均值-极差控制图
品质管理中的控制图分析方法

品质管理中的控制图分析方法控制图是品质管理中的一种重要工具,用于监控和改进过程的稳定性和可预测性。
控制图帮助企业追踪和分析过程数据,以便及时发现并纠正潜在问题,避免质量偏差和产品不合格。
下面将介绍几种常用的控制图分析方法。
1. 均值-范围控制图(X-bar R图)均值-范围控制图是用于监测过程平均值和变异性的控制图方法。
它由两个部分组成:均值控制图(X-bar图)和范围控制图(R图)。
均值控制图用来监控过程的平均值是否稳定,范围控制图用于监控过程的变异性。
通过同时使用这两个图,可以追踪过程的整体性能和特殊因素的影响。
2. 均值-极差控制图(X-bar S图)均值-极差控制图也是一种监测过程平均值和变异性的方法。
它由两个部分组成:均值控制图(X-bar图)和极差控制图(S图)。
均值控制图用于监测过程的平均值是否稳定,极差控制图用于监测过程的变异性。
与X-bar R图相比,X-bar S图更适用于样本容量较小或样本规模不一致的情况。
3. P控制图P控制图用于监测过程中的百分比或比例。
它是一种二项分布的控制图方法,适用于二分类的数据(如合格/不合格、良品/次品)。
P值是指在一次观察中发生某一事件的概率。
P控制图通过监测P值的变化来判断过程的稳定性。
4. C控制图C控制图是对计数型数据(如缺陷数量、不良品数量)进行控制的一种方法。
C值是指在一次观察中发生某一事件的次数,如一个产品中的缺陷数量。
C控制图通过监测C值的变化来判断过程的稳定性。
与P控制图相比,C控制图更适用于缺陷发生率较低的情况。
5. 过程能力指数(Cp、Cpk)过程能力指数是评估过程能力的一种方法。
Cp是用于评估过程在规范限制范围内的能力,它考虑到了过程的稳定性和分布的偏移程度。
Cpk是用于评估过程在规范限制范围内的中心情况和离散情况,它考虑到了过程的稳定性、分布的偏移程度和偏移的影响程度。
这两个指数可以帮助企业判断过程是否满足客户要求,并确定是否需要改进过程。
均值-极差图(带公式空白表格)

工序 规格下限
规格上限
均值-极差图(带公式空白表格)
机模号 抽样频率
模/腔编号 N/A 样本数
位置/生产线# 完成日期
量具编号
备注
测量系统分析结果 控制计划编号
子组编号 日期
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25 指数:
X
=
时间
X1 X2 X3
=URCL
RL=CL R=
#DIV/0!
#DIV/0! NA NA NA
#NAME? #NAME?
#DIV/0! #NAME? 0.00
均值
0.80
为持续控制延长控制限
####0#.70##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### #####
####0#.20##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### #####
0.10
批准
0.00
人 批准:
1
2
3
4
5
利用均值-极差控制图测评出酒率的变化
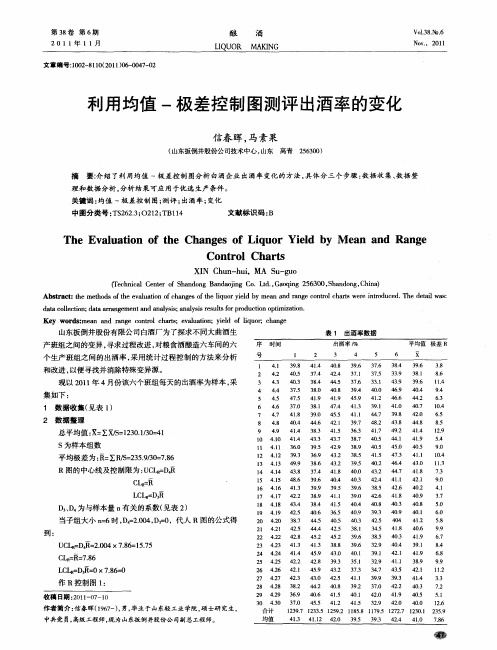
D、 ,D 为与样本量 n有关的系数( 见表 2 ) 当子组大小 n 6时 , . 4 D= ,代人 R图的公式得 = D O , s0 O
到:
UC  ̄ D4 2 O 4×7 8 = 5 7 L R= .O .6 1 .5 CL = 7 8 R : .6 L L = = C R D3 0×7 8 = .6 0
山东扳倒 井股 份有 限公 司白酒厂为 了探求不同大曲酒生 产班组之间的变异 , 寻求过程改进 , 对粮食酒酿造六车间的六 个生产班组之 间的出酒率 , 采用统计过程 控制的方法来分 析 和改进 , 以便 寻找并消除特殊变异源 。
现 以 2 1 年 4月份该六个班组每天的出酒 率为样 本 , 01 采 集如下 :
第3卷 第6 8 期
20 11年 11月
酿
酒 பைடு நூலகம்
V0 38 № . l . 6
L0U0R MA NG 1 KI
NO . 2 1 V . 01
文章编号:0 2 8 (0 )6 0 4 — 2 10 — 10 2 1 0 — 0 7 0 1 1
利用均值 一极 差控 制 图测评 出酒 率的变化
一…’ … i …j 。 r …一 … …… W… j
一
~ 二 二{ 平 = … 一 手 … 一 手j 手 二…一 j }=二 =二
4 5 6
i:j: '… :::: _: : : L 3 3 :: :.‘ :: : 一 :: : 主 . ::::I :: : ::
作 R控制 图 1 :
收稿 日期 :0 卜 0 — 0 2 1 7 1
作者简 介 : 信春 晖(97 ) 男, 1 6一 , 毕业 于山东轻工业 学院 , 士研 究生, 硕
控制图种类及适用场合
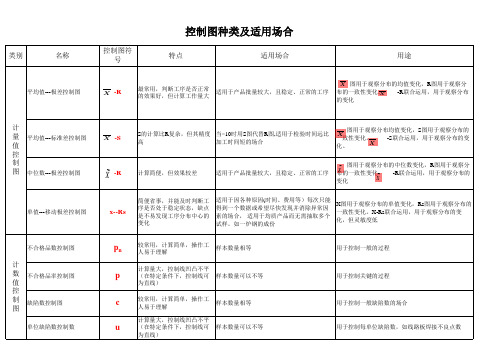
平均值---标准差控制图
X
-S
S的计算比R复杂,但其精度 当>10时用S图代替R图,适用于检验时间远比 高 加工时间短的场合
图用于观察分布均值变化,S图用于观察分布的 X 一致性变化。 -S联合运用,用于观察分布的变 X 化。
中位数---极差控制图
~ X
-R
计算简便,但效果较差
适用于产品批量较大,且稳定、正常的工序
不合格品数控制图
pn p c u
较常用,计算简单,操作工 样本数量相等 人易于理解 计算量大,控制线凹凸不平 (在特定条件下,控制线可 样本数量可以不等 为直线) 较常用,计算简单,操作工 样本数量相等 人易于理解 计算量大,控制线凹凸不平 (在特定条件下,控制线可 样本数量可以不等 为直线)
用于控制一般的过程
控制图种类及适用场合
类别 名称 控制图符号 特点 适用场合 用途
平均值---极差控制图
X
-R
最常用,判断工序是否正常 适用于产品批量较大,且稳定、正常的工序 的效果好,但计算工作量大
X 图用于观察分布的均值变化,R图用于观察分 布的一致性变化。 -R联合运用,用于观察分布 X 的变化
计 量 值 控 制 图
计 数 值 控 制 图
不合格品率控制图ቤተ መጻሕፍቲ ባይዱ
用于控制关键的过程
缺陷数控制图
用于控制一般缺陷数的场合
单位缺陷数控制数
用于控制每单位缺陷数,如线路板焊接不良点数
~ 图用于观察分布的中位数变化,R图用于观察分 X 布的一致性变化。 -R联合运用,用于观察分布的 ~ X 变化
单值---移动极差控制图
x--Rs
简便省事,并能及时判断工 序是否处于稳定状态,缺点 是不易发现工序分布中心的 变化
基于双侧等截尾正态分布的均值-极差控制图
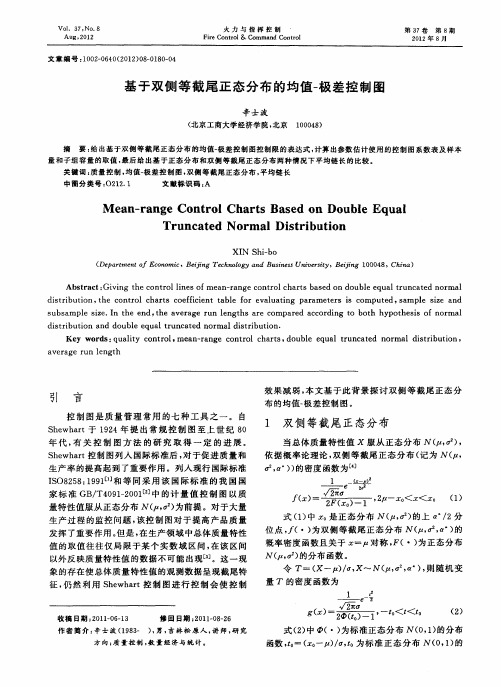
引 言
控 制 图 是 质 量 管 理 常 用 的七 种 工 具 之 一 。 自
S e at 1 2 h wh r 于 9 4年 提 出 常规 控 制 图 至 上 世 纪 8 O
效 果减 弱 , 文基 于此 背 景 探讨 双 侧 等 截 尾正 态 分 本 布 的均值一 差控制 图 。 极
( e a t n f E o o c B i n eh oo y a d B s es ie s y B i n 0 0 8 C ia Dpr me t c n mi , e g T c n lg n ui s Unv ri , e i g 1 0 4 , hn ) o X n t j Ab t a t Gi i g t e c n r ll e f a — a g o t o h r s b s d o o b ee u l r n a e o ma s r c : v n h o t o i so n me n r n ec n r l a t a e n d u l q a u c t d n r l c t d s rb to t e c n r l c a t o f iin a l o v l a i g p r me e s i c mp t d, a l ie a d it i u i n, h o to h r s c e f e t t b e f r e a u tn a a t r s o u e s mp e s z n c s b a p e sz . n t e e d, h v r g u e g h r o a e c o d n o b t y o h s s o o ma u s m l ie I h n t e a e a e r n l n t s a e c mp r d a c r i g t o h h p t e i fn r l
excel2020怎么制作平均值-极差控制图

excel2020怎么制作平均值-极差控制图
excel2010制作平均值-极差控制图的步骤:
点击打开excel。
输入数据,及需要计算的项目(极差、平均极差、UCL、LCL等)。
用MAX()-MIN()函数和复制拖动,计算20天数据每天(组)的极差值。
用AVERAGE函数计算“总平均值”,范围从$B$2到$U$6,然后拷贝直到U9单元。
用AVERAGE函数计算“平均极差”值,范围从$B$8到$U$8,然后拷贝直到U10单元。
计算控制图上控制限UCL=总平均值+A2×平均极差、LCL=总评均值-A2*平均极差、CL=平均值、极差UCL=平均极差*A4、极差LCL=平均极差*A3
点击工具栏中“图表向导”按钮,在弹出的对话框中选择“折线图”后,按完成退出。
得到平均值控制图。
同理可得,极差控制图。
平均值-极差控制图如下。
如何用Execl制作均值极差图
二、Excel制作X-R控制图步骤:
④按一下“确定”,出现修正好的X控制图。
二、Excel制作X-R控制图步骤:
步骤八:制作R控制图。
R控制图的制作和X控制图的制作方法相同。
二、Excel制作X-R控制图步骤:
步骤九:将制作好的X控制图和R控制图移动到合适的位置. 如下图.
二、Excel制作X-R控制图步骤:
3.修正其它控制界限 其它控制界限的修正与中心线除了在“线行”上不相同外,其余都相同. 一般中心线的线性为“实线”,其他控制线的线行为“点线”.
二、Excel制作X-R控制图步骤:
4.修正绘图区格式 ①在绘图区上点两下,出现“绘图区格式”. ② “边框”选“自定义”,其“样式”选取“实线”, “颜色”选取“黑 色”, “粗细”选取第2细. ③ “区域”选取“无”,如下图.
2.48
R-1/3UCL : C38;= (2+E46)/3*L6
1.95
R-CL : C39;=L6
1.42
R-LCL : C40;=E45* L6
0
二、Excel制作X-R控制图步骤:
3、将C列单元格复制后粘贴到D列至AA列,如下图。
二、Excel制作X-R控制图步骤:
步骤七:绘制X控制图
2.修正控制界限 ①.在中心线上双击两下,会出现“数据系列格式”,如下图.
二、Excel制作X-R控制图步骤:
②.按一下“图案”. ③. “线形”选“自定义”,其“样式”选取“实线”, “颜色”选取“黑
色”, “粗细”选取第2细线. ④. “数据标记”选取“无”. ⑤. “大小”选取“5”磅. ⑥.按一下“确定”.
二、Excel制作X-R控制图步骤:
2、通过运用函数,计算出各控制限的数值。
均值和极差图
平###
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX x1 5.4 4.8 7.2 4.7 4.5 5.7 4.9 6.0 5.9 3.5 3.9 5.6 3.8 5.3 3.9 6.5 7.5 6.4 5.6 6.3 4.6 3.5 5.2 4.2 5.2 6.4 4.5 5.4 x2 6.2 6.3 4.6 4.3 5.7 4.2 3.7 3.0 3.9 5.7 4.2 4.5 3.2 6.3 4.7 4.7 6.4 4.2 6.7 8.1 5.8 5.0 6.1 4.4 5.1 6.4 5.2 5.6 x3 5.5 4.0 5.6 6.9 5.3 2.7 4.3 5.3 6.5 3.2 6.2 5.4 4.9 2.7 5.2 3.7 4.7 4.6 4.9 5.1 4.7 5.9 3.8 5.0 3.5 5.9 4.9 3.3 x4 5.1 6.0 5.1 6.8 5.4 5.1 4.1 3.9 2.7 3.6 6.3 4.4 5.0 4.4 4.3 4.2 6.7 5.5 5.4 5.5 5.1 3.0 4.3 5.0 6.9 4.9 4.0 5.4 x5 4.8 4.1 6.6 4.4 5.3 5.9 5.4 5.3 4.6 5.2 4.0 6.6 6.4 4.5 4.1 5.5 4.7 4.0 6.9 7.7 7.0 3.2 4.1 3.9 5.2 5.9 5.5 3.8 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### 27.0 25.2 29.1 27.1 26.2 23.6 22.4 23.5 23.6 21.2 24.6 26.5 23.3 23.2 22.2 24.6 30.0 24.7 29.5 32.7 27.2 20.6 23.5 22.5 25.9 29.5 24.1 23.5 5.40 5.04 5.82 5.42 5.24 4.72 4.48 4.70 4.72 4.24 4.92 5.30 4.66 4.64 4.44 4.92 6.00 4.94 5.90 6.54 5.44 4.12 4.70 4.50 5.18 5.90 4.82 4.70 1.4 2.3 2.6 2.6 1.2 3.2 1.7 3.0 3.8 2.5 2.4 2.2 3.2 3.6 1.3 2.8 2.8 2.4 2.0 3.0 2.4 2.9 2.3 1.1 3.4 1.5 1.5 2.3 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 2.41 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865 30.9865
灰关联分析,主成分析,均值极差控制图,(包括例题计算公式)
0 0 0 1.0288 0
0 0 0 0 3.2451
B=
0.1602 -0.0683
0.6199 0.2399 -0.7265
0.7091 -0.6756 -0.1630
0.0626 0.1014
0.4760 0.5520 -0.5238 -0.1042 -0.4284
-0.1007 0.0563 -0.2693 0.9544 0.0578
4 0.91 0.57 0.57 0.57 0.60 0.41 0.91 0.647
5 0.72 0.73 0.73 0.56 0.59 0.39 0.72 0.631
6 0.68 0.53 0.58 0.94 0.99 0.47 0.68 0.696
人均粮食产量x5 经济作物占农作物播面比 耕地占土地面积比 果园与林地面积 灌溉田占耕地面积之比
1.7
5.62324
2.1
5.62324
2.1
5.62324
4.9
5.62324
2.1
14.9 13.5 14.3 15.1 15.8 14.2 13.8 13.6 15.2 14.3
极差平均
LCL
2.66
0
2.66
0
2.66
0
2.66
0
2.66
0
2.66
0
2.66
0
2.66
0
2.66
0
2.66
0
求和 全平均 极差图
0.076
4.477
217.090
19.793
4.881
0.001
6.165
181.380
4.005
4.066
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械编号
测量单位
最小值
下限
LCL=X―A2R=
LCL=D3R=
测定者
时间
日期
对特殊原因采取措施的说明
批号
。任何超出控制限的点
。连续7点全在中心线上或下
。连续7点向上或向下
。任何其它明显非随机的曲线图形
样本测定值
X1
X2
X3
X4
X5
ΣX
合 计
X
ΣX=
R
ΣR=
X
控制图
采取措施的说明
1.不要对过程做不必要的改变
Cp =
Cpk =
备注
1.样本容量小于7时,没有极差的下控制限。
2.在确定过程能力之前,过程必须受控。
结论
过程总变差σs=
Pp =
Ppk =
一 汽 客 车 有 限 公 司
X–R控 制 图
控制图编号:
调整时间
调整原因说明
原因分析
纠正和预防措施
过程调整的记录
调整人
(签字)
确认人
(签字)
备注
备 注
1.过程调整的记录一般为:如更换工装/模具、设备维修、刀具、夹具、量具等。
有 限 公 司
X–R控 制 图
控制图编号:______________________________
过程名称
产品名称
产品规格
控制图
X图
R图
期限
年月日/月日
制造部门
型号/编号
最大值
上限
UCL=X+A2R=
UCL=D4R=
抽样频率
设CL=X =ΣX/k=
CL=R =ΣR/k=
2.在此表背后注明在过程因素(人员、设备、材料、方法、环境或测量系统)所做的调整
子组数量
R
控制图
A2D3D4d2
21.88 * 3.27 1.13
31.02 * 2.57 1.69
40.73 * 2.28 2.06
50.58 * 2.11 2.33
60.48 * 2.00 2.56
过程能力
计 算
过程固有变差σ= R/d2=