薄壁筒体环焊缝焊接温度场及应力场数值分析
薄壁低碳钢管焊接变形的数值模拟_邓德安
; 同时高温停留时间
短蠕变现象也不明 显 , 因此材 料的总应 变可以由 式( 5) 来进行描述 , 即 ε ε ε ε t o t a l= e+ p+ t h ( 5) 弹性应变计算遵循虎克定律 , 而且材料的弹性 模量和泊桑比是温度的函数 . 热应变通过热膨胀系 数来计算 . 对塑性变形的计算采用了密赛斯准则 , 同时考虑材料的屈服强度随温度变化而变化 . 与温 度计算一样 , 在应力计算时同样采用了文献 [ 4] 中 的高温力学性能参数 . 由于低碳钢材料的加工硬化 不明显 , 文中忽略了加工硬化的影响 . 由于薄壁钢管本身的刚性小 , 在焊接热源的作 用下 , 容易发生变形 . 可以预见 , 在焊接薄板或薄 壁管时 , 常常伴随几何非线性现象产生 . 因此 , 在 计算焊接变形的力学分析过程中 , 除了考虑随温度 变化的弹塑性现象的材料非线性外 , 还考虑了大变 形理论涉及的几何非线性现象 .
邓德安
0 序 言
在汽车制造工业中 , 为了节省燃料以及减少温 室效应气体的排放 , 车体的轻 量化越来 越受到重 视. 在车身以及零部件的设计上 , 薄板和薄壁构件 开始被越来越多地采用 , 其中很多冲压薄板件和薄 壁件都是通过焊接工艺来生产制造的 . 在焊接薄板 和薄壁件时 , 由于此类构件自身的刚度小 , 很容易 产生焊接变形 . 这不仅会影响产品的外观和尺寸精 度 , 同时也给后续制造工艺造成很大困难以及给自 动化生产带来很多障碍
薄壁低碳钢管焊接变形的数值模拟
邓德安 , 童彦刚 , 周中玉
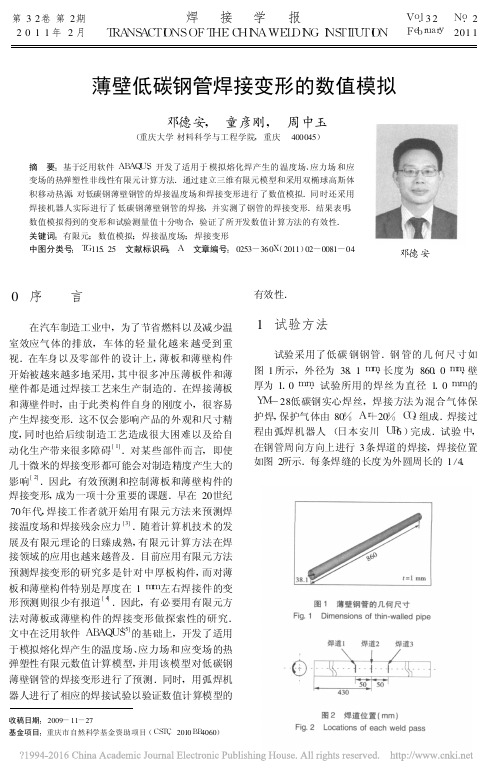
( 重庆大学 材料科学与工程学院 , 重庆 400045) 摘 要 :基于泛用软件 A B A Q U S , 开发了适用于 模拟熔化焊产生的 温度场 、应力场 和应 变场的热弹塑性非线性有限元计算方法 .通过建立三维有限元模型和采用双椭球高斯体 积移动热源 , 对低碳钢薄壁钢管的焊接温度场和焊接变形进行 了数值模拟 . 同 时还采用 焊接机器人实际进行了 低碳钢薄壁钢管的焊接 , 并实测了钢管的焊接变形 .结果表明 , 数值模拟得到的变形和试验测量值十分吻合 , 验证了所开发数值计算方法的有效性 . 关键词 :有限元 ;数值模拟 ;焊接温度场 ;焊接变形 中图分类号 :T G115. 25 文献标识码 :A 文章编号 :0253 -360X ( 2011) 02 -0081 -04
SA508-3钢厚壁圆筒纵焊温度场及应力场有限元分析

SA508-3钢厚壁圆筒纵焊温度场及应力场有限元分析陈重毅;麻永林;邢淑清;迟露鑫【摘要】基于ANSYS有限元分析软件建立了SA508-3钢厚壁圆筒多层多道焊接有限元模型.在此基础之上,以体生热率热源作为焊接热源模型得到了多层多道焊接温度场结果;通过热-结构间接耦合法,得到了焊接应力场结果.模拟计算结果表明,以体生热率热模型作为焊接热源,温度场分布和应力场分布基本符合实际焊接情况;多层多道焊接对焊接构件厚度方向上的残余应力影响较大,该方向在焊缝稳定区产生的最大残余应力为100 MPa;焊缝稳定区残余应力分布有规律,从焊缝到母材,残余应力不断减小;焊缝两端过渡区的残余应力分布较为复杂;焊接构件的焊缝和熔合区的等效应力最大,最大等效应力为490 MPa.【期刊名称】《内蒙古科技大学学报》【年(卷),期】2011(030)002【总页数】5页(P163-166,185)【关键词】SA508-Ⅲ钢;多层多道焊接;单元生死技术;焊接温度场;焊接应力场【作者】陈重毅;麻永林;邢淑清;迟露鑫【作者单位】内蒙古科技大学材料与冶金学院,内蒙古包头014010;内蒙古科技大学材料与冶金学院,内蒙古包头014010;内蒙古科技大学材料与冶金学院,内蒙古包头014010;内蒙古科技大学材料与冶金学院,内蒙古包头014010【正文语种】中文【中图分类】TG457.11核压力容器材料SA508-3钢广泛用于核反应堆压力容器的制造,适用于制造压力容器筒体、顶盖、法兰、封头等,在核电站中还应用于蒸汽发生器压力壳、稳压器压力壳和主泵压力壳等部件[1].由于核压力容器使用的特殊性,不但要求基体材料的物理及力学性能满足核设施制造的要求[2],而且更要求其焊接接头的性能满足此方面的要求.在诸多影响材料性能的因素中,焊接残余应力的影响显得尤为重要.焊接残余应力不仅影响焊接接头的抗疲劳性能,还有可能产生细小的微裂纹,这些不确定的因素将大大影响压力容器的使用安全和使用寿命[3].所以,研究核压力容器材料的焊接性和焊后残余应力的大小就尤为重要.在本文中,基于ANSYS有限元分析软件建立了SA508-3钢厚壁圆筒多层多道焊接有限元模型.对焊接温度场和应力场进行了有限元计算,得到了在一定焊接参数下的焊接温度场和应力场,为实际SA508-3钢的焊接提供了一定的参考依据.对均匀、各向同性的连续介质,其材料特征与温度无关时,在能量守恒的基础上,可以得到热传导微分方程为[4]:式中,T为温度;λ为材料的热传导系数;t为过程进行的时间;C为材料的质量比热容;ρ为材料的密度; Q为单位体积输出或消耗的热能.焊接应力场弹塑性变形的根本原因是由于温度场的存在,焊接残余应力的本质是由于在焊接过程中产生了不可恢复的塑性变形,因此应力场的本构关系为[5]:式中,{dσ}为应力增量;{dε}为应变增量;d T为温度增量;[D]为弹性或弹塑性矩阵;{c}为与温度有关的量.材料选用SA508-3钢,图1为SA508-3钢焊接有限元模型,模型参数如表1所示,焊接工艺见表2.焊接过程温度场分析选取了焊接第六道次来进行详细分析.图2为第六道次不同时间点的温度云图和等值线图.图2(a),(b)为第六道次焊接过程中10和20 s时的温度云图,从图2可以看出,此时的温度分布已经达到了准稳态阶段,温度场的分布是有规律地向焊接方向移动,直至焊接结束[6].焊接热源中心最高温度为1 352℃.由于焊接热源后方是热源经过的区域,所以热源前方温度下降最为剧烈,而在热源后方则较为缓慢,热源两边为中等梯度.图2(c)为焊接第六道次25 s时的温度云图,从图中可以看到,焊接热源已经移动到了焊缝末端,在焊接收弧的时候,焊接温度迅速升高,到达了1 400℃.图2(d)为焊接第六道次结束后冷却50 s后的温度场云图,从图中可以看到,随着冷却的进行焊接接头的温度分布向母材扩展,温度值缓慢下降,冷却50 s后,焊缝的温度梯度较大,且温度最高.选取了Z=-0.13 m截面处焊缝区节点一个、熔合区节点1个和热影响区节点4个,共选取节点6个.节点选取如图3所示,它们的节点编号为:A-3386,B-3482,C-10570,D-17764,E-17372,F-11748.从布置中可以看出,它们距离焊缝距离是不断变大的.图4为节点B-3482的热循环曲线图.从图4可以看出,节点B位于焊接接头的熔合区,焊接的第一道次由于远离热源,当热源移动到该节点区域时的最高温度为610℃,之后,随着热源的远离,焊接温度迅速降低到500℃,经过400 s的冷却,节点温度缓慢降低到150℃;第二道次和第三道次距离该节点较近,当热源接近该节点所在区域时,该节点的温度从150℃迅速上升到1 150和850℃.随着焊接道次的增加,热源远离该节点区域,之后该节点的最高温度逐步下降,从1 150℃降低到280℃.焊接结束后,冷却开始,之后节点温度缓慢冷却,温度趋于平缓,冷却到3 000 s时的温度为120℃.图5为焊接第三道次过程中各节点的热循环曲线,从图5可以看到,熔合区B节点的温度最高,其次为焊缝处节点A;再次为热影响区的C节点.之后,其他节点温度随距离的增大而越来越小.B节点升温速率为336℃/s,冷却速率为40℃/s.在相变点(700℃)以上停留的时间为2 s.最高温度为840℃.A节点升温速率为186℃/s,冷却速率为30℃/s.无相变点(700℃)以上停留时间.最高温度为680℃.其他节点的加热速率和冷却速率很小,无相变点以上停留时间,最高温度没有超过350℃.该部分的内容是通过建立路径,分析焊件冷却到室温下焊接接头各方向上的残余应力分布情况,得出焊接中央处焊接接头的残余应力分布规律.所建路径共有3条,路径1,2,3位于焊接接头截面Z=-0.12 m处,所建路径如图6所示.从图7中可以明显看出,3条路径呈现出了不同应力变化,表明了焊接接头不同区域的应力分布.由于焊缝不是关于焊缝中心左右对称,所以焊接残余应力也不是关于焊缝中心对称.呈现了类似对称的曲线;路径1的横向残余应力变化比较剧烈.路径1整个焊缝处的横向残余应力为压应力,最大压应力为300 MPa,熔合区和热影响区的横向残余应力为拉应力,最大拉应力为150 MPa;路径2和路径3焊缝处的横向残余应力均为拉应力,其中内表面处的焊缝横向残余应力最大,达到230 MPa;路径2在熔合区出现了压应力,热影响区为拉应力;路径3从熔合区到热影响区都为拉应力.路径3的应力分布与平板对接焊相似,而路径1和路径2的应力分布取决于圆筒的厚度和焊接层数.此模型为多层多道焊接,所以呈现的应力分布不同于薄壁圆筒纵焊.图8为Y方向残余应力曲线图.Y方向的残余应力是沿壁厚方向上的残余应力.由于焊接对厚度方向的影响较小,在工程中很少考虑,但是当焊接厚度较大时,出现多层多道焊接时,厚度方向的残余应力就变的不容忽视了.从图8可以看出,路径1和路径2应力变化比较小,最大拉应力为30 MPa,最大压应力60 MPa,焊缝和熔合区的应力变化较为剧烈,热影响区和母材的应力变化很小;路径3位于截面的中央,应力变化剧烈,最大拉应力为65 MPa,最大压应力为110 MPa.图9为Z方向残余应力曲线图.从图9可以看出,由于焊缝冷却,Z方向发生收缩,引起焊缝Z方向残余应力;Z方向残余应力的最大值出现在了焊缝中心线上.在焊缝处,路径1的应力值较小,路径2和路径3的应力都处在较高的水平;在熔合区,3条路径的应力为拉应力,远离焊缝的热影响区的应力为压应力.(1)通过模拟计算结果分析得到了厚壁圆筒多层多道焊接温度场分布规律;其中,位于第二焊道的A节点在430~550 s内的升温速率为353℃/s,冷速为68℃/s;在相变点(750℃)以上停留的时间为4 s;最高温度为1 210℃.(2)得到了厚壁圆筒多层多道焊接应力场分布规律;多层多道焊接对焊接构件Y方向(厚度方向)上的残余应力影响较大,该方向在焊缝稳定区产生的最大残余应力为100 MPa;焊缝稳定区残余应力分布有规律,从焊缝到母材,残余应力不断减小;焊缝两端过渡区的残余应力分布较为复杂;焊接构件的焊缝和熔合区的等效应力最大,等效应力为490 MPa.【相关文献】[1]宋忠臣,刘恩清,田洪波.国产SA508-Ⅲ钢焊接性试验研究[J].压力容器,1995,12(2):35-39.[2]郭守仁.核反应堆材料手册[M].北京:原子能出版社,1987.1-44.[3]冯德诚.核压力容器材料国产化的可行性评述[J].核动力工程,1989,10(3):7-11.[4]张文钺.焊接传热学[M].北京:机械工业出版社,1989.1-142.[5]佘昌莲.焊接结构的残余应力研究[D].武汉:武汉理工大学,2006.[6]武传松.焊接热过程数值分析[M].哈尔滨:哈尔滨工业大学出版社,1990.1-54.。
焊接温度场与应力场的研究历史与发展

科技信息2008年第3期SCIENCE&TECHNOLOGYINFORMATION焊接温度场的准确计算或测量,是焊接冶金分析和焊接应力、应变热弹塑性动态分析的前提。
关于焊接热过程的分析,苏联科学院的助Rykalin院士对焊接过程传热问题进行了系统的研究,建立了焊接传热学的理论基础。
为了求热传导微分方程的解,他把焊接热源简化为点、线、面三种形式的理想热源,且不考虑材料热物理性质随温度的变化以及有限尺寸对解的影响。
实际上焊接过程中除了包含由于温度变化和高温引起的材料热物理性能和变化而导致传热过程严重的非线性外,还涉及到金属的熔化、凝固以及液固相传热等复杂现象,因此是非常复杂的。
由于这些假定不符合焊接的实际情况,因此所得到的解与实际测定有一定的偏差,尤其是在焊接熔池附近的区域,误差很大,而这里又恰恰是研究者最为关心的部位。
Adames、木原博和稻埂道夫等人根据热传导微分方程,以大量的实验为基础,积累了不同材料、不同厚度、不同焊接线能量以及不同预热温度等测量数据,然后从传热理论的有关规律出发,经过整理、归纳和验证,最后建立了不同情况下的焊接传热公式。
这种方法比前者采用数学解析法要准确,但实验的工作量很大,有确定的应用条件和范围,且可靠性取决于测试手段的精度。
1966年Wilson和Nickell首次把有限元法用于固体热传导的分析计算中。
70年代,有限元法才逐渐在焊接温度场的分析计算中使用。
1975年,加拿大的Poley和Hibbert在发表的文章中,介绍了利用有限元法研究焊接温度场的工作,编制了可以分析非矩形截面以及常见的单层、双层U,V型坡口的焊接温度场计算程序,证实了有限元法研究焊接温度场的可行性。
之后国内外众多学者进行了这方面的研究工作。
Krutz在1976年的博士论文中专门研究了利用焊接温度场预测接头强度问题,其中分析了非线性温度场,在二维分析模型中,假定电弧运动速度比材料热扩散率高,因此传到电弧前面的热量输出量相对比较小,从而忽略了在电弧运动方向的传热,这实际上与Rykalin高速移动热源公式的处理方法是一致的。
薄壁容器应力测定实验共17页文档

实验四 薄壁容器应力测定实验
• 一.实验目的 • 1、测定椭圆封头在内压作用下的应力分
布规律。
• 2、学习电阻应变仪的使用方法。
二.基本原理
• 1. 由于组成压力容器的二个部分(即椭圆封头、
圆筒体)的曲率不同,在它们的连接处曲率发生突 变,于是在受压后,在连接处生产边缘力系—— 边缘力矩和边缘剪力。这就使得在一定距离内的 圆筒体和椭圆封头中的应力分布比较复杂。某些 点出现了较高的局部应力。
敏系数K相对应;
• 5.设定通道选择,与转换箱通道相对应; • 6.选择调零,检验各点初值是否为零;
• (二)实验台阀门操作
• 打开F1、F2、F3、F4、F8、F9、F10,
关闭F5、F6、F7;
• (三)控制台操作: • 1、向右扳动控制台面板上的总控开关11-14,启动控
制台;
• 2、操作台面板11-3开关置于手动位置,顺时针旋转11-
8、开启工控机,在桌面上打开“基本实验主程序”,点击
“实验选择”按钮, 选择“薄壁容器应力测定实验”菜单,点击
“进入”按钮,进入“薄壁容器应力测定实验”画面;
•
9、点击“参数设置”按钮, 可以对参数重新设置(重复以前
实验可不作此项操作)。
•
10、点击“联机测量”按钮, 进入测量窗口;
a、点击“联机”按钮,再按应变仪“联机测量”键;系统开始与 应变仪通讯,
R1 Kl K
R1
Lபைடு நூலகம்
三.实验装置:
实验装置如图4-1,容器材料为304,封头内 径mm,mm。
• 应变片的布置方案是根据封头的应力分布特
点来决定的。封头在轴对称载荷作用下可以认为 是处于二向应力状态,而且在同一平行圆上各点 受力情况是一样的。所以只需要在同一平行圆的 某一点沿着环向和经向各贴一个应变片即可。经 向应变片的中点线和环向应变片的轴线必须位于 欲测之所在的平行圆上。本实验拟布置12对应变 片见图四。各点离锥顶距离见表4-1。
焊接数值模拟
• 熔池部分
– 熔池形状 – 流场、温度场,主要研究成分和工艺因素对熔池形状的影响,针对焊缝形状控制 – 冶金过程
熔池中气体的吸收 各种氧化物氮化物的形成及其作为非均质核心的可能 凝固-熔质元素分布(偏析)凝固组织大小,结晶路径,BTR区间等
• 结构部分
– 热过程-温度分布,预测热影响区大小,冷却时间,Tmax,th,t8/5等 – 力过程-应力应变过程,残余应力和变形,预测裂纹,控制残余应力和变形 – 冶金过程-晶粒长大,相变,氢扩散,接头组织性能预测,冷裂敏感性预测等 – 接头性能与服役行为-不均质、存在缺陷、残余应力-断裂行为(韧性,强度,
• 热加工过程模拟的意义
– 认识过程或工艺的本质,预测并优化过程和工艺的 结果(组织和性能)
– 与制造过程结合,实现快速设计和制造
焊接数值计算
2-1 热加工过程模拟的研究现状 热加工过程模拟的发展历程
• 60年代(起源于铸造)
• 丹麦的Forsund首次采用有限差分计算了铸件凝固过程的传 热。
• 美国随后进行了大型铸钢件温度场的数值模拟
q(x, y, z) q(0,0,0) e3x2 / a2 e e 3z2 / b2 3 y2 / a2
q(0,0,0) 6 3Q a2bπ π
q(x, y) qm eK x2 y2
qm
QK π
;
K
3 R02
q(x, y, z) qm eK x2 y2
qm
QK πH
;
3 K R02
Gauss 圆柱热 源模型
热流密度均匀 分布的柱状热
源模型
H b
H
H
热源示意图 x
Q235钢焊接温度场的数值模拟_孙盼

第10卷 第7期 中 国 水 运 Vol.10 No.7 2010年 7月 China Water Transport July 2010收稿日期:2010-04-24作者简介:孙 盼(1986-),女,武汉理工大学在读硕士,主要从事焊接工艺和焊接材料的研究。
Q235钢焊接温度场的数值模拟孙 盼,李 文,姬庆玲(武汉理工大学 材料科学与工程学院,湖北 武汉 430070)摘 要:文中应用ANSYS 有限元分析软件,对薄板Q235焊接温度场进行了数值模拟,采用了ANSYS 焊接仿真中高斯热源的一般加载算法:基于表参数的整面热流密度加载,得到了Q235的焊接温度场及特定节点的热循环曲线,与焊接实际生产条件相符。
关键词:有限元分析;高斯热源;温度场;数值模拟中图分类号:TG457.1 文献标识码:A 文章编号:1006-7973(2010)07-0235-02一、引言焊接是一个涉及多学科的复杂的物理—化学过程,单凭积累工艺试验数据来深入了解和控制焊接过程则既不切实际又成本昂贵和费时费力。
随着计算机技术的发展,通过计算机软件来模拟焊接过程以获得焊接过程已成为解决现代工程学问题必不可少的有力工具。
采用ANSYS 进行焊接温度场的模拟时,需要解决的问题之一就是热源加载形式和热源分布函数的确定,对于CO 2气体保护焊,可不考虑电弧吹力和熔池流体传热特征,采用高斯分布的表面热源就可得到较满意的结果。
二、建模与分析 1.有限元模型有限元模型如图1所示。
焊板尺寸:120mm×60mm× 6mm。
考虑到焊接时温度随时间和空间急剧变化,焊接热源附近温度梯度很大,所以采用三维热实体八节点六面体单元SOLID70,在焊缝及附近采用细分的网格,而在远离焊缝处用较粗大的网格。
这样划分,既可以保证计算精度,又可以提高运算速度。
图1 有限元模型2.高斯热源模型有关实验研究表明,高斯热源模型能够表征焊接电弧的热流分布特征。
压力容器筒体与平封头多级焊缝残余应力数值模拟
《化工设备与管道》w w w .t c e d .c o m第46卷第3期2009年6月化 工 设 备 与 管 道PROCE S S EQUIPME NT &PIPIN G Vol.46 No.3J un.2009压力容器筒体与平封头多级焊缝残余应力数值模拟张祥, 曾涛(四川理工学院机械工程学院, 四川自贡 643000)摘 要:采用有限元软件AN S YS 中生死单元技术对压力容器筒体与平封头单面焊焊接过程进行数值模拟,得出焊缝焊接残余应力、温度场及位移场的分布情况。
经过分析可以得出:在焊缝区及熔合区温度极高;远离焊缝,温度峰值急剧下降。
在熔合区焊接残余应力达最大值;焊根处残余应力较小;在热影响区,沿焊缝方向多为拉应力,垂直焊缝方向多为压应力。
关键词:压力容器; 生死单元; 残余应力中图分类号:T Q 050.3文献标识码:A文章编号:1009-3281(2009)03-0007-03Nu me ric al Im it ation o f Res idu al S tre ss in We ld betwe enCylinder and Flat Head of Press ure Ve ss elZHANG Xiang, ZENG Tao(Dep t.of Mechanical Engineering,S ichuan U niversity of S cience &Engineering,Zigong 643000,China)Abs tract : The finit e-elem ent a na ly sis m ethod a nd it s birt h-dea d t echnique were used to sim ula te t he w elding process of t he pres sure v ess el cy linder and pla te dom e.The dis tributions of residua l stres ses in w eld zone,t em pera ture field a nd displa cem ent field were ob-ta ined.It w as shown that the tem perat ure in weld zone and m elting zone w as ext rem ely high,but,it w ill be sha rply drop in t he area fa r a wa y from weld.The residual s tress in m elting zone reached hig hest va lue,and it ha d relat iv e s m all value at w elding toe.In t he heat a ffecting area,along the direction of weld,t he st ress wa s t ensile.However,along the norm al of w eld,the stress w as com pressiv e.Keywords: pressure;birt h-dead elem ent;residua l stres s收稿日期:2008-11-28作者简介:张祥(1984—),男,湖北黄冈人,在读研究生。
锅筒壁上焊接大尺寸平板的应力分析

过应 力分 解 对结 构进行 安 全性 评 定。
关键 词 : 筒体 ; 平板 ; 应 力 分析 ; 有 限元 ; 强度评 定 中图 分类 号 : X 9 2 文 献标 识码 : A
四面体等 参 数单 元 。整个模 型 共 4 2 6 8 2 个 在锅 筒简 体 上 焊接 大 尺 寸平 板 , 是国 单元 , 5 9 0 4 8 个 节点 。 内 的立 式 电热 锅 炉 用 以放 置 电加 热 元 件 4施 加 约束 条件 和载 荷 的结 构 型式 之 一 。如 图 1 所示 , 将矩 形 平 4 . 1施 加 约束 条件 。在 各 个对 称平 面 板 的 四个 顶 点 分 别 加 工 为 四 分 之 一 切 圆 上施 加对 称 约束 , 以消 除 刚体位 移 。
工 业 技 术
C hi n a Ne w Te c hn o l o g i e s a nd Pr o d u c t s
2 Q 1
Q : ( 王2
锅筒壁 上焊 接 大尺寸 平板 的应 力分析
房 朝 晖 丁 信 磊 ( 烟 台市 清 洁 能 源检 测 中心 , 山东 烟台 2 6 4 0 0 , 抵 消 了变 形 不连 续 所带 来 的应力 集 中和强 度减 弱 。 其次, 相贯 线 处应 力 较大 的位 置均 在 相 贯线 向外 移 1 个 单元 处 , 即位 于第 一 排