超高强度螺栓断裂失效分析
高强度螺栓钢延迟断裂分析

高强度螺栓钢延迟断裂分析西宁特钢技术资料高强度螺栓钢延迟断裂分析一、高强度螺栓在实际运行中的受力情况及其性能要求螺栓在各种机构中起着连接、紧固、定位、密封等作用。
螺栓在安装时需要预先拧紧,因此都需要承受静拉伸载荷。
预紧力越大,连接强度和紧固、密封性就越大。
除受到轴向预紧拉伸载荷的作用外,通常还会在工作过程中受到附加的轴向拉伸(交变)载荷、横向剪切(交变)载荷或由此复合而成的弯曲载荷的作用,有时还受到冲击载荷的作用。
通常情况下,附加的横向交变载荷会引起螺栓的松动,轴向交变载荷会引起螺栓的疲劳断裂,而在环境介质的作用下轴向拉伸载荷则会引起螺栓的延迟断裂。
因此,在应用高强度螺栓时,对材料成分、冶金螺栓结构、制造工艺、安装及使用提出了更高的技术要求。
一般来讲,高质量、强度螺栓及其用钢应满足以下要求:(1) 高的抗拉强度,以便抵抗拉长、拉断、滑扣和磨损。
(2) 较高的塑性和韧性,以减少对偏斜、缺口应力集中和表面质量的敏感性。
(3) 对于在海边、河边、油田等潮湿大气或腐蚀气氛环境下工作的螺栓,要求螺栓材料具有足够低的延迟断裂敏感性,以保证螺栓工作时安全可靠。
(4) 对于承受交变载荷和冲击载荷的螺栓,要求具有较高的疲劳抗力和多次冲击拉伸抗力,以抵抗疲劳、多冲断裂。
(5) 对于在严寒地区或低温下工作的螺栓,还要求具有低的韧-脆转化温度。
(6) 中小直径螺栓往往多采用冷镦成形螺栓头和搓(滚)丝生产工艺,这就要求材料具有良好的冷镦等冷加工工艺性能。
二、高强度螺栓钢的延迟断裂及特征钢的回火马氏体组织具有良好的强度和韧性配合,而且还可以通过调整碳和合金元素等添加元素的种类、数量和热处理工艺而控制其强度,因此在合金钢中得到了十分广泛的应用。
然而回火马氏体钢在自然环境下易发生延迟断裂,且延迟断裂敏感性随着强度的提高而增大。
同时,高强度螺栓属于缺口零件,具有很高的缺口敏感性,容易在缺口集中部位如杆与头部的过度处或螺纹根部产生延迟断裂。
12.9级高强度螺栓断裂原因分析

~测试与分析-12. 9级高强度螺栓断裂原因分析焦丽1,赵英军1,张伟民2,孙晓东1,周兰梅1(1.河北华北柴油机有限责任公司,河北石家庄050081;2.陆军装备部驻北京地区军事代表局驻石家庄地区第三军事代表室,河北石家庄050081 )摘要:柴油机12.9级高强度螺栓材料为42C r M 〇钢,在紧固过程中发生断裂。
对断裂的螺栓进行了宏观 检验、化学成分分析、锻造纤维流线检验和金相检验,并检查了螺栓的加工工艺,以揭示其断裂的原 因。
结果表明:螺栓在镦锻过程中,头-杆结合部产生了裂纹,大大减小了螺栓的有效承载面积,在 紧固力的作用下发生断裂。
检查发现,螺栓有因热处理不当而产生的脱碳,但这不是造成螺栓断裂 的原因。
关键词:高强度螺栓;镦锻;断裂中图分类号:T G 157文献标志码:A文章编号:1008-丨690(2020)04-0042-04Analysis on Fracturing of 12.9 Grade High-strength BoltJIAO Li' , ZHAO Yingjun 1 , ZHANG Weimin2, SUN Xiaodong' , ZHOU Lanmei 1(1. H e b e i H u a b e i Diesel E n g i n e Co., Ltd., Shijiazhuang 050081 , H e b e i C h i n a ;2. 3th Military Representative Office in Shijiazhuang Reg io n of Military Representative B u r e a uof the A r m y A r m a m e n t D ep a r t m e n t in Beijing, Shijiazhuang 050081 , H e b e i China)Abstract : T h e 12.9 grade high-strength bolts of diesel engine, m a d e from 42C r M o steel, fractured in the processof fastening. T h e fractured bolt w a s tested for macroscopic a p p e a r a n c e , chemical c omposition, forged fibre flow a n d microstructure, a n d its work i ng process also w a s c h e c k e d , to discover the reason w h y i t fracturing. T h e results s h o w e d that crack e m a n a t e d from head-rod joint of the bolt during upsetting. A s a result, effective load-bearing area of the bolt w a s considerably reduced, thus fracturing under the action of fastening force. It w a s revealed from the examination that the bolt exhibited decarburization du e to the fault in heat treatment but this is not the cause of the bolt fracturing.Key words : high-strength bolt ; upsetting ; fracturing〇引言螺栓是普遍使用的紧固件,常被称为工业之 米[|]。
M10高强度螺栓开裂原因分析

M10高强度螺栓开裂原因分析发布时间:2021-03-04T10:49:06.307Z 来源:《科学与技术》2020年10月29期作者:陈孝程[导读] 公司使用的M10等级为12.9的高强度螺栓,在使用过程中出现开裂。
陈孝程中石化长输油气管道检测有限公司江苏徐州 221008摘要:公司使用的M10等级为12.9的高强度螺栓,在使用过程中出现开裂。
该螺栓材料为35CrMo,调质处理后发现表面发黑,硬度要求为39~44HRC。
现对螺栓的开裂原因进行理化分析,主要目的是提高产品质量,避免此类问题再次发生。
关键词:螺栓;开裂;化学分析;力学性能;夹杂物1 理化分析1.1 断口形貌宏观分析图1为螺栓开裂位置图,从图中可以看出开裂位置位于螺栓的螺纹段。
图2为部分开裂的螺栓,从图中可以看出螺栓开裂的位置不同,但均处于螺纹段,且在螺纹根部开裂。
图3为开裂螺栓形成的断口图,从图中可以看出断口与螺栓轴线基本垂直,断口表面无明显塑性变形,属宏观脆性断裂。
断口分为两部分,其中A区域较平整,其上可以观察到放射线,根据放射线特征,可判断该断口的裂纹源为A区域的螺纹根部,裂纹源产生后裂纹想内扩展的同时,裂纹源在螺纹根部沿逆时针方向扩展,断裂面上升;裂纹源在螺纹根部沿顺时针方向扩展,断裂面下降;最后两断裂面在B区域相遇,形成凸凹不平的区域,故断口表面B区域起伏较大,为最后断裂区。
1.2 化学成分测试检测人员利用移动式直读光谱仪进行检测,首先在螺栓中心部位取样,取样过程确保样品均匀、无气孔、夹渣、开裂等现象,清除样品表面的回火色和氧化层,去除表面油污、锈蚀,样品表面应有一部分是平整的(大于8cm2),用于火花探针压紧。
利用50#有氧化铝或金刚砂砂纸进行磨平,制备符合检测要求试样,按照GB/T4336-2016《碳素钢和中低合金钢多元素含量的测定火花放电原子发射光谱法(常规法)》要求,进行光谱化学成分测试(光谱激发点错开裂纹等缺陷处),测试C、Si、Mn、S、P、Ni、Cr、Mo等元素,结果见表1。
12.9级高强度螺栓断裂失效分析
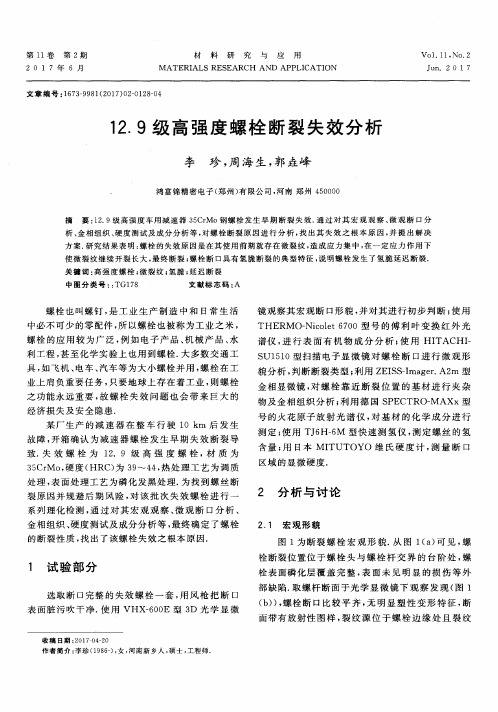
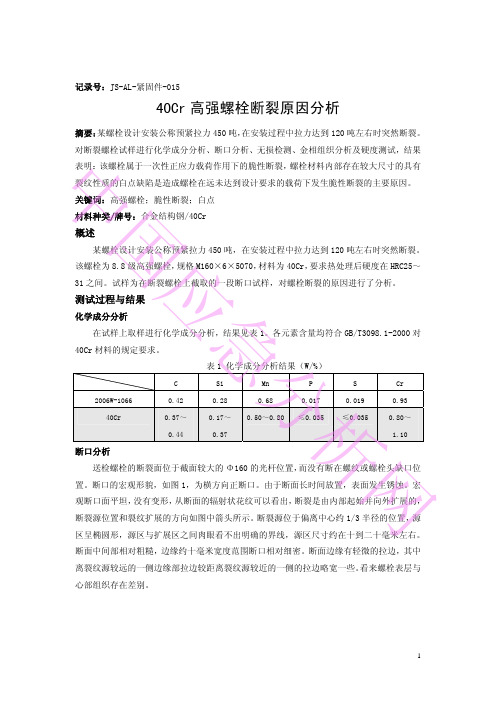
图 1 断 裂螺 宏 观 形 貌 ( a ) 断裂螺栓照 片 . 6 X: ( h )断 【 I 宏观彤批 . : ( 1
Fi g 1 A pp c a r  ̄ L I ] C L o 1 ) 、 r va t { o 1 1 of f ai l L I F t b ol t ( 1 ) p i c I L I F ( ,o f f a i l u r e l } o l t . 6X : ( 1 1 )ap p 4 J ar  ̄ t i 1 “- o1 ) S U I + V  ̄ t t i on of f r a  ̄ ’ t ur e S uI - f  ̄ t c c. 9 o X
貌 分析 , 判 断断 裂类 型 ; 利用 Z E I S S - I ma g e r . A2 m 型 金 相显 微镜 , 对 螺 栓 靠 近 断 裂 位 置 的 基 材 进 行 夹 杂
物 及金 相组 织 分析 ; 利用德国 S P E C TR O- MAX x型
业 上肩 负 重要任 务 , 只要 地球 上存 在着 工业 , 则 螺 栓
表 面脏 污吹 干 净. 使 用 VHX - 6 0 0 E型 3 D光 学 显 微
( b ) ) , 螺栓 断 口比较 平 齐 , 无 明显 塑 性 变 形 特 征 , 断 面 带有 放射 性 图样 , 裂 纹 源 位 于 螺栓 边缘 处 且 裂 纹
收 稿 日期 : 2 0 1 7 - 0 4 — 2 0
Байду номын сангаас
作者简介 : 李珍( 1 9 8 6 - ) , 女, 河 南 新 乡人 , 硕士 , 工 程 师
源 与扩 展 【 x 均仃 褐 的 物 仔 . 这 足f } r r 减 速
高强度螺栓断裂分析-扭矩过大

记录号:JS-AL-紧固件-023
高强度螺栓断裂分析
摘要:由 30CrMnSi 制造的高强度螺栓,经调质处理,在安装时发生断裂。分析结果表明: 螺栓断裂是由于外应力过载引起的超载断裂。
中关键词:高强度螺栓;超载断裂 材料种类/牌号:合金结构钢/30CrMnSi 概述 国由30CrMnSi制造的高强度螺栓,经调质处理,在安装时发生断裂。 测试过程与结果 断口分析 应 断口宏观形貌属纤维状断口,如图1所示,由纤维状分布形态可判断螺栓为扭力作用下 引起的断裂。
急 分 析 网
图1 螺栓断口宏观形貌,纤维状条纹由螺纹根部区发散,条纹呈弧形弯曲, 说明主要是在超载扭转应力作用下引起的断裂。
扫描电镜观察断口属韧窝型断裂,如图2所示。由于材料强度较高,断裂时速度较快, 在某些部位出现准解理断裂,如图3 所示。
1
中 国 应 急 图2 螺栓断口扫描电镜形貌,略带方向性的韧窝,由于螺栓材料强度较高,
故韧窝较小。
分 析 网
图3 螺栓断口微观形貌以韧窝为主,局部有少量的准解理断裂,这是由于螺栓材 料强度较高及断裂时外应力较高所致。这些特征均为外应力过载造成的断裂 特征。
金相检验 金相检验显微组织为回火索氏体,组织正常。
结论
2
分析结果表明螺栓断裂是由于外应力过载引起的超载断裂。
参考文献
[1]黄振东.钢铁金相图谱.北京:中国科技文化出版社,2005,1258-1259 页.
中资料整理人:王冬梅 审核人: 吴伯群
国家钢铁材料测试中心 国家钢铁材料测试中心
国
应急分析网 Nhomakorabea3
40Cr高强螺栓断裂分析
螺栓材料的化学成分符合规定要求,螺栓的组织不是正常的调质组织,材料的硬度也偏
低。
主要分析人员及单位
朱衍勇 教授级高工 钢铁研究总院
董毅 工程师
钢铁研究总院
资料整理人:王冬梅 国家钢铁材料测试中心 审核人: 吴伯群 国家钢铁材料测试中心
网 理断口呈片层状、羽毛状和细条状,在高倍下看出,微观断面上的片层撕裂棱边缘发生轻微
的圆钝化,具有开裂后又受到热影响的痕迹,这是钢中白点缺陷的断口微观特征。
2
中
国
缺陷区断口形态
应
急
分 缺陷区混合断口
析
网
断口受到热影响表面轻微的圆钝化 图 2 断裂源区微观形态
在裂纹源区的边缘断口中可以观察到有韧窝状断口,如图 3,这是在被钝化的初始裂纹 的基础上发生裂纹扩展形成的伸张区断口特征。伸张区断口的外侧为裂纹快速扩展形成的解 理断口,如图 4,解理断裂是一种穿晶脆性断裂。与裂纹源与扩展区之间过渡观察到伸张区 韧窝断口带形成鲜明的对比。断口上也没有看到疲劳的痕迹。由此可以断定,螺栓断口是在
记录号:JS-AL-紧固件-015
40Cr 高强螺栓断裂原因分析
摘要:某螺栓设计安装公称预紧拉力 450 吨,在安装过程中拉力达到 120 吨左右时突然断裂。
中对断裂螺栓试样进行化学成分分析、断口分析、无损检测、金相组织分析及硬度测试,结果 表明:该螺栓属于一次性正应力载荷作用下的脆性断裂,螺栓材料内部存在较大尺寸的具有 裂纹性质的白点缺陷是造成螺栓在远未达到设计要求的载荷下发生脆性断裂的主要原因。
断裂源位置和裂纹扩展的方向如图中箭头所示。断裂源位于偏离中心约 1/3 半径的位置,源
大型起重机高强度螺栓的断裂失效分析

大型起重机高强度螺栓的断裂失效分析摘要:本文通过对一台大型起重机高强度螺栓断裂失效的分析,探究其原因和解决方法。
初步分析结果表明,螺栓断裂的主要原因是材料强度不足、应力过大和使用环境恶劣等因素导致的。
针对这些问题,本文提出了一系列改进措施,包括选用高强度材料、降低应力和改善使用环境等方面。
通过实验验证和理论计算,改进后的螺栓具备更高的强度和耐用性,可以有效地提高装置的稳定性和安全性。
关键词:起重机;高强度螺栓;断裂失效;强度分析;改进措施正文:1. 背景介绍大型起重机是现代工业中不可或缺的设备之一。
在使用过程中,螺栓作为连接装置的重要组成部分,在保证装置的稳定性和安全性方面起着至关重要的作用。
然而,螺栓也是易受力集中的零部件,容易出现断裂失效的情况。
因此,对螺栓失效进行分析和解决具有重要的理论和实践意义。
2. 断裂失效分析2.1 断裂形态分析通过对失效螺栓的断口形态进行分析,可以初步了解其失效原因。
观察失效螺栓的断口,发现其呈现出典型的断裂韧突混合断口。
2.2 强度分析对失效螺栓的材料进行强度测试,发现其强度值低于设计要求。
在使用过程中,由于受到集中载荷的作用,应力过大导致螺栓逐渐疲劳并最终断裂。
2.3 环境分析失效螺栓所处的使用环境恶劣,存在高温、湿润等不利因素。
因此,失效的螺栓容易受到腐蚀和氧化等影响,导致其材料性能和强度下降。
3. 改进措施针对分析结果,本文提出了一系列改进措施:3.1 选用高强度材料为了提高螺栓的强度,可以选用高强度材料来替代原有的材料,例如S45C、SCM43等。
这样既可以提高螺栓的耐久性,也可以在承受大载荷时发挥更好的作用。
3.2 降低应力在设计过程中,应尽可能减小螺栓所承受的载荷和应力,从而减少螺栓的疲劳损伤和断裂的可能性。
可以通过优化结构、增加支撑和缓冲措施等方法实现此目的。
3.3 改善使用环境在实际使用中,应注意维护和保养,防止螺栓受到腐蚀和氧化的影响。
可以采用表面防护涂层、常规保养和定期更换等措施,延长螺栓的使用寿命。
20MnTiB螺栓失效分析

20MnTiB螺栓失效分析1 概述高强度螺栓是继铆接、焊接之后发展起来的一种钢结构连接型式。
它具有施工简单、可拆卸、承载大、耐疲劳、较安全等优点。
因此, 高强度螺栓连接已发展成为钢结构工程安装的主要手段。
20MnTiB钢高强度螺栓用于航天发射塔架斜支梁、悬臂梁及主梁联结板的连接。
在进行服役过程中,发现有少量连接螺栓断裂的现象。
本文通过断裂螺栓的断口、显微组织、显微硬度和微区成分进行了分析。
查找螺栓失效原因,制定改进措施,以防止同类失效再度发生。
2 螺栓的材料及技术条件螺栓型号为M22(GB1228-1984),螺栓材料为20MnTiB钢,这是国标推荐的高强度螺栓用钢,在相同硬度下,与中碳合金钢比较,具有更加良好的韧性和可锻性,较好的强韧性,还可避免脱碳现象。
其化学成分如表1表1 螺栓化学成分(W B)C Mn Si P S Cu Cr TI B 样品0.22 1.38 0.99 0.006 0.023 0.15 0.07 0.07 0.0018该批螺栓所用钢材化学成分符合标准要求,P、S、Cu等残余元素也控制在合理范围之内。
加工螺栓用毛坯为热轧圆钢。
制造工艺流程如下:20MnTiB圆钢(盘条)酸洗拉拔冷镦成型搓丝热处理发黑包装入库其热处理工艺为880℃油淬,380~400℃中温回火,组织为回火屈氏体。
每批成品均抽样作静拉伸实验,力学性能达到GB1231-1984标准中10.9S的螺栓性能等级要求,σb为1040~1240MPa,σs≥940MPa,δ5≥10%,ψ≥42%,A k≥58.8N·m,维氏硬度为312~367HV30,洛氏硬度为33~39HRC。
3断裂螺栓失效分析3.1断口宏观形貌分析宏观下,断裂螺栓断口具有脆性特征,如图1。
断口面位于螺栓的第五个螺纹处。
断口可分为三个区域:裂纹源区、裂纹扩展区和最终瞬断区。
未观察到疲劳断裂特征。
裂纹源区位于螺纹根部,其放大形貌,如图2。
在裂纹源区可观察到一扁长形状的原始裂纹,长约 5.5mm,深约0.8mm,在其旁有一半月形的锈蚀区。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Abstract : M56 Super high strengt h bolt made of 35CrMnSiA fractured at t he position of t he R transition area
表 3 力学性能测试结果
Tab. 3 Testing results of mechanical properties
项目 实测值
硬度 ( HRC)
52. 0
冲击 规定非比例 抗拉 断后 断面 吸收功 延伸强度 强度 伸长率 收缩率
A kU2/ J Rp0. 2/ MPa R m/ MPa A ( %) Z ( %)
·195 ·
杨 力等 :超高强度螺栓断裂失效分析
1 号螺栓断口比较平整 ,无塑性变形 ,为多源断 裂 ,断口的实物照见图 1 。将 2 号螺栓沿裂纹处人 工打开 ,其断口宏观形貌见图 2 ,裂纹深度约 2mm , 长度约 18mm 。
图 1 1 号螺栓断口形貌 Fig. 1 Fractured appearance of No. 1 bolt
由于该螺栓的强度很高 ,含有氢的高强度钢在 低应力作用条件下 ,经过一段孕育期 ,当钢中裂纹前 沿溶解的氢浓度达到临界值时 ,在氢和应力的共同 作用下开裂 。这时缺口尖端应力强度因子虽高 ,但 局部氢浓度降低 。随即氢又向该高应力区扩散 ,经 一定孕育期后在裂纹尖端再次出现临界状态 ,于是 又发生了第二次开裂 。这个过程不断反复进行 ,间 隙的时间为氢的聚集所消耗的时间 。所以氢裂纹扩
曾德鑫
(九江船用机械厂 , 九江 332209)
摘 要 : 材质为 35CrMnSiA 钢的 M56 超高强螺栓在装配过程中 ,其螺帽与螺杆的 R 过渡处发 生断裂 。经检查 ,未装配的同批螺栓在螺帽与螺杆的 R 过渡处也存在微裂纹 。借助化学分析 、金 相检验 、扫描电镜和力学性能测试等手段对超高强度螺栓的显微组织 、力学性能 、宏观和微观断口 形貌等进行了研究 。结果表明 ,螺栓在表面处理过程中 ,表面富氢而产生氢致裂纹 ,在应力作用 下 , 发生氢脆断裂 。
of No. 1 bolt
图 6 为 2 号螺栓扫描电镜下的断口形貌 ,分为 不同颜色的三个区 ,在与撕裂区交界处有内裂纹 (箭 头所示) ;在开裂区与最后撕裂区可见沿晶与韧窝形 貌 ,见图 7 。 2. 3 金相检验
·196 ·
取 1 号和 2 号螺栓垂直断口制成金相试样 ,在 显微镜 下 观 察 , 有 局 部 脱 碳 现 象 , 总 脱 碳 层 深 约 012mm ;显微组织为回火马氏体并有沿晶裂纹 ,见 图 8。 2. 4 化学分析
为找出螺栓断裂失效原因 ,从该批螺栓中取 9 个螺栓进行分析 ,其中已断裂的螺栓 1 个 (编为 1 号) ,经磁粉探伤存在微裂纹的螺栓 4 个 (编为 2~5 号) ,正常螺栓 4 个 (编为 6~9 号) 。
2 试验与结果
2. 1 断口宏观形貌
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
·197 ·
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
杨 力等 :超高强度螺栓断裂失效分析
展是断续式的 ,因此出现了图 5 所示的不连续裂纹 。 当裂纹长度达到临界值时 ,裂纹失稳扩展 ,材料发生 突然脆性断裂 ,这种断裂现象称为延迟破坏 ,这是氢 脆的显著特征之一 。
of No. 2 bolt
3 分析与讨论
从试验结果可看出 ,该高强度螺栓的化学成分 表 2 螺栓氢含量分析结果
Tab. 2 Result of content of hydrgon
名称
测试部位
氢含量/ ×10 - 4 %
螺帽 螺杆
芯部
a 区域 (距表面 4mm 区域) b 区域 (距表面 4mm 区域) c 区域 (距表面 2mm 区域) d 区域 (距表面 2mm 区域) e 区域 (表面 2~4mm 区域) f 区域 (表面 2~4mm 区域)
Key words : Bolt of high strengt h ; Failure analysis ; Hydrogen embrittlement
1 引言
某厂生产的超高强度螺栓 ,材质为 35CrMnSiA 钢 ,规格为 M56 ×220mm 。制造工艺为 : 电渣重熔 毛坯 <110mm ×3 000mm →锻造 →锻棒正火 →粗加 工 (单边留量 3~5mm) →超声波探伤 →第一次热处 理 (淬火温度为 950 ℃,630 ℃回火) →精加工成品 → 第二次热处理 (淬火温度为 900 ℃,230 ℃回火) →渗 透探伤 →酸洗 →表面电镀镀镉 →除氢处理 ( 80 ~
第 40 卷第 4 期 2004 年 4 月
失效分析
理化检验2物理分册
PTCA ( PAR T A : PH YSICAL TESTIN G)
Vol. 40 No. 4 Apr. 2004
超高强度螺栓断裂失效分析
杨 力 , 孙 浩 , 奚建法 , 陆 慧 , 宁 超 , 王春亮
(上海材料研究所 , 上海 200437)
(1) 化学成分分析 在 1 号螺栓上取样进行化 学分析 ,结果 (质量分数) 见表 1 。
(2) 氢含量测定 采用美国 L ECO 公司的氧氮 氢分析仪 ,分别在 1 号和 2 号螺栓的螺帽和螺杆外 表面及芯部进行氢含量测定 。氢含量测试取样位置
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
(a) 螺帽
(b) 螺杆
图 9 氢含量测试取样位置图
Fig. 9 Scheme of sampling location of
hydrogen content testing
见图 9 ,测定结果见表 2 。 2. 5 力学性能测定
在 1 号螺栓的 1/ 2 半径处取样进行力学性能试 验 ,结果见表 3 。
收稿日期 :2003208219 作者简介 :杨 力 (19662) ,女 ,高级工程师 。
100 ℃热水 ,20~30min) →磨削成品 。工件经检验 合格入库一个月后 ,在螺栓装配过程中 ,一个螺栓的 螺帽与螺杆的 R 过渡处发生断裂 。对其余的螺栓 进行磁粉探伤复查 ,发现部分螺栓在 R 过渡处存在 微裂纹 。
between t he screw cap and t he bolt , t here are micro cracks at same position of t he bolts of same lot which are not assembledyet. By means of metallograp hical examination , SEM inspection , t he microstructure characteristics , chemical composition analysis and mechanical property testing , t he macro2and microfractograp hs of t he brittle broken bolt have been studied. The results show t hat t he failure of t he bolt had been damaged by hydrogen during surface treatment .
图 4 1 号螺栓沿晶及准解理形貌 Fig. 4 The fracture surface of intergranular and
quasicleavage of No. 1 bolt
图 2 2 号螺栓断口形貌 Fig. 2 Fractured appearance of No. 2 bolt
3. 85 3. 80 9. 70 2. 99 1. 23 0. 89 0. 87
图 8 基体组织与沿晶裂纹 4 %硝酸酒精溶液侵蚀
Fig. 8 Microstructure of matrix and crack of intergranular Etched wit h 4 % nitric2acid alcohol solution
YANG Li , SUN Hao , XI Jian2fa , L U Hui , NING Chao , WANG Chun2l iang
(Shanghai Reaserch Institute of Materials , Shanghai 200437 , China)
ZENG De2xin
杨 力等 :超高强度螺栓断裂失效分析
项目 实测值 标准值
C 0. 38 0. 32~0. 39
S 0. 001 ≤0. 025
表 1 1 号螺栓的化学成分
Tab. 1 Chemical compostion of No. 1 bolt
Mn 0. 99 0. 80~1. 10
Si 1. 38 1. 10~1. 40
2. 2 断口微观形貌 将 1 号螺栓断口清洗后在扫描电镜下观察 ,图
3 为其中一个裂纹源的低倍形貌 ,图 4 显示出断口 呈沿晶及准解理特征 。垂直断口取样磨抛后在扫描 电镜下观察 ,其裂纹不连续 ,见图 5 。
图 5 1 号螺栓裂纹形貌 (未侵蚀) Fig. 5 The appearance of crack of No. 1 bolt
关键词 : 高强度螺栓 ; 失效分析 ; 氢脆
中图分类号 : T G142. 41 文献标识码 : A 文章编号 : 100124012 (2004) 0420195204