攀钢板坯连铸二冷配水模型的开发与应用
《2024年特厚矩形坯连铸机二冷配水工艺的研究》范文
《特厚矩形坯连铸机二冷配水工艺的研究》篇一一、引言随着钢铁工业的快速发展,特厚矩形坯连铸机作为钢铁生产中的重要设备,其生产效率和产品质量直接影响到整个钢铁企业的经济效益。
二冷配水工艺作为连铸机的重要环节,对于提高铸坯质量、减少废品率具有关键作用。
本文将重点研究特厚矩形坯连铸机的二冷配水工艺,旨在通过深入研究和优化该工艺,进一步提高铸坯质量和生产效率。
二、特厚矩形坯连铸机概述特厚矩形坯连铸机是钢铁生产中用于生产特厚矩形坯的重要设备。
其工作原理是通过高温熔融的钢水在结晶器中凝固成坯壳,然后经过二次冷却、三次冷却等过程,最终形成所需的特厚矩形坯。
其中,二冷配水工艺是连铸机的重要环节,对铸坯的质量和尺寸精度具有重要影响。
三、二冷配水工艺现状及问题目前,特厚矩形坯连铸机的二冷配水工艺主要采用喷水冷却方式。
然而,在实际生产过程中,存在以下问题:1. 配水不均匀:由于喷嘴布置不合理、水流分布不均等原因,导致铸坯在二冷区冷却不均匀,容易造成铸坯变形、裂纹等质量问题。
2. 配水系统维护困难:喷嘴易堵塞、磨损,导致配水效果下降,影响铸坯质量。
3. 能源浪费:喷水冷却需要消耗大量水资源和电能,存在能源浪费问题。
四、二冷配水工艺优化措施针对上述问题,本文提出以下二冷配水工艺优化措施:1. 优化喷嘴布置:通过优化喷嘴的布局和角度,确保水流在二冷区均匀分布,避免铸坯冷却不均的问题。
2. 引入智能配水系统:通过引入智能控制系统,实现二冷配水的自动调节和优化,提高配水系统的稳定性和可靠性。
3. 优化水质处理:对水质进行优化处理,减少喷嘴堵塞和磨损,延长喷嘴使用寿命,提高配水效果。
4. 节能减排:通过改进冷却水的循环利用,减少水资源和电能的消耗,实现节能减排。
五、结论通过对特厚矩形坯连铸机二冷配水工艺的研究和优化,可以显著提高铸坯的质量和尺寸精度,降低废品率。
同时,优化措施的实施还可以减少能源消耗和环境污染,实现钢铁生产的可持续发展。
板坯连铸二冷配水对铸坯质量的影响[兼容模式]
![板坯连铸二冷配水对铸坯质量的影响[兼容模式]](https://img.taocdn.com/s3/m/5b66b0879e3143323968938c.png)
连铸二冷配水工艺技术北京科技大学冶金工程研究院 刘建华liujianhua@主要内容1 二冷控制的重要性 2 铸坯凝固传热模型 3 二冷配水原理及方法简介 4 连铸二冷动态配水系统1. 二冷控制的重要性 出结晶器的连铸坯凝固坯壳厚度仅有8~15mm, 铸坯的中心仍为液态钢水 为使铸坯快速凝固及实行顺利拉坯,结晶器之后 设置二次冷却装置,在该区域铸坯的凝固坯壳厚 度继续增加; 铸坯在二次冷却区中可能经受弯曲、矫直的变化, 同时液态钢水的大部分(或全部)发生凝固。
1. 二冷控制的重要性生产普钢为主向生产优钢、品种钢、特钢转变, 对连铸机的二冷控制要求也越来越高必须根据钢种、浇注断面、浇注温度、拉坯 速度和铸机几何尺寸等参数来制定连铸机二冷区合 适的冷却制度。
提高配水计算的适时性、可靠性,优化二冷控制1. 二冷控制的重要性1.1 二次冷却对铸坯质量的影响各段之间的冷却不均匀,导致铸坯表面温度呈现 周期性的回升导致凝固壳发生反复相变,是铸坯皮下裂纹 形成的原因。
1.1 二次冷却对铸坯质量的影响回温引起坯壳膨胀 当施加到凝固前沿的张应力超过钢的高温允许强度和临界应变时,铸坯表面和中心之间就会出现中间裂纹。
粗大纵裂纹较细小的纵裂纹1.1 二次冷却对铸坯质量的影响二冷不当,矫直时刚好位于脆性区,在矫直力作用下,容易在振痕波 谷出现表面横裂纹。
局部的强冷会使表面产生张应力而产生表面裂纹。
1.1 二次冷却对铸坯质量的影响二次冷却太弱,易产生鼓肚 二冷区内铸坯四个面的非对称性冷却,会加重铸坯菱变 二冷冷却强度对铸坯中心偏析也有影响1.1 二次冷却对铸坯质量的影响 二冷较易调整,但对铸坯质量影响显著 二冷对表面质量和内部质量影响不一致 二冷技术的发展较为迅速扒皮率,%70 60.06050 40 30 2010 0 150.0抽样板坯34块16.7 4.8234试验方案1. 二冷控制的重要性1.2 二冷的主要工艺参数 冷却强度 根据所浇注的钢种决定 冷却方式和装备 水喷雾冷却、气-水喷雾冷却、干式冷却、半干式冷 却等 冷却水的分配 二冷区整个长度上的分配要与铸坯的凝固相适应;在 宽度方向上的分布要求温度尽可能均匀。
《特厚矩形坯连铸机二冷配水工艺的研究》范文

《特厚矩形坯连铸机二冷配水工艺的研究》篇一一、引言随着钢铁工业的快速发展,特厚矩形坯连铸机作为钢铁生产中的重要设备,其生产效率和产品质量直接影响到整个钢铁企业的经济效益。
二冷配水工艺作为连铸机的重要环节,对铸坯的质量和性能具有重要影响。
因此,对特厚矩形坯连铸机二冷配水工艺进行研究,具有重要的理论意义和实际应用价值。
二、特厚矩形坯连铸机概述特厚矩形坯连铸机是钢铁生产中的重要设备,主要用于生产特厚矩形坯。
其工作原理是通过熔融金属的连续浇注和凝固,形成一定规格的铸坯。
特厚矩形坯连铸机的运行效率和产品质量,直接影响到钢铁企业的经济效益。
三、二冷配水工艺的重要性二冷配水工艺是连铸机生产过程中的重要环节,对铸坯的质量和性能具有重要影响。
在二冷区,通过喷水冷却的方式对铸坯进行冷却,以达到控制铸坯质量和提高生产效率的目的。
二冷配水工艺的合理与否,直接影响到铸坯的质量和生产成本。
四、特厚矩形坯连铸机二冷配水工艺研究(一)研究方法本研究采用理论分析、数值模拟和实际生产相结合的方法,对特厚矩形坯连铸机二冷配水工艺进行研究。
首先,通过理论分析,研究二冷配水工艺的基本原理和影响因素;其次,利用数值模拟软件,对二冷配水工艺进行模拟分析;最后,结合实际生产数据,对模拟结果进行验证和优化。
(二)研究内容1. 二冷配水工艺的基本原理和影响因素研究。
通过理论分析,研究二冷配水工艺的基本原理和影响因素,包括喷水压力、喷水量、喷水角度等。
2. 数值模拟分析。
利用数值模拟软件,对特厚矩形坯连铸机二冷配水工艺进行模拟分析。
通过建立数学模型,模拟二冷区的喷水过程和铸坯的冷却过程,分析喷水参数对铸坯质量和生产效率的影响。
3. 实际生产数据验证与优化。
结合实际生产数据,对数值模拟结果进行验证和优化。
通过对比实际生产和模拟结果的差异,调整喷水参数和工艺流程,以达到优化生产的目的。
(三)研究结果通过本研究,得出以下结论:1. 二冷配水工艺的喷水压力、喷水量和喷水角度等参数对铸坯的质量和生产成本具有重要影响。
连铸机二冷水动态控制系统研究与应用

连铸机二冷水动态控制系统研究与应用作者:杨叶来源:《经济技术协作信息》 2018年第27期杨叶连铸二次冷却配水一直采用静态配水法,即“水表法”。
这种控制方法不适应拉速波动时浇注,对连铸正常生产造成困难,温度上下波动引发的热应力也会使表面纵裂纹扩展和延伸。
首秦公司建立了设计了二次冷却动态控制流程,并利用vc++编制完成实现了动态配水模型,开发了基于OPC的通用数据采集和过程跟踪系统,很好的适应了产品结构调整步伐的加快,具备浇铸高附加产品的能力、提高了浇铸质量及提高铸机作业率。
一、系统数据采集首秦2*板坯铸机的计算机控制系统为以PLC为主的集散控制系统,生产部分的联网方式为专用工业局域网,使用的协议为Profibus-DP工业局域网协议。
数据处理及管理部分为局域以太网,使用TCP/IP协议,做为首秦生产信息管理系统的一个子网。
用专用工业以太网的数据处理机为管理信息系统提供生产过程数据。
整个生产部分包括了4套PLC,分别是板坯铸机公共PLC、板坯铸机铸流PLC、出坯系统PLC和工艺控制系统PLC,每一套PLC都有对应的HMI系统,为了实现生产过程的统一管理,在网络中加入了生产管理过程机,整个铸机系统的数据也是通过这台过程机将数据传送到首秦MES。
动态水量控制系统是整个板坯铸机生产网的一个节点,包括一二级二套上位监控系统和一套PLC基础控制系统。
系统的通讯是通过Siemens公司的Simatic-Net软件中的OPC来完成的。
另外,原有系统中因为有静态水表的原因,因此每个回路的流量设定值来自于静态水表,现在选用动态控制,流量的设定值地址发生了变化,这些可以通过修改PLC程序来实现;其次是二次冷却动态模型需要一些工艺数据,这些工艺数据可以通过PLC中的数据包传送给模型,因此需要在PLC中做一个数据通讯包。
在动态模型系统中主要有两部分程序,一部分是由VB60编制的通讯及HMI程序,主要作用是与现场PLC通讯及人机接口的实现;另一部分就是用VC60编制的模型部分,包括静态离线模型及动态在线控制模型,这是整个系统的核心部分。
铸坯连铸二次冷却模型的研究与开发

铸坯连铸二次冷却模型的研究与开发连铸二次冷却在连续铸钢过程中占有非常重要的作用,与铸坯的质量和产量都有密切的联系,所以二次冷却模型越来越受到了人们的关注。
随着科学技术的不断进步,计算机技术逐渐应用到了二次冷却当中,为连铸提供了很大的便利。
本文将从二次冷却的重要性出发,分析铸坯二冷配水数学模型的建立,以及铸坯连铸二次冷却仿真软件的开发。
标签:铸坯连铸技术连铸二次冷却模型仿真软件引言伴随着我国产业结构的转型,钢铁工业的发展也受到了一定的影响,为了在降低生产成本的基础上,产出更加优质的钢材,以提高企业的经济效益,必须要对整个生产过程进行优化,其中最先创新的就是连铸二次冷却的过程了,接下来我们就对此进行简要说明。
一、连铸二次冷却的作用1.缩短冷却时间连铸二次冷却对冷却区的设备、冷却工艺以及冷却水等方面都有很大的改进,使其可以在很大程度上缩短铸坯冷却的时间,从而降低时间成本,以提高连铸机的生产能力。
此外,当前我国对于连铸二次冷却的技术要求非常高,可以有效地保证整个连铸过程的安全性,从而可以尽最大可能的降低事故的发生的可能性,使机械设备能够更加高效地运转,达到较高的生产效率。
随着技术的发展,我国逐渐出现了多种多样的二次冷却模型,对于缩短冷却时间的意义十分重大。
2.获得良好的铸坯质量二次冷却最主要的目的是形成铸锭凝壳,这样可以使铸坯在离开结晶器之后,接受连续的冷却,直到铸坯完全凝固,从而使其获得良好的铸坯质量,以提高钢材的质量,比如,连铸二次冷却可以在一定的温度条件下实现弯曲、矫直等过程。
而且,连铸二次冷却可以很好的提高冷却效率,使铸坯表面的温度能够保证均衡,而且还能够根据不同的要求调整冷却的温度,这也就保证了铸坯的质量,从而促进钢铁企业经济效益的提高,使用先进的冷却技术,对于我国钢铁工业的进步有很大的推动作用。
二、数学模型的建立对于连铸二次冷却来说,数学模型是最常用到的,而且设计起来还是较为容易,操作过程也是比较方便快捷的,接下来,我们说明铸坯凝固传热数学模型和铸坯二冷配水数学模型这两种模型的建立。
板坯连铸动态二冷与轻压下建模及控制的研究的开题报告

板坯连铸动态二冷与轻压下建模及控制的研究的开题报告
标题:板坯连铸动态二冷与轻压下建模及控制的研究
研究背景和目的:
板坯连铸是铸造板材的重要工艺之一,具有高效、高品质、低成本等优点,在钢铁制造中应用广泛。
然而,连铸过程中不同的熔体温度、凝固速度和冷却率等因素会
影响板材的形态、质量和性能,因此需要开展相关研究,探索优化连铸过程的方法。
在板坯连铸过程中,二冷和轻压是常用的控制手段,可以改善板材的宽度差、结晶器压力和质量等问题。
研究板坯连铸动态二冷和轻压下的建模和控制,有助于优化
板材形态和质量,并提高生产效率和经济效益。
研究内容:
本研究旨在开展板坯连铸动态二冷与轻压下建模及控制的研究,具体研究内容包括:
1. 分析板材连铸过程中的温度、凝固和形变等因素,建立板材连铸的动态二冷和轻压模型,研究模型参数对板材形态和质量的影响。
2. 采用数值解法,对板材连铸的动态二冷和轻压过程进行仿真,分析不同控制参数对板材形态和质量的影响。
3. 基于仿真结果,设计合理的板材连铸动态二冷和轻压控制策略,建立控制系统框架,实现连铸过程的自动化控制。
研究意义:
本研究可以深入探索板坯连铸的动态二冷和轻压控制方法,优化板材形态与质量,提高生产效率和经济效益,具有重要的实际应用价值和学术意义。
板坯连铸动态二冷配水技术的工业应用
对于板坯 连铸机而言,二 次冷却是其 中一个 非常重 要且关 键的工艺环节 ,钢水 经过二次冷却多个冷却 区域
参数 发生变化时尽量保持铸坯凝 固终点位置不 变 。基于
这些特点,浇铸过程中采用动态二冷配水连铸坯将会获
得相对更好的冶金效果。
由液相 逐渐凝 固最终转变为 固相 。在凝 固过程 中,铸 坯 的外部 冷却边界条件将直接 影响其传热受力行为及 组织
()采用综合 传热系数来描述 二冷区存在着 的多种 4 传热机 制对 铸坯热量散失情 况的综合影响效果 ,且根据 静态仿真分 析模 型在按实 际传 热边界处理条件下 获得 的 相应计算结果对二冷区的综合传热 系数进行理论确定; ()基于 比热 转换方法来考 虑凝 固过程 中潜 热的释 5 放效果 ,即在两相糊状 区采用有 效 比热容Cf 。来代替钢 的 f 比热容 ,且在其 中详细考虑 了各相组成的影响效果 (
o e a n t ra e n o d i d s i l d p b l y p r t g i ef c ,a d g o u t a a t i t ,wh c a e n p tit s u c s f l n t e No l b c se fCh n qn me i n n r a a i i h h sb e u o u e s c e su l o .1 sa a t r o g i g S l n y h o
. 艺研 究 工 LZ饼
D : 1. 6 / sn 02 13 .0 1 60 2 OI 03 9 .i .10 —6 92 1. .1 9 j s 0
工业加热》 4 卷21 年第 6 第 0 01 期
板坯连铸动态二冷配水技术的工业应用
冯 科 一,孔意文 一, 曹建峰 一,韩 志伟 一,王水根 2 ,
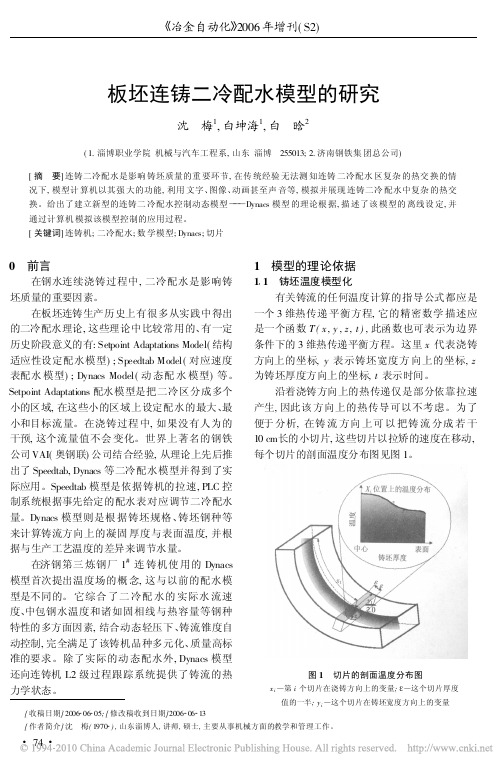
板坯连铸二冷配水模型的研究
s 0
式中, u 为 j 区长度上的变量。这里的密度 ! j 也 是依据 P j 所描述的范围而定, 是 !固, ! 混 和! 液 三 者中的一个。 为热传导
式中, Tz 为 t 时深度为 x 的 z 点的温度 ; h 为热函 , 包括可知热能和潜在热能 ; !为密度; 率。
2 模型的描述
21 模型跟踪 板坯连铸二冷动态配水系统是 L2 级过程控
况下 , 模型计 算机以其强 大的功能 , 利用 文字、 图像、 动画甚至声 音等 , 模拟并展现 连铸二冷 配水中复杂 的热交 换。给出了建立新型的连铸二 冷配水控制动态模型 通过计算机 模拟该模型控制的应用过程。 [ 关键词 ] 连铸机 ; 二冷配水 ; 数 学模型 ; Dynacs; 切片
0
前言
当铸坯移动超过一个切片的 长度时, 一个新 的切片就会增加 , 这个切片移动时, 在 t 时该切片 的可知热能出现的热量散失H ( t ) 可依据切片的当 前位置来判定。当切片在结 晶器中时, 热量散失 的计算公式如下 : H ( t) = H ( T) # ( Ts - Tm) + ∀ # (T4 sT4 a)
m 4 ( T s4 T a)
n , m 是根据经验确定的两个参数。 1 2 积分分析法 积分分析法是运用有限的元素对铸流进行积 分分析的方法。使用积分法 , 每个温度函数 T ( x , t ) 可近似 为关于 x 的 4 个多项式 Pj ( x , t ) |
4 j = 1。
其中两个多项式是有关固 态部分的, 另外两个一 个是有关液态部分的 , 一个是有关混合状态部分 的。
r ∃ %
中由模型跟踪所得到的数据, 如浇铸速度、 铸流规 格等 , 如表 2 给出的是对 Q235B 钢的仿真。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
攀钢板坯连铸二冷配水模型地开发与应用陈永伍兵赵克文杨素波摘要:通过建立连铸板坯二维非稳态传热数学模型,分析了拉速、冷却强度和钢水过热度对铸坯表面温度地影响,改进和完善了现行地二冷配水制度.为进一步扩大攀钢板坯连铸新品种和提高铸坯质量奠定了基础.关键词:板坯连铸二冷配水数学模型Development and Application of Model of Secondary Cooling WaterDistribution in Slab Continuous Casting at Pan ZhihuaIron & Steel CompanyChen Yon gWu Bin gZhao Kewe nYang Subo(Pa n Zhihua Iron & Steel Research In stitute>Abstract: The effects of casting speed, cooling conditions and superheat on stra nd surface temperature have bee n an alyzed and the water distributi on in sec on dary cooli ng zones has bee n improved by using two-dime nsional tran sie nt mathematical model of heat tran sfer, which have provided refere nces for in creas ing new steel grades and improvi ng slab quality at Pan Zhihua Iron & Steel Compa ny.Keywrods:slab continuous castingsecondary cooling water distributio nm athematical model A1冃I」言攀钢1350板坯连铸机自投产以来,将所有生产钢种分为3组,套用意大利提供地3组连铸二冷水表(即3种配水制度>,用于浇注低碳铝镇静钢、普碳钢及优碳钢、低合金钢.各水表对应地最高拉速分别为:1.7、1.55和1.40m/min.因此,建立和完善离线二冷传热计算模型,制定适合以 1.8m/min拉速生产地二冷配水制度,是完成1.8 m/min高拉速攻关目标地需要.2数学模型地建立2.1凝固传热方程地导出连铸坯地凝固过程是通过水冷结晶器和二次喷淋冷却区把钢液热量带走,从而使之转变为固体地过程:1:.为了通过数模研究这一过程,以铸坯厚度方向为X轴,宽度方向为丫轴,拉坯方向为Z轴.考虑铸坯冷却地对称性,取1/4断面为研究对象,在建立数学模型前作如下假定:(1>由于拉坯方向散热量很小,大约占刖%6%,故忽略Z方向传热。
(2>拉速恒定时,传热条件不随拉速变化。
(3>铸坯内两相区和液相区地对流传热用等效导热系数表示,将对流传热过程等效成传导传热过程。
(4>凝固过程中比热c 地变化用转换热焓法处理 (5>连铸机二冷区同一冷却段冷却均匀.经上述简化后,板坯凝固地二维传热微分方程为根据假设(3>和(4>,模型计算中引进如下方程:伞=汀一: d .心(2>H = [ c ( T )dT'(3>将式(2>和式(3>代入式(1>,得到如下地凝固传热方程:5 -山商尋)2.2初始条件和边界条件 初始条件:T (x,y > |T=O =T O (浇注温度 >边界条件: 铸坯中心铸坯表面 (a >结晶器(7a>(7b>(b >二冷喷淋区(4>(5>(6>UJr = O—A ~~ 二7打-- T枣)(8a>(8b> (c>空冷区£<?E(7; + 273尸—(了i + 273 / ](9a>arte T b + 273)4—( 丁它+ 273)4](9b>以上地导热方程加上初始条件和边界条件,构成了连铸坯地二维非稳态传热数学模型地基本方程组.采用有限差分法对上述方程进行离散化处理后,即可编写凝固传热数学模型.3数学模型地校验和验证3.1攀钢二冷条件下各冷却区“换热系数与水量(h-W>关系”地确定根据不同拉速条件测温位置处地铸坯表面温度,及现场计算机系统采集地二冷相关参数,通过传热计算数学模型推算出各区地平均换热系数.应用最小二乘法原理,回归出攀钢连铸机二冷段各冷却区地平均换热系数与其水量地计算公式,各关系式表示如下:I区宽面:h=O.4218WT10(r=0.98>(10>U区:0 2740h=0.3243W (r=0.929>(11>川区内弧:h=0.3858诩3214(r=0.963>(12>W区内弧:h=0.4124WP5(r=0.962>(13>V区内弧:h=0.5482VF31(r=0.986>(14>3.2模型验证不同拉速条件下,根据现场实际水量模型计算地铸坯表面温度、凝固坯壳厚度和凝固终点位置与实际标定结果见表1(射钉法标定凝固终点>.从表1可以看出,模型计算值与实测值基本吻合,说明所建立地数学模型真实地描述了攀钢板坯连铸凝固传热过程•表1不同拉速下凝固坯壳厚度和铸坯表面温度实测值与计算地对比注:射钉位置在7〜8号扇形段之间,铸坯断面1/4处.4数学模型地应用4.1分析影响铸坯表面温度变化地主要因素4.1.1拉速地影响拉速对二冷传热和凝固过程影响极其明显,图1为二维传热模型地计算结果•由图1可知,在水量不变时,随着拉速地提高,铸坯表面温度升高.拉速每增加0.1m/min,铸坯表面温度升高15C .图1拉速对铸坯表面温度地影响4.1.2比水量地影响拉速一定时,比水量对铸坯表面温度有较大地影响,如图2所示.模 拟计算结果表明,铸坯表面温度随比水量地增加而降低.比水量每增加 0.05L/kg,在二冷区I 〜V 区铸坯表面温度平均降低 12C .图2比水量对铸坯表面温度地影响4.1.3钢水过热度地影响数学模型计算结果表明,钢水过热度对铸坯表面温度影响不显著,女口 图3所示.过热度每增加10°C ,在二冷段地I 、U 区铸坯表面温度平均 升高6〜8C ,在二冷段地M 、W 、V 区铸坯表面温度平均升高 2〜4C .但过热度高对铸坯内部质量不利,因此根据钢种和产品质量要求把过热 度控制在适宜地范围内.5fi JIA*"13和九 0 L i k[ O 范連v-1.辰旨in.比*■ 0組讯L /kg A HA *-i 触皿叽址木■ 0幅館L/ke v tiB ^1. /怙g It* * 0 &W1 Ltcoo1200F1:SO 11(XJ1050 &5030拉逢 18ni/fni prtH0?a L/kg o0. S528 L/k«為此水■ 0. 902a L/k ev B524 L /k<旄童月面聽倉加拉速 1. BmZnln比水翟0. B53A L A H a 洌水过热陵15'C 口鬻水过轉用2^ C 吕钢水过轴皿259Plfl 水ff 撐厦1时施实測値) o 钢术过陽度22弋(实潮伍』950 900,I图3钢水过热度对铸坯表面温度地影响4.2优化二冷配水制度攀钢板坯连铸自投产以来,一直沿用地是意大利提供地3组连铸二 冷水表(即3种配水制度 >,而这3种配水制度中最高拉速仅有1.7m/min,因此,为保证1.8m/min 拉速攻关目标地实现,必须建立与1.8m/min 相适应地二冷配水制度.同时,随着市场地不断变化及对产品 质量要求地日益苛刻,客观上要求攀钢扩大连铸新品种和提高铸坯质量. 对此,在Gleeble 1500热模拟实验机上进行连铸钢种地高温塑性测试, 根据具体钢种地高温延塑性性能,结合攀钢连铸机地具体情况制定各冷 却区地铸坯表面目标温度,在此基础上,利用传热计算模型计算出各冷却 区地水量及其分配. 4.2.1 1.8m/min 拉速实验及效果目前,利用修订和完善后地08AI 系列钢种地水表已成功地开展了 5 个中间包次1.8m/min 拉速地考核实验.每个包次以1.8m/min 拉速浇钢 都在3〜5炉以上,出矫直区铸坯表面实测温度与目标温度差值见图 4.血EJI VOM9 31 Si ■ Jt.i? J? J>34:M测溟时闻相戸rate图4出矫直区铸坯表面实测温度与目标温度差值由图4可见,出矫直区铸坯表面实测温度与目标温度差为-4〜13C . 同时,实验期间所浇铸坯表面、内部质量良好,这说明新开辟地连铸二冷 水表满足攀钢高拉速连铸生产地需要. 4.2.2 二冷配水制度优化调整后地现场使用效果1015 2Q距赶尺硯距希(E1200£ 1050^& » i6boT QV1 «丹邛土匚)譬于■•雲-10 ■ HR ILF自1998年9月以来,现场生产全面使用优化调整后地二冷水表.水表调整具有以下特点:一适当增加比水量,二将前两个冷却区地水量分配比例适当减少,而将第M、W、V区水量分配比例适当增加•表2对比了二冷配水制度分配调整前后地铸坯低倍检验部分结果.表2二冷水量分配调整前后地铸坯中心偏析比较从表2可见,铸坯地中心偏析缺陷得到了一定程度地改善,且现场铸坯表面质量检查,没有发现明显地角横裂纹等与二冷制度有关地缺陷•因此,二冷配水制度地优化满足了攀钢连铸地品种对二冷制度地需求.5结论(1>凝固传热数学模型计算结果与现场实测结果基本吻合,准确地反映了攀钢连铸板坯凝固过程地实际情况,可用于指导连铸生产实践•(2>经反复验证通过实验研究得到地各冷区地平均换热系数与水量地关系式是可靠地,为攀钢开展二冷配水制度地优化研究提供了可靠地依据•(3>根据典型钢种高温延塑性能测定结果,改进和优化了连铸钢种地二冷配水制度,一年来地生产实践表明,优化后地二冷配水制度取得了改善铸坯内部质量地明显效果.这对今后攀钢开发连铸新钢种制定配水制度以及提高铸坯质量都具有重要地实用价值• 附符号表:T――铸坯温度/Cc——钢地比热/kJ ' kg-1' T-1入一一导热系数/WmT c-1T b――二冷区环境温度/ Ch ---- 平均换热系数/kWmf.C-1X D2――铸坯厚度地一半/mm© ――变换温度/C(T――斯蒂芬-波尔兹曼常数/kWmTk-4时间/sec钢地密度/kg .m-3&铸坯表面黑度q――热流密度/kW.m-2. -2. -1W水流密度/L.m.secY B2――铸坯宽度地一半/mmH热焓/kJ 'kg-1下标:宽一宽面。