介窄间隙埋弧焊出现于上世纪80年代,很快被应用于工业生产,它的主要应用领域是低合金钢厚壁容器及其它重型焊接结构。
窄间隙埋弧焊的焊接接头具有较高的抗延迟冷裂能力,其强度性能和冲击韧性优于传统宽坡口埋弧焊接头,与传统埋弧焊相比,总效率可提高50%~80%;可节约焊丝38%~50%,焊剂56%~64.7%。
窄间隙埋弧焊已有各种单丝、双丝和多丝的成套设备出现,主要用于水平或接近水平位置的焊接,并且要求焊剂具有焊接时所需的载流量和脱渣效果,从而使焊缝具有合适的力学性能。
一般采用多层焊,由于坡口间隙窄,层间清渣困难,对焊剂的脱渣性能要求秀高,尚需发展合适的焊剂。
尽管SAW工艺具有如下优点:高的熔敷速度,低的飞溅和电弧磁偏吹,能获得焊道形状好、质量高的焊缝,设备简单等,但是由于在填充金属、焊剂和技术方面取得的最新进展,使日本、欧洲和俄罗斯等国家和地区在焊接碳钢、低合金钢和高合金钢时广泛采用NG-SAW 工艺。
NG-SAW用的焊丝直径在2~5mm之间,很少使用直径小于2mm的焊丝。
据报导,最佳焊丝尺寸为3mm。
4mm直径焊丝推荐给厚度大于140mm的钢板使用,而5mm直径焊丝则用于厚度大于670mm的钢板。
NG-SAW焊道熔敷方案的选择与许多因素有关。
单道焊仅在使用专为窄坡口内易于脱渣而开发的自脱渣焊剂时才采用。
然而,尽管使用较高的坡口填充速度,单道焊方案较之多道焊方案仍有一些不足之处。
除需要使用非标准焊剂之外,它还要求焊丝在坡口内非常准确地定位,对间隙的变化有较严格的限制。
焊机基础资料

剪切装置
焊机机械有用来同时切
பைடு நூலகம்断夹在夹紧台上的钢卷
头尾的双刃剪,确保带
钢头尾的正确搭接。
基本参数: 类型:截断机类型 两个剪刃间:100mm 剪刀外形 :90mm x
10mm x 2050mm 剪子寿命:大约2年
(取决于操作条件) 间隙:大约最小厚度的
15%(固定的) 剪子更换时间:大约3
小时 剪切力:250kN(在
100Mpa时)
而且,在带钢厚度 小于等于1.6mm 时可以同时剪切3 片带钢。这一特不
但节省了后带钢从预 装载到焊机切断剪位 置的时间而且也节省 了剪子剪切时间和头 带钢从线上剪裁剪到 焊机设备的传输时间。
带钢调整装置
对中设备:
十字调整装置安装在入口夹紧台, 靠这个装置后带钢能自动的与前带 钢对齐。
提高可维护性(对可维护性的要求 通过使用打包设计,C型架和先进 的监视系统来满足)
安全宽阔的通道( C型架结构 在焊机的工作侧提供了一个安 全宽阔的通道)
生产线情况:
种类:CD, DQ, DDQ, DDQ-HSS,BHHSS,DP,TRIP 屈服强度:Max. 1200 MPa 拉伸强度:Max. 1400MPa 带钢厚度:0.3 to 2.3 mm (off-gauge : +/- 10%) 带钢宽度:1030 to 1880 mm 不同厚度带钢的联接:A/B=1/1.5 前头带钢尾部的最终穿线速度应该在焊机夹送辊的 位置降到30m/min 前带钢的尾部距剪刃中心线的距离:+/-30 mm (*2) 后带钢的头部 :+/-30 mm (*2) 前后带钢之间中心偏差:+/-75 mm
焊机机架
机架能够靠凭借球状螺 栓变速的伺服电机来移 动
泰勒双焊轮窄搭接焊机搭接量控制原理及故障分析
·技术分析·泰勒双焊轮窄搭接焊机搭接量控制原理及故障分析付辅江①(河钢邯钢冷轧厂 河北邯郸 056300)摘 要 介绍了河钢邯钢冷轧厂2#热镀锌线泰勒双焊轮窄搭接焊机搭接量控制伺服系统的原理及特点,其搭接量可在0~4mm范围内连续可调,并且单侧的搭接量可单独控制,通过该项技术的应用,避免了焊接过程中因搭接量的变化而造成操作侧焊缝开裂,焊不上等焊接缺陷,保证了焊接质量,减少了断带事故。
关键词 双焊轮 窄搭接 搭接量控制 伺服电控马达;中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2022 Z2 0111 前言焊机是冷轧连续热镀锌带钢生产线的关键设备,作用是将前后两卷带钢头尾焊接在一起,实现带钢的连续生产,有利于控制生产的稳定性。
邯钢冷轧厂2#热镀锌线主要生产热基镀锌板,厚度范围0.7mm-4.5mm,宽度范围1000mm-1550mm,锌层厚度范围80g-600g/m2,热镀锌生产线对焊机的主要要求是焊缝强度要高、焊缝与带钢基体的厚度差小、焊接速度快且焊接过程稳定。
2 焊机结构泰勒焊机的主要构成部分有:(1)焊轮机构———焊机的关键部件,安装在焊接C型移动小车上,有两对焊轮,两个上焊轮均由气缸驱动,实现上升和下降,并且压力可单独调节,两个下焊轮由电机带减速机进行高度调节。
由于带钢搭接处的接触电阻随焊轮压力变化而改变,因此可以通过调节焊轮压力来调节两对焊轮处的焊接热量。
(2)双切剪———安装在焊接C型移动小车上。
焊接前将带钢头尾切齐,为下一步精确搭接做好准备。
(3)带钢对中装置———包括前、后带钢对中夹持板、前后对中立辊、入口起套辊等,功能是将前一卷带钢的带尾,后一卷带钢的带头对正居中,以便焊接时带钢不会错位太多。
(4)冲孔装置———用来对焊缝进行打孔标记,进行全线焊缝位置跟踪,实现气刀、拉矫机等关键设备在焊缝过时能够准确及时的打开。
TMEIC窄搭接焊机管控措施
TMEIC 窄搭接焊机管控措施摘要:本钢三冷轧的两条连退机组和一条镀锌机组使用的都是TMEIC窄搭接焊机,用于带钢头尾焊接,是最重要的单体设备之一,是保证机组连续稳定运行的关键设备。
三冷连退机组采用自动窄搭接焊机(Mesh Seam Welder),利用焊轮压力和大电流,滚压过有搭接量的带钢形成回路,在带钢搭接处回路大电阻部位瞬时产生巨大的热量,熔融搭接处带钢,并通过后续碾压轮碾压平整,完成将先行板和后行板带钢焊机在一起的功能。
焊机的焊接质量极大程度的影响着连退机组的生产效率、生产成本。
三冷轧两条连退机组的TMEIC焊机焊接温度不合,是影响机组产量与质量的主要原因之一,该故障导致的停机次数占比超过总停机次数的20%。
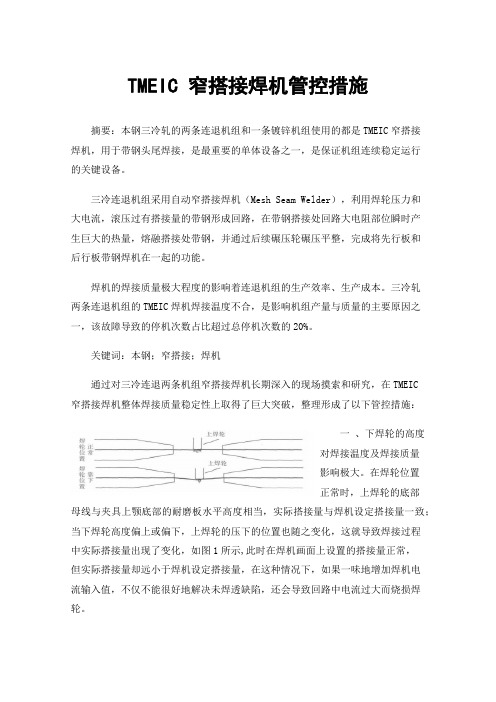
关键词:本钢;窄搭接;焊机通过对三冷连退两条机组窄搭接焊机长期深入的现场摸索和研究,在TMEIC窄搭接焊机整体焊接质量稳定性上取得了巨大突破,整理形成了以下管控措施:一、下焊轮的高度对焊接温度及焊接质量影响极大。
在焊轮位置正常时,上焊轮的底部母线与夹具上颚底部的耐磨板水平高度相当,实际搭接量与焊机设定搭接量一致;当下焊轮高度偏上或偏下,上焊轮的压下的位置也随之变化,这就导致焊接过程中实际搭接量出现了变化,如图1所示,此时在焊机画面上设置的搭接量正常,但实际搭接量却远小于焊机设定搭接量,在这种情况下,如果一味地增加焊机电流输入值,不仅不能很好地解决未焊透缺陷,还会导致回路中电流过大而烧损焊轮。
图1.焊轮的高度对焊接搭接量的关系结合三菱PLC程序对下焊轮标定过程的分析,总结出一套对下焊轮的高度标定方法:准备工作:①钢板尺,或其他有一定硬度的直线型物体。
(为了方便,我们选用检修牌)②操作人员与设备人员同时在场。
标定过程:①操作人员将焊机C型架点动至夹钳处,设备人员用钢板尺测量,判断下焊轮顶点与下夹钳的上表面是否在一个水平面。
如果发现有误差,操作人员在焊机手动操作界面,向上(UP JOG)或向下(DOWN JOG)点动,使其满足要求。
关于TMIC窄搭接焊机焊接电流打开及关闭控制的研究

工业技术科技创新导报 Science and Technology Innovation Herald83DOI:10.16660/ki.1674-098X.2017.34.083关于TMEIC 窄搭接焊机焊接电流打开及关闭控制的研究①孙宁波(首钢京唐钢铁联合有限责任公司 河北唐山 063200)摘 要:TMEIC窄搭接焊机焊接时电流打开及关闭的控制在整个焊接过程中起着非常重要的作用,本文主要介绍了TMEIC窄搭接焊机的焊接原理,研读程序深入剖析了焊接电流打开及关闭的时机,修改程序,并通过焊接试验结果,对改变焊接电流打开及关闭位置前后做了比较,提出了有利于提高焊缝质量减少电极轮消耗的对策。
关键词:焊接原理 电极轮 焊接电流 PH检测 焊接质量中图分类号:TG409 文献标识码:A 文章编号:1674-098X(2017)12(a)-0083-02①作者简介:孙宁波(1989—),男,汉族,河北任丘人,本科,助理工程师,主要从事冷轧厂焊机设备维护和工艺指导工作。
TMEIC窄搭接焊机是一冷轧分厂连退生产线入口区域关键的单体设备,它将前一卷的带尾和后一卷带头焊接,保证连续生产。
其焊接原理如下:T M EIC窄搭接焊机是电阻性焊机,根据Q =I 2Rt ,由于焊机使用的铜质电极轮电阻小,带钢电阻大,因此焊接时,流过带钢的大电流发热使搭接带钢熔化焊接,再通过电极轮碾压平整达到目的[1]。
焊机电流控制系统主要由控制器、焊接变压器、焊接电极轮、焊接电流回路、SCR单元、二极管整流器以及执行器等构成。
该系统采用单相直流窄缝搭接焊,使用单相电源,焊接变压器的一次侧接在SCR上以控制焊接电压、电流,通过接在焊接变压器二次侧的二极管整流成直流,从而得到焊接时所需的低电压大电流。
焊机变压器一次侧为SCR半控电路的电感性负载,当电源电压在正半周时,其中一个晶闸管导通,相应的二极管单元导通;当电源电压在负半周时,另一个晶闸管导通,与之相应的二级管单元导通。
电焊机工作原理简介手工电弧焊的基本原理和操作技巧

电焊机工作原理简介手工电弧焊的基本原理和操作技巧电焊机是一种常用的焊接工具,是通过电流产生弧光,将金属材料连接在一起的装置。
它的工作原理是利用电流经过导体时会产生高温的现象,从而使金属材料熔化并连接在一起。
本文将介绍电焊机的工作原理以及手工电弧焊的基本原理和操作技巧。
一、电焊机的工作原理电焊机通过将低电压高电流的电源输入到两个导体之间,通过形成弧光将导体熔化并连接在一起。
电焊机主要由以下几个部分组成:1. 电源:电源是电焊机工作的核心部分,它通过将交流电转换为直流电,并提供所需的电流和电压。
2. 变压器:变压器负责将输入的电压变换为适合焊接的电压,通常为低电压高电流的输出。
3. 整流器:整流器将交流电转换为直流电,并提供稳定的电流输出。
4. 电焊枪:电焊枪是连接电源和焊接件的导电工具,通过电焊枪将电流传送到焊接点。
5. 焊接电弧:通过电焊枪形成的电弧是焊接的主要工具,电弧产生高温,使金属熔化。
二、手工电弧焊的基本原理手工电弧焊是一种常见的焊接方法,它通过利用电弧的高温来将金属材料连接在一起。
其基本原理可以概括为以下几点:1. 电弧的产生:在两个导体之间产生电弧需要满足三个条件:足够的电压、导电工件之间的间隙和电源的电流能力。
当导电工件之间的间隙减小到一定程度时,电流就会通过间隙产生电弧,在电弧产生的瞬间,高温会熔化导电工件。
2. 熔化和焊接:电弧产生后,高温会导致导电工件的局部熔化,然后熔化的金属会通过表面张力形成润行珠,填充焊缝,并与另一段导电工件连接在一起。
3. 要求与技巧:手工电弧焊需要一定的技巧和经验,焊工需要掌握合适的角度、电流和速度,保持稳定的手的姿势,并将电焊枪与焊接材料保持一定的距离。
三、手工电弧焊的操作技巧手工电弧焊需要掌握一定的操作技巧,以保证焊接的质量和效果。
以下是一些常用的操作技巧:1. 电弧启动:焊工需要通过正常触点方式或短接方式启动电弧。
在正确的角度和距离下,将电焊枪接触到焊接材料,然后快速推开,形成电弧。
窄搭接缝焊机讲议

4 、影响焊缝质量的几个因素
• 焊接电流 • 焊接时间 • 焊轮直径 • 接触电阻 • 焊轮压力 • 搭接量
5 、焊缝尺寸的表示方法
焊透率η=h/(δ-C)*100% h:带钢头部或尾部内熔核高 度mm; δ:带钢头部或尾部的厚度 mm; C:带钢头部或尾部的压痕深 度mm。 一般要求压痕深度C超过带钢 厚度的15%,焊透率为20%-80%;不同厚度的带钢相互焊 接时,其中薄板焊透率至少为 20%。
速度基本固定,压力保持在一定范围之内 ,调整焊接电流
8 、焊轮位置的调整
•焊轮的位置度以出口侧剪刀或带 钢端部为基准 • 三个方面的要求:
焊轮厚度方向的中心线与出 口侧带钢边部的距离为搭接量的 一半,一般为1mm;
焊轮中心与出口侧带钢边部 距离在操作侧和传动侧一致;
上下焊轮中心线重合。
8 、焊轮位置的调整
6 、板厚差大时焊缝示意图
7 、焊接工艺参数如何确定
• 焊接电流对焊缝抗剪强度 的影响
AB陡峭段 :I↑→Fτ↑ BC倾斜段:I↑→Fτ↑ C为转折点:C点后电流增加
强度反而下降。
7 、焊接工艺参数如何确定
• 焊轮压力对焊缝抗剪 强度的影响
焊轮压力主要是焊轮与焊件 间、焊件间接触电阻的影响
电流、压力、速度
调节办法:先调好下焊轮位 置,然后以下焊轮为基准, 调上焊轮
生产中操作人员必须经常进 行焊轮位置的检查
9 、防止焊缝开裂的措施
1、适当增加搭接量 2、适当增加夹板气压 3、清除干净夹板与带钢 接触面上的油污、铁屑 等杂物。
9 、防止焊缝开裂的措施
1、适当增加搭接量 2、适当增加夹板气压 3、清除干净夹板与带钢 接触面上的油污、铁屑 等杂物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测 试 区 域
16
母 材 区
17
母 材 区
l8
母 材 区
19
热 影 响 区
20
热 影 响 区
21
热 影 响 区
22
焊 缝 区
23
焊 缝 区
24
焊 缝 区
25
热 影 响 区
26 27
热 影 响 区 热 影 响 区
28
母 材 区
29
母 材 区
30
试 验 结 果 表 明 .该 焊接 方 法 所 评 定 出 焊 缝 的 性 能 能 够 得
到保证 ,其焊接工艺评定报告(PQR)和焊接工艺 指导书(wPS) 是 合 格 的 。 在 实 际 生产 中是 可 行 的 。
参 考 文 献 :
[1]AW S committee on . str uctural welding.ANSI/AW S
· 。- · 甲£ 州0
,
U u u “ 幽i
一
如下 :
须 无 报 警 。
1.带 钢 从 开 卷 机 开始 开 卷 ,带 头 向前 运 行 直 到 甩 尾 。
带 尾 切 完 之 后 ,生 产 线 向 焊 机 发 送 以下 信 号 :焊 机 出 1:3
2.带 尾 停 止 在 双 切 剪 位 置 ,双切 剪 剪 切 带 尾 ,甩 尾 开 始 。 执行 生 产 线 自动 步 :甩 尾 到 焊机 。此 自动 步 开 始 之 前 焊 机 必
关键 词 :带 钢 ;夹送 棍 ;焊 机 ;双切 剪 ;月 牙 剪 中 图分 类 号 :TH17 文 献 标 识 码 :B 作者 单位 :河 钢邯 钢 邯 宝冷 轧 厂
邯 钢 邯 宝 冷 轧 厂 连 续 热 镀 锌 线 (CGL) 使 用 的 是 日本 TMEIC公 司 生 产 的 MSW27窄 搭 接 焊 机 .该 焊 机 采 用 窄 电阻
缺陷 凹坑
夹杂
结论 有.1772.61xm 未发现
要求  ̄ <3mm h≤2mm
结论 合格
合格
未融合 未发现 不允许 合格
裂纹 未发现 不允许 合格
其他 未发现 N|
N/A
宏 观 金相 各项 参 数 符 合 要 求 ,认 定 为合 格 。
七 、结 论
段 操 作 允 许 。 3.甩 尾 到 焊 机 自动 步 开始 后 带 尾 继 续 向前 运 行 。此 时生
l(J和 96Ⅺ ,大 于 27 的标 准值 。满 足要 求 。
4.硬度 测 试 。
’
表 1 试 样 的 硬 度 值
测 试 区域
l
母 材 区
2
母 材 区
3
母 材 区
4
热 影 响 区
5
热 影 响 区
6
热 影 响 区
7
焊 缝 区
8
焊 缝 区
9
焊 缝 区
10 热 影 响 区
11 12
热 影 响 区 热 影 响 区
13
母 材 区
14
母 材 区
15
母 材 区
要 求
结 论
HVl0 l92 l86 194 l92 2O4 188 220 如l2 201 238 201 208 201 l99 2O6
D1.1:2010 Structural welding code— stee1[s】.Doral:American
W elding Society,2010.
[2]刘 榴 .W PS的免 除评 定 简4-[3].焊 接 ,2004(9):23—24.
隧团圆 2016年第3期l35
技 术 创 新
起 帮 助 起 套 ,当 PH802检 测 到 带 头 (光 栅 由 0变 1)后 ,焊 机 PLC开 始 跟 踪 带 钢 并且 在带 钢 离 开 PH802后 945 mm停 止 。
停 止 在设 定 位 置 。 5.当 PH801检 测 到 带 尾 (光 栅 由 1变 0)时 焊 机 出 口夹
l2.当 PH801检 测 到 带 头 后 (光 栅 由 0变 1),焊 机 人 口 夹送 辊压 下 且 继 续 向前 转 动 。
13.焊 机 人 口夹 送 辊 向前 运 送 带 钢 ,人 口活 套 起 套 装 置 升
焊 机 向一 级 发 送 信 号 :入 口带 头带 尾 检 测 装 置 PH800由 ON变 OFF.带 钢 穿 带 完 成 后 一 级 发 送 以下 信 号 到焊 机 :带 尾
技 术 创 新
暑
浅 谈 TMEIO窄 搭 接 焊 机 工 作 原 理 及 焊 接 巯 程
王 丰 韩秀敏
摘 要 :河北 钢 铁 集 团邯 铜 邯 宝冷 轧 厂 镀 锌 线 使 用 的是 日本 TMEIC 公 司的 窄搭 接 焊 机 ,该 焊 机 采 用 电 阻 熔接 焊 接 原 理 。本 文 对 焊机 的 工作 流 程做 简单介 绍 。
槲E∞ 耩 C日
焊 方 法 。特 点 是 :焊缝 厚度 达 到 对 焊 的水 平 ,且 焊 缝 光 滑 、平
坦 、焊 接 强 度 高 ,能 够 满 足 工 艺 生产 要 求 。
一 工 艺 流 程 、
窄搭 接 电 阻 焊 焊 接 过 程 :首 先 ,钢 板 在 没 有 电流 的 情 况 下 的 搭接 .前 后 带 钢 搭 接 过 程 中 焊 机 各 部 分 设 备 的 动 作 情 况
母 材 区
≤380 HV10
合 格
HVl0 208 192 192 2l1 222 238 174 170 172 230 252 226 220 206 212
HV10的硬 度 均 小 于 380,满 足 Байду номын сангаас 求 。
5.宏 观 金 相 。
表 2 宏 观 金 相 检测 结果
詈——一 蕾
产线 1 张 力 辊 向 前 拉 带钢 .此 时 生 产线 速度 为 30 m/s。 4.当 焊 机 PH800光 栅 检 测 到 带 尾 时 (光 栅 由 1变 0),焊
焊 机 操 作 允 许 : 带 头停 止 在 设 定 位 置 。
机 出 口夹 送辊 向前转 动 利 用焊机 的 PH800对带 尾进 行跟 踪 ,生 产线同时也跟踪带尾,当 PH800检测到以后带钢再向前运行 3450 mm,然 后 停 止 。