基于VB的线性摩擦焊机上位机监控系统_郭海萍
基于LabVIEW的销-盘摩擦试验机实时信号数据采集系统的开发
基于LabVIEW的销-盘摩擦试验机实时信号数据采集系统的开发贾丹;陈松;段海涛;李健【摘要】针对摩擦学试验研究中信号采集和实时数据处理要求,以销-盘摩擦试验机为对象,设计了基于图形化编程语言LabVIEW的摩擦试验机的实时信号数据采集测试系统,成功实现了用户界面控制、压力和扭矩等信号的采集、摩擦系数的计算、同步显示、后台实时数据压缩处理和数据存储等功能;同时,以算术平均算法为例,进行1min试验,探讨了实时数据处理对摩擦学数据可靠性以及对存储空间占用的影响;结果表明该开发系统有效解决了摩擦学试验测试中的海量数据存储问题,提高了计算机工作效率,对摩擦学试验数据采集具有较广泛的适应性.【期刊名称】《计算机测量与控制》【年(卷),期】2013(021)009【总页数】3页(P2597-2599)【关键词】LabVIEW;销-盘摩擦试验机;数据采集;实时信号【作者】贾丹;陈松;段海涛;李健【作者单位】武汉材料保护研究所,武汉430030;武汉材料保护研究所,武汉430030;武汉材料保护研究所,武汉430030;武汉材料保护研究所,武汉430030【正文语种】中文【中图分类】TP3030 前言随着科技的发展,现代摩擦学测试技术已经完全摒弃了基于XY记录仪的数据获取方法,取而代之的是基于传感器、数据采集卡和计算机的数据采集系统。
通过高性能数据采集和计算机数据处理[1],已经能够实现摩擦力信号、摩擦扭矩信号、温度信号等重要测试信息的高精度采集、处理和控制。
基于虚拟仪器[2]的计算机数据处理技术是近年来广泛采用的试验信号采集处理方法。
摩擦学实验试验时间长、精度要求高,产生的数据量大。
随着测试要求以及数据采集硬件采样频率的提高,单位时间数据量的大幅度提升,产生的海量数据耗费大量存储空间,对计算机数据处理软件的开发特别是实时数据处理提出较苛刻的要求。
如何克服数据采集数据占用太多的存储空间,影响测试效率的问题,是基于虚拟仪器的计算机数据处理软件二次开发中研究的重要内容。
基于VB6·0的变频器与计算机通讯程序设计

基于VB60的变频器与计算机通讯程序设计
孔柱新;焦明华;俞建卫;田明
【期刊名称】《控制工程》
【年(卷),期】2006(13)6
【摘要】针对在摩擦磨损测试系统中,计算机通过变频器控制试样的速度,介绍了变频器工作参数设置、连接、变频器的通讯协议(USS),分析了VB6.0通讯控件MSComm的基本属性,提出了利用MSComm控件进行变频器与计算机通讯程序的设计,给出了程序设计流程图和系统中变频器与计算机通讯的关键源程序代码。
在所设计的摩擦磨损测试系统中,实现了计算机对变频器的任意控制。
实际运行结果表明,所设计的变频器通讯控制程序,具有很好的稳定性及可靠性。
【总页数】4页(P583-585)
【关键词】变频器;MSComm;通讯协议;VB6.0;工况
【作者】孔柱新;焦明华;俞建卫;田明
【作者单位】合肥工业大学摩擦学研究所
【正文语种】中文
【中图分类】TP311
【相关文献】
1.基于网络计算机与变频器通讯及控制 [J], 王健
2.基于网络的计算机与变频器的通讯及控制 [J], 缪波涛;孙旭东;张洋;李发海
3.基于VB的计算机与变频器的通讯技术研究 [J], 缴春景;朱小平;王昆
4.基于Visual Basic的计算机与多台变频器通讯及控制软件设计 [J], 苑传友;高艳霞;朱平平
5.基于VB的计算机与三菱变频器通讯及监控软件设计 [J], 曹丽华; 李燕民; 李宇峰
因版权原因,仅展示原文概要,查看原文内容请购买。
基于VB6.0的轧染机监控软件的设计
轧染机是用于布料染色的一种 印染生产机械 ,在印染工
厂中广泛使 用。 轧染机 的控制系统 中主要涉及到 2 电机 的 8台
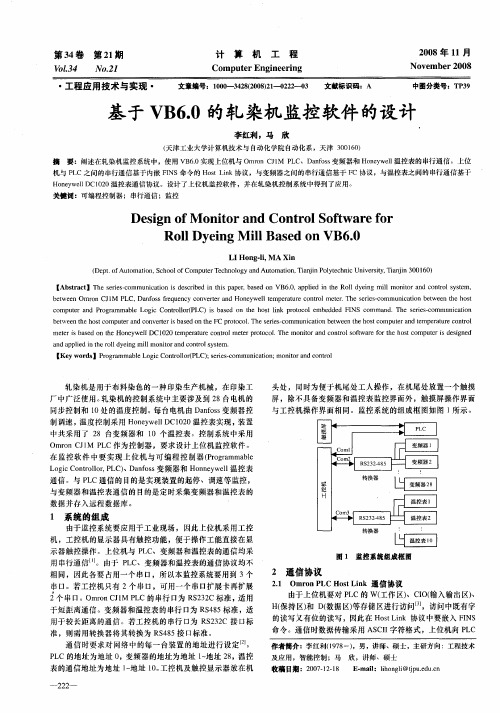
头处 ,同时为便于机尾处工人操作 ,在机尾处放置一个触摸 屏,除不具备变频器和温控表监控界面外 ,触摸屏操作界面 与工控机 操作界面相 同。监控系统 的组成框 图如 图 l 所示。
c mp t n r ga o u e a d P o rmma l L gc Co t l r LC s b sd o h o tl k p oo o mb d e I o r be o i nr l ( o o P )i ae n te h s i r tc le e d d F NS c mma d T e s r s o n n . h e e— mmu iain i c nc t o
第 3 卷 第 2 期 4 l
V 13 o.4 No 2l .
计
算 机
工 程
20 08年 1 1月
No m be 0 ve r20 8
Co p e m ut rEng ne rng i ei
・ 工程应用技术 与实现 ・
文 编 : 0 — 4 ( 02 _2 文 标 码: 章 号 1 0_2 2 8 1 0 2 3 o 3 8 0 )— 2 - 献 识 A
机与 P C之间的串行通信基于 内嵌 FN 命令 的 H s Ln 协议 ,与变频器之 间的串行通信基于 F L IS ot i k C协议 ,与温控表之 间的串行通信基于
H n y e C 0 0温控表通 信协议 。设计了上位机 监控软件 ,并在轧染机控制 系统 中得 到了应用。 o e w l 12 l D 关健 诃 :可编程控 制器 ;串行通 信;监 控
用VB开发上位机与OMRON PLC之间的一种通讯程序
用VB开发上位机与OMRON PLC之间的一种通讯程序樊春峰;李劲伟
【期刊名称】《河南科技大学学报(自然科学版)》
【年(卷),期】2002(023)002
【摘要】介绍了一个使用VB编写的程序,成功的应用在自动控制系统中,主要实现上位机与OMRON PLC之间的通讯,并对他们之间的通讯协议作了描述.文中所介绍的通讯程序的设计方法具有一定参考价值.
【总页数】3页(P82-84)
【作者】樊春峰;李劲伟
【作者单位】精英超声电子设备有限公司,广东,东莞,523562;洛阳工学院,电气工程系,河南,洛阳,471039
【正文语种】中文
【中图分类】TP311.1
【相关文献】
1.基于VB实现PLC与上位机之间的通信 [J], 康微微;鞠振河
2.VB6.0实现上位机与OMRON PLC通讯 [J], 周建琦
3.用VB实现上位机与OMRON PLC串行通讯 [J], 杨利宣;刘大全
4.基于Modbus/TCP协议台达PLC与上位机VB软件之间的通信 [J], 樊新乾;潘存海
5.用VB实现上位机与PLC之间的串行通信 [J], 田红芳
因版权原因,仅展示原文概要,查看原文内容请购买。
用VB绘制发动机实时数据动态曲线图

用VB绘制发动机实时数据动态曲线图
苏海峰;冯国胜
【期刊名称】《石家庄职业技术学院学报》
【年(卷),期】2004(16)6
【摘要】为使发动机监控系统中数据的显示和分析更直观,使用PictureBox控件和Timer控件,可以解决实时曲线显示问题,具体介绍了绘制实时监测曲线的程序设计方法.
【总页数】3页(P23-25)
【作者】苏海峰;冯国胜
【作者单位】石家庄铁道学院,机械分院,河北,石家庄,050043;石家庄铁道学院,机械分院,河北,石家庄,050043
【正文语种】中文
【中图分类】TP399
【相关文献】
1.利用VB中的图形控件实现复杂曲线图的绘制 [J], 张玉娟
2.利用VB编程实现实时数据曲线绘制 [J], 关维娟;陈清华
3.利用VB绘制二维曲线图 [J], 谭超;陈慧;谭黎明
4.利用VB6.0绘制实时数据曲线 [J], 刘艳;李颖;秦鑫
5.岩石稀土元素分布曲线图绘制的VB方法 [J], 黄诚
因版权原因,仅展示原文概要,查看原文内容请购买。
基于VB的压力传感器数据采集系统上位机软件的设计

基于VB的压力传感器数据采集系统上位机软件的设计
梁杨
【期刊名称】《机械工程师》
【年(卷),期】2012(000)012
【摘要】介绍了一种基于VB6.0软件编写的实时压力数据采集系统的上位机软件,上位机通过USB接口与数据采集卡进行通信,实现了数据的实时显示、曲线绘制.并且能够对数据和曲线进行保存.文中介绍了几个主要模块功能的设计以及实现方法.【总页数】3页(P56-58)
【作者】梁杨
【作者单位】陕西理工学院机械工程学院,陕西汉中723003
【正文语种】中文
【中图分类】TP391.7
【相关文献】
1.基于USB
2.0的多路数据采集系统上位机软件设计 [J], 柯艳;李杰;孔祥雷;刘喆
2.基于C#的超声数据采集系统上位机软件设计 [J], 李鸣谦;蓝若明;翟光杰
3.基于Labwindows/CVI数据采集系统上位机软件的设计 [J], 苏淑靖;李莹
4.基于VB的多路数据采集系统上位机软件设计 [J], 张瑜;韩玉杰;闵昆龙
5.基于Qt的微波辐射计数据采集系统上位机软件设计 [J], 黄邑燊
因版权原因,仅展示原文概要,查看原文内容请购买。
基于VB6.0的上位机与PLC实时通信技术
基于VB6.0的上位机与PLC实时通信技术1. 引言1.1 背景介绍随着工业自动化程度的不断提高,计算机在工业控制系统中的应用越来越广泛。
而上位机作为工业控制系统中的一个重要组成部分,承担着监控控制、数据处理、人机交互等功能。
而PLC作为工业控制系统中最常用的控制设备之一,其实时通信技术对于实现工业过程的自动化和智能化起着至关重要的作用。
本文将围绕基于VB6.0的上位机与PLC实时通信技术展开探讨,通过对VB6.0的上位机概述、PLC实时通信技术概述、通信协议选择、通信实现方式、数据处理与显示等方面的分析,深入探讨实时通信技术在工业控制领域的应用前景,同时也探讨技术的局限性及未来发展方向。
1.2 研究目的研究目的是通过探讨基于VB6.0的上位机与PLC实时通信技术,实现对工业生产过程中数据的实时监控和控制。
具体目的包括:1. 分析上位机与PLC实时通信技术的基本原理和应用范围,探讨其在工业自动化控制系统中的重要性和必要性;2. 研究不同通信协议的特点和适用场景,选择适合特定工业环境的通信协议,确保通信稳定可靠;3. 探讨通信实现方式,包括串口通信、以太网通信等,分析其优劣势和适用情况,为工业生产中选择合适的通信实现方式提供参考;4. 研究数据处理与显示方法,包括数据采集、处理和展示,提高数据的实时性和准确性,为工业生产的监控和控制提供有效支持。
通过本研究的目的,旨在提高工业生产过程中数据的实时性和精准性,实现对生产过程的及时监控和控制,提高生产效率,降低生产成本,实现工业生产的智能化和自动化。
2. 正文2.1 VB6.0的上位机概述VB6.0上位机程序通常包括界面设计和逻辑控制两部分。
界面设计是通过VB6.0的可视化界面编辑器进行操作,可以设计出各种样式的人机交互界面,包括按钮、输入框、图表等元素。
逻辑控制部分则是通过VB6.0的编程语言实现,可以编写各种逻辑算法、数据处理程序等,实现与PLC的通信和数据处理。
基于vb的砂浆车上位机控制系统
身控制了代码执行顺序,通常按预定的路径执行 。这种应用程序不适合无法确定执行顺序的环境。
目前 ,Wid w 应 用程序 多采用 了流行 的事件驱动风 格 。使用V no s B,可 以开 发 出具 有事件 驱动风 格 的
应 用程序 。
( )工程。方便的资源文件集中管理模式使用V 开发一个应用程序常常需要使用多个文件, 2 B
基于 v b的砂 浆车上 位机 控 制 系统
唐 云龙 褚 渊博
( 家庄 铁 道 大 学 河北 石 家庄 石 004 ) 50 3
摘要:高速铁路是 中国的未来的发展趋势, 在未来的几十年里高速铁路将成为主要的交通工具,
用于建设高速铁路的砂浆车现在 已成为建设铁路的必要工具,为确保机器高速、稳定、可靠的运行, 基于 v b的砂浆车控制系统的上位机监控系统。 详细介绍其系统结构 以及功能,并阐述其 中关键的通
如窗体 文件 、程序代 码文 件 、类 模块 的定义文件 、资源 文件等 。构成应 用系统 的所 有文件 可 以使用 工程来 管理 ,即建立 一个 工程文件 ,把 构成应用 系统 的所 有文件 的清 单 以及所 设 置的环境 选项 方面
的信 息都包 含在 该工程文件 中啪。
( )窗体 。所见 即所得 的开发环 境用户 界面是用户 与应用系 统进行 交互操 作的 可视部 分 ,使 用 3
能够 完 成所 需要 的 的功 能 ,以 图形 化 的方式 形象 地显 示整个 生产 ]艺 过程 、各个 执 行机 构 的状态 及 二
运作 参 数 ,操 作 者通过 上位 机可 以完 成和 掌握整 个生 产流程 的运 作状 态 。设计如 图 1 所示 。
图 1 系 统 结 构 图
3 系 统 主要 特 点
基于Labview的搅拌摩擦焊焊接力监测系统开发
基于Labview的搅拌摩擦焊焊接力监测系统开发
董英信;王庆霞;杨建国;麦允杰;张华德
【期刊名称】《现代制造工程》
【年(卷),期】2013(000)007
【摘要】根据搅拌摩擦部件数字化设计和过程监控需求,设计开发了一套搅拌摩擦焊焊接力监测系统.首先基于Labview开发了焊接力监测软件,然后采用PC机、采集卡和传感器搭建了硬件平台,最后对系统平台进行标定和实验.实验结果表明,该系统可精确测量搅拌头所受焊接力,为焊机主轴及搅拌头的整体检测分析提供有效数
据样本,达到优化焊机主轴性能,提高摩擦焊设备效益等效果.此外,该系统具有量程大、精确度高和可移植性强等优点,具有较为广泛的适用性.
【总页数】5页(P113-117)
【作者】董英信;王庆霞;杨建国;麦允杰;张华德
【作者单位】东华大学机械工程学院,上海201620;东华大学机械工程学院,上海201620;东华大学机械工程学院,上海201620;东华大学机械工程学院,上海201620;上海航天设备制造总厂,上海200245
【正文语种】中文
【中图分类】TH16
【相关文献】
1.基于LabVIEW的搅拌摩擦焊在线监测系统 [J], 王吉胜;黎向锋;左敦稳;汪洪峰;
董学伟;董春林;李光
2.基于LabVIEW的轴承润滑状态监测系统开发 [J], 彭娅楠;刘丽冉
3.新型搅拌摩擦焊焊接力监测系统的设计 [J], 徐天天;王庆霞;杨建国;王寒;张华德
4.基于LabVIEW的搅拌摩擦焊焊接力监测系统设计 [J], 王庆霞;麦允杰;杨建国;徐天天;张华德
5.基于多传感器技术的搅拌摩擦焊在线监测系统开发 [J], 叶赵伟;左敦稳;左立生因版权原因,仅展示原文概要,查看原文内容请购买。
基于LabVIEW的刀具磨损在线监控系统
基于LabVIEW的刀具磨损在线监控系统
冯艳;罗良玲;夏林
【期刊名称】《制造技术与机床》
【年(卷),期】2006(000)012
【摘要】自动监测刀具磨损、分析刀具磨损状况是FMS和CIMS中迫切需要解决的问题.文章在LabVIEW技术的基础上,实现了机床主轴电动机电流信号的采集、存储和分析;在线监控电流的变化情况,反映出了刀具的磨损状况,提出了主轴电流与切削参数之间的数学模型.并用试验验证了该系统的有效性和实用性.
【总页数】4页(P17-20)
【作者】冯艳;罗良玲;夏林
【作者单位】南昌大学机电工程学院,江西,南昌,330029;南昌大学机电工程学院,江西,南昌,330029;南昌大学机电工程学院,江西,南昌,330029
【正文语种】中文
【中图分类】TP3
【相关文献】
1.基于LabVIEW数控机床刀具磨损的在线监测 [J], 赵春霞;白存军;潘经涛
2.基于EMD和ADS的刀具磨损在线监控系统开发 [J], 钱桃林;高宏力;李辅翼;王勇
3.基于LabVIEW的刀具磨损在线监控系统 [J], 冯艳;罗良玲;夏林
4.基于LabVIEW的刀具磨损监测分形识别平台 [J], 王永红; 朱丽琴
5.基于LabVIEW的刀具磨损监测研究 [J], 王筱; 张振峰; 王帅; 徐洪涛
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学术论文RESEARCH64航空制造技术・2012 年第 17 期[摘要] 利用Visual Basic 开发了线性摩擦焊机上位机监控系统。
该系统实现了对下位机的监控和对焊接过程的自动控制,界面友好、操作简便、运行稳定。
关键词: 线性摩擦焊 上位机 VB[ABSTRACT] A linear friction welding (LFW) host computer control system based on visual basic (VB) is de-veloped. It realizes the monitoring and control of console machines, and the autocontrol of linear friction welding process. This control system provides user with friendly interfaces, can be easily manipulated, and can stably run.Keywords: Linear friction welding Host com-puter VB线性摩擦焊(Linear Friction Welding,LFW)是20世纪80年代末出现的一种新型焊接方法,用来焊接非圆截面的同种或异种材料构件,目前主要应用于航空发动机整体叶盘的制造中[1]。
这种焊接方法涉及的工艺参数众多,焊接过程高度自动化,因此,对过程监控和人机交互性方面有较高的要求。
Visual Basic(简称VB)功能强大,开发速度快,既能实现与不同下位机的通讯和完成过程监控,在数据处理和界面开发方面,又较一般的工业组态软件灵活。
本文就基于VB 开发了上位机监控系统,以实现对线性摩擦焊过程监控的功能。
1 系统总体结构监控系统硬件结构如图1所示。
上位机系统由一台研华工控计算机和PCI-1710数据采集卡、PC/MPI 适配器等组成。
油源和装夹子系统由西门子S7-300 PLC 控制,通过PC/MPI 适配器与上位机通信;振动伺服和顶锻伺服子系统由工控计算机控制,通过以太网与上位机通讯。
线性摩擦焊上位机系统主要有以下功能:(1)与PLC 通信,实现对装夹系统旋转伺服电机的监控以及对装夹系统各油缸的控制;(2)与振动伺服和顶锻伺服控制系统通讯,实现振幅、频率、摩擦压力、顶锻压力等焊接参数的设置,读取并保存下位机记录的实测焊接参数;(3)采集装夹系统各油路压力;(4)实现线性摩擦焊过程的自动循环控制;(5)绘制实测工艺曲线。
2 上位机软件的设计实现2.1 主程序结构上位机软件基于VB 6.0 开发。
为方便软件维护和扩展软件功能,上位机软件采用模块化设计,分为报警处理、油源监控、装夹系统监控、焊接监控、焊后数据处理等程序模块。
主程序结构如图2所示。
2.2 与PLC 通信上位机软件通过PC/MPI 适配器,使用PRODAVE_S7 V5.5软件包与西门子S7-300 PLC 通信。
PRODAVE 软件包的动态链接库(DLL)提供了大量的基于Windows 操作系统的动态链接库(DLL)函数,供开发者解决PLC 与PC 之间的数据交换和数据处理问题,这样,基于VB 的线性摩擦焊机上位机监控系统*Linear Friction Welding Host Computer Control System Based on Visual Basic中航工业北京航空制造工程研究所 郭海萍 周梦慰 江乐天 张田仓* “高档数控机床与基础制造装备”科技重大专项“先进焊接技 术与装备创新能力平台”(2011ZX04016-061)项目资助。
图1 监控系统硬件结构Fig.1 Hardware structure of control system工控计算机(上位机)PCI-1710PCI 总线PC/MPI 适配器西门子S7-300PLC工控计算机(振动、顶锻伺服控制)振动子系统顶锻子系统装夹子系统油源子系统以太网DIOAIDOI:10.16080/j.issn1671-833x.2012.17.010学术论文RESEARCH2012 年第 17 期・航空制造技术65开发人员不需要熟悉复杂的通讯协议,也不需要编写PLC 一侧的通信程序,只需要调用相应的DLL 函数即可以实现通信[2]。
在本系统中,PLC 程序所有供上位机监控的参数变量都置于同一个DB 数据块中,以便上位机软件可以用一条指令全部一次性读取;上位机软件将所有要写入PLC 的控制变量写入一个DB 数据块中,PLC 程序以这个DB 数据块中的变量作为控制条件。
2.2.1 安装和配置PRODAVE安装PRODAVE_S7 软件包和STEP 7 后,在桌面执行菜单命令“开始”—“程序”—“PRODAVE_S7”—“PG-PC Interface”打开PG/PC 接口配置对话框,在接口参数列表框中选择“PCAdapter(MPI)”,在应用程序访问点列表框内选择“S7ONLINE(STEP7)”;点击【属性…】打开属性对话将“MPI”栏中的传输速率设为187.5kbit/s,其他参数采用默认设置,在“Local Connection”选项卡的“COMPort”选择框中设置实际使用的PC 串口的编号,传输速率设置为19.2kbit/s。
2.2.2 声明所需的DLL 函数和数据结构 (1)在VB 程序的标准模块中添加对PRODAVE_S7软件包DLL 函数的声明,代码如下:'基本功能Declare Function load_tool Lib "w95_s7.dll" (ByVal nr As Byte, ByVal dev As String, adr As plcadrtype) As LongDeclare Function new_ss Lib "w95_s7.dll" (ByVal nr As Byte) As LongDeclare Function unload_tool Lib "w95_s7.dll" () As Long'数据读写Declare Function db_read Lib "w95_s7.dll" (ByVal db As Long, ByVal dw As Long, anz As Long, value As Long) As LongDeclare Function db_write Lib "w95_s7.dll" (ByVal db As Long, ByVal dw As Long, anz As Long, value As Long) As LongDeclare Function d_field_read Lib "w95_s7.dll" (ByVal db As Long, ByVal nr As Long, ByVal anz As Long, value As Byte) As LongDeclare Function d_field_write Lib "w95_s7.dll" (ByVal db As Long, ByVal nr As Long, ByVal anz As Long, value As Byte) As Long'扩展功能Declare Function error_message Lib "komfort.dll" (ByVal nr As Long, ByVal value$) As LongDeclare Sub byte_boolean Lib "komfort.dll" (ByVal wert As Byte, buffer As Byte)(2)在VB 程序的标准模块中添加对PLC 地址列表所要求的数据结构的声明:Public Type plcadrtype adr As ByteSEGMENTID As Byte SLOTNO As Byte RACKNO As Byte End Type2.2.3 通信初始化(1)在MDI 窗体模块中声明一个私有变量作为PRPDAVE_S7软件包连接的PLC 地址列表:Private mudtPLCAdr(1) As plcadrtype。
(2)在MDI 窗体模块的Initialize 事件过程中初始化PLC 连接,代码如下:Private Sub MDIForm_Initialize()'初始化PLC 地址列表mudtPLCAdr(0).adr = 2mudtPLCAdr(0).SEGMENTID = 0mudtPLCAdr(0).RACKNO = 0mudtPLCAdr(0).SLOTNO = 2'连接PLCi = load_tool(1, "S7ONLINE", mudtPLCAdr(0))If i <> 0 Thenerror_message i, strstr = "No.Hex" & Hex(i) & vbCrLf & str图2 上位机软件主程序结构Fig.2 Overall structure of host computer software油源界面装夹界面焊接控制界面工艺曲线界面通信与PLC 与振动、顶锻伺服控制系统报警显示系统主要状态显示油源压力(3路)油液温度振动缸位置、压力顶锻缸位置夹具状态系统MDI 总界面学术论文RESEARCH66航空制造技术・2012 年第 17 期MsgBox str, vbOKOnly, "PLC 通讯错误"End If End Sub2.2.4 参数的读取和写入以上的通信初始化完成后,就可以在MDI 窗体模块中定时器控件的Timer 事件响应程序中调用d_field_read 函数读取PLC 中DB 数据块的参数了。
在需要向PLC 中写入数据处,可以随时调用db_write 或d_field_write 函数进行数据的写入。
2.3 焊接过程的自动循环控制这部分是整个上位机软件的核心。
它的功能主要是执行线性摩擦焊的自动循环控制程序,显示振动滑台位置、顶锻滑台位置、顶锻压力等主要设备状态,同时监控各个子系统的运行状况,以及提供自动焊接的不同运行方式。
自动焊接过程开始前,检查油源、装夹系统运行是否正常,判断振动、顶锻伺服控制系统是否已正确接收工艺参数。