消除残余应力的方法
焊接残余应力的消除方法
焊接残余应力的消除方法焊接残余应力是焊接技术带来的一个几乎无法避免的缺陷,其危害众所周知。
当焊接造成的残余应力会影响结构安全运行时,还需设法消除焊接残余应力,改善焊接接头的塑性和韧性,以提高焊件结构性能。
一、焊接的应力与应变:在接过程中,由于焊接件产生温度梯度,接头组织和性能的不均匀,就会在焊件内产生应力和应变。
焊后残留在焊件内的焊接应力就是焊接残余应力,它是没有外载荷作用时就存在的应力。
二、焊接残余应力的危害:焊接残余应力与外载荷产生的应力叠加,局部区域应力过高,使结构承载能力下降,引起裂纹和变形,使焊件形状和尺寸发生变化,需要进行矫形。
变形过大会因无法矫形而报废甚至导致结构失效。
三、减少焊接残余应力和变形的措施:①设计②焊接工艺如:尽量减少焊接接头数量相邻焊缝间应保持足够的间距尽可能避免交叉,避免出现十字焊缝焊缝不要布置在高应力区焊前预热等等四、焊后残余应力的消除方法消除焊接残余应力的方法有:热处理、锤击、振动法和预载法等。
1、热处理消除法焊后热处理是一种消除焊接残余应力常用的方法。
工程上我们主要用退火处理,火温度越高、保温时间越长,消除焊接残余应力的效果就越好。
但是温度过高,使工件表面氧化比较严重,组织可能发生转变,影响工件的使用性能,存在弊端。
蠕变应力松弛理论为热处理消除焊接残余应力提供了另一条思路,工件在较低温度时会发生蠕变,材料内部的残余应力会因应力松弛而得到释放,只要保温时间足够长,理论上残余应力可完全消除。
在低温消除焊接残余应力时,材料的组织和性能变化甚微,几乎不影响材料的使用性能,而且低温处理材料表面的氧化和脱碳也比较小,这就可以在材料的力学性能和组织基本不变的情况下达到降低材料焊接残余应力的目的。
2、锤击消除法焊后采用带小圆头面的手锤锤击焊缝及近缝区,使焊缝及近缝区的金属得到延展变形,用来补偿或抵消焊接时所产生的压缩塑性变形,使焊接残余应力降低。
锤击时要掌握好打击力量,保持均匀、适度,避免因打击力量过大造成加工硬化或将焊缝锤裂。
铝材去应力工艺要求

铝材去应力工艺要求
铝材的去应力工艺是为了消除或减轻在铝材制造过程中产生的应力,确保最终产品具有更好的机械性能和稳定性。
以下是一般铝材去应力工艺的要求:
1.热处理:
热处理是常见的去应力工艺,包括时效处理和固溶处理。
这可以通过在一定温度下加热铝材,然后迅速冷却来实现。
时效处理有助于调整晶体结构,减轻应力。
2.气体中调质:
在特定气氛中进行调质处理,如氮气或氢气氛中。
这可以改善铝材的表面质量,并有助于减轻应力。
3.等温淬火:
对于一些合金铝材,采用等温淬火工艺可以有效减轻应力。
这包括将铝材加热到高温,然后在等温时间内进行淬火。
4.机械去应力:
通过机械方式施加应力,然后再释放,以减轻材料内部的残余应力。
这可以通过压扁、压拉或切割等方式来实现。
5.去表面残余应力:
表面残余应力是由于切割、加工等操作引起的,可以通过表面处理、抛光等方式减轻。
这可以通过特殊的化学处理或机械抛光来实现。
6.均质化处理:
在铝材生产过程中,通过均质化处理,使铝材的组织更加均匀,有助于减轻应力。
7.选用低应力原材料:
选择生产过程中应力较小的原材料,以减少在制造过程中的应力积累。
8.冷却控制:
控制铝材的冷却速度,避免过快或不均匀的冷却,从而减轻应力。
这些工艺通常需要根据具体的铝材类型、用途和生产工艺进行调整。
在进行去应力处理时,需要仔细控制工艺参数,确保得到的铝材在使用过程中能够保持稳定性和优良的性能。
超声波冲击消除焊接残余应力工艺规程(修改)
冲击频率:选用20kHZ。在冲击头重量、冲击幅度一定时,频率决定冲击能量。
输出振幅:冲击头冲击振幅选定40μm。振幅也影响其冲击能量及塑性变形层深和时效层深。
冲击方向:冲击过程中,冲击头与焊缝表面垂直并做一定角度的摆动,且应沿焊缝来回移动。如图5。
处理速度:对板厚(δ=28~50mm)的角焊缝,冲击头移动速度一般在150mm/min左右。
1编制说明
本工艺规程根据招标文件、设计图纸及《设计技术交底》,并结合相关桥梁制作经验进行编制。
2超声波冲击调整焊接残余应力的目的
超声波冲击调整焊接残余应力的目的:降低焊接残余应力峰值,改善焊接部分的受力性能,提高焊接接头的疲劳性能,延长桥梁的使用寿命。
3超声波冲击时机
超声波冲击应在焊缝变形矫正、外观检验及无损检验合格后,且在焊缝外形修磨、检验合格后进行。
8.2应力测试方法:应力测点均在焊趾处,探头所选用尺寸为14×14mm2,所测应力为层深(δ)1.96mm处的平均应力。超声波冲击前后均对同一测点进行应力测试。应力测试灵敏系数选用K≥0.012mA/Mpa。
8.3测点布置:应力测量点布置在焊缝的焊趾处。
8.3.1钢槽梁部分,每一制造轮次中选取一个梁段,分别对腹板与底板及顶板各一条角焊缝进行冲击前后的应力测量;测点间距不得大于3000㎜。梁段长度L≤6000㎜时,测3点;梁段长度6000<L≤9000㎜时,测4点;梁段长度9000<L≤12000㎜时,测5点。以上测量点不含母材测量点,所选梁段母材测量1点,选在所选焊缝底板上的适当位置,且距腹板与底板角焊缝焊趾60~80mm。
4结构特点与超声波冲击调整焊接残余应力要求
4.1钢槽梁部分
钢槽梁断面为开口单箱单室断面,为全焊结构,腹板与顶、底板焊缝为厚板熔透角焊缝,焊接约束度大,焊后有较大焊接残余应力,为改善此部位受力性能,需要采用超声波冲击方法调整焊接残余应力。如图1中数字序号为需要调整焊接残余应力的焊缝。
如何利用高温回火来消除焊接残余应力
如何利用高温回火来消除焊接残余应力?
焊件用来消除焊接残余应力的高温回火分整体和局部两种方式。
⑴整体高温回火将整个焊件放在炉中加热到一定温度然后保温一段时间再冷却。
同一种材料,回火温度越高,时间越长,残余应力就消除得越彻底。
通过整体高温回火可以将80%~90%的残余应力消除掉,这是生产中应用最广泛的一种方法。
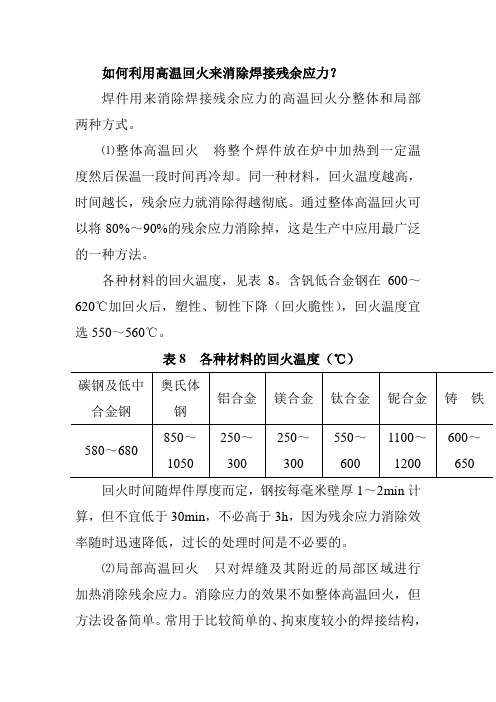
各种材料的回火温度,见表8。
含钒低合金钢在600~620℃加回火后,塑性、韧性下降(回火脆性),回火温度宜选550~560℃。
表8 各种材料的回火温度(℃)
碳钢及低中合金钢奥氏体
钢
铝合金镁合金钛合金铌合金铸铁
580~680 850~
1050
250~
300
250~
300
550~
600
1100~
1200
600~
650
回火时间随焊件厚度而定,钢按每毫米壁厚1~2min计算,但不宜低于30min,不必高于3h,因为残余应力消除效率随时迅速降低,过长的处理时间是不必要的。
⑵局部高温回火只对焊缝及其附近的局部区域进行加热消除残余应力。
消除应力的效果不如整体高温回火,但方法设备简单。
常用于比较简单的、拘束度较小的焊接结构,
如长筒形容器、管道接头、长构件的对接头等焊接残余应力的消除。
局部高温回火可采用气体、红外线、间接电阻或工频感应加热等。
焊接的应力如何消除

焊接的应力如何消除
一、减小焊接残余应力的措施
一般来说,可以从设计和工艺两方面着手:
1.设计措施:
①尽可能减少焊缝数量;②合理布置焊缝;③采用刚性较小的接头形式; 2.工艺措施:
(1)采用合理的装配和焊接顺序及方向①钢板拼接焊缝的焊接;②同时存在收缩量大和收缩量小的焊缝时,应先焊收缩量大的焊缝;③对工作时受力较大的焊缝应先焊;④平面交叉焊缝的焊接;
(2)缩小焊接区与结构整体之间的温差预热法、冷焊法
(3)加热“减应区”法
(4)降低接头局部的拘束度
5锤击焊缝
二、消除焊接残余应力的方法:
1.热处理法热处理法是利用材料在高温下屈服点下降和蠕变现象来达到松驰焊接残余应力的目的,同时热处理还可以改善接头的性能; 1整体热处理整体炉内热处理、整体腔内热处理整体加热热处理消除残余应力的效果取决于热处理温度、保温时间、加热和冷却速度、加热方法和加热范围;保温时间根据板厚确定,一般按每毫米板厚1~2 min
计算,但最短不小于30 min,最长不超过3h; 碳钢及中、低合金钢:加热温度为580~680℃;铸铁:加热温度为600~650℃; 2局部热处理局部热处理只能降低残余应力峰值,不能完全消除残余应力;加热方法有电阻炉加热、火焰加热、感应加热、远红外加热等,消除应力效果与加热区的范围、温度分布有关;
2.加载法加载法就是通过不同方式在构件上施加一定的拉伸应力,使焊缝及其附近产生拉伸塑性变形,与焊接时在焊缝及其附近所产生的压缩塑性变形相互抵消一部分,达到松驰应力的目的;
1机械拉伸法 2温差拉伸法 3振动法。
残余应力
残余应力测量方法与 消除技术
汇报人: 学 号:
• 残余应力的危害
主要内容
• 残余应力测量方法 • 残余应力消除技术
残余应力的产生及原因
残余应力是如何产生的呢? 机械零部件在铸造、热处理、焊接、 压力加工、切削加工等制造过程中, 由于受热不均、机械载荷等因素产 生内部应力,而当这些因素消失后 仍然有部分应力残留,就成为残余 应力。 残余应力产生的原因:
钻孔法示意图
典型的钻孔云纹图 条纹分布
环芯法与深孔法
环芯法:其原理与钻 孔法相似。 深孔法:原理是首先在 零件上钻一个小孔,精 确测量出小孔的直径, 然后在零件上钻一个与 小孔同心的环,其周围 因为应力释放而使小孔 的直径发生变化,经计 算得到钻孔处原有的应 力。
环芯法示意图
深孔法示意图
剥层法
剥层法常用于测定几何形状简 单(平板、圆柱)的试件。 原理:当通过电化学方法从含 有残余应力的平板或圆柱上去 除一层材料时,其内部残余应 力将不再平衡,当它重新平衡 时将导致平板变形,平板弯曲 的曲率取决于被去除掉的那层 材料原来的残余应力分布和遗 留部分材料的弹性性能。
成分差异 不同材料成分 的比容不同 渗碳、氮 化、电镀、 材料制备等
产生的工 艺过程
切削、喷 丸、冲压、 锻造等
热处理、焊接、 热处理、焊接、 材料制备等 材料制备等
残余应力的危害
1)残余应力能影响零件的加工精度。一方面,后续工 序将引起前道工序的残余应力重新分布;另一方面,残 余应力随时间的推移缓慢松弛,均能导致零件变形和尺 寸不稳定。 2)残余应力能够影响零件的疲劳强度。表面压应力增 大疲劳强度;表面拉应力减小疲劳强度。 3)表面残余拉应力能加速应力腐蚀。
钻孔法
《残余应力测量 》课件

通过对数据处理算法的优化,提高测量数据的处 理速度和准确性,从而提升测量准确度。
3
多参数测量融合
将多种参数测量结果进行融合,如表面形貌、材 料成分等,以更全面地反映材料的残余应力状态 。
THANKS
感谢观看
域产生残余应力。
对产品的影响
01
降低产品强度和疲 劳寿命
过大的残余应力可能导致产品在 使用过程中过早出现疲劳裂纹, 降低产品的疲劳寿命。
02
影响产品尺寸稳定 性
残余应力会导致产品在使用过程 中发生变形,影响产品的尺寸稳 定性。
03
引发应力腐蚀开裂
在某些腐蚀环境下,残余应力可 能会引发应力腐蚀开裂,对产品 的安全性能造成威胁。
光学干涉技术
利用光学干涉原理,通过测量材料表面的微小形变来推算残余应力 。
磁性测量技术
利用磁性材料的磁致伸缩效应,通过测量材料的磁致伸缩系数来反 演残余应力。
应用领域的拓展
航空航天领域
随着航空航天技术的不断发展,对飞机和航天器的结构健康监测要 求越来越高,残余应力测量技术将广泛应用于航空航天领域。
新能源领域
在新能源领域,如太阳能和风能等,需要对大型结构件进行残余应 力测量,以确保其安全性和稳定性。
汽车工业领域
汽车工业中,对汽车零部件的残余应力测量需求越来越大,以保障汽 车的安全性能和寿命。
测量准确度的提高
1 2
新型传感器技术
采用新型传感器技术,如高精度光纤传感器和纳 米压痕传感器等,以提高测量准确度和分辨率。
建筑领域
在建筑领域,残余应力的存在可能导致桥梁、高层建筑等结构出现裂纹、变形或破坏。
通过残余应力测量,可以评估结构的稳定性和安全性,为建筑物的维护和加固提供科学依据,确保建 筑物的长期使用安全。
焊后去应力的方法

焊后去应力的方法
为了消除和减小焊接残余应力,应采取合理的焊接顺序,先焊接收缩量大的焊缝。
焊接时适当降低焊件的刚度,并在焊件的适当部位局部加热,使焊缝能比较自由地收缩,以减小残余应力。
热处理(高温回火)是消除焊接残余应力的常用方法。
整体消除应力的热处理效果一般比局部热处理好。
焊接残余应力也可采用机械拉伸法(预载法)来消除或调整,例如对压力容器可以采用水压试验,也可以在焊缝两侧局部加热到200℃,造成一个温度场,使焊缝区得到拉伸,以减小残余应力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
消除残余应力的方法
消除残余应力是指在材料或结构中消除由外力引起的剩余应力,主要通过热处理方法实现。
1. 淬火和回火:淬火是将材料快速冷却到室温以下,使其形成马氏体结构,从而产生较高的表面硬度和残余应力。
回火是将材料在较低温度下加热一段时间,然后冷却,以减轻残余应力。
淬火和回火可以有效地消除大部分残余应力,提高材料的强度和韧性。
2. 热拉伸:热拉伸是通过加热材料到高温,然后进行拉伸,再冷却,以消除残余应力。
热拉伸方法可以使材料在不引起形变的情况下,通过热膨胀来消除应力。
3. 冷加工:冷加工是指通过塑性变形来改变材料的结构和性能,以消除残余应力。
冷加工可以通过压下、弯曲、拉伸、轧制等方式进行,可以有效地减轻残余应力。
4. 喷丸处理:喷丸处理是通过高速飞沙或高压水流冲击材料表面,以消除表面残余应力。
喷丸处理可以有效地改善材料的表面质量和耐蚀性,并减轻残余应力。
5. 超声波处理:超声波处理是将超声波能量传输到材料中,通过超声波的机械振动作用消除残余应力。
超声波处理可以迅速、均匀地改变材料的结构和性能,从而消除残余应力。
6. 磁性退火:磁性退火是通过在材料中施加高频电磁场,使材料的分子磁化方向改变,从而消除残余应力。
磁性退火可以在材料表面产生逆磁场,从而减轻残余应力。
7. 残余应力分析:通过应力测量、有限元分析或光学方法来分析和识别残余应力的分布和特征,从而采取相应的消除措施。
残余应力分析可以帮助确定消除残余应力的最佳方法,并指导材料或结构的设计和制备。
总之,消除残余应力的方法多种多样,可以根据具体情况选择合适的方法。
热处理、热拉伸、冷加工、喷丸处理、超声波处理、磁性退火和残余应力分析是常用的方法,可以有效地消除残余应力,提高材料或结构的性能和可靠性。