现代切削技术
现代机械设计制造工艺和精密加工技术研究
现代机械设计制造工艺和精密加工技术研究摘要:工业4.0战略背景下,机械制造产业产品质量,与制造工艺和精密加工有密切联系。
科技作为发展第一生产力,优化机械设计工艺和技术,为产业发展注入活力。
夯实机械制造实力的同时,满足市场提出的特殊要求,助力机械制造产业发展。
针对机械制造发展方向、工艺、技术等深入探索,对现代机械设计发展前景展望,对于现代化机械领域发展有重要的现实意义。
关键词:现代机械设计;制造工艺;精密加工技术引言:市场经济飞速发展过程中,对现代化工艺生产提出更高要求。
现代化生产制造,不仅要保证产品质量,还应在原有基础上设计优化,保证产品美观度。
因此,基于机械设计质量和产量等要求,机械制造领域中,精密加工技术得以发展,通过对产品精密设计,提高制造工艺水准,满足机械制造产业实力,促进机械设计领域稳定发展。
一、机械制造工艺与精密加工技术概述(一)机械制造工艺机械制造工艺是现代化机械领域的重要内容,以高标准施行制造工艺。
先进的制造工艺,能够提高材料使用效率,提高产品精密性。
实际发展中,能够发现机械制造工艺还存在一定不足,导致技术有待完善,难以满足现阶段的机械生产需求。
还需要根据工艺体系进行升级,促使整体制造工艺水平提升。
(二)精密加工技术精密加工技术是实现机械产品精细化生产的重要内容,对于整个制造业发展有促进性作用。
具备先进的精密加工技术,能够显著提高机械制造工艺,保障行业长效发展。
精密加工技术包含了切削技术、研磨技术、纳米技术等,能够通过精密加工提高产品制造质量,满足高精度零件、产品加工需求,为制造行业发展提供良好支撑。
二、现代机械设计制造工艺和精密加工技术概述(一)特点1.关联性现代机械设计制造与精密加工均有一定难度,其复杂性体现在产品设计、生产等多个环节中。
两者在产品生产研发过程中,有关联性。
也就是说,任何一个环节出现问题,都会影响后续工作开展,导致工艺和加工技术效果差强人意。
2.系统化生产角度来看,现代机械制造工艺和精密加工技术是共同体的存在。
金属切削原理及其在现代加工中的应用
金属切削原理及其在现代加工中的应用金属切削是工业生产中常见的一种加工方法,广泛应用于制造业的各个领域。
金属切削原理主要涉及切削力、金属材料的塑性变形和剪切变形等方面,充分理解切削原理对于合理选择工具、刀具、切削参数以及提高切削加工质量和效率具有重要意义。
金属切削原理的基本概念是在切削加工过程中,利用刀具切割工件,将金属材料从工件上去除,形成所需要的形状和尺寸。
在切削过程中,刀具对金属材料施加力,导致金属材料的塑性变形和剪切变形,最终实现金属材料的去除。
在金属切削过程中,切削力是一个重要的参数,它直接影响切削加工的稳定性、工具寿命和加工质量。
切削力的大小与切削材料的物理性质、工具几何因素、切削参数等因素有关。
通过合理选择刀具材料、切削液以及控制切削参数,可以降低切削力的大小,提高切削加工的效率和质量。
金属材料的塑性变形和剪切变形是切削原理的重要内容。
在金属切削过程中,刃口与工件接触,通过刀具的旋转和移动,刀具对工件产生强大的剪切力,导致金属材料的剪切变形。
同时,金属材料还会经历塑性变形,即在切削过程中,金属材料发生的弯曲和伸长现象。
这些塑性变形和剪切变形共同作用,实现了金属材料的切削。
金属切削原理在现代加工中得到了广泛的应用。
首先,金属切削加工可以实现复杂形状和高精度的加工需求。
通过选择合适的刀具和切削参数,可以在金属材料上精确地切割出所需要的形状和尺寸,满足现代制造领域对产品高精度的要求。
其次,金属切削可以用于加工各种金属材料,包括常见的钢铁、铜、铝等金属材料,同时也包括一些高强度、高温合金等特殊材料。
采用不同的刀具和切削参数,可以适应不同金属材料的切削需求,并实现高效率的加工。
另外,金属切削在现代制造中有着广泛的应用领域,如汽车制造、航空航天、电子设备等。
在汽车制造中,金属切削被广泛应用于发动机、底盘、车身等零部件的加工过程。
在航空航天领域,金属切削则常用于航空发动机、飞机构件等的加工中。
在电子设备制造中,金属切削则被应用于手机、电脑等设备的加工。
现代切削技术的若干问题探讨

身也取得了不小 的进步 ,但是直至 2 世 纪 7 年代 ,总 O O 体上并没有超越传统切削技术 的范 畴,其最 突出的标志
维普资讯
隧盔 现 代 切 削 技 术 的 若 干 问题 探 讨
湖南省郴州职业技术学院 (2 00 张杨林 430)
切削加工作为制造技术的主要基础工艺 ,是汽 车工 业 、航空航天工业 、能源工业 、军 事工业和新兴 的模 具 工业 、电子工业 等部 门主要的加工技术 ,也是这 些工业 部 门迅速发展的重要因素 。尽管近净成形技 术、堆积成 形技术是非常有前途 的新工艺 ,但切削加工作 为制造技 术主要基础工艺的地位没 有改 变 ,相反 ,切削技术 进入 了高速发展的新时期——现代切 削技术阶段 。因此 ,认 识和掌握现代切削技 术的发展 机制 、了解其 技术特征 和
参 加 磊 工冷工
维普资讯
如- L】 Z _
收到十分有限的效果 ,甚至可能适得其 反。提高切削技 术与为用户和社会创造可观效益 的内在联 系 ,已被越来 越多的刀具 制造商和刀具用户所认识 和接受 ,并转化 为 推动切削技术 进步 的强 大动力 ,在短短 2 O年左 右的时 问里 ,将切削技术推上了现代切削技术 的新 阶段 。
有十分重要的意义。MW
( 收稿 日期 :2 0 0 0 ) 07 86
R = .5m的镜面, 0O 用其他加工方法是不可能达到的。
()排 屑 、断 屑 比较 困难 的切削 加 工 钻 孔 、铰 4
囵 窒生 丝塑 丝
WWW. ma hi i . o c n st c m. n c
现代模具高速切削工艺研究
减少 , 这样有利 于“ 咬住” 材料并 去除之 ; 同时 , 顺铣 时刀刃主
要受压应力作 用 , 受力 状态较 理想 , 样可 以减少 刀具 的磨 这
() 3 热变形小 。高速加工过程 中, 由于极 高的进给速 度 , 9 %的切削热被 切屑带 走 , 5 工件基本 保持 冷态 , 这样零 件不
领域的热点和发展方 向。
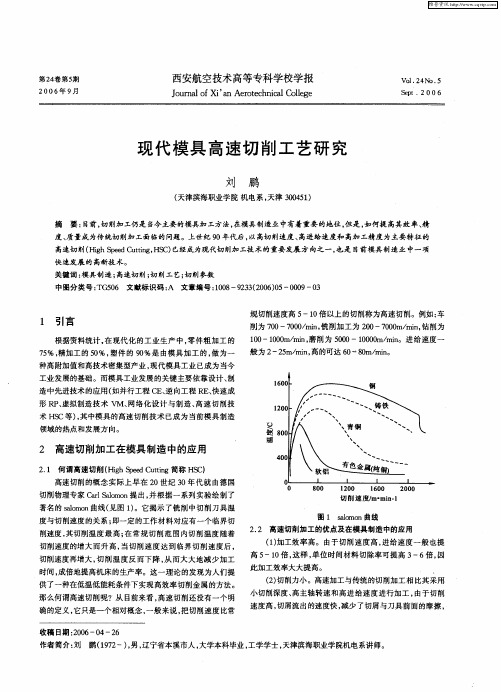
规 切削速度高 5 0 以上的切削称为高速切削 。例如 : —1 倍 车
削 为 7 0—7 0 / n 铣削加 工为 2 0—7 0 m/ i, 0 0 0 mi, 0 0 0 m n 钻削为
10 0 0 mi, 0 —10 m/ n 磨削 为 50 0 0—10 0 mi。进 给速度一 0 0 m/ n 般 为 2—2 m/ n 高 的可达 6 —8 m/ n 5 mi, 0 0 mi。
O
8 00
10 20
l 00 6
20 00
切 削速 度, ri. m・ n 1 a
图 1 s o n曲线 a mo l
2 2 高速切削加工的优点及在模具制造 中的应用 . ()I 1  ̄ I效率 高。由于切削 速度 高, 进给速 度一 般也提
高5 0 , —1 倍 这样 , 位时间材料 切除率可 提高 3 6 , 单 — 倍 因
现 代 模 具 高速 切 削 工 艺 研 究
刘 鹏
( 天津滨海职业学 院 机 电系 , 天津 30 5 ) 0 4 1
摘
要: 目前, 削加 工仍是 当今主要 的模具加 工方法, 具制造业 中有着重要 的地位 , 切 在模 但是 , 如何提 高其效率 、 精
度 、 量成 为传 统切 削加 工面临的问题 。上世纪 9 质 0年代后 , 以高切 削速度、 高进 给速度和 高加 工精 度为主要特征 的 高速切 削( i pe ut g HS 已经成为现代切 削加工技 术 的重要发展 方 向之 一, Hg S edC tn , C) h i 也是 目前模具制 造业 中一 项 快速发展 的 高新技术 。 关键词 : 模具制 造 ; 高速切 削; s b 削工艺; 削参 数 切 中图分类号 : G5 6 文献标识码 : 文章编号 :0 8 2 3 2 0 )5 0 9 3 T 0 A 10 —9 3 ( 0 60 —0 o —0
现代切割技术

现代切割技术前言在现代工业制造领域中,切割是应用量很大、应用面广泛的基础工艺之一,尤其是在工程机械制造行业,切割工作量占有很大的比重,切割的效率和质量将直接影响生产的效率和质量。
近年来,国内外切割技术取得了突破性进展,从单一的氧乙炔火焰气割发展成为新型工业燃气火焰切割、等离子弧切割、激光切割、水射流切割、超声切割等多能源、多种工艺方法在内的现代化切割技术,与此同时又将现代化数控技术与切割技术相结合,研究开发出新一代的全自动数控切割设备。
一、几种典型切割技术1、氧乙炔/新型燃气火焰切割自1895年法国人LeChatelier发明氧乙炔火焰,至1900年Fouch和Picard制造出第一把氧乙炔割炬,氧乙炔火焰切割作为最古老的热切割技术至今仍是机械制造中的一种加工方法。
由于乙炔生产的原料为电石,生产过程中会排出大量电石渣(1t电石生成3。
3t电石渣)及HS、S0等有毒有害气体,严重污染环境,在制取溶解乙炔气同时又消耗大量重要化工原料丙酮,加大了生产成本。
因此,近20年来国内外有关研究机构及企业相继投入大量资金,开发研究成本低、安全、减少环境污染的新型燃气,目前国内己自主开发及引进了多种新型工业燃气代替乙炔用于工业火焰加工.同时与新型工业燃气相配套的割炬也相继投建成投产,各种割炬器种齐全。
手工割炬切割厚度可达350mm,机用割炬切割厚度可达1800mm.2、线切割,线切割,其基本工作原理是利用连续移动的细金属丝(称为线切割的电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
线切割主要用于加工各种形状复杂和精密细小的工件,例如线切割可以加工冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、样板、线切割还可以加工各种微细孔槽、窄缝、任意曲线等。
线切割有许多无可比拟的优点,比如:线切割具有加工余量小、线切割具有加工精度高、线切割具有生产周期短、线切割具有制造成本低等突出优点,线切割已在生产中获得广泛的应用。
先进制造技术 第2章 高速切削技术2-1

萨洛蒙在l924一1931年间,进行了一系列的高速切削实验: 在非黑色金属材料,如铝、铜和青铜上,用特大直径的刀 盘进行锯切,最高实验的切削速度曾达到14000m/min, 在各种进给速度下,使用了多达20齿的螺旋铣刀。l931年 申请了“超极限速度”专利,随后卖给了“Krupp钢与工 具制造厂”。 萨洛蒙和他的研究室实际上完成了大部分有色金属的切削 试验研究,并且推断出铸铁材料和钢材的相关曲线。 萨洛蒙理论提出了一个描述切削条件的区域或者是范围, 在这个区域内是不能进行切削的。萨洛蒙没有提出可靠的 理论解释,而且他的许多实验细节也没有人知道。
刀具磨损曲线
三、高速切削切屑形成
高速切削试验表明,工件材料及 性能对切屑形态 有决定性影响。
低硬度和高热物理性能的工件材料(铝合金、低碳钢、未 淬硬钢等)易形成连续带状切屑。 高硬度和低热物理性能的工件材料(钛合金钢、未淬硬钢 等)易形成锯齿状切屑。
切削速度对切屑形态有重要影响。对钛合金,在 (1.5~4800)m/min的切削速度范围内形成锯齿状 切屑,随切削速度的增加,锯齿程度(锯齿的齿 距)在增加,直至成为分离的单元切屑。
不同切削速度下车削45钢件的切削形态。
一方面,切削速度增加,应变速度加大,导致脆 性增加,易于形成锯齿状切屑;另一方面,切削 速度增加,切屑温度增加,导致脆性降低,不易 形成锯齿状切屑;
绝热剪切理论(Adiabatic Shear Theory) 周期脆性断裂理论(Periodic brittle fracture theoty)
萨洛蒙(Salomon)曲线
1600
切削温度/℃
钢
1200
青铜
铸铁 硬质合金980℃ Stelite合金850℃ 高速钢650℃ 碳素工具钢450℃
现代切削技术的若干问题探讨

进 入 2 f 纪 后 半 叶 以来 , ot l 由于 计 算 机 、 电 子 等 新 微 兴 科 学 技 术 以 及 与 切 削 技 术 紧 密 相 关 的 材 料 科 学 的 高
速 发 展 , 削 技 术 随 着 制 造 业 和 制 造 技 术 的 发 展 也 得 切
刀具 , 高切 削效 率 , 用 户 服务 ” 全新 经 营理 念 , 提 为 的 为
发 展 做 出 了 重 要 贡 献 。 管 在 此 过 程 中 , 削 技 术 本 身 尽 切 也 取得 了不 小 的进 步 , 是 直 至2 世 纪 6 7 年代 , 但 0 0、 0 总
切 削 这 门 传 统 制 造 工 艺 技 术 注 入 了 新 的 生 命 力 , 刀 使 具 制 造 商 成 为 发 展 现代 切 削 技 术 的 主 力 军 ; 一 方 面 , 另 这一 观念 也被 越来 越 多 的刀 具用 户所 接 受 , 成 了“ 形 积
体 上 并 没 有 超 越 传 统 切 削 技 术 的 范 畴 , 最 突 出 的 标 其
志是刀具 的开 发 、 产 与使 用 基本 上是 相互 分离 的 , 生 没 有形 成相 互促进 、 同发展 的机 制 。 共
极 采 用 切 削 技术 新 成 果 , 用 先 进 切 削 刀具 提 高 加工 应 效 率 , 低 制 造 成 本 , 高 企 业 竞 争 力 ” 新 思 维 , 制 降 提 的 使 造 业 对 先进 刀具 的重 视 和需 求 达 到 了空 前 的程 度 , 成 为拉 动 切 削技 术 快 速 发展 的强 大 力 量 。 种 “ 动” 这 拉 不 是 对 切 削 技 术 发 展 的 简 单 加 速 , 是 赋 予 了 切 削 技 术 而
现代切削加工技术常用的英文表达

现代切削加工技术常用的英文表达《现代切削加工技术与刀具》常用的英文表达cutting speed 切削速度feed rate 进给量back engagment of cutting edge 背吃刀量cutting motion 切削运动cutting regime 切削用量cutting parameters 切削参数work piece surface to be cut 待加工表面machined surface 已加工表面cutting surface 过渡表面cutting tool angles 刀具角度rake face 前刀面major flank 主后刀面minor flank 副后刀面major cutting edge 主切削刃minor cutting edge 副切削刃tool nose (tool tip)刀尖tool arbor 刀柄tool reference plane 基面tool cutting edge plane 切削平面main section reference 正交平面normal section reference 法平面transverse section 背平面longitudinal section假定工作平面assumed working plane. 假定工作平面tool cutting edge angle 主偏角tool cutting edge inclination angle 刃倾角rake angle 前角clearance(relief)angle 后角tool minor cutting edge angle 副偏角minor clearance angle 副后角wedge angle 楔角tool included angle 刀尖角tool approach angle 余偏角cutting layer 切削层cutting mode 切削方式undeformed chip thickness 切削层公称厚度width of uncut chip 切削层公称宽度cross-sectional area of the cutting layer切削层公称宽面积free cutting 自由切削constrained cutting 非自由切削orthogonal cutting 直角切削oblique cutting 斜角切削cutting tool materials 刀具材料performances for cutting tool materials 刀具材料性能hardness and wear-resistance 硬度和耐磨性strength and toughness 强度和韧性forming properties and economy conditions 工艺性能和经济性heat resistance and thermal conductivity 耐热性和导热性tool steel 工具钢high speed steel(HSS)高速钢plain high-speed steels 普通高速钢Super high-speed steel 高速性能高速钢carbide alloy 硬质合金super-hard material 超硬材料ceramics 陶瓷diamond 金刚石cubic boron nitride(CBN)立方氮化硼coated tool materials 涂层刀具材料laws of variation for cutting deformation 切削变形规律metal cutting process 金属切削过程Cutting deformation 切削变形Chip-formation 切屑变形elastic deformation 弹性变形plastic deformation 塑形变形crystal lattice slide 晶格滑移deformed regions 变形区fiberize 纤维化deformation coefficient 变形系数Shearing slide 剪切滑移slippage 滑移量shear angle 剪切角cutting forces 切削力axial thrust force 轴向力radial thrust force 径向力main cutting force主切削力empirical formula 经验公式the principle of dynamometers 测力仪原理strain transducer- dynamometers 应力传感器piezo-electric transducer 压电式传感器unit cutting force 单位切削力cutting power 切削功率unit cutting power 单位切削功率correctional coefficients 修正系数cutting heat 切削热cutting temperature 切削温度natural thermoelectric couple 自然热电偶synthetic thermoelectric couple半人工热电偶laws of cutting temperature distribution 切削温度分布规律tool wear 刀具磨损tool life 刀具寿命normal wear 正常磨损non-normal wear 非正常磨损wear on the rake face 前刀面磨损flank wear 后刀面磨损cutting fluid 切削液crater 月牙洼simultaneous wear 便捷磨损abrasive wear 磨粒磨损adhensive 粘接磨损diffusion wear 扩散磨损oxidizing wear 氧化磨损phase change wear 相变磨损tool wear process 刀具磨损过程initial wear stage 初期磨损阶段normal wear stage 正常磨损阶段severe wear stage 急剧磨损阶段tool wear criteria 刀具磨钝标准tool life test 刀具耐用度实验tool wear curve 刀具磨损曲线tool life curve 刀具耐用度曲线tool life Tp of the maximum productive rate 最大生产率耐用度tool life Tc of the minimum productive cost最低成本耐用度Continuous(ribbon)chips 带状切屑Cracked (serrated)chips 挤裂切屑unit (splintering)chips 单元切屑discontinuous chips 崩碎切屑make the chip bending 卷屑make the chip discontinuous 断屑machinability 切削加工性Main indexes for judging machinability of workpiece materials 衡量切削加工性的指标tool life index v T刀具耐用度指标relative machinability Kv 相对加工性mechanical properties 机械力学性能hardness of material 工件材料硬度yield strengthσb(Gpa) 屈服强度ductility 延展性impact toughnessαk(kJ/m2) 冲击韧性heat conductivity 导热系数white iron 白口铁grey cast iron 灰铸铁nodular cast iron 球墨铸铁improvement of workpiece materials machinability 改善工件材料切削加工性45 steel 45钢medium carbon steel 中碳钢stainless steel 不锈钢hadifield steel 高锰钢high-temperature alloys 高温合金titanium alloy 钛合金surface roughness 表面粗糙度machined surface quality 已加工表面质量surface roughness 表面粗糙度surface waviness 表面波纹度physical-mechanical properties物理力学性能work-hardening 加工硬化metallurgical structure 金相组织residual stress 残余应力scale 鳞刺built-up edge 积屑瘤turning Tool 车刀welding turning tools 焊接式车刀clamping turning tool 机夹式车刀indexable turning tool 可转位车刀formed Turning Tool 成形车刀cylindrical Turning Tool 外圆车刀facing turning tool 端面车刀boring bars 镗刀杆(车孔刀)cutting-off tool 切断刀design of profile 廓形设计cutting tools for making holes 孔加工刀具twist drill 麻花钻orthodox section 端剖面columnar section 柱剖面axial section 中剖面axial rake angle (helix angle)轴向前角(螺旋角)point angle 顶角reanmer 扩孔钻、铰刀borer 镗刀deep holeprocessing system 深孔加工系统gun drill 枪钻boring and trepanning association deep hole drilling system (BTA) BTA系统ejector drilling head system 喷吸钻系统double feed system DF系统inner-chip removal drill 内排屑钻outer-chip removal drill 外排屑钻milling cutter 铣刀slab milling cutters 圆柱铣刀face milling cutters 端铣刀side and face milling cutters 三面刃铣刀Slitting saws 锯片铣刀Angle milling cutter 角度铣刀Form relieved cutters 成形铣刀End-milling cutters 立铣刀Keyway milling cutters 键槽铣刀broacher 拉刀crowded highlight 挤亮点scratch 划伤annular corrugated 环状波纹scale 鱼鳞状groove mark 沟痕taping 攻丝screw tap 丝锥threading die 板牙thread rolling machine 搓丝机thread rolling wheel 搓丝滚轮high speed cutting 高速切削precision cutting 精密切削deep hole cutting 深孔钻削vibration cutting 振动切削green cutting 绿色切削grinding 磨削grinding wheel 砂轮equivalent diameter 等效直径length of cantact 接触弧长grinding burn 磨削烧伤high speed grinding 高速磨削creep feed grinding 缓进给磨削belt grinding 砂带磨削abrade 研磨honing 珩磨oilstone 油石。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现代切削技术超高速切削技术⒈超高速切削技术简介20世纪30年代初,德国著名的机械切削物理学家萨洛蒙(CarlSalomon)分析和总结了大量的切削加工试验速度与温度的曲线,首次提出了超高速切削加工的理论。
他指出:在常规的切削速度范围内切削温度确实随着切削速度的增大而升高;而且在超过一定的切削速度后,由于切削温度的升高超过了刀具的承受能力,刀具的硬度会剧烈降低,刀具发软并出现剧烈磨损,使切削加工无法继续进行。
但是,当切削速度继续增大,达到甚至超过一定的数值后,如果再增加切削速度,此时的切削温度不但不会升高,反而会降低,甚至会低于刀具可以承受的温度,这样就可能重新利用现有的刀具进行超高速加工,大幅度地减少切削加工的时间,提高设备的生产效率,这便是超高速切削加工的概念。
⒉超高速切削速度⒊超高速切削特点①设备的加工效率高超高速切削加工比常规切削加工的主轴运转速度高出5~6倍,进给速度也相应提高5~10倍,这样,在单位时间内,刀具对材料的切除速度可以提高3~6倍,因而零件的加工时间通常可以缩短到原来的1/3,甚至1/5,从而极大地提高了设备的加工效率和设备利用率,缩短了产品的生产周期,可实现对产品进行快速制造。
这一特点在新产品开发过程中显得尤其重要。
既缩短了研制周期,又增强了企业的竞争力。
②加工时切削力小与常规的切削加工相比,超高速切削加工时的切削力至少可以降低30%甚至40%,这对于诸如细长轴、薄壁件等低刚度、精微零件来讲,其意义相当重大。
超高速切削可以减少零件在加工过程中的变形,提高零件的加工精度。
不仅如此,采用超高速切削加工时,单位功率材料切除率可以提高40%以上,刀具的使用寿命可以提高70%以上。
刀具使用寿命的延长,不仅可以节省生产成本,还可以节约加工时间,同时也避免了频繁更换刀具所带来的刀具装夹定位误差,对提高零件的加工精度有极大的意义。
③工件的热变形小由于超高速切削加工的过程极为迅速,95%以上的切削热来不及传给工件,而是被切屑直接而迅速地带走,零件不会由于温度的升高产生弯翘或膨胀变形。
因而,超高速切削加工特别适用于加工容易发生热变形的零件。
④工件的加工精度高、加工质量好由于超高速切削加工的切削力和切削热影响小,使刀具和工件的热变形小,工件表面的残余应力小,这样就可保持尺寸的精确性。
同时,由于切屑被飞快地切离工件,可以使工件达到极高的表面质量。
⑤设备在加工过程中状态稳定由于超高速旋转刀具切削加工时的激振频率高,已经远远地超出了机床--工件--刀具加工工艺系统的固有频率范围。
因此,不会造成上述加工工艺系统的振动,使整个加工过程平稳,有利于提高加工精度和表面质量。
⑥创造良好的技术经济效益采用超高速切削加工能取得常规的切削加工无法获得的技术经济效益,如缩短加工时间、提高生产率;可以加工低刚度的零件;零件加工精度高、表面质量好;提高刀具寿命和机床利用率;节省了换刀辅助时间和刀具刃磨费用等。
⒋超高速切削加工的关键技术a超高速切削加工设备的主轴系统由于超高速切削加工设备的主轴系统是在超高速条件下运转的,传统的齿轮变速和带传动方式已明显不能适应其要求,取而代之的是具有宽调速功能的交流变频电动机。
这种电动机通常将其空心转子直接套装在机床的主轴上,取消了从主电动机到机床主轴的一切中间传动环节,使机床主传动的机械结构得到了极大地简化,形成了一种新型的功能部件主轴单元。
为了适应切削加工的超高速特点,主轴单元具有很大的驱动功率和转矩,具有较宽的调速范围,同时还有一系列监控主轴振动、轴承和电动机温度升高等运行参数的传感器、测试控制和报警系统,以确保主轴单元在超高速运转下的可靠性和安全性。
b超高速切削加工设备的进给系统超高速切削加工设备的进给系统是超高速加工设备的重要组成部分,是评价超高速加工设备性能优劣与否的重要指标之一,是维持超高速切削中刀具正常工作的必要条件。
超高速切削在提高主轴速度的同时,必须提高进给速度,并且要求进给运动能够做到既可以瞬时达到高速,也可以瞬时停车等动作。
否则,不但无法发挥超高速切削加工的优势,还会使刀具处于恶劣的工作条件下,加剧刀具的磨损。
另外,由于进给系统的跟踪误差对加工精度的影响很大,这就要求超高速切削加工的进给系统还应具有较大的加速度和较高的定位精度。
c超高速轴承技术为了适应主轴系统的超高速运转,必须采用与之相匹配的高速精密轴承。
由于业已存在的诸多优点,滚动轴承成为目前国内外的科技人员在设计和制造超高速机床时的首选。
为了提高滚动轴承的极限转速,科技人员纷纷采用提高轴承的制造精度,合理选择高硬度、耐高温的轴承材料以及改进轴承结构等方法,使超高速轴承技术得到了很大的发展。
据了解,目前最先进的超高速轴承技术可以满足50000~100000r/min以上的主轴转速。
d超高速切削加工的刀具技术由于超高速切削加工自身的超高速特点,要求刀具材料与被加工材料的化学亲合力要小,并且具有优异的力学性能、热稳定性、抗冲击性和极高的耐磨性能。
进入21世纪以来,正是由于切削刀具材料的迅猛发展,才使超高速切削加工技术能够得以实施。
目前适合于超高速切削加工的刀具材料主要有涂层材料、金属陶瓷材料、聚晶金刚石、立方氮化硼等,特别是聚晶金刚石刀具和聚晶立方氮化硼刀具的发展和应用,极大地推动了超高速切削加工的发展,使之走向更加广泛的应用领域。
5.工程应用中航工业洪都公司为提高经济效益和飞机制造水平,多年来一直致力于高速铣削的研究与在生产中的推广,特别是在加工飞机薄壁件和大樑中广泛应用高速切削技术,使生产效率和产品质量都大大提高。
干式切削首先,要了解切削液在传统切削过程中的作用。
切削液通常是大多数机加工中不可缺少的生产要素之一,对保证加工精度、提高表面质量和生产效率具有重要作用。
随着全球环境意识的增强以及环保法规的要求越来越严格,切削液对环境的负面作用也越来越明显。
切削液是造成环境污染的主要来源,在我国,据不完全统计仅机械行业废乳化液的日排放量已达近亿吨,可见问题的严重。
对环境无污染的绿色制造被认为是可持续发展的现代制造业模式。
而在加工过程中不用任何切削液的干切削正是控制环境污染源头的一项绿色制造工艺,它可获得洁净、无污染的切屑,省去了切削液及其处理等大量费用,可进一步降低生产成本。
据统计,二十年前,切削液的费用不到工件成本的3%左右,目前,在高生产率的生产企业,切削液的供给、保养及回收处理费用加在一起要占到工件制造成本的13%-17%,而刀具费用仅占2%-5%。
在与切削液有关的总费用中,有22%左右是切削液的处理费用。
据估计,如果20%的切削加工采用干式切削加工,总的制造成本可降低1.6%。
3。
干式切削可以摆脱切削液的弊端,降低成本。
因此,未来切削加工的方向是不用或用尽量少的切削液。
随着耐高温刀具材料和涂层技术的发展,使得干加工在机械制造领域变为可能。
干切削技术就是在这样的历史背景下应运而生,并从九十年代中期以来迅速发展起来的,其发展历史至今不过十年,是先进制造技术的一个前沿研究课题。
干式切削的特点(1)切屑干净清洁无污染,易于回收和处理(2)省去了切削液传输,回收,过滤等装置及相应的费用,简化了生产系统,降低了生产成本(3)省去了切削液与切屑的分离装置及相应的电气设备。
机床结构紧凑,减少占地面积(4)不会产生环境污染(5)不会产生与切削液有关的安全事故及质量事故。
干切削的主要条件采用新型的刀具材料干切削不仅要求刀具材料具有极高的红硬性和热韧性,而且还必须有良好的耐磨性、耐热冲击和抗粘结性。
目前应用于干式切削加工的刀具材料主要是:超细硬质合金、陶瓷、立方氮化硼和聚晶金刚石等超硬度材料。
超细硬质合金可以提高普通硬质合金的韧性,具有很好的耐磨性和耐高温性,可制作大前角的深孔钻头和刀片,用于铣削和钻削的干式加工。
陶瓷刀具(Al203,Si3N4)等材料的硬度在高温下也很少降低,即具有很好的红硬性,因此很适合于一般目的的干切削而无须冷却液。
但是这类材料一般较脆,即热韧性不好,故不适用于进行断续切削。
也就是说,陶瓷刀具较适合用于进行干车削而不适用于干铣削。
立方氮化硼(CBN)材料的硬度很高,达HV3200~HV4000,仅次于金刚石,热传导率好,达1300W/MK,具有良好的高温化学稳定性,在1200℃下热稳定性很好。
采用CBN刀具加工铸铁,可大大提高切削速度,用于加工淬火钢,可以以车削代替磨削。
聚晶金刚石(PCD)刀具硬度非常高,可达HV7000~HV8000,热导率可达2100 W/MK,线膨胀系数小。
PCD刀具切削时产生的热能可以很快从刀尖传递到刀体,从而减少刀具热变形引起的加工误差。
PCD 刀具比较适用于干式加工铜、铝及铝合金工件。
干式切削采用涂层技术涂层刀具分两大类:一类是“硬”涂层刀具,如TiN,TIC和Al203等涂层刀具。
这类刀具表面硬度高,耐磨性好。
其中TIC涂层刀具抗后刀面磨损的能力特别强,而TiN涂层刀具则有较高的抗“月牙洼”磨损能力。
另一类是“软”涂层刀具,如:MOS2,W S等涂层刀具。
这类涂层刀具也称为“自润滑刀具”,它与工件材料的摩擦系数很低,只有0.01左右,能有效减少切削力和降低切削温度。
例如瑞士开发的“MOVIC”涂层丝锥,刀具表面涂覆有一层MOS2。
切削实验表明:未涂层丝锥只能加工20个螺孔;用TiAlN涂层丝锥时可加工1000个螺孔,而MoS2涂层的丝锥可加工4000个螺孔。
高速钢和硬质合金经过PVD涂层处理后,可以用于干切削。
原来只适用于进行铸铁干切削的CBN刀具,在经过涂层处理后也可用来加工钢、铝合金和其他超硬合金。
实际上,涂层有类似于冷却液的功能,它产生一层保护层,把刀具与切削热隔离开来,使热量很少传到刀具,从而能在较长的时间内保持刀尖的坚硬和锋利。
表面光滑的涂层还可以减少摩擦来降低切削热,保持刀具材料不受化学反应的作用,因为在大多数高速干切削中,高温对化学反应有很大的催化作用。
TiAlN涂层和Mo2软涂层还可交替涂覆,形成一个多涂层刀具,既有硬度高、耐磨性好的特性,又有摩擦系数小、切屑易流出的优点,有优良的替代冷却液的功能。
在干切削技术中,刀具涂层发挥着非常重要的作用。
干式切削刀具几何参数设计干切削刀具通常以月牙洼磨损为主要失效原因,这是因为加工中没有切削液,刀具和切屑接触区域的温度升高所致。
因此,通常应使刀具有大的前角和刃倾角,但前角增大后,刀刃强度会受影响,此时应配以适宜的负倒棱或前刀面加强单元,这样使刀尖和刃口会有足够体积的材料和较合理的方式承受切削热和切削力,同时减轻了冲击和月牙洼扩展对刀具的不利影响,使刀尖和刃口可在较长的切削时间里保持足够的结构强度。
日本三菱金属公司开发出一种适用于干切削的“回转型车刀”,该刀具采用圆形超硬刀片,刀片的支持部分装有轴承,在加工中刀片能自动回转,使切削刃始终保持锋利,具有工效高、加工质量好、刀具寿命长等特点。