切边冲孔复合模的设计
落料冲孔复合模具设计说明

落料冲孔复合模具设计说明一、模具结构设计1.模具类型:落料冲孔复合模具由上模、下模和导向列组成。
根据工件的要求和形状,模具可以分为单向落料冲孔模、双向落料冲孔模和多向落料冲孔模等类型。
2.上模设计:上模一般由模座、上模板、射针等部分组成。
上模板与下模具配合使用,冲击力传递到工件上。
上模板应尽可能减小重量,提高模具寿命。
3.下模设计:下模由模座、下模板、导柱等部分组成。
下模板与上模具配合使用,负责支撑工件并传递冲压力。
下模板应具备足够的强度和刚度,以保证冲孔过程中不变形。
4.导向列设计:导向列用于保证上模与下模的定位精度。
导向柱是最常见的导向结构,其作用是使上模和下模在冲孔过程中保持相对位置的稳定性和精确性。
二、材料选择1.模具材料:常用于落料冲孔复合模具的材料有Cr12MoV、SKD11、SKH-9等。
这些材料具备良好的硬度、抗磨性和耐冲击性能,能够满足加工要求,并延长模具使用寿命。
2.工作板材:根据冲孔工件的特点和材料选择不同的板材,如不锈钢板、铝合金板、冷轧板等。
工作板材的选择应考虑其刚度、强度和耐磨性能,以提高冲孔质量和效率。
三、加工工艺1.毛坯选择:根据工件要求,选择适合的板材作为冲孔模具的毛坯。
在选择毛坯时,要注意其尺寸和平整度,以便后续的加工和使用。
2.模具加工:模具的加工过程包括车削、铣削、铣孔、磨削、钳工和装配等工序。
在加工过程中要注意控制尺寸精度和表面质量,确保模具在使用中的稳定性和寿命。
3.表面处理:模具的表面处理可以采用镀铬、硬质合金喷涂、表面渗碳等技术。
表面处理能够提高模具的耐磨性和抗腐蚀性,延长模具的使用寿命。
4.模具调试:模具制造完成后,需要进行调试和试模。
通过调试,可以检查模具的定位精度、冲孔质量和加工效率,确保模具满足设计要求。
综上所述,落料冲孔复合模具设计需要考虑模具结构、材料选择和加工工艺等方面。
通过合理的设计和加工,可以提高模具的使用寿命和冲孔质量,满足金属加工的需求。
(新)冲裁模的结构与设计_
冲裁模的结构与设计第一节冲裁模的分类按工序性质分:落料模、冲孔模、切边模、剖切模等;按工序组合分:单工序模、连续模、复合模;按导向方式分:开式模、导板模、导柱模、滚珠导柱模;按控制送料步距方法分:固定挡料销式、活动挡料销式、自动挡料销式、导正销式和侧刃式。
第二节单工序模的典型结构单工序模——压力机在一次行程中完成一道工序。
一、无导向的开式简单冲裁模工作过程:送料—冲裁—卸料、出件—送料模具特点:1、上下模之间无导向;2、导料板、挡料块、卸料板在一定范围内可调节;3、凸凹模装拆方便。
开式简单模的优缺点:优点:结构简单,重量轻,尺寸较小,制造简单,成本低。
缺点:安装调整麻烦,模具寿命低,冲件精度差,不安全。
应用:适用于精度低,形状简单,批量小的冲件。
二、导板式落料模1、导板式落料模(带固定挡料销)导板作用:对上模导向(凸凹模间隙均匀);与凸模间隙配合(薄H6/h5,厚H8/h7);凸模不能脱离导板(压力机行程<20mm);卸料作用;注意:导料板高度>固定挡料销高度+板料厚度缺点:送料不方便,须把条料往上台一下2、导板式落料模(带活动挡料销)活动挡料销:安装——板簧、螺钉结构——两条直槽,底部有斜面活动挡料销特点:送料方便,先推后拉。
导板模特点:比无导向模具的精度高,寿命长,使用安装容易,操作安全。
但其可靠性,精度,寿命等方面不如导柱式落料模。
三、导柱式落料模导柱与导套:作用——对上下模进行导向;安装——导套压入上模座,导柱压入下模座,其配合H7/h6 。
模具特点:弹性卸料装置;弹性顶件装置;冲件平整、质量高;适合于冲裁薄而软的冲件。
应用:精度高,寿命长,大批量生产四、拼块式落料模拼块模具的特点及应用1、节约钢材2、便于加工3、可以提高模具的制造精度与寿命4、便于修理拼块方法——拼接法与嵌入法五、冲孔模问题——半成品的定位放、取件方便安全1、落料件上冲五个孔的冲孔模2、弯曲件上冲孔的模具3、筒形件壁部冲孔的模具六、厚料冲小孔模具问题:凸模折断(受不平衡的横向力作用)提高凸模的强度与刚度——凸模局部导向1、全长导向结构的小孔冲模特点:导向精度高,凸模全长导向,在所冲孔周围先对材料加压。
第二章第6节 冲压模具设计——复合模和连续模
1
1.何谓冲压模具,其优点如何
何谓连续冲模具: 连续冲压模具是指数个工程都结合在同一模具内,将材 料穿入模内透过每一送距的冲压,能够完整的将五金制品 冲压成型。在各型的冲压模具中,连续冲压模具因具有着 高生产效率的产能,故最适合于大量生产之用,且连续冲压 模具应用范围极广,适用于各种五金零件制品。
3.2搭边值的确定
3.3条料宽度的确定
3.4材料利用率
3.5计算冲压力
3.6计算模具压力中心
由于该零件完全对称于相互垂直的两条多层 次线,所以模具的压力中心在几何图形的中 心。
四、模具结构的确定
4.1模具的形式 复合模又可分为正装式和倒装式。
经分析,此工件无较高的平直度要求,工 件精度要求也较低,所以从操作方便、模具制 造简单等方面考虑,决定采用倒装式复合模。
4.正装和倒装复合模的比较:
结构的比较:凸凹模位置不同,废料和冲 件取出方式不同。 生产率的比较:倒装模比正装模生产率高; 安全性的比较:倒装模比正装模安全可靠。 在倒装复合模中,如果在上模内采用弹性装置, 也可保证冲件有较高的平直度。所以,倒装模比正 装模应用更广泛。
5.复合模与其它模的比较:
2.2 连续模排样设计内容
(1)坯料排样(详见第二章相关内容);
(2)冲切刃口确定; (3)工序排样。
排样示意图
2.3 冲切刃口设计
1.冲切刃口设计原则 2.坯料切废后相关部位连接方式 (1)塔接 (2)平接 (3)切接
(1)塔接
(2)平接
(3)切接
2.4 工序排样
1.工序排样的内容和类型
4.3卸料装置
4.4导向零件
4.5模架
4.6计算模具刃口尺寸
一、工艺方案分析及确定
拉深模具设计要点

8 拉深模具设计
本章内容:各种拉深模具结构与工作原理,单动压力机拉深模、双动压力机拉深模;首次拉深模、以后各次
拉深用拉深模(后次拉深模);单工序拉深模、落
料拉深模、落料拉深冲孔模、落料正反拉深冲
孔翻边模等。
本章难点:单动压力机拉深复合模的工作原理、结构。
8.1 单动压力机首次拉深模
单动压力机首次拉深模所用的毛坯一般为平面形状,模具结构相对简单。
根据拉深工作情况的不同,可以分为几种不同的类型。
8.1.1 无压边圈的拉深模
适用于底部平整、拉深变形程度不大、相对厚度(t/D)较大和拉深高度较小的零件。
图8.1 无压边圈有顶出装置的拉深模
ﻬ
图8.2 无压边圈落件拉深模。
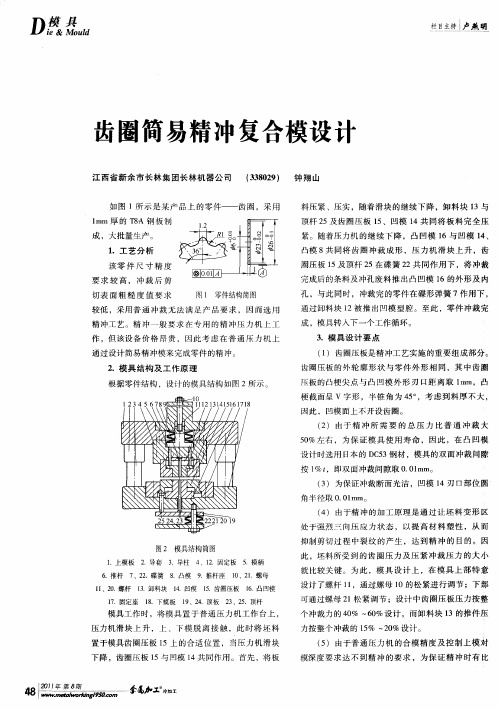
齿圈简易精冲复合模设计
通过卸料 块 1 2被推 出凹模 型腔 。至此 ,零 件 冲裁完
成 ,模具 转入下 一个工作 循环 。 3 .模 具 设 计 要 点 ( )齿 圈压板是精 冲工 艺实施 的 重要组 成部 分 。 1 齿圈压板 的外 轮廓 形 状 与零 件 外 形相 同 ,其 中齿 圈 压 板 的凸梗尖 点 与凸 凹模 外 形 刃 口距 离 取 1 mm,凸 梗 截面呈 V字形 ,半 锥角 为 4 。 5 ,考虑 到 料厚 不 大 ,
图 1所 示 为 某 冰 箱蒸 发 器 用 集 水 板 ,材 料 为 镀 锌钢板 ,厚 度 为 0 3 m,该 零 件 生 产 批 量 大 ,形 状 .m
验工装 测 量 。 由于 很难 一 次算 准 下 料 尺 寸 ,所 以先 设计 预 拉 深 模 具 和成 形 模 具 ,最 后确 定 落 料 尺 寸 。经 过 工 艺 分 析 和验证 ,冲 压 工 艺 安 排 如 下 :剪
因此 ,凹模 面上不 开设齿 圈。
作 ,但该设 备 价格 昂贵 ,因此 考虑 在 普 通 压 力机 上 通 过设计 简易精 冲模来 完成零件 的精 冲。 2 .模 具 结构 及 工作 原 理
根据零 件结构 ,设 计 的模 具结构 如 图 2所 示 。
( ) 由于 精 冲所 需 要 的 总 压 力 比普 通 冲 裁 大 2 5 %左右 ,为 保 证模 具 使 用 寿 命 ,因此 ,在 凸 凹模 0 设 计时选 用 日本 的 D 5 C 3钢材 ,模具 的双 面冲裁 间 隙 按 1 ,即双 面冲裁 间隙取 0 0 mm。 %t .1 ( )为保证 冲裁 断面光 洁 ,凹模 1 3 4刃 口部 位 圆
此 ,坯料 所受 到 的齿 圈 压 力及 压 紧 冲裁 压 力 的 大小
1 2.螺母 0、 1
冲孔模具设计说明书
冲孔模具设计说明书冲孔模具设计说明书1.引言本文档旨在说明冲孔模具的设计方案,并提供详细的设计要求和规范,以确保模具的性能和质量满足相关标准和要求。
2.设计目标在开始设计冲孔模具之前,首先要明确设计的目标,包括但不限于:- 冲孔模具的应用领域和用途- 冲孔模具的材料和制造工艺要求- 冲孔模具的几何形状和尺寸限制- 冲孔模具的使用寿命和维护要求3.冲孔模具的结构设计3.1 模具整体结构描述冲孔模具的整体结构,包括上模、下模和导向系统等。
对每个部分要求进行详细说明,包括材料选择、尺寸设计、配合要求等。
3.2 冲孔系统详细描述冲孔系统的设计要求,包括冲头、油缸、冲座等。
对每个组成部分进行细化说明,包括材料选择、尺寸设计、配合要求等。
3.3 技术参数列出冲孔模具的技术参数要求,包括最大冲孔力、冲床适配范围、模具重量等。
4.材料选择和加工工艺4.1 冲孔模具材料选择根据冲孔模具的应用和工作环境,选择合适的材料。
说明材料的物理性质、化学成分和机械性能要求。
4.2 冲孔模具的加工工艺描述冲孔模具的制造过程,包括数控加工、热处理、抛光等。
对每个工艺步骤进行细化说明,包括设备要求、工艺参数和工艺流程等。
5.模具试制和测试5.1 模具试制描述冲孔模具的试制过程,包括制造和装配。
对试制过程中可能遇到的问题进行分析和解决方案的提供。
5.2 模具测试列出冲孔模具的测试要求和方法,包括尺寸检测、冲床适配性测试、冲孔力测试等。
提供测试数据和结果分析。
6.模具维护和保养提供冲孔模具的维护和保养指南,包括清洁、润滑、防锈等。
对维护周期和方法进行详细说明。
7.附件本文档涉及的附件包括但不限于图纸和设计图。
8.法律名词及注释对文档中涉及的法律名词进行解释和注释,以确保读者对相关法律要求的理解。
落料拉伸冲孔复合模具设计
题目: 落料拉伸冲孔复合膜设计分院:机械与电子学院姓名:沈星星学号: 20213729专业:模具设计与制造指导教师:焦锡岩毕业论文辩论时间: 2021-6-14前言随着工业开展,冲压模具的应用越来越广泛。
同时由于产品更新换代速度的加快,除了要保证模具设计质量以外,对模具设计效率的要求也越来越高。
为了促进我国冲压模具技术的开展,从计算机技术、先进加工技术及装备、其它新技术与冲压模具等方面分析了我国冲压模具的技术现状。
结果说明:经过几十年的开展,我国的冲压模具总量位居世界第三位,加工技术装备根本已与世界先进水平同步。
本文首先分析了复合模具的工艺构造,介绍了复合模具的设计,重点介绍了模具的构造、凹凸模的设计、冲裁力的计算以及冲压机的选型。
其次详细阐述了落料拉深冲孔复合模的工艺设计与构造设计过程、对拉深凸模、落料凹模、落料拉深凹凸等模具主要的成型零件以及各种标准零件进展设计计算和选择,根本上确定了落料拉深冲孔复合模的整体构造框架。
本文设计的复合模具适用于加工几何尺寸较大、形状复杂、精度要求较高的冲压类零件,通过理论分析和大量的工程实践探索,在模具上采用了一些特殊机构,可使操作简单,提高生产效率,对提高企业的市场竞争力有着现实的意义。
通过了复合模具的设计,可以将传统的分模加工合二为一,使落料、拉深、冲孔一次成形,防止了分模加工中定位误差的生产,从而保证了质量,降低了本钱,提高了生产效率。
页脚下载后可删除,如有侵权请告知删除!目录\前言 (Ⅰ)目录 (Ⅱ)第1章绪论 (1)1.1冲压模具简介 (2)1.1.1 冲压成形与冲压模具的概念 (2)1.1.2 冲压模具的分类 (2)1.2 本课题主要研究的内容及意义 (3)第2章复合模具总体方案的分析与确定 (5)2.1 工艺方案分析 (5)2.1.1 工件的分析 (5)2.1.2 落料拉深工艺分析 (5)工艺方案确实定 (6)第3章主要的工艺参数计算 (7)3.1 毛坯尺寸的计算 (7)3.2 排样 (7)3.3 工序压力计算 (8)3.4 冲压设备的选择 (9)第4章主要工作局部尺寸计算 (11)4.1 落料刃口尺寸计算 (11)4.2 冲孔刃口尺寸计算 (11)4.3 复合模具主要零件的设计 (12)第5章落料拉深冲孔复合模装配 (18)5.1 冲压模具装配的技术要求 (18)5.2 落料拉深冲孔复合模装配的特点 (19)复合模具的总体设计 (19)复合模具总装配 (19)总结与展望 (24)参考文献 (25)致谢 (26)第1章绪论在现代工业生产中,模具是生产各种产品的重要工艺装备。
毕业设计说明书(例)
J IANGSU UNIVERSITY本科毕业论文压盖冲压工艺与模具设计Stamping Process and Molding Design of a Gland学院名称:继续教育学院专业班级:机械设计及自动化学生姓名:指导教师姓名:袁国定指导教师职称:教授2010 年 6 月摘要冲压模具在实际工业生产中应用广泛。
在传统的工业生产中,工人生产的劳动强度大、劳动量大,严重影响生产效率的提高。
随着当今科技的发展,工业生产中模具的使用已经越来越引起人们的重视,而被大量应用到工业生产中来。
冲压模具的自动送料技术也投入到实际的生产中,冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
本文根据压盖的结构特点及技术要求,通过对各工艺方案进行比较,设计了落料拉深复合模和切边冲孔复合模,并利用UG软件对其进行三维的分析。
对工件进行了工艺计算,确定了各零件的尺寸及结构。
其中详细介绍了凸模、凹模、固定板、垫板、卸料板等零部件的设计与制造、以及压力机的选择和模架的选择。
关键词冲压模具工艺方案复合模零件压力机AbstractPunching die has been widely used in industrial production.In the traditional industrial production,the worker work very hard,and there are too much work,so the efficiency is low.With the development of the science and technology nowadays,the use of punching die in the industial production gain more attention, and be used in the industrial production more and more.Self-acting feed technology of punching die is also used in production, punching die could increase the efficience of production and could alleviate the work burden,so it has significant meaning in technologic progress and economic value.This article based on design features and technical requirements of a gland,by analyzing process plans,design the blanking-drawing gang dies and trimming-piercing gang dies, and carries on the three dimensional analysis using the UG software to it.Launched the process computation,determine the size and structure of all parts.In which in detail introduced the designs and the manufacture of convex die,concave die,fixed plante,pad,stripper plate ,as well as the press choice and the pould frame choice.Keywords:Punching die process plans gang dies a parta press目录前言 (1)第一章绪论 (2)1.1 产品介绍 (2)1.2 课题介绍 (3)第二章工艺设计 (4)2.1产品冲压工艺性分析 (4)2.2工艺方案确定 (4)第三章工艺计算 (6)3.1 拉深件毛坯尺寸的计算 (6)3.1.1确定修边余量 (6)3.1.2计算毛坯直径 (6)3.1.3确定拉深次数 (6)3.2 排样图设计 (7)3.2.1排样图的意义和材料利用率 (7)3.2.2排样图确定 (8)3.3 工艺力计算 (8)3.3.1计算总压力 (8)3.3.2确定压力中心 (9)3.3.3压力机的选择 (10)3.4 刃口尺寸计算 (10)3.5 弯曲的工艺性分析 (11)第四章模具设计 (12)4.1落料拉深模零件结构尺寸设计 (12)4.1.1落料拉深模工作零件的设计 (12)4.1.2落料拉深模定位装置的设计 (15)4.1.3落料拉深模压料、卸料及推件装置的设计 (15)4.1.4落料拉深模导向零件的设计 (17)4.1.5落料拉深模固定零件的设计 (18)4.2 切边冲孔模零件结构尺寸设计 (21)4.2.1切边冲孔模工作零件的设计 (21)4.2.2切边冲孔模推件装置的设计 (24)4.2.3切边冲孔模导向零件的设计 (24)4.2.4切边冲孔模固定零件的设计 (25)4.3 模具总装图绘制与模具零件材料的选用 (28)4.3.1落料拉深复合模总装图绘制 (28)4.3.2切边冲孔复合模总装图绘制 (29)4.3.3模具零件材料的选择 (30)第五章结论 (31)参考文献 (32)致谢 (33)引言模具技术未来发展趋势主要是朝信息化、高速化生产与高精度化发展。
止动垫片冲裁复合模模具设计说明书
止动垫片冲裁复合模模具设计摘要本次设计了一套冲孔、落料的模具。
首先要对止动垫片进行工艺分析,经过工艺分析和对比确定模具架及压力机,确定压力机的型号。
再分析对冲压件加工的模具适用类型选择所需设计的模具。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在说明书中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性与本次设计的意义,对冲压件的工艺分析,工艺方案的确定。
通过,对零件排样图的设计,完成了材料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算。
最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。
通过前面的设计方案画出模具各零件图和装配图。
关键字:冲压;落料冲孔;模具结构;复合膜Gasket Blanking Stop Mold Design Of ComplexABSTRACTThe design of a punching, blanking die. We must first stop the gasket process analysis, process analysis and comparison through the mold frame and press OK, OK press models. Further analysis of the stamping process to select the desired type of mold for the design of the mold. Types obtained after the design of the mold die design process of the working parts express.In the description in the first part, described the development of stamping die, stamping die shows the importance and significance of this design, the stamping process analysis, process plan determined. Passed, the design of components layout diagram, complete the calculation of material utilization. Blanking process further force calculation and Die Design and calculation of working part. Finally, the main components of the design and selection of standard parts, mold design drawing based time and provide the basis for forming the mold, as well as provide the basis for each size assembly drawings. Draw through the front of the mold design and assembly drawings of parts.Key word:Wash to press;Fall to anticipate to hurtle the bore;Molding tool construction; Composite film目录前言 (1)第1章绪论 (5)1.1 模具行业 (5)1.2国内外模具发展状况及趋势 (5)1.3本次设计的主要方向、目的 (6)第2章制定止动垫片的工艺过程 (8)2.1 设计任务书及产品图 (8)2.2分析零件的工艺性 (9)2.3冲裁零件工艺方案的拟定 (9)2.4排样形式和剪裁方法、材料利用率计算 (11)2.5计算冲压力、选择压力机 (12)2.6确定模具压力中心 (13)第3章止动垫片复合模结构设计 (17)3.1模具类型及结构形式的确定 (17)3.2绘制模具总装配图的步骤 (17)3.2.1工件排样图 (17)3.2.2工作零件 (18)3.2.3定位零件 (19)3.2.4固定板、垫板 (21)3.2.5导向、固定、紧固及其它零件 (22)3.3绘制零件图 (23)3.4导柱导套选择 (24)3.5模座选择 (24)3.6螺钉、销钉的选用 (25)第4章模具加工技术要求 (26)4.1表面粗糙度及标准 (26)4.2加工精度 (27)4.2.1尺寸偏差 (27)4.2.2形位公差 (27)4.2.3配合要求 (27)结论 (29)谢辞 (30)参考文献 (31)前言冷冲压是利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件(俗称冲压件或冲件)的一种压力方法。
超薄成形件复合模设计
箔 、料 厚 为 00 mm。成形 后 要 求表 面 平整 ,不 .5
允许有 划痕 、皱 褶 、拉裂 ,成形 处不允许有 凹坑 、
塌 陷等冲 压缺 陷 。 由于 料很 薄且 要求 又很 高 ,如 果 采 j 工序 模 , 由于 多 次定 位 会 产 生 累积 误 玎单 差 ,且 多次 周转工 件 不可避 免地 会变 形 , 同时 ,
r q ie n fp o u t o mi g p l u e h n u b rc mp u d d e wi r wi g, p n h n e u r me t r d c r n , o y r t a e r b e o o n i t d a n o f h u c ig
和 R mm 三 段 圆 弧相 切而 形 成 的 ,故 拉深 性 能 6
好 。零 件 上 ∞ .mm孔是 拉 深 成形 后 冲制 的 ,冲 2
该孔时,由于凸凹模 的尺寸太小,且料又很薄,
冲 孔后 为 了避 免毛 刺 的出现 , 就必须 使 凸、 模
采 用零 间隙 ( 负间 隙 )的配合 。零件 的切边 是 或
牛产率也很低 。所以,不能采用用 单工序模成形
该零件 ,需 设计 了一 副拉 深 、冲孔 、切边 聚 氨酯
在拉深和冲孔后பைடு நூலகம்行的,为了使切边后边缘不出
现 毛 刺 ,切 边 凸 、 凹模 也只 能采 用 零 问 隙 的 眦
合。
图 1 振 膜 零 件 图
2 复合模结构特 点
收稿 日期: 2 0 —51 0 60 —9 作者简介 : 张 鑫 ( 90~) 17 ,男,j 程师。 二
( )为 了控制 压料 、拉深 、冲孔 、切 边 、顶 3
1螺杆 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切边冲孔复合模的设计与制造 第一章 零件的工艺分析 一、零件材料的分析 08F钢强度、硬度很低,而塑性、韧性极高,具有良好的冷变形性和焊接性,正火后切削加工性尚可,退火后导磁率较高,剩磁较少,但淬透性、淬硬性极低。 二、零件的结构分析 该零件结构简单,尺寸没有公差要求,尺寸均为自由公差,外形对称。 三、零件的工艺性分析 该零件是钢料,该零件形状的基本特征是一般的有凹圆的圆筒形件,为圆筒形件底部有一个Φ10孔,内部圆周直径为Φ28,尺寸均为自由公差,因一般情况下,拉深件的尺寸精度应在IT13级以下,不宜高于IT11级。所以将内部直径改为Φ28 +00.3。高度10 +00.2为IT11-IT12级精度。主要成形方法是冲裁、拉深、切边冲孔和弯曲。零件的dt/d、h/d都不太大,其拉深工艺性较好。该零件为大批量生产,零件外形简单对称。材料为08F钢,采用冲压加工经济性较好。 零件如图:
图1-1 零件图 其余R=0.4 t=1mm 切边冲孔复合模的设计与制造 第二章 确定冲压工艺方案 冲压工艺方案的确定是制定冲压工艺过程的主要内容,需要综合考虑各方面的因素,有的还需要进行必要的工艺计算,因此,实际确定时通常先提出几种可能的方案。再在此基础上进行分析、比较和择优。从零件的结构和形状可知,所需基本工序为落料、拉深、冲孔、弯曲四种。但工序模具生产效率低难以满足大批量生产的要求,为了提高生产效率主要采用复合冲裁或级进冲裁两种方式。若采用级进模虽然生产效率很高,但模具的结构比较复杂,对制造精度要求较高,一般生产周期长,成本高维护也比较困难。采用复合冲裁时,冲出的零件精度和平直度较好,生产效率也较高,模具结构较级进模简单生产成本也比级进模的低。 切边冲孔复合模的设计与制造 第一节 零件毛坯的尺寸计算
(1)弯曲毛坯尺寸的确定 对于r<0.5t的弯曲件毛坯长度的计算公式 Lz=5+4+5+0.6t=5+5+4+0.6×1=14.6
(2)拉深次数的确定及尺寸计算 因板料厚度t为1mm故按厚度中线尺寸计算,如图所示。 2.1.1计算坯料尺寸 D=(d22+4d2H-1.72rd2-0.56r2)½ =(29*29+4*29*10.5-1.72*2.5*29-0.56*2.5*2.5)½=43.94mm L1=Lz+2*2.5=19.6mm L=L1+D=63.54mm
图2-1 2.1.2 确定拉深次数 根据坯料的相对厚度t/D=1/43.94=2.28% 拉伸系数m=d/D=29/43.94=0.66大于极限拉深系数[m],所以一次拉深成形。
第二节 拟定冲压工艺方案 根据以上的分析计算,该零件的冲压加工需以下基本工序:落料、拉深、冲Φ10mm的孔、切边、弯曲。 根据以上基本工序,拟定一下冲压工艺方案。 方案一:落料与拉深复合→其余按基本工序。 方案二:落料与拉深复合→冲孔与切边复合→弯曲。 方案一工序组合程度较低,生产率较低。不过各工序模具结构简单,制造费用低,对中小批量生产是合适的。 方案二制作出的零件尺寸精度高,需要两个复合模具,可获得高切边冲孔复合模的设计与制造 的生产率,而且操作方便。模具的结构复杂,制作周期长,生产成本高。因此,只在大批量生产中才较适宜。此次生产就是大批量生产故决定采用方案二的冲压工艺方案。 冲压工艺方案为:落料与拉深复合→冲孔与切边复合→弯曲
第三章 模具总体结构方案 在冲压工艺方案确定以后,根据零件的形状特点、生产批量、模具制造条件、操作与安全要求、以及利用现有设备的可能,确定每道工序所用模具的总体结构方案。 模具总体结构方案的确定包括以下内容: (1) 模具类型 模具类型主要是指单工序模、复合模、和级进模三种,模具类型应根据生产批量、冲件形状与尺寸等因素确定。及根据冲压工艺方案确定采用复合模。 (2) 操作与定位方式 根据生产批量确定采用手工操作、半自动操作或自动化操作;根据坯料或工序件的形状、冲件精度要求、材料厚度、模具类型、操作方式等确定采用坯料的送进导向与送料定距方式或工序件的定位方式。虽然此零件的生产批量较大但合理的安排生产可用手工送料方式能够达到批量要求,且能降低模具成本,因此采用手工送料。为了便于操作和保证零件的精度且零件不太小所以采用挡料销、导料销作为定位方式。 (3) 卸料与出件方式 根据材料的厚度、尺寸与质量要求、冲压工艺性质以及模具类型等,确定卸料选用弹性卸料装置,出件选用刚性顶件装置。 (4) 模架类型及精度 根据冲压件尺寸与精度,材料厚度、模具类型、送料与操作等因素确定,由于零件厚度薄,冲裁间隙较小且零件为对称的回转体拉深件,则冲裁时一般不会承受大的偏心载荷又是复合模,因此选用中间导柱圆形模架。考虑到零件的精度要求不高但冲裁间隙较小,所以采用错误!未找到引用源。级模架精度。 切边冲孔复合模的设计与制造 第四章 主要工艺参数的计算
第一节 确定排样与裁板方案 板料规格拟选用1×900×1800mm
( 08F钢板)因为坯料
长L=63.54mm、宽b=43.94mm,不算太小考虑到操作方便采用条料单排,取搭边值a=1.8mm a1=1.5mm,则 进 距:S=b+a1=43.94+1.5=45.44mm 条料宽度:B=L+2a=63.54+2×1.8=67.14mm
4.1.1 采用纵裁 每板条料数:n1=900÷67.14≈13条 余27.18mm 每条零件数:n2=(1800-1.5)/45.44≈39件 余26.34mm 每板零件数:n1×n2=13×39=507件 材料利用率:η=(507×1725.5456)/900×1800=54% 4.1.2 采用横裁 每板条料数:n1=1800÷67.14≈26条 余54.36mm 每条零件数:n2=(900-1.5)/45.44≈19件 余42.10mm 每板零件数:n1×n2=26×19=494件 材料利用率:η=(494×1725.5456)/900×1800=52% 由此可件,纵裁有较高的材料利用率,且该零件没有纤维方向行的。故决定采用纵裁法。
图 4-1 排样图 切边冲孔复合模的设计与制造 现对切边冲孔复合模进行设计与加工 第二节 计算该工序的冲压力及选择设备 毛坯如图所示:
1、冲压力计算 切边力:F1=Ltσb=135.7×1×304×1.3=53628.64N 卸料力:Fx=KxF1=0.05×53628.64=2681.432N 推件力:FT=KT F1 =0.055×53628.64=2949.58N 冲孔力:F3= LtσB=10π×2×395=24806N F1——冲裁力(N) L——冲件周边长度(mm) t ——材料厚度(mm) σb——材料抗拉强度(MPa)
Kx——卸料力系数,数值可查表 2、压力机标称压力的确定 标称压力是指滑块在工作行程内允许承受的最大负荷,而滑块必须在到达下止点前某一特定距离内允许承受标称压力。标称压力是压力机的主要技术参数。对于冲裁工序,压力机的标称压力应大于或等于冲裁时总冲压力的1.1~1.3倍,即Fg≥(1.1~1.3)×F
Σ 冲压工艺总力:FΣ= F1+ Fx + FT + F3=84065.652N
标称压力Fg≥1.3×FΣ= 110KN 因为本工序是切边冲孔复合,因此压力机标称压力时应考虑压力机的许用压力曲线,本工序可选用开式双柱可倾式压力机J23-16压力机。 J23-16压力机的主要技术规格为: 切边冲孔复合模的设计与制造 公称压力:160 KN 滑块行程:55 mm 滑块行程次数:120次/min 最大封闭高度:220 mm 封闭高度调节量:45 mm 垫块尺寸:40 mm 模柄孔尺寸:直径40 mm 深度60 mm
第四节 弹性卸料装置的选用 弹性卸料装置由卸料板、卸料螺钉和弹性元件(弹簧和橡胶)组成。本设计选用弹性元件是橡胶。弹性卸料板的平面外形尺寸等于或稍大于凹模板的尺寸,厚度取凹模厚度的0.6~0.8倍。卸料板与凸模的双边间隙根据冲件料厚确定,一般取0.1~0.3 mm(料厚时取大值,料薄时取小值)。为了便于可靠卸料,在模具开启状态下卸料板工作表面应高出凸模刃口端面0.3~0.5 mm。卸料螺钉一般采用标准的阶梯形螺钉,取数量按卸料板形状与大小确定。卸料螺钉的直径根据模具大小可选用8~12 mm,各卸料螺钉的长度应一致,以保证装配后卸料板水平和均匀卸料。 考虑到模具的结构,选用6个圆筒形的聚氨酯橡胶,则每个橡胶所承受的顶件力为Fy= Fx/n=2681.432/6≈447N 确定橡胶的横截面积A:取hy =10%h0,查表的p=1.1MPa,则 A=Fy/p=447N/1.1N/ mm2 ≈406.4 mm2
确定橡胶的截面尺寸:选用直径为10 mm的卸料螺钉,取橡胶上螺钉过孔直径d=12 mm,则橡胶外径D根据 π(D2 -d2)/4=A 求得 D= (d2 +4A/π)½ =(122 +4×44)½≈18mm 为了保证足够卸料力,可取D=20mm。 卸料板为圆形的常选用3-4个,但由于卸料力比较大经计算选用6个。卸料螺钉的直径根据模具选用10 mm。
第五节 出件装置