焊接毕业论文
毕业论文机器人CMT焊接工艺研究
机器人CMT焊接工艺研究摘要本文利用焊接机器人和福尼斯CMT焊机对镀锌板进行堆焊,搭接和对接,分析CMT 机器人焊接焊接得到板材的外观,成型,硬度,气孔产生的原因,焊接变形产生的原因。
得到由于冷金属过渡焊接的特殊的抽送丝方式,其焊接热输入量更小,在同样焊接参数下,冷金属过渡焊接比MAG焊的飞溅更少,熔深更小,且硬度值要明显低于MAG焊。
但是在搭接镀锌板材时,由于无间隙,电弧力过大,弧长修正系数过大,焊接速度过快等原因,仍会出现气孔,对接时由于板材膨胀收缩不均匀仍会出现焊接变形。
关键词:机器人;冷金属过渡;镀锌板前言近年来镀锌板在工业中应用逐渐增多,在所有应用镀锌板的行业中,汽车工业的自动化程度最高,汽车轻量化需求越来越重要,镀锌薄板的应用也越来越多,但镀锌薄板如何有效的焊接一直困扰着工程技术人员,CMT焊接技术的发展成功解决了镀锌薄板的焊接问题。
本文围绕机器人CMT焊接镀锌板过程中容易出现的几个问题展开研究:焊缝外观是否美观,焊缝区域的硬度问题,焊接区域的气孔缺陷问题,焊接过程中的变形问题……本次研究对汽车车身的镀锌薄板的焊接具有一定的现实意义,可实现机器人CMT焊接镀锌薄板少气孔无气孔,少变形甚至无变形,焊接接头美观。
冷金属过渡焊接技术可代替传统MIG/MAG焊进行薄板焊接。
第1章绪论1.1焊接机器人我国在20世纪70年代末开始进行工业机器人的研究,经过二十多年科技的发展,工业机器人的性能更完善、价格更低,应用越来越普遍。
我国在产业转型的过程中,工业机器人的需求在快速增加。
利用焊接机器人不仅能稳定和提高焊接质量,保证其均一性,而且可以改善劳动条件,提高劳动生产率,缩短产品改型换代的周期,减小相应的设备投资。
现在焊接机器人更是遇到难得的发展机遇。
一方面,焊接机器人的价格不断下降,性能不断提升,性价比大幅度提高。
另一方面,劳动力成本也在不断上升。
现在的制造型企业也都在提升加工手段,提高产品质量和增强企业竞争力。
焊接质量检测技术毕业论文选题(100个)
焊接质量检测技术毕业论文选题铝合金车体摩擦搅拌焊仿真分析与实验研究船用柴油机油底壳焊接工艺研究及变形控制某公司液压支架焊接机器人工作站项目研发阶段质量风险管理研究基于多通道的电阻点焊质量检测研究挖掘机回转平台焊接变形的数值分析及控制基于结构光视觉的刀盘部件焊接机器人系统的设计与实现微小型底座组件精密装配与焊接系统研制面向精密装配焊接的机器人微操作技术基于SPH法的爆炸焊接质量模拟研究大功率激光复合焊接匙孔形态及其对焊缝成形影响的研究集装箱自动化焊接系统的轨迹规划和轨迹校正方法研究船舶焊接的智能化管控系统优化设计研究搅拌摩擦焊特种搅拌头的设计及试验研究高压熔化极气体保护焊电弧电离度测试及分析激光-MAG复合横焊工艺优化研究基于多通道数据采集的船厂焊机监控系统研究基于EN 15085标准的焊接接头质量等级评估方法研究与系统开发焊接结构抗疲劳性能评估方法研究及应用焊接电弧信息采集及分析系统研究基于主被动视觉传感的机器人焊接过程焊缝跟踪与熔池监测研究5754/7075铝合金激光搭接焊接头质量多信息融合检测核电压力容器不锈钢耐蚀层机器人热丝TIG堆焊过程监测及工艺性能研究基于声信号检测的水下湿法焊接气泡动态演变研究921A钢水下激光填丝焊接成形工艺优化研究汽车用螺母凸焊工艺优化研究基于无损检测技术的A公司压力容器质量改进研究复杂相贯曲线机器人加工轨迹的智能规划与控制钒元素对316L/T91焊接接头力学性能及在液态LBE中腐蚀行为的影响水下湿法焊接电弧等离子体温度及其组分研究WH公司乙烯项目焊接工程质量过程管理研究基于多元统计分析的钢轨焊接过程质量综合评价研究超窄间隙焊接电源外特性研究超窄间隙铸钢件钢管自动化焊接装置研制及质量预测方法研究管道接头GTAW熔敷层控形控性研究超窄间隙焊接坡口宽度检测方法与系统研究基于激光视觉的镀锌钢板MIG焊接质量监测基于能量分布调控的中厚板激光焊接质量优化研究低真空激光焊接特性及热物理过程的试验研究与数值模拟板管类零件自动组装焊接装备及其生产管理系统研发基于STM32与LabVIEW的链条电阻对焊监测器的开发基于激光视觉引导的螺旋线焊缝跟踪焊接控制系统研发旋摆TIG-MIG复合热源电弧物理特性和焊缝成形的研究围护桩钢筋笼焊接质量对基坑工程性状的影响汽车皮带轮组件异种钢激光角焊工艺研究基于锌粉吸收剂的激光透射焊接聚芳砜研究BZ-TAI公司精益质量管理策略研究——以导轨焊接单元质量管理为例摩擦焊机设计及其关键技术研究兆赫级超声焊接理论及应用研究大型构件机器人焊接工艺参数的研究与优化金属/金属、塑料/塑料超声波复合固相焊接工艺和机理研究半挂车牵引模块自动焊接质量控制的关键技术研究自行式气压焊轨车在换铺无缝线路大修施工的应用研究S公司钢制办公家具焊接质量管理改进研究混合结构继电器装配的真空共晶焊工艺研究基于试验设计与建模的车身点焊优化方法研究Z炼化电站超低排放改造项目质量管理研究7075超硬铝合金焊接接头组织性能预测与优化控制研究聚乙烯燃气管道焊接质量分析研究基于激光-物质相互作用的超短脉冲激光微焊接研究六西格玛管理在T企业钢制焊接气瓶质量改善中的应用异型接头及异种金属的焊接工艺优化研究塑封式IPM真空焊接工艺的研究高压GMAW电弧收缩分析及数值模拟减速箱焊接机器人轨迹规划设计与实现水下湿法焊接过程稳定性及熔滴过渡控制研究不锈钢短周期拉弧螺柱焊接头超声信号分析及质量智能评估硬盘磁头全自动激光焊接机研制基于碰撞安全性的B柱用超高强钢点焊工艺研究TC4钛合金水下激光填丝焊接控形控性工艺研究磁选机介质盒焊接工艺及设备研究基于深度迁移学习的焊接质量在线监测方法研究超短脉冲激光焊接高硼硅玻璃的工艺参数优化与数值模拟基于CNN和熔池图像的GMAW焊接质量在线监测研究基于自组织增量学习神经网络的FSW质量评价研究高分子材料音膜/音圈激光微焊接工艺及其过程仿真研究激光-电弧复合焊接状态在线检测方法研究激光视觉传感的焊缝跟踪方法研究基于EtherCAT的分布式弧焊监测及质量分析系统焊接工业过程多信息传感及控制系统设计与实现基于深度学习的超窄间隙焊接质量评估方法研究高频磁控TIG焊设备的研制、电弧的模拟及实验研究基于图像处理旋转电弧传感GMAW平堆焊电弧形态和熔滴过渡行为的研究6061-T6铝合金高频脉冲辅助方波交流TIG焊研究微卡焊装线工艺方案研究等离子—缆式七丝MIG复合焊接熔池流体行为研究船舶上层建筑薄板激光-MIG复合高速焊工艺及接头组织性能研究海工系泊锚链闪光焊接质量评估系统研究半导体激光焊接石油内衬管Al2O3陶瓷的机理研究高频焊管焊接工艺优化及综合性能评价方法的研究A36钢激光电弧复合焊接工艺及其质量研究Zn-Al钎料对Cu/Al管磁脉冲-半固态复合辅助钎焊接头组织及性能的影响研究基于近场光学的振镜扫描激光焊接银纳米线网络工艺研究基于电磁场双控直流TIG电弧的焊缝识别方法研究激光焊接厚不锈钢焊缝图像与熔透状态研究带锯条焊接质量视觉检测系统研究双金属带锯条精密电阻焊设备及焊接机理研究船用5083铝合金焊接工艺研究基于铝膜中间层的聚碳酸酯激光透射焊接研究汽车节气门的扭簧组件与扇形齿轮装配站的设计与分析不锈钢薄板搭接激光焊缝外观检测及质量评估方法研究。
低碳调质钢焊接性能研究(终稿)

摘要本文介绍了金属焊接性以及焊接裂纹的概念,主要介绍冷裂纹的形成与影响因素、金属焊接性的试验研究方法,论述了低碳调质钢的焊接性及焊接工艺特点。
在总结大量资料和焊接实验的基础上,通过低碳调质钢18MnMoNb钢斜Y型焊接裂纹试验,即小铁研试验、18MnMoNb焊接热影响区组织性能试验、18MnMoNb 焊接裂纹断口的扫描电镜分析,分析低碳调质钢的焊接性及产生冷裂纹的原因,并讨论了预热对焊接冷裂纹倾向的减小作用;并对18MnMoNb焊接热影响区组织进行了金相分析和性能研究,最后对18MnMoNb焊接热影响区的显微硬度进行了测试。
完成了低碳调质钢18MnMoNb钢的可焊性研究。
关键词:可焊性;焊接接头;热影响区;焊接裂纹AbstractThis paper introduces the concepts of metal welding and welding cracks,mainly on the formation and cold crack factors,and experimental methods of metal weldable capability,discussed the welding and welding technology features of low-carbon-quality steel.On the base of investigation and weld experiments,through low-carbon-quality steel of 18MnMoNb Y-Silt Type Cracking Test,structure and performance test of 18MnMoNb weld heat affected zone,the scanning electron microscope analysis of 18MnMoNb welding crack fracture,and analysis the welding of low-carbon-quality steel and the reasons of the cold crack and summarize the influence of preheat on cold cracking;and the study completed Metallographic analysis and properties of the metal materials 18MnMoNb weld heat affected zone.Finally,micro-rigidity of 18MnMoNb weld heat affected zone was tested.The metal weldable capability of 18MnMoNb was completed.Key words:weldable;welding joint;HAZ;welding crack目录第1章焊接技术概述 (1)第2章低碳调质钢的焊接基础理论 (3)2.1 焊接冶金过程特点 (3)2.2 焊接接头的组织与性能 (4)2.3 低碳调质钢热影响区的组织分析 (7)2.4 低碳调质钢的焊接性理论分析 (7)2.5 低碳调质钢常用焊接方法 (12)第3章低碳调质钢焊接性能研究试验基础 (14)3.1 低碳调质钢常用焊接工艺 (14)3.2 低碳调质钢的焊接工艺特点研究 (17)3.3 低碳调质钢焊接性试验及分类 (19)3.4 斜Y形坡口焊接裂纹试验法 (20)3.5 渗透探伤法在焊接检测中的应用 (22)3.6 焊接接头金相试样的制备 (23)3.7 焊接裂纹的断裂形式及断口形态 (24)第4章18MnMoNb钢的焊接性试验及分析 (25)4.1 焊接试验准备 (25)4.2 低碳调质钢18MnMoNb斜Y型焊接裂纹试验 (26)4.3 低碳调质钢18MnMoNb焊接裂纹断口扫描电子显微镜分析 (30)4.4 18MnMoNb焊接热影响区组织及性能试验 (31)4.5 18MnMoNb焊接接头的硬度试验 (32)结论 (35)参考文献 (36)致谢 (37)第1章焊接技术概述焊接技术,又称连接工程,是一种重要的材料加工工艺。
机械工艺夹具毕业设计146搅拌摩擦焊焊接工装设计论文
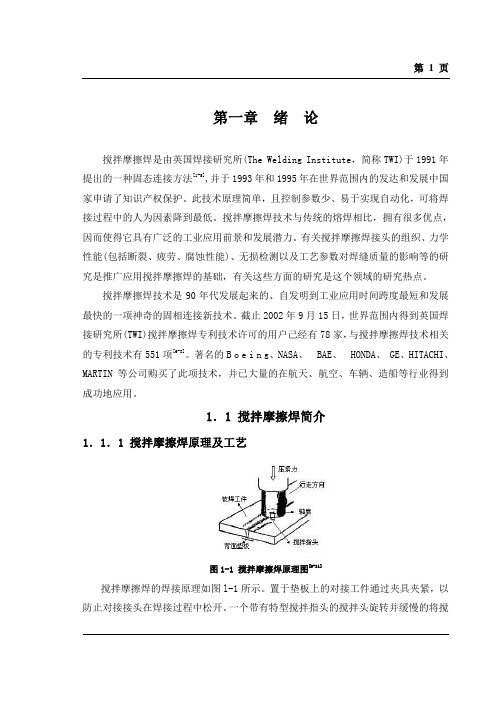
第一章绪论搅拌摩擦焊是由英国焊接研究所(The Welding Institute,简称TWI)于1991年提出的一种固态连接方法[1-5],并于1993年和1995年在世界范围内的发达和发展中国家申请了知识产权保护。
此技术原理简单,且控制参数少、易于实现自动化,可将焊接过程中的人为因素降到最低。
搅拌摩擦焊技术与传统的熔焊相比,拥有很多优点,因而使得它具有广泛的工业应用前景和发展潜力。
有关搅拌摩擦焊接头的组织、力学性能(包括断裂、疲劳、腐蚀性能)、无损检测以及工艺参数对焊缝质量的影响等的研究是推广应用搅拌摩擦焊的基础,有关这些方面的研究是这个领域的研究热点。
搅拌摩擦焊技术是90年代发展起来的、自发明到工业应用时间跨度最短和发展最快的一项神奇的固相连接新技术。
截止2002年9月15日,世界范围内得到英国焊接研究所(TWI)搅拌摩擦焊专利技术许可的用户己经有78家,与搅拌摩擦焊技术相关的专利技术有551项[6-8]。
著名的B o e i n g、NASA、 BAE、 HONDA、 GE、HITACHI、MARTIN等公司购买了此项技术,并已大量的在航天、航空、车辆、造船等行业得到成功地应用。
1.1 搅拌摩擦焊简介1.1.1 搅拌摩擦焊原理及工艺图1-1 搅拌摩擦焊原理图[9-11]搅拌摩擦焊的焊接原理如图l-1所示。
置于垫板上的对接工件通过夹具夹紧,以防止对接接头在焊接过程中松开。
一个带有特型搅拌指头的搅拌头旋转并缓慢的将搅拌指头插入两块对接板材之间的焊缝处。
一般来讲,搅拌指头的长度接近焊缝的深度。
当旋转的搅拌指头接触工件表面时,与工件表面的快速摩擦产生的摩擦热使接触点材料的温度升高,强度降低。
搅拌指头在外力作用下不断顶锻和挤压接缝两边的材料,直至轴肩紧密接触工件表面为止。
这时,由旋转轴肩和搅拌指头产生的摩擦热在轴肩下面和搅拌指头周围形成大量的塑化层。
当工件相对搅拌指头移动或搅拌指头相对工件移动时,在搅拌指头侧面和旋转方向上产生的机械搅拌和顶锻作用下,搅拌指头的前表面把塑化的材料移送到搅拌指头后表面。
激光焊接技术在汽车中的应用毕业论文

专科生毕业设计(论文)题目:激光焊接技术在汽车制造中的应用学生姓名:………系别:电气信息工程系专业年级:2008级材料成型与控制技术专业指导教师:……..2011年6月20 日摘要激光焊接是激光加工材料加工技术应用的重要方面之一,与传统焊接技术相比有着较为明显的优势。
随着激光技术的不断发展和汽车工业柔性、模块化生产方式的需要,激光焊接技术在汽车领域的应用范围越来越广,所占比例也越来越高,可达激光加工15%的份额。
本文就激光焊接在汽车领域中的应用,从激光焊接的技术概况和激光焊接的发展趋势等方面进行综合论述。
关键词:激光焊接;优势;汽车;应用;发展ABSTRACTThe laser welding is one of important aspects OF laser processing material processing technology application,and traditional welding technology has obvious advantages compared. With the continuous development of laser technology and auto industries of flexible, modular production mode, laser welding technology needs in automotive field of applied broader, more and more is also high proportion of laser processing, can reach 15% share. This paper in automotive field laser welding, laser welding the application Comprehensive discussion from the characteristics and development trend of laser welding etc. Key words :Laser welding ;Advantage;Automotive;Application ;Development目录第一章前言 (1)第二章激光焊接技术概况2.1 激光焊接的原理 (1)2.2 激光焊接相对于普通焊接的优势 (2)2.3 激光焊接过程控制 (3)第三章激光焊接在汽车工业中的应用3.1 汽车零部件的激光焊接 (4)3.2 激光拼焊技术 (4)3.3 汽车车身激光焊接技术 (5)3.4 激光复合焊接技术在汽车车身制造中的应用 (5)第四章激光焊接技术的前景及发展趋势4.1 复合焊接 (6)4.2 激光焊接的控制和激光焊接的模型 (6)4.3 激光焊接的激光发生器及其工艺发展趋 (7)4.4 激光焊接技术前景 (7)结论 (7)致谢 (8)参考文献 (8)第一章前言激光焊接从上世纪 60 年代激光器诞生不久就开始了研究,从开始的薄小零件或器件的焊接到目前功率激光焊接在工业生产中的大量的应用,经历了近40 年的发展。
机械毕业设计781焊接板件铣边机设计论文

第一章概述1.1 铣削加工的基本知识一、常用铣床概论(一)万能卧式铣床铣床的主轴中心线与工作台面平行。
其工作台有三个方向即垂直横向及纵向都可以移动。
纵向工作台在水平面内还能向左右旋转0—45度的角度。
如选择合理的附件和工具,几乎可以对任何形状的机械零件进行铣削。
(二)立式铣床铣床的主轴中心线与工作台面垂直,有的立铣因为加工需要,主轴还能向左右倾斜一定角度,以便铣削倾斜面。
立式铣床一般用于铣削平面斜面或沟槽,齿轮等零件。
(三)龙门铣床此铣床具有足够的刚度,适用与强力铣削,加工大型零件的平面,沟槽等。
铣床通常有二轴、三轴甚至更多主轴以进行多刀、多工位的铣削加工,生产效率很高。
铣镗加工中心在生产中也获得了广泛应用,他可承担中小型零件的铣削或复杂面的加工。
铣镗加工中心尚可进行铣、钻、绞、镗、纹丝等综合加工,在一次工件装夹中可以自动更换刀具,进行铣、钻、绞、镗、纹丝等多工序操作。
二、铣床加工范围及加工特点(一)铣床加工范围可加工水平面,台阶面,垂直面,齿轮,齿条,各种沟槽(直槽,T型槽,燕尾槽,V型槽)或成形面等。
(二)铣床加工特点加工范围广,适合批量加工,效率高。
铣刀属多齿工具,根据刀具的不同,出现断续切削,刀齿不断切入或切出工件,切削力不断发生变化,产生冲击或振动,影响加工精度和工件表面粗糙度。
铣床加工精度为179—177。
表面粗糙度为Ra6.3-1.6um。
三、铣削加工与铣削工艺(一)铣削加工铣削加工是在铣床上利用铣刀旋转对工件进行切削加工方法。
铣刀是旋转的多刃具。
铣削是多刃加工,且铣刀可使用较大的切削速度,无空回程,故生产效率高。
(二)铣削用量它包括铣削速度,进给量和铣削宽度和深度。
1、切削速度V c切削速度即为铣刀最大直径的线速度:V c=πdn/1000 m/min2、进给量:指刀具在进给运动方向上相对工件的位移量。
有三种方式:(1)每齿进给量f z mm/z(2)每圈进给量f mm/r(3)每分钟进给量mm/min 铣床多用于每分钟进给量γf=f·n=f z·z n mm/min3、背吃刀量也就是切削深度a p,它是沿铣刀轴线方向测量的切削层尺寸。
二氧化碳气保焊飞溅问题-毕业论文
二氧化碳气保焊飞溅问题摘要:二氧化碳气体保护焊具有成本低、效率高、变形小、抗油和锈、易操作等优点,但由于飞溅严重,极大地制约了二氧化碳气体保护焊的推广和应用。
产生飞溅的原因是二氧化碳的氧化性引起的,生成的CO不能及时溢出熔池使熔滴中的CO 气体,在电弧高温作用下急剧膨胀而激烈爆炸形成飞溅。
此外还有瞬间短路飞溅。
此外还有瞬间短路飞溅、电爆炸飞溅及冶金飞溅。
当熔滴过渡变为颗粒状态过渡时,形成大颗粒状过渡引起较大的飞溅。
通过冶金措施和焊接工艺参数的选择和调整等方面来减少飞溅。
1、前言二氧化碳气体保护焊是20世纪50年代初期发展起来的一种新型焊接技术,具有成本低、效率高、变形小,抗油和锈,易操作等优点,该技术在冶金化工、锅炉、压力容器、热能电力、航空航天等领域得到了广泛的应用。
但焊接时产生的金属飞溅大是二氧化碳气体保护焊主要的缺点。
金属飞溅不仅会降低焊丝的熔敷系数,增加焊接成本,而且会使飞溅金属粘着导电嘴端面和喷嘴内壁,引起送丝不畅,使电弧燃烧不稳定,降低气体保护作用,并使劳动条件恶化,必要时需停止焊接进行焊嘴清理工作。
2、二氧化碳焊飞溅的产生在二氧化碳气体保护焊的短路过渡过程中,燃弧阶段。
焊丝融化形成熔滴,熔滴与熔池短路形成金属液桥。
随后,熔滴在熔池中迅速铺展。
熔滴在液体表面张力、重力、流过液桥电磁收缩力的作用下向熔池过渡,最后在这些作用力的作用下与焊丝断开,重新引燃电弧,开始新的过渡周期。
国内外学者研究认为二氧化碳气体保护焊主要有以下几种形式的飞溅:1、短路初期“瞬时短路”产生飞溅。
短路初期,熔滴刚接触熔池时,因接触面积小,电阻和电流较大,熔滴受电磁力过大,熔滴被迅速排斥出熔池形成飞溅,也会形成爆炸飞溅。
2、短路末期短路液桥缩颈“电爆炸”产生飞溅。
当熔滴在熔池表面充分浸润、铺展后,在焊丝与熔池之间形成短路液桥。
液桥在表面张力、重力及流过液桥的短路电流引起的电磁收缩力的共同作用下产生收缩,形成很细的缩颈。
座式焊接变位机设计毕业论文

座式焊接变位机设计毕业论文本科毕业设计 (论文)座式焊接变位机设计 Design of Horizontal Welding Positioner学院: 机械工程学院专业班级: 机械设计制造及其自动化机械081 学生姓名: 学号: 指导教师:2012年6月毕业设计,论文,中文摘要座式焊接变位机设计摘要:焊接变位机已经成为现代机械制造行业的一种不可或缺的设备,在焊接领域可以将它划分为焊接辅助机,其型式和品种规格约有十余个系列、百余个品种,正在逐步形成一个新兴行业。
本设计题目是设计载重1000Kg,可进行全位置焊接的座式焊接变位机械。
主要内容是关于焊接时工作台与工件回转倾斜的控制、电机选择、减速器的选择、各个轴和轴承的确定以及校核等等。
设计的具体过程是根据任务书给定的载荷和焊接速度等参数来确定设备所需要的电动机类型,电动机参数,包括:电动机的转速、额定功率、电压电流等,在此基础上计算第一级蜗杆传动轴的相关数据、第二级蜗杆传动轴的相关数据以及选择相应配件的型号,并且对其进行相关的强度、使用寿命等的校核。
最后使用CAD软件绘制相关的零件图纸、装配图纸。
关键词:焊接变位机;座式;机械设计毕业设计,论文,外文摘要Design of Horizontal Welding PositionerAbstract: Welding positioner has become indispensable manufacturing equipment, in the welding area it can be designated as welding auxiliary machines. The productsspecifications on the type of case, has been available, and nearly a dozen more series, more than one hundred varieties and specifications, and is forming a new industry.This subject is designed to load 1000Kg, for all position welding of Block Variable-bitmachines. Mainly on the welding machine of the rotary turning the control, motor selection, the choice of reducer, worm shaft and bearing all the determination and checking, and so on. The specific process design is based on the commitments, whichgives load and welding speed to determine the motor types and motor parameters,which equipment needed to, including: motor speed, rated power, voltage and current, calculated on the basis of this axis and the corresponding parts of the model size, and its associated strength, service life can be checked. Fragment using CAD software, the relevant parts diagram, assembly drawing out.Keywords: welding positioner;seater;mechanical design目录1 绪论 (1)2 焊接变位机的性能及结构...............................................................1 2.1焊接变位机 (1)2.2 焊接变位机应具备的性能………………………………………………………22.3焊接变位机的功能及结构形式…………………………………………………3 2.4 全功能焊接变位机及主自由度…………………………………………………3 3 焊接变位机方案设计……………………………………………………………43.1焊接变位机整体方案设计………………………………………………………4 3.2座式焊接变位机的用途及结构形式……………………………………………5 3.3焊接变位机的驱动系统………………………………………………………5 3.4设计方案简介……………………………………………………………………5 4 回转机构的设计…………………………………………………………………64.1回转机构传动简图………………………………………………………………6 4.2原始数据…………………………………………………………………………6 4.3工作条件…………………………………………………………………………6 4.4电动机的选择…………………………………………………………………6 4.4.1倾斜机构电动机的选择………………………………………………………7 4.4.2回转机构电动机的选择………………………………………………………7 5 回转机构减速器的设计…………………………………………………………75.1总传动比…………………………………………………………………………7 5.2总传动比的分配…………………………………………………………………8 5.3传动装置的运动和动力参数的设计……………………………………………8 5.3.1各轴的转速……………………………………………………………………8 5.3.2各轴的功率……………………………………………………………………8 5.3.3各轴的转矩……………………………………………………………………8 5.3.4各数据汇总……………………………………………………………………8 6 传动零件的设计...........................................................................8 6.1同步带传动的设计........................................................................9 6.2第一级蜗杆传动的设计..................................................................11 6.3第二级蜗杆传动的设计..................................................................12 6.4第一级蜗杆轴的设计 (13)6.5第二级蜗杆轴的设计.....................................................................14 6.6第二级蜗轮轴的设计.....................................................................15 6.7轴的校核....................................................................................16 6.8键的选择....................................................................................17 结论.............................................................................................19 致谢.............................................................................................20 参考文献.......................................................................................21 附录 (22)1 绪论焊接技术自发明至今已有百余年的历史,工业生产中的一切重要产品,如航空、航天及核能工业中产品的生产制造都离不开焊接工艺,并且焊接质量的好坏直接影响产品质量的好坏以及整机性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接毕业论文
随着工业制造的发展和技术的进步,焊接作为一种常用的加工工艺,在许多行业中都有广泛的应用。
焊接技术的发展不仅推动了制造业的
进步,也对社会经济发展起到重要作用。
本篇毕业论文将对焊接技术
进行深入探讨,分析其发展趋势和应用领域,从而展望未来的发展方向。
一、焊接技术概述
焊接是将金属或非金属材料通过加热或压力等作用力,使其在相互
接触的位置产生冷凝或化学反应,从而形成一个稳固的连接。
焊接技
术以其简便、高效、可靠的特点,广泛应用于汽车、航空、船舶、建
筑等领域。
随着科学技术的进步,焊接技术也在不断发展。
二、焊接技术的分类
基于不同的焊接原理和工艺特点,焊接技术可分为以下几类:
1. 电弧焊接:利用电弧的高温和熔融作用将焊接材料连接在一起。
电弧焊接在制造业中得到广泛应用,具有成本低、操作简单等优点。
2. 气体保护焊接:在焊接过程中利用惰性气体或活性气体来保护焊
接熔池,防止其与空气中的氧气发生反应造成氧化。
3. 熔化焊接:利用火焰、激光或电子束等热源熔化工件表面,形成
焊缝。
4. 压力焊接:利用外力对工件进行压力加工,使其形成连接。
常见
的压力焊接方法包括冷焊接、热压焊接和摩擦焊接等。
三、焊接技术的应用领域
焊接技术在许多领域起到了关键作用:
1. 汽车制造业:焊接是汽车生产线上的重要环节,如车身焊接、零
部件焊接等。
在汽车制造过程中,焊接技术能够提高车身强度和刚性,提升汽车的质量和安全性。
2. 航空航天业:航空器的制造需要高强度和轻质的材料,焊接技术
可以实现这一需求。
例如,飞机的机翼、气动外壳等部件都需要通过
焊接工艺连接在一起。
3. 建筑行业:焊接技术在建筑行业中广泛应用于钢结构的制作和安装,具有高强度、适应性强等特点。
4. 钢铁冶金业:焊接技术在钢铁冶金加工中扮演着重要角色,如钢
管的制造、管道的连接等。
四、焊接技术的发展趋势
随着科技的不断进步,焊接技术也在不断演进和改进:
1. 自动化和智能化:随着机器人技术的发展,自动化焊接已成为现
代制造业的趋势。
自动化焊接系统可以提高生产效率,降低人力成本。
2. 材料和工艺创新:随着新材料的涌现,焊接技术需要适应更广泛的材料需求。
同时,新的焊接工艺和设备的引入也将推动焊接技术的发展。
3. 环境友好型:传统的焊接工艺中会产生大量的废气和废渣,对环境造成污染。
未来焊接技术将更加注重环境友好型,提出更加节能、低污染的焊接解决方案。
五、总结与展望
焊接技术作为一种常用的加工工艺,对现代制造业的发展起到了重要作用。
随着技术的进步,焊接技术在自动化、材料、环境友好型等方面不断发展。
我们对焊接技术的未来发展充满期待,相信它将在各行各业发挥越来越重要的作用,推动工业制造的进步和创新。
通过本篇毕业论文的论述,我们对焊接技术的概述、分类、应用领域及未来发展进行了了解。
焊接技术在现代制造业中具有不可替代的作用,我们应不断关注焊接技术的研究和应用,为工业制造的进步贡献力量。