普通机床改造数控机床的技术要点
普通铣床数控化改造设计

普通铣床数控化改造设计随着现代制造技术的发展,数控机床已经成为现代制造业中不可或缺的一部分。
普通机床通过进行数控化改造,可以大大提高机床的生产效率和生产质量,同时也可以节约生产成本,提高企业的竞争力。
本文将介绍普通铣床数控化改造的设计方案。
一、数控化改造的必要性普通铣床具有结构简单、成本低的特点,但是由于其操作人员需要进行繁琐的手动调节和操作,使得生产效率低下,并且生产过程容易出现误差,影响了产品的质量。
而通过进行数控化改造,可以将机床操作变为全自动化、智能化的过程,提高生产效率、减少生产成本、提高生产质量。
二、数控化改造方案1. 基础设施改造为了使普通铣床能够进行数控化改造,需要进行一些基础设施的改造。
首先需要对机床进行检查和维护,保证机床的各项性能稳定而可靠。
还需要更换一些传统机械设备,例如步进电机控制器、主轴马达等,以便与数控系统兼容。
2. 数控系统升级普通铣床数控化改造的核心是将其搭载上数控系统,此时该机床将变身为数控铣床。
数控系统包括软件和硬件两个部分。
在硬件方面,需要更换一些关键配件,例如控制器、转换器、数据采集卡等。
而在软件方面,需要安装数控程序,司机、可编程逻辑控制器(PLC)等。
3. 人机界面改造人机界面是指人员与机床进行交互操作的一种方式。
在数控化改造的过程中,必须更新和升级人机界面,设计一种更加符合人工智能化特点的操作系统。
这种新的人机界面一方面需要方便操作,另外一方面也要考虑到用户体验的舒适性。
三、数控化改造后的效果通过对普通铣床的数控化改造,可以大大提高机床的生产效率和生产质量。
一方面,由于取消了传统的人工调整和操作环节,使得生产效率得到了极大的提高。
另一方面,由于数控系统具有高度准确度和稳定性,生产过程中误差较少,从而提高了产品的质量。
同时,通过数控化改造,企业还可以获得以下优势:降低人员培训成本,减少错误发生的几率,提高内部交流和生产计划的灵活性。
这些优势都可以为企业的生产和发展带来实质性的帮助。
普通车床数控化改造的主要内容

普通车床数控化改造的主要内容
1.数控系统的安装与调试:将数控系统安装在车床上,并进行相关调试,确保其正常运行。
2. 电机和传动系统的更新:将传统的电机和传动系统替换为具有更高性能的电机和传动系统,以确保数控系统的稳定性和精度。
3. 自动化控制系统的集成:将自动化控制系统集成到数控系统中,以实现对车床的自动化控制和监控。
4. 床身和导轨的改造:对床身和导轨进行优化改造,以提高车床的刚性和稳定性,从而提高加工精度和效率。
5. 刀架和刀具系统的升级:升级刀架和刀具系统,以适应数控系统的要求,提高加工精度和效率。
6. 系统的集成和测试:将各个部分集成起来,并进行测试和调试,以保证整个数控化改造系统的正常运行。
通过上述内容的改造,普通车床能够实现数控化加工,提高加工精度和效率,满足市场对加工品质和效率的要求。
- 1 -。
普通机床改造数控机床的技术要点

普通机床改造数控机床的技术要点机床顾名思义就是指制造机器的机器,在生产加工中习惯上称作机床。
机床得种类多种多样,老式的普通机床从零件的装夹到加工,全部是由技术人员手动进行操作的。
特别是在批量加工精密零件时,费时费力不说产品的精度还很难保证,而现代数控机床完美的弥补了传统机床的弊病,在加工时间和精度上都有了显著的提升。
标签:普通机床;数控机床;加工精度;自动控制1 数控机床所谓数控机床就是一种由程序控制系统来完成机床自动化运行的机床。
1951年世界第一台数控机床在美国麻省理工学院问世,这是一台由电子管数控系统控制的铣床,7年之后美国又首先研制出能自动更换刀具的数控机床。
1968年世界上第一条数控机床生产线诞生,到70年代中后期,由于科学技术的飞速发展,出现了自动化加工车间,自动化工厂也应运而生。
数控机床具有以下几个特点;(1)由于数控化操作机床,极大的降低了人为造成的误差,并且批量加工时加工质量可以得到保证;(2)可进行多点坐标的联动,适合加工形状复杂的零部件;(3)在加工不同的零件时,只需输入不同的数控程序,其余步骤都有数控系统自行完成,极大的节省了生产时间,提高了生产效率;(4)机床本身具有刚性大,精度高的特点,生产率是普通机床的数倍;(5)由于机床本身的运行完全由数控系统来操作,极大的减轻了操作人员的劳动强度;2 数控机床的改造要点在我国,机械自动化数控技术虽然起步较晚,但已经迎头追赶世界先进水平,公认的世界机械制造业最发达的国家是德国和日本。
拥有众多享誉世界的大公司,例如大家耳熟能详的戴勒姆·奔驰汽车公司,大众汽车公司,西门子公司,三菱重工,松下电气等。
我国也有徐工、柳工、三一重工等知名机械类制造公司。
而我国除了少数大型机械制造公司以外,许多机械行业单位使用的大部分还是老式普通机床,大批量更换投入资金又太大,所以普通机床改造数控机床就显得至关重要。
我认为实现普通机床改造数控机床可以分为以下4个部分,首先恢复机床原有功能,对原有机床存在的故障部分进行排查,诊断和修复;其次在普通机床上加装电子显示器,或直接加数控系统;然后进行翻新,为了进一步增加机床的加工精度、效率和自动化,对机械、电气部分进行改造翻新,对于机械部分进行重新装配加工,使其加工精度得到提升,对不满足生产要求的数控系统予以更新。
普通车床进给传动系统数控改造

普通车床进给传动系统数控改造普通车床进给传动系统数控改造普通车床进给传动系统数控化改造:是指在普通车床进行数控化改造的过程中,对原车床进给传动系统的结构进行必要的改进,使之达到符合数控车床进给传动系统的精度要求、以保证普通车床数控化改造目标的实现。
对已使用过的普通车床,就改造中进给传动部分数控化改造过程如下:1 前期准备工作1.1 普通车床原精度的评价已使用了几年的车床,不管是主轴箱,还是溜板箱等原有精度较差,特别是车床导轨与大、中溜板的几何精度和形位精度都已超出规定标准精度,要改造成数控车床就要对其传动系统进行拆卸,对所需零件进行检测,确定维修方案。
1.2 确定保留的机械部分普通车床进行数控化改造,普车与数车进给运动路线不同,对普车原有的挂轮箱,走刀箱、溜板箱等机械传动部分进行拆除,只要保留大溜板和中溜板即可。
1.3 拟定修理恢复精度方案已经使用过的普车,静态和动态精度可能达不到规定的标准要求,当改成数控车床时就要对它进行精度恢复,如对导轨进行热处理和磨加工及刮削加工,或贴塑等。
1.4 数控系统的选择目前,我国使用率最高的数控系统有日本的法那科系统;德国的西门子系统和国产各系统,根据社会调研和我校教学要求,我校选择了德国西门子802S 系统对普车进行数控改造。
1.5 进给电机的选择西门子802S 系统的驱动装置与之匹配的是步进电机,由于该数控系统付出的进给指令为脉冲,经驱动控制电路和功率放大后,使步进电机通过齿轮副或同步带轮或联轴器与滚珠丝杠副驱动执行部件转动。
1.6 传动副的选择在滚珠丝杠传动副中,滚珠与丝杠、螺母等部件之间基本上是滚动摩擦、传动副主要部件都经过热处理,且间隙可调到较小,所以精度高、磨损小、寿命长;具有摩擦力小、效率高、其传动效率可在90%以上;因此选择滚珠丝杠,可满足较高精度零件加工要求。
2 进给传动系统的改造和实施步骤2.1 普车精度恢复后的全面保养普通车床经过大修后对不需要的机械传动部分进行拆除,对需保留部分如大、中溜板进行清洗,通过分析比较我们选择滚珠丝杠传动副。
普通车床数控化改造
4.螺纹编码器的安装方案
螺纹编码器又称主轴脉冲发生器或 圆光栅。数控车床加工螺纹时,需 要配置主轴脉冲发生器,作为车床 主轴位置信号的反馈元件,它与车 床主轴同步转动。
1、同轴安装 同轴安装是指将编码器直接安装在主
轴后端,与主轴同轴,这种方式结构简单, 但它堵住了主轴的通孔。 2、异轴安装
异轴安装是指将编码器安装在床头箱
二、总体方案的确定
总体方案应考虑车床数控系统的运动方式、 进给伺服系统的类型、数控系统的选择,以 及进给传动方式和执行机构的选择等。
(1)普通车床数控化改造后应具有单坐标 定位,两坐标直线插补、圆弧插补以及螺纹 插补的功能。因此,数控系统应设计成连续 控制型。
(2)根据系统的功能要求,需要扩展 程序存储器、数据存储器、键盘与显示 电路、I/O接口电路、D/A转换电路、串 行接口电路等;还要选择电动机的驱动 电源以及主轴电动机的交流变频器等。 (3)为了达到技术指标中的速度和精 度要求,纵、横向的进给传动应选用摩 擦力小、传动效率高的滚珠丝杠螺母副; 为了消除传动间隙提高传动刚度,滚珠 丝杠的螺母应有预紧机构等。
(4)拆除四方刀架与上溜板总成,在横溜 板上方安装四工位立式电动刀架。 (5)拆除横溜板下的滑动丝杆螺母副,将 滑动丝杆靠刻度盘一段锯断保留,拆掉刻度 盘上的手柄,保留刻度盘附近的两个推力轴 承,换上滚珠丝杠副。 (6)将横向进给伺服电机通过法兰座安装 到横溜板后部的纵溜板上,并与滚珠丝杠的 轴头相联。 (7)拆去三杆(丝杆、光杆与操纵杆), 更换丝杆的右支承。
2.安装电动卡盘
为了提高加工效率,工件的夹紧 与松开采用电动卡盘,选用呼和 浩特机床附件总厂生产的 KD11250型电动三爪自定心卡 盘。卡盘的夹紧与松开由数控系 统发信控制。
普通车床数控化改造设计

普通车床数控化改造设计
一、引言
二、设计方案
1.机床结构设计
机床结构设计是普通车床数控化改造的关键环节之一、首先需要对原有车床结构进行分析和评估,确定是否适合改造。
然后根据数控系统的要求进行设计改造,包括添加刀塔、伺服电机、控制系统等。
同时还要考虑加工精度、刚性和工作台移动等因素。
2.操作系统选择
操作系统是数控车床的核心,直接影响数控系统的性能和稳定性。
常见的操作系统有FANUC、SIEMENS、MITSUBISHI等,选择合适的操作系统需要考虑产品性能、技术支持和成本等因素。
3.传感器和执行器选型
传感器和执行器是实现数控车床动作控制的关键元件。
合理选择传感器和执行器可以提高系统的稳定性和精度。
常见的传感器有光栅尺、编码器等,执行器有伺服电机、步进电机等。
三、设备选型
设备选型是普通车床数控化改造的重要环节之一、根据设计方案选择合适的数控系统、传感器和执行器等设备。
1.数控系统选型
数控系统是普通车床数控化的核心设备之一、常见的数控系统有FANUC、SIEMENS、MITSUBISHI等,根据操作系统的选择确定数控系统的型号和配置。
2.传感器和执行器选型
根据设计方案确定合适的传感器和执行器。
传感器需要具有高精度、高稳定性的特点,执行器需要具有高速度、高精度、高扭矩的特点。
五、总结。
普通车床数控化改造方案
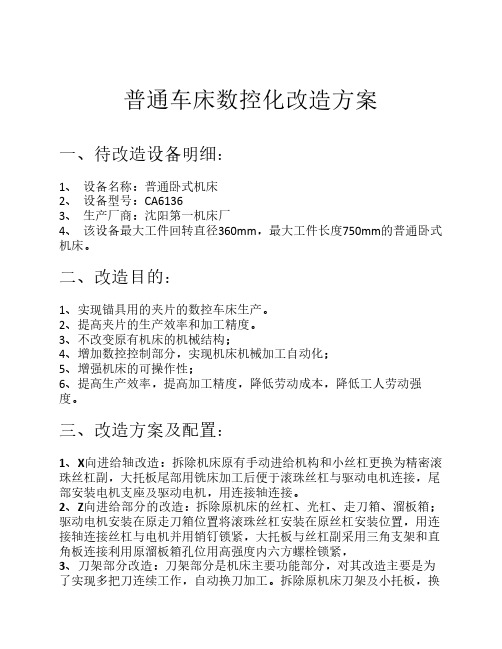
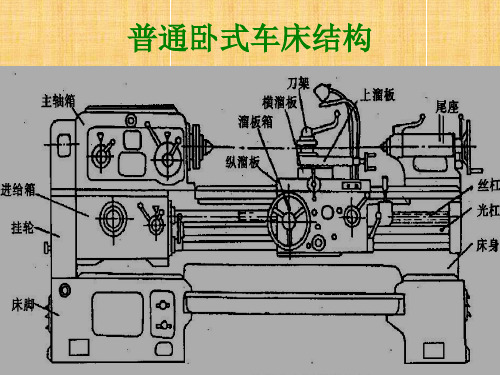
普通车床数控化改造方案一、待改造设备明细:1、设备名称:普通卧式机床2、设备型号:CA61363、生产厂商:沈阳第一机床厂4、该设备最大工件回转直径360mm,最大工件长度750mm的普通卧式机床。
二、改造目的:1、实现锚具用的夹片的数控车床生产。
2、提高夹片的生产效率和加工精度。
3、不改变原有机床的机械结构;4、增加数控控制部分,实现机床机械加工自动化;5、增强机床的可操作性;6、提高生产效率,提高加工精度,降低劳动成本,降低工人劳动强度。
三、改造方案及配置:1、X向进给轴改造:拆除机床原有手动进给机构和小丝杠更换为精密滚珠丝杠副,大托板尾部用铣床加工后便于滚珠丝杠与驱动电机连接,尾部安装电机支座及驱动电机,用连接轴连接。
2、Z向进给部分的改造:拆除原机床的丝杠、光杠、走刀箱、溜板箱;驱动电机安装在原走刀箱位置将滚珠丝杠安装在原丝杠安装位置,用连接轴连接丝杠与电机并用销钉锁紧,大托板与丝杠副采用三角支架和直角板连接利用原溜板箱孔位用高强度内六方螺栓锁紧,3、刀架部分改造:刀架部分是机床主要功能部分,对其改造主要是为了实现多把刀连续工作,自动换刀加工。
拆除原机床刀架及小托板,换上夹片加工专用排刀架。
该刀架操作简单,经济实用、加工精度高、刚性好、使用寿命长、工艺性好等特点。
配套刀具的选用可以选用数控机加刀具也可选用普通磨制车刀。
4、电器部分改造:数控系统采用南京公司生产的最新数控系统,驱动电机采用国产三相混合式步进电机;电机驱动模块采用南京大地数控系统内襄式驱动器;加装电器控制部分;安装数控系统与驱动电机、电机驱动器、车床主轴连接及控制单元。
取消原机床润滑系统,增加手动间歇润滑泵对两个进给导轨副、滚珠丝杠副进行润滑。
增装X、Z轴行程开关及相关附件。
5、数控系统介绍:数控系统采用高性能微处理器和大规模可编程逻辑阵列的专用数控电路,抗干扰能力强,可靠性高。
具有自诊断功能,内外部状态实时显示出现异常立刻报警。
普通钻床的数控化改造(机械传动部分)

普通钻床的数控化改造(机械传动部分)
钻床的数控化改造分为机械传动部分和数控系统部分两部分,
本文将介绍普通钻床的机械传动部分数控化改造方案。
一、改造原则:
1、原则上不改变机床主体结构和机械传动部分外形尺寸,保证
改装前后钻床的刚性、精度和稳定性;
2、改造前应充分了解机床原理,详细了解其机械结构和传动原理;
3、改造前应根据加工需求和实际应用环境进行改造方案的选择
和设计。
二、改造内容:
1、主轴传动部分:主轴采用变频调速电机驱动,实现主轴转速、前进和后退、主轴停止等操作的自动化;
2、进给部分:进给系统采用伺服电机控制,实现自动进给、进
给速度、进给量的调整;
3、夹紧装置:改用气动、液压等不同夹紧方式,实现夹紧力大
小的自动调整和保证工件在加工过程中的稳定性;
4、传感器:加装光电或机械式传感器,实现位移、速度、压力
等参数的监测和反馈;
5、自动换刀:加装自动换刀机构,实现自动换刀、刀具检测和
自动调整等功能;
6、加装零点回归装置,实现加工的准确定位和定位精度。
三、改造后的数控钻床的优势:
1、提高加工效率和产品质量,缩短加工周期,降低人工成本;
2、实现自动化生产,提高生产流程控制的精度和可靠性;
3、操作简单方便,可以编辑工艺参数,实现加工流程的自动控制和互连互通。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
普通机床改造数控机床的技术要点
一、引言
随着制造业的快速发展,数控技术在机床领域的应用越来越广泛。
对于已经使用的普通机床,如果能够进行改造,使其具备数控功能,将能够提高生产效率和产品质量。
本文将探讨普通机床改造成数控机床的技术要点。
二、普通机床改造的必要性
普通机床虽然在加工精度和生产效率方面有一定的限制,但是在使用成本相对较低的情况下,仍然被广泛应用。
然而,面对市场对高精度、高效率产品的需求,普通机床的局限性逐渐暴露出来。
因此,对普通机床进行数控改造成为一种经济、有效的解决方案。
三、普通机床改造数控机床的技术要点
1. 硬件改造
普通机床改造成数控机床的第一个要点是硬件改造。
这包括以下几个方面:
(1)安装数控系统
数控系统是实现普通机床改造的核心部件。
在选择数控系统时,需要考虑到机床的类型、加工需求、控制精度等因素。
常见的数控系统有伺服控制系统、步进控制系统等,可以根据实际情况选择合适的系统。
(2)安装伺服电机
伺服电机是数控机床的关键部件之一,它可以实现对机床各轴的运动控制。
在改造过程中,需要根据机床的结构和工作需求,选择适当的伺服电机,并进行安装和调试。
(3)更换传动装置
普通机床通常使用传统的机械传动装置,如皮带传动、齿轮传动等。
为了实现数控功能,需要将传统传动装置更换为数字传动装置,如直线导轨、滚珠丝杠等。
这样可以提高机床的运动精度和稳定性。
2. 软件改造
除了硬件改造,普通机床改造成数控机床还需要进行软件改造。
这包括以下几个方面:
(1)编写加工程序
数控机床的核心功能是能够根据加工程序自动进行加工操作。
因此,在改造过程中,需要编写适用于数控机床的加工程序。
加工程序包括加工路径、切削参数、进给速度等信息,通过数控系统进行控制。
(2)开发人机界面
数控机床的操作界面需要直观、易懂,以方便操作人员进行操作和监控。
在软件改造中,需要开发人机界面,包括操作面板、显示屏等,使操作人员能够方便地进行参数设置和监控。
(3)实现自动化控制
数控机床的目标是实现自动化生产,因此在软件改造中需要实现自动化控制功能。
这包括自动换刀、自动测量、自动补偿等功能,以提高生产效率和加工精度。
3. 调试和优化
改造完成后,需要进行调试和优化,以确保数控机床的正常运行和加工质量。
(1)调试机床运动系统
在调试过程中,需要验证数控系统对机床运动的控制精度和稳定性。
通过逐个轴进行运动测试,调整参数和校准误差,以达到预期的加工精度。
(2)优化加工程序
在加工过程中,可能会出现加工路径不合理、切削参数设置不准确等问题。
通过对加工程序的优化,可以提高加工效率和产品质量。
(3)培训操作人员
改造完成后,需要对操作人员进行培训,使其熟悉数控机床的操作和维护。
培训内容包括数控系统的操作、加工程序的编写和修改、机床的维护保养等。
四、总结
普通机床改造成数控机床是提高生产效率和产品质量的有效手段。
通过硬件改造和软件改造,可以使普通机床具备数控功能,并实现自动化生产。
在改造过程中,需要注意选择合适的数控系统和伺服电机,更换传动装置,编写适用于数控机床的加工程序,开发人机界面,实现自动化控制。
调试和优化是改造完成后的重要环节,需要验证机床运动系统的控制精度,优化加工程序,培训操作人员。
只有经过全面的改造和优化,普通机床才能真正实现数控化,提高生产效率和产品质量。