130116YHMC-V16Z技术协议 0i-MD
西门子S7-200 SMART系统手册说明书
SIMATICS7S7-200 SMART 系统手册Siemens AGDivision Digital Factory Postfach 48 4890026 NÜRNBERG A5E03822234-AFⓅ 02/2019 本公司保留更改的权利Copyright © Siemens AG 2019. 保留所有权利法律资讯警告提示系统为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
注意表示如果不采取相应的小心措施,可能导致财产损失。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。
其操作必须遵照各自附带的文件说明,特别是其中的安全及警告提示。
由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危险。
按规定使用 Siemens 产品请注意下列说明:警告 Siemens产品只允许用于目录和相关技术文件中规定的使用情况。
如果要使用其他公司的产品和组件,必须得到 Siemens推荐和允许。
正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前提。
必须保证允许的环境条件。
必须注意相关文件中的提示。
商标所有带有标记符号 ® 的都是 Siemens AG的注册商标。
本印刷品中的其他符号可能是一些其他商标。
若第三方出于自身目的使用这些商标,将侵害其所有者的权利。
MCP23016中文
TTL GP0 的 D2 数字输入 / 输出引脚
TTL GP0 的 D3 数字输入 / 输出引脚
TTL GP0 的 D4 数字输入 / 输出引脚
TTL GP0 的 D5 数字输入 / 输出引脚
TTL GP0 的 D6 数字输入 / 输出引脚
TTL GP0 的 D7 数字输入 / 输出引脚
ST
串行时钟输入
1.3 上电定时器 (PWRT)
上电定时器在上电时提供 72ms 的标称延时,以使器件 在 VDD 上升到规定值期间处于复位状态。 由于 VDD、温度以及制造工艺的变化,每枚芯片的上电 延迟时间将会有所差别。详细内容请见表 2-4(TPWRT, 参数 3)。
1.4 时钟发生器
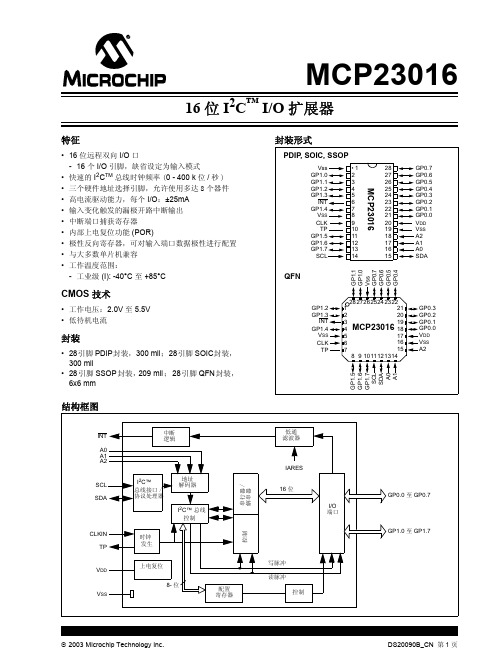
MCP23016 使用外部 RC 电路来确定内部时钟速率。 用户应为 MCP23016 接入 R 和 C,如下图 1-1 所示。
- 工业级 (I): -40°C 至 +85°C
CMOS 技术
• 工作电压:2.0V 至 5.5V • 低待机电流
封装
• 28引脚 PDIP封装,300 mil;28引脚 SOIC封装, 300 mil
• 28 引脚 SSOP 封装,209 mil ; 28 引脚 QFN 封装, 6x6 mm
结构框图
1.6 地址解码
7 位地址中的最低 3 位可由用户定义 ( 见表 1-4)。这些位 通过 <A2:A0> 这三个硬件引脚定义。
表 1-4:
0
1
器件地址
0
0
A2 A1 A0
DS20090B_CN 第 4 页
2003 Microchip Technology Inc.
MCP23016
海德汉TNC 620 HSCI Gen 3驱动器紧凑型数控系统说明书

TNC 620 HSCIGen 3驱动器镗铣类机床的紧凑型数控系统面向机床制造商07/2021TNC数控系统带驱动系统一般信息TNC 620•铣、钻和镗机床的紧凑型数控系统•轴数:8个控制环,其中2个可配置为主轴•用海德汉变频器系统并优选使用海德汉电机•全数字化HSCI接口和EnDat接口•尺寸紧凑•CF闪存卡•海德汉Klartext对话式和G代码(ISO)编程•标准铣、钻和镗加工循环•测头探测循环•程序段处理速度快(1.5 ms)19英寸显示屏(纵向)版•一体化的显示屏、键盘和主机(MC8410)•显示器下端为键盘•多点触摸式操作15英寸显示屏(横向)版•一体化的显示屏和主机(MC8420)•独立的键盘单元•多点触控操作系统测试海德汉数控系统、功率模块、电机和编码器通常是完整系统的组成部件。
因此,需要综合测试整个系统,而不能仅仅测试各单独设备的技术性能。
损耗件海德汉数控系统中含易损件,例如、后备电池和风扇。
标准本产品遵循的标准(ISO,EN等),请见样本中的标注。
注意Intel、Intel Xeon、Core和Celeron是Intel Corporation的注册商标。
有效性本文所述功能和技术参数适用于以下数控系统和NC数控软件版本:TNC 620,NC数控软件版本817600-08(需出口许可证)817601-08(无需出口许可证)本样本是以前样本的替代版,所有以前版本均不再有效。
如有变更,恕不另行通知。
要求有些技术参数对机床的配置有特别要求。
请注意,有些功能还需机床制造商开发专用PLC程序。
功能安全特性(FS)如果未明确区分标准部件与FS部件(FS = 功能安全特性),所介绍的信息适用于这两类部件(例如, TE 735,TE 735 FS)。
对于带功能安全特性的部件,在其产品标识的最后带标识符“(FS)”,例如,UEC 3xx (FS)2目录TNC数控系统带驱动系统2一览表4HSCI控制部件16附件23电缆概要37技术说明44数据传输和通信73安装信息77主要尺寸79一般信息101其它海德汉数控系统103主题索引104请注意技术参数表内的页码。
工业微波通信协议(WepeX-Link)
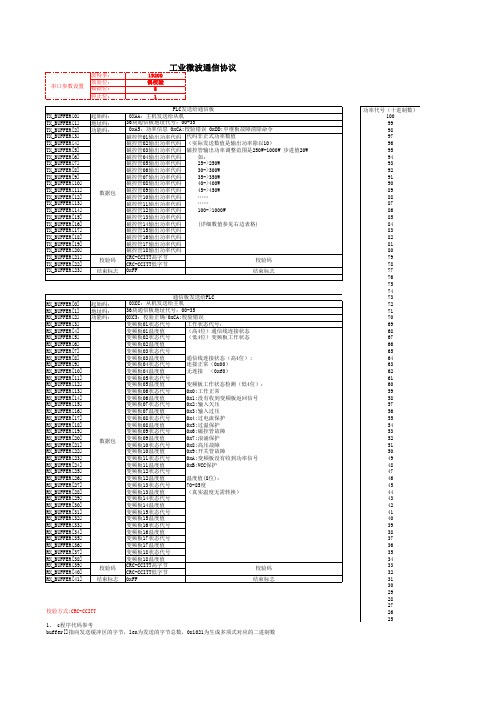
校验方式:CRC-CCITT1、 c程序代码参考buffer[]指向发送缓冲区的字节,len为发送的字节总数,0x1021为生成多项式对应的二进制数按位计算CRC码的C语言程序代码:unsigned int cal_crc16(unsigned char buffer[],unsigned char len){unsigned char i,j=0;unsigned int crc_register=0;while(len--!=0) // 总字节数1、 c程序代码参考buffer[]指向发送缓冲区的字节,len为发送的字节总数,0x1021为生成多项式对应的二进制数按位计算CRC码的C语言程序代码:unsigned int cal_crc16(unsigned char buffer[],unsigned char len){unsigned char i,j=0;unsigned int crc_register=0;while(len--!=0) // 总字节数{for(i=0x80; i!=0; i=i>>1) // 一个字节8位,故循环8次{if((crc_register & 0x8000)!=0) // 高位为1则进行位或运算{crc_register <<= 1; // 高位肯定为1,无需运算crc_register ^= 0x1021; // 与生成多项式异或}else crc_register <<= 1; // 高位不为1,则乘2if((buffer[j] & i)!=0) crc_register ^= 0x1021; // 加上本位的CRC码}j++; // 指向下一字节}return(crc_register); // 返回CRC-16校验码}以下是PLC发送帧数据举例:* 通信前先设定中继板地址(拨码开关)中继板地址:01.控制输出1-18通道输出500w功率(16进制):AA 00 A5 32 32 32 32 32 32 32 32 32 32 32 32 32 32 32 32 32 32 3A 66 FF2.控制输出1-18通道输出800w功率(16进制):AA 00 A5 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 04 CE FF中继板地址:11.控制输出1-18通道输出500w功率(16进制):AA 01 A5 32 32 32 32 32 32 32 32 32 32 32 32 32 32 32 32 32 32 0F D5 FF2.控制输出1-18通道输出800w功率(16进制):AA 01 A5 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 31 7D FF中继板反馈数据举例(16进制):地址0 中继板1-18通道电源工作正常时: CC 00 C3 00 46 00 46 00 46 00 46 00 46 00 46 00 46 00 46 00 46 00 46 00 46 00 46 00 46 00 46 0地址1 中继板1-18通道无连接电源模块通信线时: CC 01 C3 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 0046 00 46 00 46 00 46 00 46 98 C8 FF F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 F1 00 10 12 FF。
Haiwell(海为)PLC选型手册

创新的便利指令集:在分析吸收现有各种 PLC 指令的基础上,Haiwell PLC 推出许多功能强大的创新便利指令。如通讯指令 (COMM、MODR、MODW、HWRD、HWWR)、数据组合分散指令(BUNB、BUNW、WUNW、BDIB、WDIB、WDIW)、PID 控制(PID)、阀门控制(VC)、上下限报警(HAL、LAL)、范围变送(SC)、温度曲线(TTC)等,只需一条指令就能实现其他 PLC 需用多条指令来实现的功能,这些指令十分易于理解和使用,极大地提高了编程效率和程序运行速度。
强大的在线联机功能:可搜索出与 PC 上位机连接的所有 PLC,显示出所有在线 PLC 的运行状态、故障状态、RUN/STOP 开关
Haiwell
Haiwell PLC 选型手册
2 of 28
位置、硬件配置信息、通讯端口参数等详尽信息,可选择对任意一台 PLC 进行在线监控、程序上下载、固件升级、控制 PLC 运 行停止、调整 PLC 实时时钟、设置修改保护口令、修改通讯端口参数、修改看门狗时间和 PLC 站名称等。 在线监控调试功能:提供多达 10 页的元件监控表,可选择以十进制、十六进制、二进制、浮点数、字符方式显示数据,支持位 元件与寄存器元件混合监控并且同时显示元件注释。各种指令使用表格可导入到监控表中。 独有的实时曲线功能:可对任意寄存器元件进行实时曲线监控,方便过程控制调试。 人性化的输入方式:提供快捷键、拖放、点选等多种指令输入方式,对每个输入输出端子都提示其有效的元件或数值范围,可直 接输入,对一些组合数据(如通讯协议等)还可通过双击该指令以配置方式输入数据。 便利的注释功能:提供了元件注释、网络注释、指令注释、程序块注释、表格注释和项目注释功能,元件注释可通过在元件后跟 “//”直接输入(如:X0//电机启动),注释可选择下载到 PLC 中,方便日后上载程序的阅读或修改。 详尽的提示信息和在线帮助:提供 PLC 资源窗口、指令说明窗口等信息窗口,所有指令、硬件模块的详细说明均可在编程界面中 通过 F1 键打开在线帮助系统找到答案,即使首次使用 HaiwellHappy 编程软件也可轻松完成一个控制程序的编写工作。 方便的编辑功能:支持所有常规的编辑操作以及查找替换、指令上下移、网络上下移、程序项目之间的拷贝粘贴等。 硬件配置、子程序参数传递、局部元件、间接寻址、打印、预览、查错、CRC 计算、口令保护等
0iD转0iF简明调试说明v1.0(修改2)
数11549#0为1,然后立刻重启系统,放大器也需要关断电源;请确认在11549#0自动变 回0之前关闭电源,否则该报警不会消除;若开机后出现PW0000 需要关闭电源报警, 请再次重启系统。
DC 24V
交流220V 交流220V 交流220V
控
控
制
制
接触器
交流220V 交流220V 交流220V
电抗器
交流220V输 出
12 3 浪涌吸收器
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图 2.电池是在使用绝对式编码器时使用(非标准配置), 如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
MDI
FAN 0
AIR FLOW
FANUC Series 0i-MF/TF
TYPE ****-****-**** DATE ****-** NO. *********
FANUC
FAN 1
CB10A
CP1 (K1)
DC24V
(K21
) 手轮
(K23)
带轴选、倍率的 手持式手轮
(K3)
如不使用 FANUC标准面 板,请直接连接 I/O单元
TYPE DATE NO. *********
FANUC
FAN 1
(K21
) 手轮
(K23 )
带轴选、倍率的
手持式手轮
(K3)
如不使用FANUC 标准面 板,请直接连接I/O单元
I/O通讯
CB10A
I/O通讯
IC卡7816协议
1
目
次 3 3 3
1 主要内容 2 参考资料 3 定义 4 缩略语和符号表示 5 物理特性 卡上信息记录方法和物理接口要求 6 电特性 7 卡的操作过程 8 复位应答
6
IFSI 整型信息域尺寸 INF 信息域 LEN 长度 LRC 纵向冗余检验 NAD 节点地址 OSI 开放系统互连 PCB 协议控制字节 R-block 接收准备块 R 接收准备 SAD 源节点地址 S-block 管理块 WTX 扩展等待时间 XOR 异或 APDU 应用协议数据单元 ATR 复位应答 CLA 类字节 DIR 目录 DF 专用文件 EF 基本文件 FCI 文件控制信息 FCP 文件控制参数 FMD 文件管理数据 INS 指令字节 MF 主文件 P1-P2 参数字节 PTS 协议类型选择 RFU 留待将来使用 SM 安全报文处理 SW1-SW2 状态字节 TLV 标记 长度 值
GB/T 16649.3 – 1996 识别卡- 带触点的集成电路卡- 第3部分: 电信号和传输 协议 ISO/IEC 7816 – 4 1995 识别卡- 带触点的集成电路卡- 第4部分: 交换用行业 间指令 ISO/IEC 7816 – 5 199 5 识别卡- 带触点的集成电路卡- 第5 部分: 应用标识符的编号体系和注册程序. 集成电路卡注册管理办法
3
3.10 状态A State A 空位( 如ISO 1177 中定义) 3.11 XY 十六进制记数法, 等于相对于基数16 的XY 3.12 块 block 由起始域 信息域和终止域组成的连续字符 其中起始域和终止域是必需的 信息域是可选的 3.13 目的节点地址 destination node address(DNA) 节点地址子域(DNA) 的一部分, 用于标识一个块的未来接收者 3.14 终止域 epilogue field 块的最后一个域 包括差错检测编码(EDC) 字节 3.15 差错检测编码 error detection code(EDC) 差错检测的方法之一, 检测起始域和信息域的所有字符 它在终止域中被传送 3.16 域 field 定义为起始域 信息域或终止域 3.17 信息块 information block(I-block) 主要用于传输应用层信息的块 3.18 信息域 information field(INF) 含有数据( 一般为应用数据) 的块中的一个域 3.19 长度 length(LEN) 起始域中的一个子域 它指出在块的信息域中被传输的字节个数 3.20 节点地址 node address (NAD) 起始域中的一个子域 它指明某个块的目的和源节点地址以及VPP状态控制 3.21 起始域 prologue field 块的第1 个域 它包含节点地址(NAD)子域 协议控制字节(PCB)和长度(LEN) 3.22 协议控制字节 protocol control byte(PCB) 起始域中的一个子域 它包含传输控制信息 3.23 接收准备块 receive ready block (R-block) 一个包含肯定或否定确认信息的块 它包含预期的信息块(I-block)的块数 3.24 源节点地址 source node address(SAD) 节点地址(NAD) 子域的一部分, 用于指定块的发送方 3.25 子域 subfield 一个域中的一种功能成分 3.26 管理块 supervisory block(S-block) 包含传输控制信息的块 3.27 传输控制 transmission control 控制接口设备(IFD) 和集成电路卡(ICC) 之间进行数据传输 它包含VPP状态控 制 块顺序传输控制 同步以及传输差错的校正 3.28 复位应答文件 Answer-to-Reset file 指示卡操作特性的基本文件 3.29 指令应答对 command- 响应 pair 两种信报的组合, 一个指令跟着一个响应
H1UH2U-XP系列PLC通信应用手册(通信案例篇)
通信案例篇——目 录
汇川H1U/H2U-XP系列PLC通信应用手册
2.7.5 CANLink3.0 通过故障处理.......................................................................218
第三章 PLC 以太网通信应用案例 ................................................................................222
1
D8120 代表通信格式,用十六进制表示。第一位 HEX 是数据格式,H7 表示 8-E-1;第二位 HEX 是波特率,H8 表示 9600bps。 D8126 代表通信协议,用十六进制表示。H20 表示 MODBUS_RTU 主站。
Step 4 PLC 程序案例说明
这里主要介绍汇川 PLC 通信指令与变频器参数地址如何读写。
1
RS485
- 100 -
汇川H1U/H2U-XP系列PLC通信应用手册
1 PLC的串口通信应用 通信案例篇
实现过程
Step 1 产品选型
汇川 PLC、变频器配置及描述: 产品名称
汇川 H2U PLC 汇川 HMI 汇川变频器
型号 H2U-3624MT-XP
IT5100T CS280-4T22GB
汇川H1U/H2U-XP系列PLC通信应用手册
前言
前言
首先感谢您购买使用汇川技术 H1U/H2U-XP 系列 PLC ! 汇川技术 H1U/H2U-XP 系列 PLC(文中简称 PLC)是汇川技术研发的高性价比控制产品,指令丰富,高速 信号处理能力强,运算速度快,允许的用户程序容量 H2U 可达 16K 步,且不需外扩存储设备。 该系列 PLC 标配三个独立通信口,可扩展为四个,方便现场接线;通信端口支持多种通信协议,包括 MODBUS 主站、从站协议,尤其方便了与变频器等设备的联机控制;提供了严密的用户程序保密功能,子程 序单独加密功能,方便用户特有控制工艺的知识产权保护。支持 USB 下载,支持 CANlink 组网通信。
昆腾plc常见问题
215,问:PremiumL2/L3 CPU及TSXETY410/5101的总线电流消耗?
TSXP57102M:
440 mA
TSXP57202/302M:
450 mA
TSXP57252/352M:
500mA
3.通过多协议的PCMCIA卡(TSXSCP114,TSXSCP111,TSXSCP112),此卡安装在MicroTSX3721/22和Premium的处理器上或TSXSCY21601模块上。
205,问:TE的PLC模板型号后加R或E,F,G,M,与不带这些字母的型号,有何区别?例如TSXPSY2600R和TSXPSY2600M,TSXASR401E和TSXASR401F。
1060mA
TSXP57453M:
1080mA
216,问:在PL7软件中配置TSXETY410时,在”Messaging”窗口下的”Connection configuration”配置区为什么无法输入”xway address”和”IP address”?
在PL7软件中配置TSXETY410时,在”Messaging”窗口下的其他区域的”xway
1.要支持DEP211,DEP214,DEP215,DEP217和DAP217,
需下载Dsc1.dat文件
2.要支持ADU214,需下载Adu214.dat文件
3.要支持ADU216,需下载Adu216.dat文件
出现上面现象的原因就是没有下载支持DEP217的Dsc1.dat文件,只要下载该文
件,以上故障即可排除..
209,问:我有1块TSXAMZ600模ห้องสมุดไป่ตู้量模块,但为什么在我的PL7软件中却无法配置该模拟量模块,为
SRM16-12充气柜技术协议
序号
名称
单位
标准参数值
一
环网柜共用参数
1
额定电压
kV
12
2
绝缘介质
SF6
3
额定频率
Hz
50
4
额定电流
A
630
5
温升试验电流
1.1Ir
6
额定工频 1min 耐受电压(相对地)
kV
42
7
额定雷电冲击耐受电压峰值(1.2/50µs)(相对地) kV
75
8
额定短路开断电流
kA
20
9
额定短路关合电流
kA
50
10
0.2/0.5 V/V
50/1000 1 2
1.2 倍连续,1.9 倍 8h 限流式 1 50
4
九 1 2 3 4 5 6 7 8 9 10 11
12
13 14 15 16 17 18 十 1 2 3 4
5
十一 1 2 3 4 5
避雷器参数
型式
额定电压
kV
持续运行电压
kV
标称放电电流
kA
陡波冲击电流下残压峰值(5kA,1/3µs)
红苏电气 红苏电气 红苏电气 红苏电气 红苏电气 红苏电气
3 使用环境条件表
典型 12kV 箱式开闭所使用环境条件见表 3。特殊环境要求根据项目情况进行编制。
表3 使用环境条件表
序号
名称
单位
最高气温
℃
1
周围空气温度
最低气温
最大日温差
K
2
海拔
m
3
太阳辐射强度
W/cm2
4
污秽等级
5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技 术 协 议
协议编号:YHJX/XY-1213-019
设备名称:数控铣床
设备型号:YHMC-V16Z
设备数量:1台
甲方:
乙方:山东永华机械有限公司
*********有限公司(以下简称甲方)与山东永华机械有限公司(以下简称乙方)经
双方友好协商,达成如下一致意见,签订本《技术协议》。具体协议内容如下:
数控铣床YHMC-V16Z技术协议
第1页
一、 简介
我公司生产的V系列立式加工中心规格型号齐全适用范围广,该系列机床优良的加
工性能保证了零件加工质量,提高生产效率,航空、航天、兵器、船舶、汽车、模具、
电子、机床、印刷、仪表、医疗、轻纺等行业的零部件加工。
二、 优势特点
1). 立柱采用蜂窝型筋骨结构、底座采用三角形筋骨结构,大大提升了机床的结构刚性;
2). Z轴滑动导轨采用特殊导轨座设计,窄轨距,宽导轨面,全行程支撑,无悬垂,载荷
力强;轨道贴附耐磨的TURCITE-B氟化树脂板,经手工精密刮研,使得Z轴移动
平衡顺畅,机床具有恒久的精密度;
3). 各轴轴承座、电机座均采用无垫块设计,大大提高了连接刚性及精度保持性;
4). Y向电机后置,缩小了操作者与工作区域的距离,方便用户操作;
5). 各轴快移速度高,减少了机台加工过程中的辅助移动时间,有效提高了加工效率;
6). 高标准严要求,主要精度项内控标准在行业标准基础上压缩至70%以上;
7). 床身底座下方设计4个垫墩,方便机床就位时支撑垫铁、调整水平;
8). 机床防护由台湾专业人士设计,兼顾美观及操作便利;
9). 底座油水分离设计,采用切削液时可避免切削液与润滑油混合导致切屑液变质,切实
提高切屑液的使用寿命;
10). 电气控制电缆均欧规分色多芯屏蔽电缆,经尼龙插头转接并外加PVC软管保护,增
强对电缆保护的同时又有效降低了干扰;
11). 机床设置自动断电、休眠节能等个性化设计,符合安全环保要求,体现用户至上的设
计理念;
数控铣床YHMC-V16Z技术协议
第2页
三、 技术参数
技术规格 单位
YHMC-V16Z
行程 X轴行程 mm 1600 Y轴行程 mm 900 Z轴行程
mm 750
主轴鼻端至台面
mm 150-900
主轴中心至立柱 mm 950
工作台 工作台尺寸 mm 1800×900 T型槽(尺寸×数量×间距)
mm 22×7×135
工作台最大载重 kg 1600
主轴 主轴锥度 7:24 标配主轴型式 rpm 皮带BT50-6000
主轴功率(连续/过载) Kw 18.5/22
进给
切削速度
mm/min 1-10000
快速速度 m/min X/Y:30,Z:20
精度
(JB/T8771.4-
1998)
定位精度(全行程)
mm 0.016
重复定位精度(全行程) mm 0.008
其它 所需气压 kgf/cm2 6.5 电源容量 KVA 45 机床净重
kg 14500
机床占地面积(长×宽) mm 4500×3800
机床高度
mm max:3400
数控铣床YHMC-V16Z技术协议
第3页
四、 标准配置
名称 产地 品牌
数控系统及各轴驱动电机 日资
FANUC 0i-MD
6000转皮带式主轴 台资 数格
增压缸 台资 喜拿卡
二轴线性滑轨(P级) 台资 上银
三轴滚珠螺杆(C3级) 台资 上银
三轴角接触球轴承(PN7级) 日本
NSK
三轴螺杆预拉螺母 台资 盈锡
三轴联轴器 德资
KTR
集中式自动润滑系统 台资 裕祥
气源过滤净化装置 台资
AirTAC
冷却泵 丹麦 格兰富
电柜空调 国产 同飞
机床防护罩 国产 钢立方
三轴伸缩护罩 台资 翔茆
照明系统 台资 欧登
手持式电子手轮 国产 永华
气枪 国产 世达
工件吹气 台资
AirTAC
通讯接口 国产 赛洋
工具及工具箱 国产 市购
水平调整螺栓及垫块 国产 自制
技术手册 国产 自制
数控铣床YHMC-V16Z技术协议
第4页
五、 选购配置
名称 产地 品牌 规格
机床防护罩 国产 钢立方 V16Z新式防护罩
六、 随机技术文件
序号 项目 单位 数量 备注
1 使用说明书(机械、电气) 本 1
2 合格证明书 份 1 与说明书一起装订
3 系统操作与编程手册 本 1
4 系统维修手册 本 1
5 润滑泵使用说明书 份 1
6 过滤器说明书 份 1
7 热交换器/空调说明书 份 1
8 刀库使用说明书 份 1 不装刀库则无
9 主轴检验表 份 1
10 丝杠检验单 份 1
11 机床参数备份盘 份 1
12 NASH试切件检验表 份 1
13 三轴干涉仪检测单 份 1
数控铣床YHMC-V16Z技术协议
第5页
七、 随机附件清单
序号 项目 单位 数量 备注
1 调整螺钉 套 1
2 垫铁 套 1 数量同机床地脚数量
3
十字螺丝刀 件 各1 放置于工具盒内
4 RS232通讯电缆 条 1
5 调平扳手 件 1
6 大喉箍 件 1
7 程序保护钥匙 把 2
8 内六角扳手 套 1
9 密封胶 桶 1
10 工具盒 个 1
11 气枪 个 1
12 手轮盒 个 1
八、 易损件明细表
序号 名称 材料规格 数量 备注
1 继电器 JCB-01-16/22-ARF 1
继电器模块上的继电
器
2 三相火花消除器 0.47μF+47Ω AC250V 1
数控铣床YHMC-V16Z技术协议
第6页
九、 地基图
数控铣床YHMC-V16Z技术协议
第7页
十、 售后服务
1). 从现场安装、调试、客户验收合格之日起,每台设备保修期为一年,数控系统保
修期一年。在保修期内,设备发生故障,经双方确认,凡属于设备本身质量问题,乙方
承担维修所发生的全部费用(系统电池不在保修范围内)。如因非机床本身质量所引起的故
障,我公司亦全力及时配合维修,视具体情况仅收取工本费。
2). 若贵公司在距我公司(含办事处)400km半径范围内,1小时内给予客户答复,
需售后人员到现场处理的, 24小时内可到达。
3). 若贵公司在距我公司(含办事处)400km半径范围外,1小时内给予客户答复,
需售后人员到现场处理的,48小时内可到达。
4). 机床需更换配件,常用备品备件在各地办事处均有库存,可在1天内到达用户现
场;
5). 机床需更换配件,特殊配件直接从公司总部快件发出,可在3天内到达用户现场。
6). 免费进行机床首次安装调试和设备操作培训。
(1) 1米以下(含1米)每台立式加工中心安装调试时间为1至2天;
(2) 1米以上每台立式加工中心安装调试时间为2至4天;
(3) 4米以下(含4米)龙门加工中心安装调试时间为15至20天;
(4) 4米以上8米以下(含8米)龙门加工中心安装调试时间为15至30天;
(5) 8米以上13米以下(含13米)龙门加工中心安装调试时间为2至4个月;
(6) 每台卧式加工中心安装调试时间为9至15天;
(7) 设备操作培训时间1到2天。
数控铣床YHMC-V16Z技术协议
第8页
十一、 机床验收
1). 验收依据
本《技术协议》、制造厂《合格证明书》。
2). 执行标准
JB/T8771.2-1998《加工中心 检验条件 第2部分:立式加工中心 几何精度检验》
JB/T8771.4-1998《加工中心 检验条件 第4部分:线性和回转轴线的定位精度和重
复定位精度检验》
JB/T 8771.7-1998《加工中心 检验条件 第7部分:精加工试件精度》
3). 验收程序
(1) 预验收内容:机床静态几何精度及动态精度的抽检;制造厂标准试件的试切及技
术协议要求的零件加工。
(2) 终验收内容:机床静态几何精度的抽检;技术协议要求的零件加工。
(3) 设备在乙方装配调试完成后,由乙方通知甲方到乙方现场进行预验收。若甲方不
到现场预验收,乙方视预验收合格。
(4) 设备到达甲方现场,由甲方负责吊装设备准备,乙方负责指导安装和调试。终验
收合格后甲乙双方填写验收单,签字盖章。自验收合格之日起,进入质保期。
**************有限公司 (甲方) 山东永华机械有限公司
(乙方)
公司名称(章)
授权代表人:
签署日期:
公司名称(章)
授权代表人:
签署日期: