模具超过设计寿命检修记录
模具维修及保养过程记录表

产品及模具状况
模具编号
产品名称
产品编号
开模日期
模具来源
□新开模具 □复制模具 □新增模仁 □客供模具 □其它:
產 品 名 稱
送測部門开模Βιβλιοθήκη 家模具尺寸射嘴尺寸
模穴数
水管螺纹
顶出型式
□拉杆□推杆
锤头尺寸
模仁材料
模具寿命
易 损 件
易损件名称
易损件编号
易损件安全库存
维 修 及 保 养 过 程 记 录
日期
已生产模次
维修/保养原因
维修保养方式
维修人员
确认结果
说明:1.维修方式有:一级保养;二级保养;降面;更换配件(要写清具体的配件名称);烧焊;回火等
2.维修及保养原因:订单生产完成后保养,模具损坏(要写出具体的部位及原因),
ZM-QR-030-A/0
模具保养、异常处理记录表

序号日期模具名称异常内容处理方案下模时间
维修
开始时间
预计
完成时间
实际
完成时间
责任人
13月1日T11FL灯罩1、油缸拉丝断裂;
2、模具拉丝
1、更换拉杆;
2、检查热流道
3月1日3月1日3月2日3月2日张生祥
23月2日CS壳体油缸漏油更换O型圈机台维修3月2日3月2日3月2日王丹林33月3日老B灯产品穿孔产品加胶机台维修3月3日3月3日3月3日王丹林43月4日A28顶块卡死更换顶杆3月4日3月4日3月4日3月4日
53月5日A101滑块进胶滑块清理配模3月5日3月5日3月5日3月5日
63月5日A灯老模镶块变形(后模)加壁厚机台维修3月5日3月5日3月5日
73月6日A灯老模前模镶块断加镶块机台维修3月6日3月6日3月6日
8
9
10
模具异常处理看板。
模具修理及保养点检表
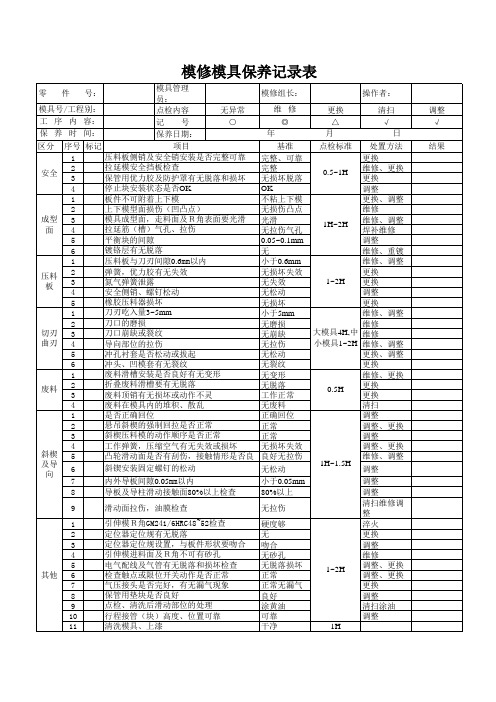
零 件 号: ◎ 年 保养日期: 项目 区分 序号 标记 基准 压料板侧销及安全销安装是否完整可靠 1 完整、可靠 拉延模安全挡板检查 2 完整 安全 保管用优力胶及防护罩有无脱落和损坏 3 无损坏脱落 OK 停止块安装状态是否OK 4 板件不可附着上下模 1 不粘上下模 上下模型面损伤(凹凸点) 2 无损伤凸点 模具成型面,走料面及R角表面要光滑 成型 3 光滑 拉延筋(槽)气孔、拉伤 4 无拉伤气孔 面 0.05~0.1mm 平衡块的间隙 5 镀铬层有无脱落 6 无 压料板与刀刃间隙0.6mm以内 小于0.6mm 1 弹簧,优力胶有无失效 2 无损坏失效 压料 氮气弹簧泄露 3 无失效 板 安全侧销、螺钉松动 4 无松动 橡胶压料器损坏 5 无损坏 小于5mm 刀刃吃入量3~5mm 1 刀口的磨损 2 无磨损 切刃 刀口崩缺或裂纹 3 无崩缺 曲刃 导向部位的拉伤 4 无拉伤 冲孔衬套是否松动或拔起 5 无松动 冲头、凹模套有无裂纹 6 无裂纹 废料滑槽安装是否良好有无变形 1 无变形 折叠废料滑槽要有无脱落 2 无脱落 废料 废料顶销有无损坏或动作不灵 3 工作正常 废料在模具内的堆积、散乱 4 无废料 是否正确回位 1 正确回位 悬吊斜楔的强制回拉是否正常 2 正常 斜楔压料模的动作顺序是否正常 3 正常 工作弹簧,压缩空气有无失效或损坏 4 无损坏失效 斜楔 凸轮滑动面是否有刮伤,接触情形是否良好良好无拉伤 5 及导 斜锲安装固定螺钉的松动 6 无松动 向 7 8 9 1 2 3 4 5 6 7 8 9 10 11 内外导板间隙0.05mm以内 导板及导柱滑动接触面80%以上检查 滑动面拉伤,油膜检查 引伸模R角GM241/6HRC48~52检查 定位器定位规有无脱落 定位器定位规设置,与板件形状要吻合 引伸模进料面及R角不可有砂孔 电气配线及气管有无脱落和损坏检查 检查触点或限位开关动作是否正常 气压接头是否完好,有无漏气现象 保管用垫块是否良好 点检、清洗后滑动部位的处理 行程接管(块)高度、位置可靠 清洗模具、上漆 小于0.05mm 80%以上 无拉伤 硬度够 无 吻合 无砂孔 无脱落损坏 正常 正常无漏气 良好 涂黄油 可靠 干净 模具号/工程别: 工 序 内 容: 保 养 时 间: 模具管理员: 点检内容 记 号 无异常 ○ 模修组长: 维 修 更换 △ 月 点检标准 操作者: 清扫 √ 日 调整 √ 结果
量产前模具保养、检查记录表

量产前模具保养/检查记录表
Mold P/N 机种名称: 模具编号: NO. Maintenance ltem Maintcnance Metl1od 项次 保养项目 保养方法
模具表面和模腔内 1 油污、脏物、异物 、锈斑及灰尘. 模具咀嘴(浇口 2 套) 分模表面及各擦 破,靠破面 4 模具流道口 弹簧(模具顶针复 5 位弹弓) 6 导柱、导套 顶出销、回位销 7 3 8 顶销板、归位板 9 10 滑块、斜梢,斜顶 出机构 用抹布、模具清洗剂擦拭;气枪 吹扫;油石省模 清除咀嘴(浇口套)内残留塑胶 料;用抹布、模具清洗剂擦拭表 面 清洁擦破、靠破锈斑;检查有无 拉伤、撞伤 清除流道及浇口处的异物 重点观察,有损坏一律更换 有咬伤、拉伤、变形的修护 顶针有变形、断裂、划伤的须更 换;回位销检查是否回位确实, 视具体情况 顶针板、归位板有无变形。 斜销有变形需换新,滑块,顶出 机构有裂纹或滑动不顺畅,视具 体情况维修 成型表面有损伤,划痕视情况维 修修 螺丝有损坏或滑丝要更换 感温线、加热线漏电测试 检查热嘴、分流板有无变形,有 无生锈。 检查有无堵塞,漏水现象水路保 持畅通,
顶针板归位板平面度良好滑块斜梢斜顶出机构滑块斜顶出机构滑配良好斜销无变形10各成型表面及成型零件成型表面有损伤划痕视情况维修修成型表面无损伤划痕成型零件无变形11联接螺丝螺丝有损坏或滑丝要更换新的联接牢固无滑丝现象12感温线加热线漏电测试感温线加热线异电良好无漏电现象13热流道温控器检查热嘴分流板有无变形有无生锈
各成型表面及成型 零件 11 联接螺丝 热流道及接线器 12 13 热流道温控器 14 水路保养
其它 备注:保养人由模具保养后填写,并经现场班组长稽核结案存查,如不合格,请注明原因及处理方法。
模具管理规定
模具管理规定一、模具管理概述模具是制造工业中不可或缺的工具,其管理对于生产的顺利进行和成本控制至关重要。
模具管理的目标是达到模具的有效利用和延长使用寿命,减少模具的维修和更换成本,提高生产效率和产品质量。
二、模具使用规定1. 模具的使用必须符合相关的安全操作规范,严禁违章操作。
2. 使用模具前必须进行全面检查,确认模具完好无损,否则不得使用。
3. 使用模具时,必须按照规定的操作步骤进行,不得随意更改。
4. 模具使用完毕后,必须及时清洁和上保养油,放置在指定的位置。
5. 禁止将模具用于超过其设计能力的加工,以免造成损坏和事故。
三、模具保养规定1. 模具保养工作必须定期进行,按照规定的保养计划进行。
2. 模具保养包括清洁、润滑和检修,必须做到彻底和细致。
3. 模具清洁时应使用指定的清洗剂,注意清洗不宜过度,避免损坏模具表面和涂层。
4. 模具润滑时应使用适当的润滑油,按照规定的部位和频率进行润滑,避免润滑过多或不足。
5. 模具检修时应根据使用情况,及时更换损坏的部件,并进行必要的修复和调整。
四、模具存放规定1. 未使用的模具必须妥善存放,放置在干燥、无尘的地方,避免损坏。
2. 模具存放前必须进行清洁和润滑,确保模具的完好无损。
3. 模具存放区必须整洁有序,按照类型和规格进行分类存放,方便查找和管理。
4. 模具存放期间,必须进行定期检查和保养,避免长时间不使用而导致损坏。
五、模具报废规定1. 模具达到设计寿命后,必须进行评估和检测,确定是否继续使用或报废。
2. 模具发生严重损坏或质量问题时,必须立即报废,严禁继续使用。
3. 模具报废前,必须进行记录和报废手续,防止误用和造成经济损失。
六、模具管理责任1. 相关部门和人员必须按照规定承担模具管理的责任,确保模具使用和保养工作的顺利进行。
2. 模具管理人员必须具备相关的技能和知识,能够进行模具的评估、维修和管理工作。
3. 模具使用人员必须接受相关的培训和指导,能够正确、安全地操作和保养模具。
模具维修记录表

序号模具名称工程别模具异常原因分析维修描述维修人维修结果送修时间修复时间小计(H)备注1QD6-UK7/7铆合凸点拉掉查上下模凸包限位及冲头有无缺抛光更换冲头陈守松OK09.12.1 22:2009.12.1 23:000.5 2Q817承架1/1少凸包冲头打崩磨配更换新冲头焦勇OK09.12.1 23:5009.12.2 1:000.5 3PG-BTM-HDD盒1/2毛边冲头自然磨损现场调修韦杰飞OK09.12.2 4:0509.12.2 4:300.5 4WA1-USA1/7上模带料加油不当导致冲头脱落更换冲头焦勇OK09.12.2 2:1509.12.2 3:40 1.5 5QD6-UK3/7堵料清理废料不及时配下模刀口入块,检查冲头刀朱以洲OK09.12.2 1:4009.12.2 2:301 6ME-CPU支架1/1改字模字母正确无需更换版本朱辉OK09.12.1 22:4009.12.1 22:500.5 7S816附件21/1冲头断误送导致冲头断磨配更换冲头韦杰飞OK09.12.2 1:3009.12.2 2:301 8S816附件11/2冲头断误送冲头打断更换研磨冲头李涛OK09.12.2 3:1909.12.4 4:000.5 9IV9-USA2/6不脱料打杆长短不一修整打杆韦良彭OK09.12.2 13:3009.12.2 14:000.5 10IV9-USA2/6孔未冲开打杆松动修整打杆韦良彭OK09.12.2 9:1509.12.2 9:400.5 11IV9-USA2/6冲头脱落挂台断换冲头贺林波OK09.12.2 13:5009.12.2 15:001 12DBB-USA2/6冲头脱落挂台断裂换冲头吴亮OK09.12.2 11:1509.12.2 12:000.5 13IV9-USA1/6毛边刀口磨损磨刀口贺林波OK09.12.2 16:3709.12.2 17:301 14FD1-USA1/8 2/8 4/8改版本FD1-UK改版本改版本吴亮OK09.12.2 17:1009.12.2 19:00 1.5 15DBB-USA4/5卡钩低冲头大,清角调配冲头R角吴亮OK09.12.2 10:1509.12.2 10:400.5 16S816附件1/2毛刺,刀口崩刀口磨损,下模刀口材质差研磨刀口和磨配新冲头朱辉/陈守松OK09.12.2 4:2509.12.2 6:20 1.5 17S816附件1/2冲头断冲头与下模刀口间隙有误重新配磨冲头与下模刀口间隙朱辉/朱以洲OK09.12.2 2:1009.12.2 3:30 1.5 18SAC-CPU弹片1/1毛边冲头和下模刀口大量磨损研磨冲头和下模刀口焦勇NG09.12.2 20:3009.12.2 22:00 1.5 19QA2-JPN6/6卡钩高上模限位太低,冲头偏高加高上模限位,降低冲头李涛待生产09.12.3 4:4009.12.3 5:000.5 20FD1-USA2/8现FD1-USA请改为FD1-UK生产需要已OK韦杰飞待生产09.12.3 4:5009.12.3 5:100.5 21S816附件1/2冲头脱落误送导致冲头断更换研磨冲头朱以洲/陈守松OK09.12.2 12:3509.12.2 1:351 22QD6-UK7/7冲头断铆合过死导致冲头崩向更换磨配铆合冲头朱辉/韦杰飞OK09.12.3 00:3009.12.3 1:201 23QD6-UK7/7铆合后下模不脱料下模弹簧断裂导致不脱料更换弹簧朱辉OK09.12.3 23:1009.12.3 1:001 24DBB-USA2/5冲头脱落脱料板拉伤到冲子挂台断润滑脱料板更换冲子焦勇OK09.12.2 5:1009.12.2 5:300.5 25S816附件21/1冲头断误送导致冲头拉断更换研磨冲头李涛OK09.12.2 22:3009.12.3 1:302 26S816附件21/1毛边冲头刀口不利现场调修李涛OK09.12.3 21:1009.12.3 21:300.5 27FD1-UK2/8现FD1-UK请改为FD1-USA生产需要换USA版本韦杰飞OK09.12.3 23:0009.12.3 00:401 28FD1-UK7/8卡钩冲头断折弯冲头R角较小,上模压线过抛光R角,降低压线陈守松OK09.12.3 23:3009.12.3 1:100.5模具维修记录表。
模具检查维修记录表
模具编号
模具名称
维修单位
模具类型 □ 落料模 □ 成型模
维修员
ห้องสมุดไป่ตู้
维修时间
检查模具刃口是否磨损
□有□无 检查模具是否有配件缺失
□有□无
检查弹簧是否断裂
□有□无 检查模具是否有裂纹
□有□无
检查是否有废料堵塞现象
□有□无 检查模面是否有压痕
□有□无
检查模具是否生锈 检查项目
清理模面油脂
□有□无 检查顶杆、卸料装置是否卡死 □有□无
□有□无 检查凸模是否磨损、断裂
□有□无
导柱、导套、斜楔机构润滑
□有□无 检查凸、凹模是否擦伤
□有□无
导柱、导套、是否擦伤
□有□无 紧固螺钉是否松动
□有□无
检查模面是否有铁屑及异物
□有□无
□有□无
检查异常及对策
□有
□无
编制日期
审核日期
模具寿命参照表及维护保养标准
6万
不锈铁带材
8万
6万
4万
不锈钢带材
6万
4万
2万
模具镶件
铜带材
12万
10万
8万
铝带材
10万
8万
6万
不锈铁带材
8万
6万
4万
不锈钢带材
6万
4万
2万
模具冲针
(SKH-9高速钢)
铜带材
12万
10万
8万
铝带材
10万
8万
6万
不锈铁带材
8万
6万
4万
不锈钢带材
6万
4万
2万
冲头刀口
(SKH-9高速钢)铜带材Fra bibliotek12万类别
项目
产品原材料
冲压行程/次
维护意见
0.2-0.8
mm厚
0.8-1.2
mm厚
1.2-2.0
mm厚
简易模具
铜带材
15万
12万
10万
①、此表数据仅供参考,具体以实际产品成型后检验合格为准;
②、在模具冲压行程达到表内所对应次数时,须对相关模具进行严控,能够在产品发生重大异常前进行检修;
③、维修模具后,正式量产前必须做首件管控确认,并对维修前的异常点做跟踪监控;
④、针对相关易发生的批锋问题,由相关机台操作员进行密切监视管控,发现问题立即隔离整修;
⑤、模具镶件、冲针、刀口的维护,以此表数据做参考,具体应以产品实际成型后的品质为前提进行管控;
⑥、冲床上下模应该依照冲床安全操作及保养指引进行规范操作,不规范的操作会损坏模具,对于不规范的操作引起的事故,将对相关责任人进行处罚。
铝带材
12万
注塑部模具达到设计寿命期限之后的处理程序
MOULDING & TOOLING (DONGGUAN) CO.,LTD 长成电子(东莞)有限公司
文件编号 文件名称
版 本 0 1 日期 2006/08/01 2009-1-7 初版发行 文件封面更换富裕公司新 Logo, 文件件正文日期变更, 版本升级。
FYDG-GEN –PROD-004 注塑部模具达到设计寿命期限之后的处理程序
变更简述 编写 审核 核准
长成电子(东莞)有限公司 文件名称:长成注塑部模具达到设计寿 命期限之后的处理程序
1:目的:
文件编号: 版本: 1 制定日期:2013、10、23 页保证在线生产的模具具有良好的生产能力。 2:适用范围 适用于中兴客户的注塑模具 3:职责与权限 3.1 计划部统计模具达到设计寿命期限信息联络书 3.2 注塑部经理负责参加模具期限达到的模具评审会并提出评估意见 3.3 工程部经理负责参加模具期限达到的模具评审会并提出评估意见 3.4 设计组负责参加模具期限达到的模具评审会并提出评估意见 3.5 业务经理组织会议商讨、作出最后结论 3.6 总经理确认结论的批准。 4:处理程序: 4.1 计划部统计该模具生产数量达(1000K)设计寿命期限信息联络书。 4.2 通知注塑部经理确认、通知工程部经理、通知设计组 4.3 业务组织会议判断是否需要做新模或维修保养,提交总经理批准 4.4 按总经理的结论执行,具体重做及保养按公司流程执行
模具超寿命管理制度
模具超寿命管理制度模具超寿命管理制度的建立和执行,对于企业的生产经营至关重要。
本文将围绕模具超寿命管理制度的必要性、内容要点、实施方法和效果评估等方面展开论述。
一、模具超寿命管理制度的必要性1. 提高模具利用率。
模具作为生产过程中的重要设备,其利用率直接影响到生产效率和产品质量。
合理制定超寿命管理制度,可以提高模具的利用率,减少因模具寿命到期而导致的生产停滞情况。
2. 降低生产成本。
模具制造费用昂贵,模具的损耗和报废会增加企业的生产成本。
通过超寿命管理制度的执行,可以延长模具的使用寿命,降低更换模具的频率,从而降低企业的运营成本。
3. 提高产品质量。
模具在生产过程中直接影响到产品的加工精度和表面质量。
合理管理模具的超寿命,可以保证模具的使用性能和加工精度,进而提高产品质量和市场竞争力。
4. 促进企业可持续发展。
模具是企业生产的基础设施之一,其寿命管理直接影响到企业的生产效率和盈利能力。
建立健全的超寿命管理制度,有利于企业实现可持续发展、稳定增长。
二、模具超寿命管理制度的内容要点1. 梳理模具寿命数据。
对企业现有的模具进行梳理和分类,建立模具档案,记录模具的编号、型号、制造厂家、购买日期、使用年限等相关信息,为超寿命管理提供依据。
2. 制定超寿命管理规定。
在模具寿命管理制度中明确规定模具的超寿命范围、判定标准、承担责任和相关奖惩措施等内容,保证超寿命管理工作的顺利开展。
3. 定期进行模具检测与维护。
建立模具超寿命管理周期,定期对超寿命模具进行检测和维护,及时发现并排除模具的损坏和故障,延长模具的使用寿命。
4. 加强模具使用和保养培训。
对生产操作人员和模具维护人员进行培训,提高其对模具使用、保养和维护的认识和技能,确保模具得到正确使用和维护。
5. 建立模具维修与更换机制。
当发现模具出现超出使用寿命的老化和损坏情况时,及时进行修复或更换,确保生产流畅和产品质量。
6. 定期评估超寿命管理效果。
定期评估超寿命管理制度的执行情况和效果,总结经验和教训,不断改进和完善超寿命管理制度,提升模具管理水平。