焊接温度场检测
焊接温度场焊缝识别及焊缝跟踪技术研究
文章编号:1004-132 (2002)08-0640-04焊接温度场焊缝识别及焊缝跟踪技术研究项 安 博士项 安 潘际銮 张 华 贾剑平 潘俊民 摘要:论述焊接温度场焊缝识别方法及焊缝跟踪控制系统。
系统采用焊接温度场传感器获得焊接工件背面热图像,通过改进的梯度算法对热图像的分析计算获得焊缝偏差,利用规则自校正模糊控制器实现焊缝跟踪。
试验和实际生产运行表明系统能够准确识别焊缝,焊缝跟踪运行稳定可靠。
关键词:焊缝跟踪;焊接温度场;模糊控制;M IG M A G ;埋弧焊中图分类号:T G 409 文献标识码:A收稿日期:2000—07—24基金项目:江西省主要学科跨世纪学术和技术带头人培养资助项目 焊缝跟踪一直是焊接自动化、智能化主要研究课题,焊偏是造成焊接质量缺陷的重要原因之一。
围绕这个问题,人们提出了许多解决方法。
例如激光扫描跟踪技术、旋转电弧传感跟踪技术等,然而这些技术在实际应用中存在着各自的局限。
焊接温度场能反映焊接的动态过程,通过对焊接温度场的检测可同时提取熔透、焊缝偏差等特征参数[1~4],以实现焊接质量的动态跟踪。
本文研究设计了一套基于焊接温度场分布的焊缝跟踪模糊控制系统[5],已成功地应用于焊缝背面M IG M A G 和螺旋管埋弧焊焊缝跟踪。
系统采用独特的I CCD 双色温度场传感技术[2]获取焊缝和焊炬位置信息,配置了自行设计的规则自校正模糊控制器。
焊接工艺试验和实际生产运行表明,所设计的系统能够准确识别焊缝位置,实现了焊缝跟踪智能控制,系统运行稳定、可靠。
1 焊缝跟踪模糊控制系统见图1,系统由被控对象、温度场传感器、图像卡、工控机、I O 接口以及执行机构组成,其中温度场传感器由双色滤光片和I CCD 构成。
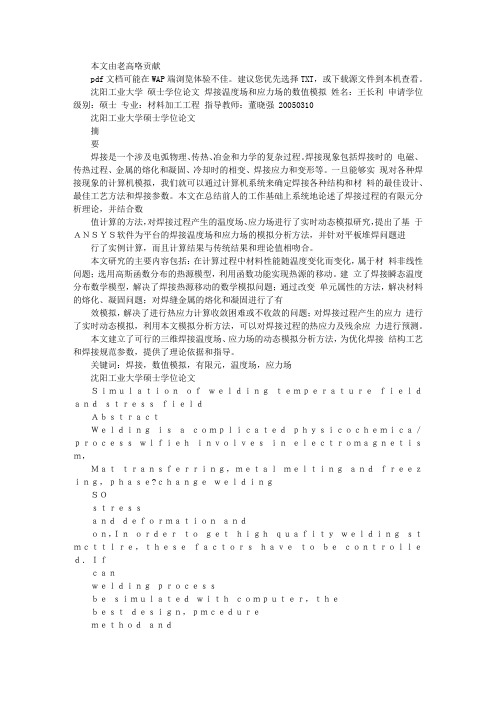
图1 焊缝跟踪控制系统框图焊接过程中,焊接温度场传感器将拍摄的焊接温度场红外热图像转换为视频电信号,图像采集卡将视频信号转换为数字信号存储在计算机内存中。
计算机对存储的图像进行处理得到焊缝偏差值和偏差变化率。
焊接温度场及残余应力测量方法总结

焊接温度场及残余应力测量方法总结一、焊接温度场测量方法多年来,基于物体的某些物理化学性质(例如,物体的几何尺寸、颜色、电导率、热电势和辐射强度等)与温度的关系,开发了形式多样的温度测量方法和装置,综合温度测量的现状,按测量方式可分为接触式和非接触式两大类。
1、接触式测温方法接触式测温方法的感温原件直接置于被测温度场或介质中,不受到黑度、热物理性参数等性质的影响,具有测温精度高、使用方便等优点。
但是对于瞬态脉动特性的对象,接触式测温方法难以作为真正的温度场测量手段。
主要是由于接触法得到的是某个局部位置的信号,如果要得到整个温度场的信号,必须在温度空间内进行合理的布点,才可以根据相应的方法(如插值法等)获得对温度场的近似。
常用的接触式测温方法有,电偶测温法。
热电偶是用两种不同的导体(或者半导体)组成的闭合回路,两端接点分别处于不同温度环境中,与当地达成热平衡时会产生热电势,标定后可用来测量温度。
理想的热电偶测温方法,是将参比端E,再查分度表反置于0℃的恒温槽中,通过测量2个不同导体A和B的热电动势ab求出被测温度t。
由于让参比端保持0℃有时比较困难,实际应用中常常需要参比端恒温处理或温度补偿。
热电偶测温法有几个优点:精度比较高,因为热电偶直接与被测对象接触,不受中间介质的影响;测量范围大,通常可在-50~1600℃范围内连续测量;结构简单,使用方便。
但是,热电偶测温法也有一定的缺点:每次测量的点数有限(最多几个点),难以反映整个焊接温度场的情况;此外,金属的电阻和熔池中液体的流动会阻碍热传导,从而给热电偶的测量带来一定的误差。
2、非接触式测温法非接触测温法分为两大类:一类是通过测量介质的热力学性质参数,求解温度场(如声学法);另一类是通过高温介质的辐射特性,通过光学法来测量温度场。
非接触式测温方法由于测温元件不与被测介质接触,不会破坏被测介质的温度场和流场;同时,感温元件传热惯性很小,因此可用于测量不稳定热力过程的温度。
焊接温度场与应力场的研究历史与发展

科技信息2008年第3期SCIENCE&TECHNOLOGYINFORMATION焊接温度场的准确计算或测量,是焊接冶金分析和焊接应力、应变热弹塑性动态分析的前提。
关于焊接热过程的分析,苏联科学院的助Rykalin院士对焊接过程传热问题进行了系统的研究,建立了焊接传热学的理论基础。
为了求热传导微分方程的解,他把焊接热源简化为点、线、面三种形式的理想热源,且不考虑材料热物理性质随温度的变化以及有限尺寸对解的影响。
实际上焊接过程中除了包含由于温度变化和高温引起的材料热物理性能和变化而导致传热过程严重的非线性外,还涉及到金属的熔化、凝固以及液固相传热等复杂现象,因此是非常复杂的。
由于这些假定不符合焊接的实际情况,因此所得到的解与实际测定有一定的偏差,尤其是在焊接熔池附近的区域,误差很大,而这里又恰恰是研究者最为关心的部位。
Adames、木原博和稻埂道夫等人根据热传导微分方程,以大量的实验为基础,积累了不同材料、不同厚度、不同焊接线能量以及不同预热温度等测量数据,然后从传热理论的有关规律出发,经过整理、归纳和验证,最后建立了不同情况下的焊接传热公式。
这种方法比前者采用数学解析法要准确,但实验的工作量很大,有确定的应用条件和范围,且可靠性取决于测试手段的精度。
1966年Wilson和Nickell首次把有限元法用于固体热传导的分析计算中。
70年代,有限元法才逐渐在焊接温度场的分析计算中使用。
1975年,加拿大的Poley和Hibbert在发表的文章中,介绍了利用有限元法研究焊接温度场的工作,编制了可以分析非矩形截面以及常见的单层、双层U,V型坡口的焊接温度场计算程序,证实了有限元法研究焊接温度场的可行性。
之后国内外众多学者进行了这方面的研究工作。
Krutz在1976年的博士论文中专门研究了利用焊接温度场预测接头强度问题,其中分析了非线性温度场,在二维分析模型中,假定电弧运动速度比材料热扩散率高,因此传到电弧前面的热量输出量相对比较小,从而忽略了在电弧运动方向的传热,这实际上与Rykalin高速移动热源公式的处理方法是一致的。
焊接温度场和应力场的数值模拟
本文由老高咯贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
沈阳工业大学硕士学位论文焊接温度场和应力场的数值模拟姓名:王长利申请学位级别:硕士专业:材料加工工程指导教师:董晓强 20050310沈阳工业大学硕士学位论文摘要焊接是一个涉及电弧物理、传热、冶金和力学的复杂过程。
焊接现象包括焊接时的电磁、传热过程、金属的熔化和凝固、冷却时的相变、焊接应力和变形等。
一旦能够实现对各种焊接现象的计算机模拟,我们就可以通过计算机系统来确定焊接各种结构和材料的最佳设计、最佳工艺方法和焊接参数。
本文在总结前人的工作基础上系统地论述了焊接过程的有限元分析理论,并结合数值计算的方法,对焊接过程产生的温度场、应力场进行了实时动态模拟研究,提出了基于ANSYS软件为平台的焊接温度场和应力场的模拟分析方法,并针对平板堆焊问题进行了实例计算,而且计算结果与传统结果和理论值相吻合。
本文研究的主要内容包括:在计算过程中材料性能随温度变化而变化,属于材料非线性问题;选用高斯函数分布的热源模型,利用函数功能实现热源的移动。
建立了焊接瞬态温度分布数学模型,解决了焊接热源移动的数学模拟问题;通过改变单元属性的方法,解决材料的熔化、凝固问题;对焊缝金属的熔化和凝固进行了有效模拟,解决了进行热应力计算收敛困难或不收敛的问题;对焊接过程产生的应力进行了实时动态模拟,利用本文模拟分析方法,可以对焊接过程的热应力及残余应力进行预测。
本文建立了可行的三维焊接温度场、应力场的动态模拟分析方法,为优化焊接结构工艺和焊接规范参数,提供了理论依据和指导。
关键词:焊接,数值模拟,有限元,温度场,应力场沈阳工业大学硕士学位论文SimulationofweldingtemperaturefieldandstressfieldAbstractWeldingisacomplicatedphysicochemica/processwlfiehinvolvesinelectromagnetism,Mattransferring,metalmeltingandfreezing,phase?changeweldingSOstressanddeformationandon,Inordertogethighquafityweldingstmcttlre,thesefactorshavetobecontrolled.Ifcanweldingprocessbesimulatedwithcomputer,thebestdesign,pmceduremethodandoptimumweldingparametercanbeobtained.BasedOilsummingupother’Sexperience,employingnumericalcalculationmethod,thispaperresearchersystemicallydiscussesthefiniteelementanal删systemoftheweldingprocessbyrealizingthe3Ddynamicsimulationofweldingtemperaturefieldandstressfield,thenusestheresearchresulttosimulatetheweldingprocessofboardsurfacingbyFEMsoftANSYS.Atthetheoryresult.sametime.thecalculationresultaccordswithtraditionalanalysisresultandThemaincontentsofthepaperareasfollowing:thecalculationinweldingprocessisamaterialnonlinearprocedurethatthematerialpropertieschangethefunctionofGaussaswiththetemperature;chooseheatsourcemodel.usethefunctioncommandtoapplyloadofmovingheatS012Ie-2.AmathematicmodeloftransientthermalprocessinweldingisestablishedtosimulatethemovingoftheheatsoBrce.Theeffectsofmeshsize,weldingspeed,weldingcurrentandeffectiveradiuselectricarcontemperaturefielda比discussed.Theproblemofthefusionandsolidificationofmaterialhasbeensolvedbythemethodofchangingtheelementmaterial.Theproblemoftheconvergencedifficultyortheun—convergenceduringthecalculatingofthethermalslTessissolved;throughreal-timedynamicsimulationofthestressproducedinweldingprocess,thethermalstressandresidualSll℃SSinweldingcanbepredictedbyusingthesimulativeanalysismethodinthispaper.Inthispaper,afeasibleslIessdyn黜fiesimulationmethodon3Dweldingtemperaturefield,onfieldhadbeenestablished,whichprovidestheoryfoundationandinstructionoptimizingtheweldingtechnologyandparameters.KEYWORD:Welding,NumericalSimulation,Finiteelement,Temperaturefield,Stressfield.2.独创性说明本人郑重声明:所呈交的论文是我个人在导师指导下进行的研究工作及取得的研究成果。
焊接温度场测试技术的探讨

焊接温度场测试技术的探讨1998年第6期物理测试焊接温度场测试技术的探3王堆竖,/尚小剐摘要本文介绍了热电偶测温法,红外热象法,红外测温技术的基本原理,特点及在焊接温度场测试中的应用...美键词堂哩壅塑!堂盟鍪[垫叁鎏;型盈必;光导纤维弋4.1l'..囊l11序言n,'焊接温度场通常是一个动态温度场,其温度分布及其动态变化过程对焊接接头的形态,金相组织,性能及应力变形等有着非常密切的关系.通过对焊接温度场的检测,可以问接反映焊接质量.因此,准确地测量焊件上各点的温度是进行焊接冶金分析,焊接应力,应变,弹塑性动态分析的基础,也是对焊接过程进行计算机控制的前提.由于焊接过程中热源是移动的,且场中各点的温度变化非常急剧,故对焊接温度场的测试系统提出了很高的要求:①测量的温度范围要大.从O~2000~以上.②对温度变化的反映速度要快.因为电弧焊时加热速度可达1500%/s以上.③测量面要大.因为焊件上各点的温度不同而且都在不断的变化.2焊接温度场的测试方法2.1热电偶测温法众所周之,热电偶测温法是一种接触式测温法.其基本原理是热电偶两端由于温差产生热电势.热电势不仅与测量温度有关,而且与参考温度同样有关.在实际测温中,通常将参考端置于冰水中,使其温度恒定.如图1示.测温时只需要将热电偶的热结点焊在被测点上,另一端接在x—Y记录仪上,用x—Y记录仪来记录每个热电偶的温度随时问的变化曲线.该方法的优点:①精度比较高.因为热电偶直接与被测对象接触,不受中问介质的影响.②测量范围大.通常可在一50℃~1600℃范围内连续测量.③结构简单,使用方便.但是,该方法也有一定的缺点:每次测量的点数有限(最多几个点),难以反映整个焊接温度场的情况.此外,金属的电阻和熔池中液体的流动会阻碍热传导,从而给热电偶的测量带来一定的误差"J.图l0℃恒温器1.试瞥2.热电偶3.球块4.补偿导线5.盖6.显示仪表7导线8.恒温器9变压器油如今,随着科技的不断发展,单片机数据采集系统,专用数据采集卡已经开始应用于焊接领域,解决了传统热电偶测温法的不足之处.因其多通道,可同时采集多路数据,给热电偶测试焊接温度场带来了新的生机,尤其是采用单片机数据采集系统,不仅价格便宜,而且易扩展,收割稿件日期:1998年5月21日王伟.男.52岁,冒I教授物理测试1998年第6期使用灵活,功能强,更显示出它的优越性.单片机数据采集测温系统的结构如图2示.圉2单片机数据采集撼温系统2.2红外热象法近年来,由于红外技术及计算机的迅速发展,人们找到了一种快速,准确且能一次获得全场信息的方法——虹外热象法.它是一种非接触式测温法.其基本工作原理是:物体受热后会产生辐射,热辐射是一种电磁波,它以光速进行传递辐射能,所以可以利用辐射能与温度和波长之间的相互关系来测温.该测温装置由三大系统组成:热成像系统,计算机图象处理系统,伪着色系统.温度场测试装置的结构如图3示.图3红外热象法测定焊接温度场的结构图热成像系统是利用红外摄像机将摄影像通过光学系统在摄像管靶面上成象,摄像管把图象转换成电平信号,经过预放器低噪音放大和视频通道的加工处理,形成电视信号输出.计算机图象处理系统是将摄像机输出的图象信息的模拟量,经过数模转换后变成图象数字量,再将该信息转换成计算机所能接受的数字化灰度矩阵,存人计算机,然后,由计算机进行数据处理.处理后的图象信息可以由打印机输出,也可用绘图机绘出图象.,伪着色显示系统是由着色处理器和彩色显示器等部件组成.它的任务是将计算机处理好1998年第6期物理测试的图象进行着色处理,最后在彩色显示器屏幕上显示出各种颜色的图象,每种颜色代表一个温度区间.现代的红外热成像设备为了能全面和实时检测温度场的动态变化,必须采用高速摄影技术,从而能快速地,全面形象地测试焊接温度场的动态过程,也可直接监视焊件熔深,熔宽.但是,红外热成象技术的不足之处在于:其绝对温度的数值与表面红外线的放射功率之间存在着一定的非线性关系;不同的金属材料其红外放射的功率是不相同的;工件焊前用不同的预处理方法处理,导致焊接时表面温度发生变化,最终导致红外放射功率也不尽相同.此外,该设备价格较昂贵.李维结等人将图象处理方法应用于闪光焊温度场的检测中,取得了较好的效果.由于闪光焊热影响区温度分布梯度大,夹具问空间狭窄,对接面不断烧损,飞溅以及电磁干扰严重,若采用热电偶测温法则难于实现准确的测量.图象法在检测温度场动态变化时具有高速,高分辨率,操作方法简便的特点,不但适于对闪光焊温度场变化过程的动态检测,而且为闪光焊热过程温度场控制提供了依据"】.此外,在GMA焊接中,红外热成象技术被应用于接头熔深的自适应焊接控制,也取得了一定的成果.2.3红外测温技术红外测温技术是利用红外辐射的测量来确定物体的温度.红外测温主要是利用红外测温仪来实现的.通常又将红外测温仪分为:亮度测温仪,比色测温仪.前者测定的温度是亮温,亮温是根据被测对象在某一渡段内的辐射亮度来定义;后者测取的温度是色温,色温是黑体的某种温度.红外测温仪通常由以下部分:光学系统,红外探测器,信号处理电路和显示机构.其结构原理如图4示.该方法的优点是:①它不必接触被测物体,故不会影响被测目标的温度分布,提高了测温的真实性.②反应速度快.它不象一般热电偶那样需要与被测物体达到热平衡,它只要接收到目图4红外测温仪结构原理图标的辐射就行了.由于辐射能是以光速传播的,这样,红外测温的速度只取决于测温仪器自身的响应时间.③测温范围大.它可测量执摄氏负几十度到几千度的高温,甚至对选择性辐射体.其测温范围可高达万度.Boo和cl】利用红外测温仪,通过相关分析,最终确定了温度传感器的最佳测量位置,以监测焊接熔池的变化由于GMAW焊接工艺的复杂性以及非线性因素,焊件表面温度会随着测试位置的不同而不同.利用被测温度和熔池尺寸之问的相关系数—=/(*),一1≤≤1(w代表熔池的几何参数,如焊道宽,接头处的熔深,根部表面宽度;t表示焊件表面某一点的测量温度.,o,分别代表W的方差,t的方差,W和t的协方差)来决定最佳测量点.通过模拟研究发现,在瞬态和准稳态下,焊道宽与被测温度之间的相关系数均大于0.95,如图5,6中的阴影区所示,说明焊道表面宽度与该点温度有着密切的关系.从图5,6可得出,最佳的温度传感器的位置必须在一12ram<X<一10nua.3mm<y<7nun的范围内.这一范围是两阴影区的交集.此外,在光测技术中,信息传输也是一个重要的环节.光导纤维是现代光学系统中一种非常有用的传光器件,它是一种电磁绝缘性能很好的理想的光信息传输媒介质,它不仅柔性好,光三一圈物理测试1998年第6期图5瞬态下焊道宽与表面温度的相关系数图6'准稳态下焊道宽与表面温度的相关系数可以弯曲,而且具有耐腐蚀,响应特r_1性好,失真小等特点.因此,在一些电源三竺l探测器无法直接观察或无法接近目标的场合,在探测器前使用光纤来传导目标的辐射是很方便的.测温时只须将纤维头放进恶劣的焊接环境图7光导纤维温度检测系统框图中,而红外检测和信号处理模块可放在远离焊接区的安全位置,如图7所示.此外,光导纤维也能够避免电弧波动所产生的电磁干扰.黄毅等人采用红外光导智能测温系统对直缝焊管焊接区的温度进行实测,初步解决了焊区在恶劣条件下(焊接区附近的水蒸汽,焊渣飞溅,烟雾等)温度监测的难题. 结束语(1)热电偶测温法的结构简单,使用方便,而且易与单片机联接,故有广泛的应用前景.(2)红外热象法能快速,全面,形象地测试焊接温度场的动态过程,但设备价格昂贵.(3)光纤测温技术是近代测温技术中一项新型测温技术,它具有广泛的应用前景,但其测温技术还不完善,需要不断的研究和发展.总之,随着科技的进步与发展,对温度的精确测量提出了更高的要求.温度检测系统的微机化,温度测试仪器的智能化,是温度测试技术发展的必然趋势.参考文献1.KRAUSHG.."E-P簟i删l№鼎锄蛐tOfThe.胁304i岫.eIG'TAWeldi~PodS幽T芒呷哪娜.W曲喀m蛐曲s彻1.^l,19'87-353一e一359一B2.c删w.c}删B.A..niJointPeneuu~us_喵h正∞帕SensingT畸.Weldia8ee蝴s】PpI 咖即t^pr,1990.181一e一185一'3.李维结.材料科学与工艺.1996;(3)4.Q^J^NS,CHiNWH.cⅡNB.A.h血帕铀llsFc~Are删i".删?叫曲sl∞叫Nov. 1989.462一'一5BOOK.S.,CH0H.S..w:ldiEJ彻.1994;73(11):M527I—s6.d】.D.Bd£.wd曲】啦JI.日I,l985;6I(1);田一e一217一B7.黄敏,林雪荣等.焊管,1991;(3)。
焊接温度场实时检测系统的研究

焊接温度场实时检测系统的研究摘要:针对焊接过程温度变化快、升温曲线斜率大的特点,利用传感器技术和计算机数据采集技术,采用C++语言编写检测系统的数据采集与处理软件,综合开发了一套焊接温度场实时检测系统。
实验结果表明,该系统能够很好地对焊接温度场进行多路实时采集与处理,为研究焊接过程温度场的分布提供了一种先进的测试手段。
关键词:焊接温度场;检测系统;实时采集在焊接过程中,由于焊接热源在不断地移动,因此焊件上各点的温度每一瞬时也都在变化,但这种变化还是有规律的。
某一瞬时工件上各点的温度分布成为温度场。
温度场的分布情况可以用等温线来表示或等温面来表示。
焊接温度场反映了复杂的焊接热过程,而热过程决定了焊缝熔化结晶、变形、应力等状况,这几个因素又影响到熔合、裂纹、组织等与焊接质量有关的指标,故焊接温度场分布能全面和深入地反映焊接质量,获得焊接过程的动态温度场,对于制定、评定和优化焊接工艺具有重要的意义[1-2]焊接温度场是一个动态温度场,由于加热过程往往很快,场中各点温度变化率大,又容易受到电磁辐射的干扰,因此测定焊接温度场是一个难度很大的问题[3]。
测定焊接温度场的传统方法是使用热电偶和X-Y函数记录仪。
该方法实时性差、精度低。
计算机软硬件技术的飞速发展为焊接温度场的检测提供了新的方法和途径。
结合先进的计算机软硬件技术,笔者编写了一套焊接过程温度场检测和分析软件。
该系统能够对焊接过程温度场参数进行采集、处理和计算,为焊接过程温度场动态检测提供了一种先进的检测手段。
1硬件系统设计1测温系统的硬件装置检测系统的硬件部分主要由以下几部分组成:温度传感器、温度变送器、接线端子板、数据采集卡和工控机。
温度传感器采用K型镍铬-镍硅热电偶,测温范围0~1100℃,热电偶丝直径0.3mm;温度变送器主要包括隔离放大电路和温度补偿电路。
数据采集卡采用研华PCL-818LS采集卡。
1.2冷端温度补偿装置在通常的工程测量中,参考端温度大都处在室温或波动的温区。
焊接温度场温度检测系统设计【毕业作品】

BI YE SHE JI(20 届)焊接温度场温度检测系统设计所在学院专业班级自动化学生姓名学号指导教师职称完成日期年月Ⅰ摘要在管道铺设、大型机件制造等生产中,焊接是一种必不可少的的技术手段,在工农业生产中占有重要地位。
焊接是一个不均匀加热和冷却的特殊的热处理过程,会在焊接热影响区产生不均匀的组织和性能,同时也会产生复杂的应力和应变。
而焊接过程的温度场决定了焊接应力场和应变场,是影响焊接质量和生产率的主要因素。
因此控制好焊接温度对焊接产品的质量具有十分重要的意义。
因此我们需要设计相应的焊接温度场温度测量系统。
本课题设计了以AT89C51为控制核心的温度采集、显示系统。
着重介绍了8路模拟信号选择芯片CD4051及热电偶模拟信号调理转换芯片MAX6675的原理,以及在本系统的重要应用。
本设计实现了对焊接温度场温度的检测和数字显示,并能实现阈值报警和与上位机进行通讯。
关键词:温度场温度,单片机,数字显示ⅠAbstractIn plumbing and mainframe parts manufacturing production, welding is an ess- -ential technical means, it occupies an important position in the industrial and agricultural production. Welding is a non-uniform heating and cooling of a special heat treatment process, causing uneven in the weld heat affected zone microstructure and properties, but also a complex stress and strain. The temperature field of the welding process determines the welding stress and strain fields,and its the main factors to affect the welding quality and productivity. Take good control of the welding temperature on the welding quality of the product is of great significance. Therefore, we need to design a special temperature measurement system of the welding temperature field.In this issue,I have made the design of the AT89C51 as the control core temperature acquisition and display system. This paper firstly introduces the 8-channel analog signal chip CD4051 and thermocouple analog signal conditioning chip MAX6675 conversion of principle, as well as important applications of this system. Also introduced a special driver chip HD7279 display part of the LED. And draw the various parts of the hardware schematics and overall hardware schematic. Finally, each chip driver of temperature acquisition procedures have been given.Key words: Temperature field, Temperature, 51 MCU, Digital displayⅢ目录摘要 (I)ABSTRACT (IV)目录 (Ⅳ)第一章引言 (1)1.1课题的背景和意义 (1)1.2焊接温度场研究的近况 (1)1.2.1焊接温度场的基本理论 (1)1.2.2焊接温度场研究的情况 (1)1.2.3焊接温度场温度测量的现状与前景 (2)1.3本设计主要的目标和工作 (2)第二章方案设计 (3)2.1方案整体概述 (3)2.2传感器测量部分 (4)2.3主控制部分 (4)2.4数字显示部分 (5)2.5系统方案 (5)第三章系统硬件设计 (6)3.1温度传感器 (6)3.2信号调理及模数转换电路设计 (6)3.2.1 MAX6675芯片 (7)3.2.2 MAX6675与单片机的连接 (8)3.38路模拟信号选通电路 (10)3.4控制电路设计 (10)3.4.1 按键复位电路 (11)3.4.2 单片机时钟电路 (13)3.4.3 AT89C51单片机 (14)Ⅲ3.5显示电路设计 (15)Ⅲ3.5.1显示驱动芯片HD7279 (16)3.5.2 显示器件LED组 (17)3.5.3显示部分连接图 (18)3.6报警电路设计 (18)3.7电源电路设计 (18)3.8串口通讯电路设计 (19)3.8.1RS232接口 (20)3.8.2MAX232芯片 (21)3.8.3PC机与单片机的串行通讯连接 (22)3.9整体电路 (22)第四章软件设计 (23)4.1主程序设计 (23)4.2子程序设计 (24)4.2.1温度循环采集及键盘扫描和按键处理子程序设计 (27)4.2.2显示子程序设计 (28)4.2.3报警子程序设计 (29)结论 (30)参考文献 (31)致谢及声明 (32)附录A 主程序清单 (35)附录B 整体电路图 (36)Ⅳ第一章引言1.1 课题的背景和意义在管道铺设,大型机件制造等生产中,焊接是一种必不可少的的技术手段,在工农业生产中占有重要地位。
焊接、堆焊温度测量规范

焊接(堆焊)温度测量要点1基本概念:2.1预热:焊接开始前,对焊件的全部(或局部)进行加热的工艺措施。
2.2预热温度:按照焊接工艺的规定,预热需要达到的温度。
2.3层间温度:多层多道焊时,在施焊后继道之前,其相邻焊道应保持的温度。
2.4后热:焊接后立即对焊件的全部(或局部)进行加热或保温,使其缓冷的工艺措施。
它不等于焊后热处理。
2根据实际情况就预热、预热温度、层间温度的概念解释为:3.1预热:用煤气、液化气、电加热等方式加热工件需焊接(堆焊)部位的工艺措施。
3.2预热温度:在工艺中给定的数值是要求达到的温度范围,其中下限值为焊接(堆焊)前的最低值,必须达到这个温度值后才能施焊(如预热温度300-350℃,即预热时工件温度达到300-350℃可以施焊,最高温度不得高于预热温度下限值加100℃,即400℃)。
3.3层间温度:在工艺中给定的数值是要求达到的温度范围,其中下限值为焊接(堆焊)时的最低值,必须达到这个温度值后才能继续施焊,〔如层间温度300-350℃,即焊接(堆焊)时工件温度达到300-350℃可以继续施焊,最高温度不得高于400℃,工件被焊接(堆焊)区域温度不得低于300℃〕,在焊接时被焊接(堆焊)区域的温度不得低于这个数值。
3.4后热温度:在工艺中给定的数值是要求达到的温度范围,其中下限值为焊接(堆焊)后的最低值,必须达到这个温度值后按保温时间持温(如后热温度300-350℃,即后热时工件温度达到300-350℃可以按保温时间持温,最高温度不得高于后热温度下限值加100℃,即400℃)。
3.5温度测量:对于测量时,正在焊接(堆焊)焊缝相近各150mm区域内的温度值,可以不考虑最高温度的限制(其余部位最高温度不得高于预热温度、层间温度下限值加100℃)。
3.6积碳:是指用燃烧气体为加热源,当燃烧气体不能完全燃烧而产生的碳元素黏附在工件表面的现象。
3.7持温:预热、后热时当加热温度达到要求的预热、后热温度值后,必须保持这个温度1小时以上(或工艺中要求的时间),才能满足预热、后热的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【作者】祁文军;仇素芹;刘欢;
【Author】QI Wen jun, QIU Shu qing, LIU Huang (Dept.of Mechanical Engineering,Xinjiang Institute of Technology, Urumqi 830008,Xinjiang,China)
【机构】新疆工学院机械工程系!新疆乌鲁木齐830008;
【摘要】利用自制的微机控制焊接参数动态检测仪对低碳钢薄板堆焊焊接热循环进行了实际测量,同时建立了相同条件下的数学模型并应用焊接传热学理论计算了该数学模型的热循环特征参数,对两组结果进行对比,分析了产生误差的主要原因。
结果证明数学模型的正确性,该仪器为研究焊接热传导、焊接应力及变形提供了先进的实验手段。
更多还原
【关键词】焊接热循环;计算机动态测试;焊接传热学;
【文内图片】
测试系统电路结构图
距焊缝不同距离点的热循环动态测试曲线
计算所得距焊缝不同距离点的热循环
为距焊缝不同距离点的热循环动态
距焊缝不同距离点的热循环动态测试与计算(下转第282页)
测试系统电路结构图
距焊缝不同距离点的热循环动态测试曲线7 80
距焊缝不同距离点的热循环动态测试与计算(下转第282页)。