计量值控制图之均值-极差控制图
计量型数据控制图
操作人员需要具备一定的技能和经验,能够正确理解和使用控制图上 的数据,才能充分发挥控制图的作用。
05
计量型数据控制图的实际案例分析
案例一:制造业质量控制应用
总结词
在制造业中,计量型数据控制图被广泛应用于生产过程中的质量控制,以确保产 品的一致性和稳定性。
详细描述
通过实时监测生产过程中的各种参数,如温度、压力、流量等,控制图可以及时 发现异常波动,从而采取相应的措施进行调整,避免不合格品的产生。这有助于 提高产品质量,降低生产成本,增强企业的竞争力。
案例三:科学研究质量控制应用
总结词
在科学研究中,计量型数据控制图被用于实验设计和数据分析阶段,以确保实验结果的可靠性和准确性。
详细描述
通过在实验过程中收集各种数据,并利用控制图进行监测和分析,研究人员能够及时发现实验中的异常变化,采 取相应措施进行纠正或重新实验。这有助于提高科学研究的严谨性和可信度,为科学发现和创新提供有力支持。
通过确保生产过程的稳定性和可靠性,控 制图有助于提高生产效率,缩短生产周期 ,从而提升企业的竞争力。
对未来研究的展望
拓展应用领域
创新算法和模型
强化数据安全与隐私保护
跨学科融合发展
随着大数据和人工智能技术的 发展,计量型数据控制图的应 用领域将进一步拓展,例如在 智能制造、医疗健康和环境监 测等领域的应用。
案例二:医疗服务质量控制应用
总结词
在医疗服务领域,计量型数据控制图被用于监测和改进医疗服务质量,以确保患者的安全和满意度。
详细描述
通过收集和分析医疗服务的各种数据,如患者满意度、医疗操作规范性、治疗效果等,控制图能够揭 示潜在的问题和改进点。这有助于提高医疗服务质量,减少医疗事故和纠纷,提升患者的就医体验。
质量管理与控制补充X-R控制图

控制图的基本形式
质量特性 x 0.135% 3σ
X 3σ
0.135%
三线:中心线,上控制限,下控制限;
上控制界限 (UCL)
中心线(CL)
下控制界限(LCL) 样品序号(组号)
控制界限的确定 以样本平均值X为中心线,上下取3倍的标准偏差 (x ± 3σ )来确定控制图的控制界限。
在生产过程中,仅有偶然性误差存在时,质量
R图用于判断生产过程的标准差是否处于或保持 在所要求的受控状态;
X R图通常在样本容量较小时使用,是一种最常用的
计量值控制图;一般n = 3、4、5、6为宜;
x 控制图控制界限的确定
x 的期望值
E(x)
x 的标准偏差 D(x) / n
、 可通过k组大小为n的样本数据求得
的估计值= x
Ri
max
1 jn
xi
j
min 1 jn
xi
j
3、计算全部样本组的平均样本均值和平均样本极差
X
1 k
k
xi
i 1
R
1 k
k i 1
Ri
4、计算控制界限
UCL x A2 R x图CL x
LCL x A2 R
系数A(n)数值表
单值—移动极差 控制图
数据 类型
计件
分布
二项 分布
控制图名称 不合格率控制图 不合格数控制图
泊松 单位缺陷控制图 计点 分布
缺陷数控制图
计量值控制图
适用于产品质量特性为计量值的情形。 例如:长度、重量、时间、强度、成分等连 续变量。常用的计量值控制图有下面几种:
1. 均值-极差控制图( x R图)。 2. 中位数-极差控制图( ~x R 图)。
统计过程控制(SPC)之均值和极差控制图中均值图判定
过程已经改变,但同时也有可能只是一个孤立的事件
4
测量系统发生改变。例如:使用不同的测量量具,不同的检验员的检验
5
连续7点上升或下降的可能原因
过程的平均值已改变
6
测量系统的飘移改变。说明:漂移是稳定性的别名
7
测量系统的偏移改变
8
连续7点在中心线同一侧的可能原因
过程的均值已改变
9
测量系统的统计偏移已改变
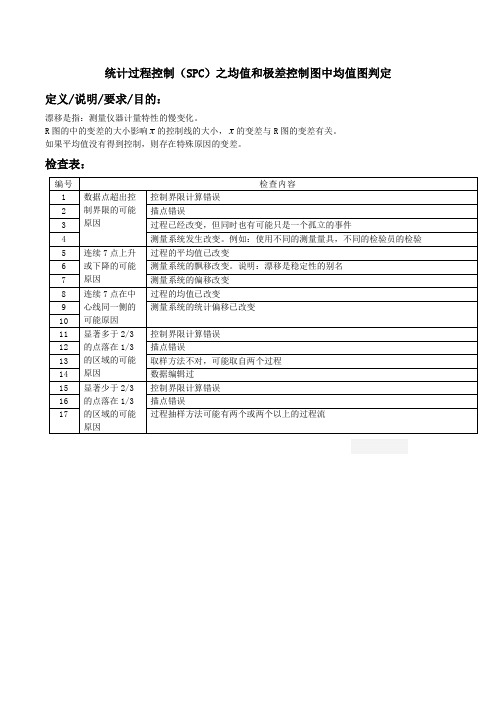
统计过程控制(SPC)之均值和极差控制图中均值图判定
定义/说明/要求/目的:
漂移是指:测量仪器计量特性的慢变化。
R图的中的变差的大小影响 的控制线的大小, 的变差与R图的变差有关。
如果平均值没有得到控制,则存在特殊原因的变差。
检查表:
编号
检查内容
1
数据点超出控制界限的可能原因
控制界限计算错误
2
描点错误
10
11
显著多于2/3的点落在1/3的区域的可能原因
控制界限计算错误
12
描点错误
13
取样方法不对,可能取自两个过程
14
数据编辑过
15显著少于2/3的点落在1/ Nhomakorabea的区域的可能原因
控制界限计算错误
16
描点错误
17
过程抽样方法可能有两个或两个以上的过程流
计量型数据控制图
移动极差图可显 现出短期变差的 稳定性
移动极差MR是相邻两个单值的差的绝对值; 看图顺序:先看极差图,再看均值图。
用I-MR图做改善前后的对比
文件: Before-after.mtw
用I-MR图做改善前后的对比
改善后均 值下降
改善后变 差减小
以上是图示化比较,最后还应通过统计检验进行比较。
7
23.5
9
23.5
5
22.75
4
20.25
9
21.75
8
23.75
3
20.75
6
子组化案例:花生酱子组计划I
文件 (花生酱 .mpj )中的 case1.mtw
控制图在说什么?
➢Xbar控制限看起来太宽
太多点在平均数1倍标准偏差内 •没有点在控制限周围
➢这种情况在子组内变差比子组间变差大的多的情况下出现。 ➢这个问题在制造中很典型。比如,4台同类型的设备其中一台持续比其他 高或低。4台设备间的变差比抽样次数间的变差大的多。 ➢如果出现这种情况
更换电 涌装置
a.新的电涌装置有用吗?
b.如果有用,技术人员从 哪一周获得了第一个信号 ?是否有过程偏移的任何 其它信号?
解释单值图练习
a.新的电涌装置有用吗?
有用 b.如果有用,技术人员从
哪一周获得了第一个信号
?是否有过程偏移的任何
其它信号?
最早的信号是位于界限外 的点(测试1),从9月6 日这一周获得第一个信号 。其次的信号来自测试5 和6。另一个信号在测试2 中表现出来(8个点位于 中线同一侧)。
计量型数据控制图
模块内容
计量型数据控制图
常规计量值控制图

1 均值-极差控制图
• 控制图对大波动灵敏,对小波动不灵敏
当n=4时
ARL=1 图对大波动监测效果显著,平均只需1个值就可以 发出失控信号。
而当θ=0.5σ时
ARL=44
对均值小漂移不敏感,平均需要44个值才能发 出失控信号。
1 均值-极差控制图
当过程稳态时,ARL值越大越好;说明控制图是稳 健的。 但过程已经发生异常波动,ARL值越小越好,说明 控制图是灵敏的
2 判稳判异准则
控制用控制图
控制用控制图由分析控制图转化而成,它用 于对生产过程进行连续监控。
按照确定的抽样间隔和样本大小抽取样本, 计算统计量数值并在控制图上描点,判断生产过 程是否异常。
控制用控制图在使用一般时间以后,应根据 实际情况对中心线和控制界限进行修改。
2 判稳判异准则
控制图判稳准则
4.1 均值-极差控制图
4.当R图受控时,认为过程的波动是稳定的,再分析 图,类似于对R图的分析,对任意失控情况及异常模式 分析原因。也可能要经过反复的“识别-纠正-重新计算 ”这一过程。
5.当两个图都显示稳定时,并且满足过程能力的要求, 可以用于实际的过程控制。一旦发现失控或出现异常模 式的信号时,应该及时分析原因,并采取行动。
9 80.69 80.49 82.16 84.29
10 81.72 81.12 80.77 80.60
11 80.98 81.33 81.60 80.70 12 80.42 82.20 80.13 80.24
13 81.11 81.13 82.22 81.17
14 82.40 81.41 82.93 83.13
21 81.06 82.06 82.76 82.46
22 82.55 83.53 82.94 81.89
控制图(control charts)
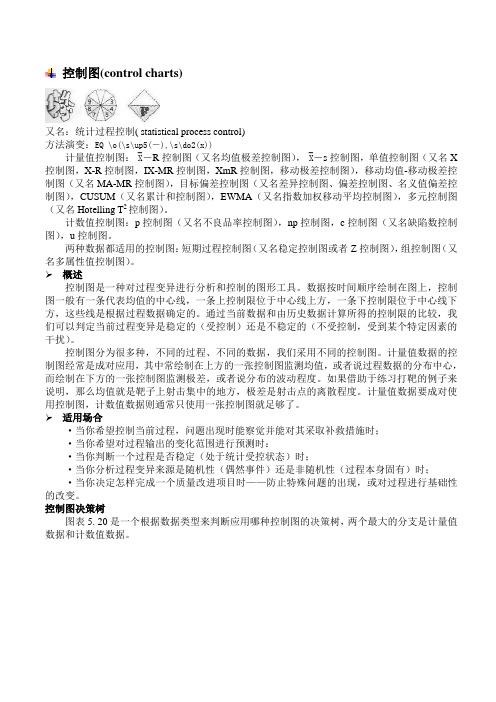
控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。
控制图(control charts)
控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。
平均值和极差控制图
提纲
1. 控制图概述
2. 计量值控制图
3. 计数值控制图 4. 控制图的观察分析
1 控制图概述
1.1控制图的概念
1.2控制图的统计原理
1.3控制图的分类 1.4控制图的作用
1、控制图的概念
早在1924年,美国的休哈特(W.A.Sheuhart)首先提出用控制图(也叫管理 图)进行工序控制,控制图是控制生产过程状态,保证工序加工产品质量的重 要工具。应用控制图可以对工序过程状态进行分析、预测、判断、监控和改进。 x 如图1-1所示, 是以单值控制图,即 图为例说明一般控制图的基本模式。
B、 P 控制图(不合格率控制),用于对产品不 合格品率控制的场合,是通过产品的不合格 品率变化来控制质量的。
C、 C 控制图(缺陷数控制图),用于单件上缺 陷数,如铸件上的气孔、砂眼数、布匹上的 疵点等的控制。
D、 控制图(单位缺陷数控制图),用于单位 面积、单位长度上缺陷数的控制。
1.4、控制图的作用
x
~ C、x R
D、
控制图(中位值和极差控制图)。其用途与
似,其优点是可以减少计算,但检出力不如
x Rs
x R 控制图高。
x R控制图相
控制图(单值与移动差控制图)。 为移动极差,即相邻数
之差的绝对值。此图用于数据不能分组时,如:对钢水化学成分的控 制等。
2)、计数值控制图
A、 Pn 控制图(不合格品数控制图),用于对不 合格品数的管理。
2.1单值控制图(x控制图)
• (2)x控制图的作法
•
x控制图的中心线和上下控制界限的确定
中心线: CL (或 x) 上控制限: UCL 3 下控制限: LCL 3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计量值控制图之均值-极差控制图
摘要:在处理一个计量值的控制图时,我们要控制的是这个质量特性的均值和变异数,其中包括均值控制图跟极差控制图,简称为X-R控制图.
均值-极差控制图
1.在处理一个计量值的控制图时,我们要控制的是这个质量特性的均值和变异数:
●要控制平均数,通常是使用均值控制图;
●而控制过程的分散或变异则使用极差控制图称R控制图;
2.同时维持过程均值和过程变异在控制状态下是很重要的
3.最常用、最基本的控制图
●用于控制对象为长度、重量、强度、厚度、时间等计量值;
●由用于描述均值变化的均值图和反映过程波动的极差控制图组成;
4.计算均值控制图与极差控制图的上下控制界限公式:
式中:A2 ,D3,D4 ——是由样本大小n确定的系数,可由下表查得。
当n≤6时,D3为负值,而R值为非负,此时LCL实质不存在。
此时,可令LCL=0作为下控制线。
均值控制图
主要用于诊断过程均值的异常波动:
极差R控制图
●均值控制图是对过程均值变化的诊断
●如果过程波动随时间变化是不稳定的
●那么在均值控制图上从不稳定过程中计算出的控制线,就不能反映只有随机
因素作用产生的过程波动
●因此对均值控制图的解释就会出现误导
●只有在稳定的过程中才可以构造控制图实施过程的诊断
●判断过程稳定需要用R控制图
计量值控制图主要用于长度、重量、时间、强度、成份等以计量值来管理工程的控制图,利用统计手法,设定控制均值X和极差R的界限,同时利用统计手法判定导致工程质量变异是随机原因,还是异常原因的图表。
均值-极差控制图是常用于SPC统计过程控制分析中,它们常用的两种控制图分析图表.。