热处理炉参数
RX3-65-12箱式电阻热处理炉说明书
使用说明书RX3-65-12箱式电阻热处理炉温度控制柜CD1119SM目录1.用途2.使用条件3.结构和工作原理4.使用和维修5.随机文件1. 用途:1.1产品型号和名称本产品为RX3-6-12箱式电阻热处理炉温度控制柜。
1.2产品主要用途本产品与RX3-6-12箱式电阻热处理炉配套使用。
2.工作条件:2.1 产品在下列条件下允许连续工作电网电压:AC380V+10% 50HZ;2.2 环境温度在+5∽40℃范围内;2.3 使用地区最湿月每日最大相对湿度的月平均值不大于95,同时该月每日最低温度的月平均值不高于25℃;2.4 周围没有导电尘埃,爆炸性气体及能严重损坏金属和绝缘的腐蚀性气体;2.5 没有明显的振动和颠簸。
3.结构及工作原理1、结构组成:电气控制柜主要由主回路、二次测量回路和控制回路等部分组成。
主回路由自动空气开关、交流接触器、快速插式熔断器及增强型固态继电器等组成。
二次测量回路由三块交流电流表及一块交流电压表组成。
控制回路主要由加热控制回路及仪表计量回路和超温报警回路组成。
控温回路主要由智能数显PID控温仪表FP93控制,工艺温度在控温表上进行设定。
2、工作原理该控制系统主要进行炉温控制,整个系统由温度控制仪、交流接触器、中间继电器、交流固态继电器等组成基本控温系统。
首先按照工艺在控温仪上进行温度设定,控温仪内部将设定温度信号与热电偶信号进行PID自适应运算比较,输出电压脉冲信号,经过中间继电器,控制固态继电器,通过主回路的通电及断电,来达到调节加热功率的目地。
控温仪控制及显示温度内部温度。
4.使用与维护4.1 操作方法:首先须确认炉子部分准备就绪。
1.打开控制柜门,将自动空气开关QA1(主回路)合闸,将自动开关QA2(控制回路)合闸,仪表板上电压表指示380V,闭合控制柜门。
2. 将面板上“断.控制电源.通”旋钮开关SA1扳到通位,则控制回路电源指示灯HL1亮,控制回路及仪表回路均正常显示供电。
xm-16热处理炉参数
xm-16热处理炉参数
XM-16热处理炉是一种用于金属材料热处理的设备,通常用于淬火、回火、退火等工艺。
热处理炉的参数包括但不限于加热温度范围、加热方式、炉体尺寸、控制系统等。
以下是关于XM-16热处理炉的一般参数描述:
1. 加热温度范围,XM-16热处理炉通常具有可调节的加热温度范围,一般在200°C至1200°C之间,以满足不同金属材料的热处理需求。
2. 加热方式,热处理炉通常采用电加热或燃气加热方式,其中电加热炉可以通过电阻加热丝或电磁感应加热实现,而燃气加热炉则使用燃气作为燃料进行加热。
3. 炉体尺寸,XM-16热处理炉的炉体尺寸通常根据工件的大小和数量而有所不同,一般来说,炉体尺寸越大,可以容纳的工件尺寸和数量就越多。
4. 控制系统,热处理炉通常配备先进的温度控制系统,可以实现精确的温度控制和稳定的加热过程,常见的控制方式包括PID控
制、PLC控制等。
除了以上列举的参数外,还有一些其他参数可能会因不同厂家和型号而有所差异,比如加热速率、冷却方式、耗能情况等。
在选择XM-16热处理炉时,需要根据具体的热处理工艺需求和工件特性来综合考虑以上参数,以确保选型合适并能够满足生产需求。
希望这些信息能够帮助你对XM-16热处理炉有一个初步的了解。
热处理参数表
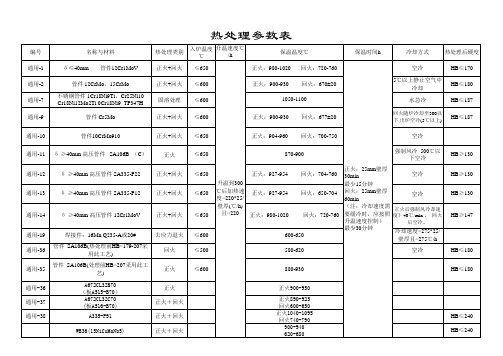
编号 通用-1 通用-2 通用-7 通用-9 通用-10 通用-11 通用-12 通用-13 名称与材料 δ ≤40mm 管件12Cr1MoV 热处理类别 正火+回火 正火+回火 固溶处理 正火+回火 正火+回火 正火 正火+回火 正火+回火 入炉温度 升温速度℃ /h ℃ ≤650 ≤600 ≤600 ≤600 ≤650 ≤650 ≤650 ≤650 保温温度℃ 正火:980-1020 正火:900-930 回火:720-760 回火:670± 20 保温时间h 冷却方式 空冷 5℃以上静止空气中 冷却 水急冷
HB≥130
HB≥130
HB≥147
HB≤180 HB≤180
HB≤240 HB≤240
1050-1100 正火:900-930 正火:904-960 回火:677± 20 回火:700-750
空冷 强制风冷 500℃以 下空冷 HB≥130
870-900 正火:927-95通用-19 通用-36 通用-35 通用-36 通用-37 通用-38
δ ≥40mm 高压管件 12Cr1MoV 焊接件:16Mn Q235-A或20# 管件 SA106B(热处理前HB>179-207采 用此工艺) 管件 SA106B(处理前HB>207采用此工 艺) A672CL32B70 (板A515-B70) A672CL32C70 (板A516-B70) A335-P91 WB36(15NiCuMoNb5)
正火+回火
≤650 ≤600 ≤500 ≤600
去应力退火 回火 正火 正火 正火+回火 正火+回火 正火+回火
正火:25mm壁厚 空冷 30min 升温到300 最少15分钟 ℃后加热速 正火:927-954 回火:650-704 回火:25mm壁厚 空冷 度<220*25/ 60min 壁厚(℃/h) (注:冷却速度需 正火后强制风冷却速 且<220 正火:980-1020 回火:720-760 要缓冷时,应按照 度》40℃/min , 回火 升温速度控制) 后空冷。 最少30分钟 冷却速度<275*25/ 600-650 壁厚且<275℃/h 580-620 880-930 正火900-950 正火890-925 回火600-650 正火1040-1095 回火740-790 900-940 620-680 空冷
热处理炉设备档案
华南设备安装有限公司自建热处理炉设备档案华南设备安装有限公司2014-12-20华南设备安装有限公司自建热处理炉设备档案目录一、热处理炉概述 (1)1.1主要参数 (1)1.2各主要技术措施 (2)二、热处理炉机械系统 (6)三、热处理炉电气控制系统 (7)四、故障和异常情况处理 (41)4.1 故障处理 (41)4.2 异常情况处理 (44)五、热处理炉维修保养说明 (44)六、维护流程和系统自动运行流程 (45)6.1 维护流程 (45)6.2 系统自动运行流程 (46)一、概述(一)主要参数1、用途:焊接件、容器、结构件退火热处理等2、最大装炉量:50吨(含工装垫铁)3、炉膛尺寸:L25m×W6.2m×H7m4、最高工作温度:950℃5、最大升温速度:≥150℃/h6、控制区数:6区7、燃料:LPG(9.1×104KJ/NM3)8、控温精度:≤±15℃(有效加热区内,保温末期测温)9、炉温均匀有效范围:16,500x6,000x6,000mm(LxWxH)10、轨道参数:2排钢轨★设计图纸定11、台车行走方式:电动自行走12、控制方式:PC(PLC)自动+仪表+手动13、仪表控温精度:0.3级14、温度控制区:6区(6点控温)15、炉体表面温升:≤60℃16、液化气气源压力:0.04~0.08Mpa17、烧嘴:16支(Q=1000000 Kcal)18、炉体控温热电偶:6支19、测温热电偶:6支(其中工件测温4点)20、炉门开启方式:电动升降式21、台车、炉体及炉门护板:耐热铸铁22、炉体及炉门炉衬:全硅酸铝耐火纤维(1260)23、台车隔热材料::整体预制浇铸料24、温度记录仪:10笔图纸记录仪25、温度、炉压控制系统:PC(PLC)26、中心控制模式:离散控制系统(二)各主要技术措施本炉子主要由炉体、炉门、炉车、燃烧系统、炉前管路及压力自控系统、炉压自控及排烟余热回收系统、密封装置、温度控制及记录系统,PLC自控系统等组成。
热处理炉资料

重量kg3000 3500 4000 5300可用吊车升降的钟罩炉用于普通气氛下热处理的钟罩炉,钟罩可由吊车升降,可用于金属线圈和棒材的退火处理。
■■■N 15/65HA **台式1 连接电压请参阅39页普通气氛17S 30/45AS 100/A■■■■■■■■■■■■■■■■■■■■■1 连接电压请参阅39页4504504504504506506506506506508508508508508503003504506007503003504506007503003504506007502503504506007502503504506007502503504506007504005006007509004005006007509004005006007509003060120250500306012025050030601202505005205706708209705305806808309806007108109601100460560660810960520620720870102074084094010901240920102011201350150010201120122014501600100011001200135015003.03.67.013.019.03.66.69.619.028.06.09.613.621.031.0型 号退火盒内尺寸 mm 最高温度℃容积L连接功率kW1-phase 1-phase 3-phase 3-phase 3-phase 1-phase 3-phase 3-phase 3-phase 3-phase 3-phase 3-phase 3-phase 3-phase 3-phase连接电压1130225280750980130225280750980130225280750980重量kg宽 w 深 d 高 hS 30/45A S 60/45A S 120/45A S 250/45A S 500/45A S 30/65A S 60/65A S 120/65A S 250/65A S 500/65A S 30/85A S 60/85A S 120/85A S 250/85A S 500/85A外尺寸 mm 宽 W 深 D高 H1 连接电压请参阅39页7507507507507507507504506006008008001000100060080010001000120010001300100200300500600800100011001200120014001400160016001200130013001600160018001800160020502250240026002400270017.528.539.552.562.570.090.0型 号井式炉内尺寸 mm 最高温度℃容积L连接功率kW3-phase 3-phase 3-phase 3-phase 3-phase 3-phase 3-phase 连接电压11000130015001600180019002200重量kg直径 dia.高 hS 100/A S 200/A S 300/A S 500/A S 600/A S 800/A S 1000/A 外尺寸 mm 宽 W深 D高 H多功能空气循环井式炉多功能空气循环井式炉,用于普通气氛下的各种热处理工艺,温度精度高。
真空热处理炉型号
真空热处理炉型号
百利得真空热处理炉型号:
1.T-S-12真空电磁热处理炉:适用于各种宽温区耐热合金,高温钢,合金结构钢,超细粉末等处理,工作温度最高可达1450℃。
2.T-S-13深冷热处理炉:适用于超低温处理各种钢种,工作温度最低可达-150℃。
3.T-S-14加热真空淬火热处理炉:采用电磁加热和真空技术,可进行各类耐热钢,高碳耐热钢,微粉末金属及合金处理,最高温度可达1450℃。
4.T-S-15真空预淬热处理炉:适用于钒、铍合金,延长了机械加工刀具的使用寿命,工作温度最高可达900℃。
5.T-S-16真空复位热处理炉:用于宽温区域内进行各种钢种的处理,工作温度最高可达800℃。
6.T-S-17硬化真空热处理炉:采用氩弧焊炉的加热效果,可以实现精确的温度控制,温度最高可达1300℃。
7.T-S-18多管真空热处理炉:运用自动控温、保温、升温、降温的技术,适用于各种钢种的热处理,最高温度可达1400℃。
8.T-S-19燃气热处理炉:采用先进的燃烧技术,可以实现比较完美的处理效果,最高温度可达1450℃。
9.T-S-20多加热区超声波热处理炉:采用可调节超声波加热,可实现多加热区和灵活处理,最高温度可达1400℃。
10.T-S-21真空加速热处理炉:适用于多种耐热钢铁,高强度、高硬度及精密钢材的处理,工作温度最高可达1200℃。
(完整版)热处理炉说明书

辽宁福鞍重工股份有限公司新跨车间燃气台车式6.5m×2.8m×1.7m热处理窑使用说明书中国联合工程公司2012年10月目录1概述 (1)2 主要技术参数 (2)3 热处理炉主要部件说明 (3)3.1炉体 (3)3.2炉车 (3)3.3炉门 (3)3.4燃烧系统 (3)3.5管路系统 (4)3.5.1 空气管路 (4)3.5.2 煤气管路 (4)3.5.3 压缩空气管路 (4)3.6排烟系统 (5)3.7电气控制系统 (5)4操作规程 (6)4.1开炉准备 (6)4.2点火 (6)4.3热处理过程控制 (7)4.4停炉出炉 (7)5 安全须知 (8)6特别说明 (10)7 主要电控单元说明 (11)7.1炉门炉车控制柜操作说明 (11)7.2计算机监控系统操作说明 (11)7.2.1 烧嘴控制 (12)7.2.2 工艺曲线设置 (12)7.2.3 压力控制与阀门操作 (14)8 常见故障及排除方法 (15)9 工作中断电的处理 (18)1概述福鞍重工股份有限公司新跨车间6.5m×2.8m×1.7m台车式热处理炉是我公司承建的热处理炉,用于铸钢件的正火、回火热处理。
在温度控制和压力控制等过程控制中采用先进PLC 实现高精度的自动化。
要求操作和维修人员严格按照操作规程操作,使炉子在良好状态下运行,充分发挥其效益。
本炉可分为炉体、炉车、炉门、燃烧系统、管路系统、排烟系统和电气控制系统等七个部分。
各部分详细说明请参照本说明书第3部分。
2 主要技术参数热处理炉有效加热区(长×宽×高):6.5m×2.8m×1.7m;炉膛尺寸(长×宽×高):7.5m×3.6m×2.8m;炉车尺寸(长×宽):7.5m×3.0m;最大净装炉量:50吨(含垫铁);最高工作炉温:950o C;温度均匀性:有效加热区内,保温期内≤±10o C;煤气总管道压力:15KPa;燃料发热值:焦炉煤气,4000kcal/ Nm³;最大煤气耗量:480Nm³ / h;高速烧嘴:SGCW400D-298型,8套;控温区:8个,每个控温区有一支控温热电偶(K分度)。
热处理炉技术参数及主体结构
热处理炉技术参数及主体结构热处理炉是一种用于对金属和合金进行热处理的设备。
热处理炉的技术参数和主体结构对于热处理工艺的稳定性和热处理效果的优劣起着重要的作用。
下面将详细介绍热处理炉的技术参数和主体结构。
一、技术参数1.温度控制范围:热处理炉的温度控制范围是指炉内能够达到的最高和最低温度。
温度控制范围的大小直接影响到炉内材料的热处理工艺范围。
通常情况下,热处理炉的温度控制范围应该满足工艺需求,且具备一定的温度稳定性。
2.加热功率:加热功率是热处理炉加热元件的电功率。
加热功率的大小决定了炉内温度的升降速度,直接影响到炉内材料的加热速度和温度均匀性。
通常情况下,热处理炉的加热功率应该满足工艺要求,且具备一定的稳定性和可调节性。
3.加热方式:热处理炉的加热方式通常有电阻加热、电弧加热、感应加热等。
不同的加热方式对于材料的加热速度、温度均匀性和能耗等方面有不同的影响。
根据具体的工艺需求,选择适合的加热方式是保证热处理效果的重要因素。
4.温度控制精度:温度控制精度是指热处理炉内的温度控制系统的精度。
温度控制精度的大小直接关系到热处理工艺的稳定性和产品的质量。
通常情况下,热处理炉的温度控制精度应该达到工艺要求,且具备一定的稳定性和可靠性。
5.升温速率:升温速率是指热处理炉加热材料时,温度随时间的变化速率。
升温速率的大小直接影响到材料的热处理时间和加热均匀性。
通常情况下,热处理炉的升温速率应该满足工艺要求,且具备一定的控制性。
二、主体结构1.炉底:炉底是热处理炉的底部结构,通常由耐高温材料制成。
炉底的主要作用是承载和支撑炉体,以及提供保护和隔离炉体与外界环境的功能。
2.炉体:炉体是热处理炉的主要结构部分,通常由耐高温钢制成。
炉体的主要作用是容纳和保护炉膛,以及承受内部压力和温度的影响。
3.冷却系统:冷却系统是热处理炉的一个重要组成部分,用于控制炉膛内的温度。
典型的冷却系统包括水冷反应器、冷却风机、冷却水箱等。
冷却系统的主要作用是降低炉膛内的温度,保证炉体和其他部件的正常工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2#热处理炉
1.1数量:一座
1.2炉型:上下供热氮气保护无氧化辊底式热处理炉
1.3结构:平顶炉i
1.4炉体基本尺寸
1.4.1炉子内部长度:63220mm
1.4.2炉子有效长度:59740mm
1.4.3炉子内部宽度:3650mm
1.4.4炉子有效宽度:
1.4.5炉子内部高度:3025mm
1.5炉底辊
1.5.1辊子材质:25%的Cr、35%的Ni及1.5%的Nb
1.5.2端部材料是DIN1.4852浇注材料,轴是1.0570浇注材料(St50)
1.5.3辊子数量:109根
1.5.4辊子直径:380mm
1.5.5辊子壁厚:20mm
1.5.6辊子长度:5393mm
1.5.7辊子有效长度:3650mm
1.5.8辊子的斜度:580mm
1.5.9电机功率:1~73(非卸料部分)
2.2KW/根;74~109(卸料部分)40KW/根1.5.10辊道速度:非卸料部分0.3~20m/min 卸料部分0.3~60m/min
1.5.11传动方式:每个齿轮电机驱动一个辊子
1.6幅射管
1.6.1内管火管
1.6.1.1火管数量:1848(每个辐射管内12段)
1.6.1.2外部直径:270mm
1.6.1.3厚度:5mm
1.6.1.4最大承受温度:1380℃
1.6.1.5成分组成:SiC88﹪游离硅12﹪
1.6.2外管
1.6.
2.1数量:154
1.6.
2.2外部直径:300mm
1.6.
2.3厚度:10mm
1.6.
2.3成分组成:28﹪的Cr 48﹪的Ni Nb 1.7烧嘴
1.7.1空气电磁阀
1.7.1.1电压220~240V
1.7.1.2频率:50~60Hz
1.7.1.3功率:67~75W
1.7.1.4工作温度:-20~+60℃
1.7.1.5 IP:54
1.7.2空气手动球阀
1.7.
2.1型号:Q11F-16C
1.7.
2.2公称压力1.6Mpa
1.7.
2.3公称直径50mm
1.7.
2.4使用温度:≤150℃
1.7.3煤气电磁阀
1.7.3.1电压:230V AC
1.7.3.2频率:50~60Hz
1.7.3.3功率53W
1.7.3.4工作温度:-20~+60℃
1.7.3.5IP:65
1.7.4煤气手动阀
1.7.4.1型号:Q11F-16C
1.7.4.2公称压力1.6Mpa
1.7.4.3公称直径40mm
1.7.4.4使用温度:≤150℃
1.8装料辊道
1.8.1辊道长度:1800mm
1.82辊道间距:100mm
1.8.3辊道速度:1—20m/min
1.8.4辊子数量:19个
1.8.5辊子直径:400mm
1.8.6棍面宽度:3650mm
1.8.6电机功率:5.5KW/根
1.8.7电机最大转速:1500RPM
1.8.7传动方式:每个电机驱动一个辊子1.9排烟风机
1.9.1数量:2+1(备用)
1.9.2电机功率:75KW
1.9.3电机最大转速:1500RPM
1.9.4电机电压/频率:380V/50Hz
1.9.5流量:32000Nm3(上标)
1.9.6工作温度:250℃~280℃
1.9.7工作压力:2Kpa
1.9.8噪音标准:85dB
1.9.9风机轴最大承受温度:300℃
1.10助燃风机
1.10.1数量1+1(备用)
1.10.2电机功率:110KW
1.10.3电机最大转速;1500RPM
1.10.4电机电压/频率:380V/50Hz
2.14.2.1炉子中央润滑系统
数量 1
布置泵站
功能泵站及用户配管之间的油脂运输
类型双线型
油脂类型浸透等级2,例如Shell Alvania EP-2/Shell
Calithia EP-T2
泵类型活塞型;电机驱动
泵设计装有法兰电机和固接式箱的泵
转换装置电动,在转换装置后有一个截止阀(手动)液位测量工具最小/最大油脂容量
不同压力的测量工具不同压力开关,2个压力计,安装在最长距
离油脂消耗点的前面
技术数据
泵数量 1
最大油脂能力22l/h
双线系统操作
压力350bar
设计温度60℃
泵设计装有法兰电机和固接式箱的泵
功率参看电机列表
容量60 l(人工充满)
过滤器 1 个粗过滤器(150μm)润滑点列表
2.1包括软管在内的润滑系统配管4.2.2
双线型管φ:20mm
润滑点连接直径R 1/4“
55 油脂分配器
配管配件材料等级不锈钢
通过软管连接到润滑点。