焊接应力与变形
焊接应力与焊接变形

近缝区的构件在加热和随后冷却过程中发生了塑性变形,
• 受到焊接残余应力的焊缝金属的收缩变形有以下几种情况:
一 纵向焊接残余应力和变形二 横向焊接残余应力和变形
三 弯曲变形
四 角变形
五 波浪变形
六 扭曲变形
• 一 纵向焊接残余应力和变形
• 长板对接接头焊缝处受热温度较高,因此焊缝 金属有较大伸长,离焊缝金属较远的部位温度较 低,伸长则较小,钢板中间温度高的金属受到两边 温度低的金属限制,阻碍了它的自由伸长,因此这 部分产生压力,同时两边温度低的金属受到反作 用力而产生应力,这时钢板中存在压应力和拉应 力,并处于平衡,如有纵向微小缩短,数值都较小,
• 刚性固定法只适用塑性好的材料,特别是低碳钢,对于脆性较大的 和容易淬火而变硬脆的中碳钢等材料不宜采用刚性固定法进行结 构焊接,否则易导致焊缝产生裂缝,
• 4 散热法 • 散热法又称强迫冷却法,是将散热物体放置在焊接区域
的(ZHOU)围,使焊件迅速冷却借以减小焊接受热区域, 使变形减小,但是,这种方法对淬火倾向较大的材料易产 生冷淬而出现焊接裂纹, • 5 机械矫正法 • 机械矫正法就是对焊缝及其(ZHOU)围区域施加外力, 可以减小收缩应力和变形,其原理是利用焊缝及其 (ZHOU)围金属受外力后产生塑性变形,而将已产生收 缩的焊缝纤维伸长,从而减小了构件的可见变形和应力, • 机械矫正最好在热状态下进行,这时的金属具有较高的 塑性,对于低碳钢构件焊缝机械矫正的最佳温度在150~ 200℃左右,
一、焊接应力与焊接变形的基本知识
• 我们已经知道,焊缝由于有内部结构上的缺陷 和内部应力的释放、焊件将产生焊缝裂缝,同时, 在焊接过程中,焊件受到不均匀的电弧加热,受热 区域的金属膨胀程度也就不同,此时产生的内应 力和变形是暂时的,但当焊接完毕待焊件完全冷 却后,剩余的内应力和变形称为残余内应力和变 形,
焊接变形和应力

预热法
对焊缝两侧进行预热,减小温差 引起的收缩,从而减小变形和应
力。
层间温度控制
保持焊接过程中的层间温度在一定 范围内,以减小热影响区的宽度, 从而减小变形和应力。
焊后热处理
对焊接后的压力容器进行热处理, 以消除残余应力,防止裂纹的产生。
案例三:船舶焊接变形和应力控制
工艺评定
在焊接前进行工艺评定,确保焊接工艺参数的合理性和可行性。
控制焊接应力的措施
01
02
03
04
预热法
在焊接前对焊件进行预热,减 小温差,降低焊接应力。
层间温度控制法
在焊接过程中控制层间温度, 减小温差,降低焊接应力。
锤击法
在焊接过程中对焊缝进行锤击 ,使其产生塑性变形,从而减
小焊接应力。
热处理法
通过加热和冷却的方法消除或 减小焊接应力。
05 实际应用案例
焊接应力的影响
变形
焊接应力会导致焊接结构产生变形, 影响结构的尺寸精度和形状精度, 严重时甚至会导致结构失效。
疲劳强度
焊接应力会降低焊接结构的疲 劳强度,缩短其使用寿命。
稳定性
焊接应力会影响结构的稳定性 ,使结构在受到外力作用时容 易发生屈曲或失稳。
安全性
过高的焊接应力可能导致结构 在使用过程中发生突然断裂,
焊接顺序规划
根据结构特点和焊缝分布情况,合理安排焊接顺序,以减小变形和 应力。
刚性固定和夹具使用
在焊接过程中使用刚性固定和夹具,限制结构的自由变形,减小焊 接应力。
THANKS FOR WATCHING
感谢您的观看
仍然存在的应力。
焊接应力的产生与焊接工艺、 材料、结构形式等多种因素有 关。
焊接应力和变形及措施
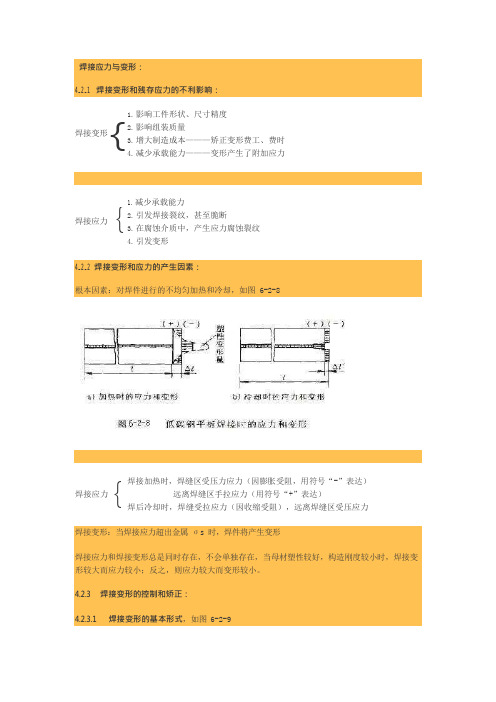
焊接变形 1. 影响工件形状、尺寸精度 2. 影响组装质量3. 增大制造成本———矫正变形费工、费时4. 减少承载能力———变形产生了附加应力焊接应力 1. 减少承载能力 2. 引发焊接裂纹,甚至脆断3. 在腐蚀介质中,产生应力腐蚀裂纹4. 引发变形焊接应力{ 焊接加热时,焊缝区受压力应力(因膨胀受阻,用符号“-”表达)远离焊缝区手拉应力(用符号“+”表达)焊后冷却时,焊缝受拉应力(因收缩受阻),远离焊缝区受压应力焊接变形:当焊接应力超出金属 σs 时,焊件将产生变形焊接应力和焊接变形总是同时存在,不会单独存在,当母材塑性较好,构造刚度较小时,焊接变形较大而应力较小;反之,则应力较大而变形较小。
4.2.3 焊接变形的控制和矫正:4.2.3.1 焊接变形的基本形式,如图 6-2-9 4.2.2 焊接变形和应力的产生因素:根本因素:对焊件进行的不均匀加热和冷却,如图 6-2-8 焊接应力与变形:4.2.1 焊接变形和残存应力的不利影响:{ {如图 6-2-9 常见的焊接残存变形的类型1、2---纵向收缩量 3---横向收缩量 4、5---角变形量 f---挠度(1)收缩变形:即焊件沿焊缝的纵向和横向尺寸减少,是由于焊缝区的纵向和横向收缩引发的。
如图 5-2-9 a(2)角变形:即相连接的构件间的角度发生变化,普通是由于焊缝区的横向收缩在焊件厚度上分布不均匀引发的。
如图 5-2-9b(3)弯曲变形:即焊件产生弯曲。
普通是由焊缝区的纵向或横向收缩引发的。
如图 5-2-9c(4)扭曲变形:即焊件沿轴线方向发生扭转,与角焊缝引发的角度形沿焊接方向逐步增大有关。
如图 5-2-9d(5)失稳变形(波浪变形):普通是由沿板面方向的压应力作用引发的。
如图 5-2-9e4.2.3.2控制焊接变形的方法(1)设计方法(详见焊接构造设计)尽量减少焊缝的数量和尺寸,合理选用焊缝的截面形状,合理安排焊缝位置──尽量使焊缝对称或靠近于构件截面的中性轴(以减少弯曲变形)。
焊工工艺学焊接应力与变形

2.工艺措施
1. 正确的确定装配、焊接顺序
• 不正确的装配次序:工字构件, 先丁字,然后在装另一块盖板, 焊后仍有较大的挠度
• 丁字
f1,2
P eL L2 8EJL
• 工字
f 3, 4
P eI L2 8EJI
• 正确应该是,先点固成工字, 然后焊接,注意次序
第16页/共64页
第33页/共64页
焊接残余应力的影响
3 对疲劳强度的影响(研究不够充 分)
4 对应力腐蚀的影响
原因:拉应力和介质、腐蚀共同作 用下产生裂纹的一种现象,拉应 力越大,发生应力腐蚀开裂的时 间越早。
5 对结构刚度的影响 结论:在静载下,焊件经过一次
加载,卸载后,以后再次加载, 只要其大小不超过前一次,残余 应力不再起作用,外载也不影响 焊件内部残余应力的分布
第18页/共64页
刚性固定法
• 在无反变形的情况下,将 构件加以固定来限制焊接 变形,(在焊法兰盘上), 防止角变形和波浪变形较 好
第19页/共64页
合理的选择焊接的方法和焊接规范
• 选择线能量较低的焊 接方法,采用多层焊 代替单层焊
第20页/共64页
(4)散热法 焊接时用强迫冷却的方法使焊 接区散热,由于受热面积减少而达到减少 变形的目的。散热法对减少薄板工件的焊 接变形比较有效,但散热法不适用于焊接 淬硬性较高的材料。
2.工艺措施
2.选择适当的施焊次序和方向 原则:
1.当结构形心轴两侧有焊 缝时,先焊少的一侧 2.先焊离构件形心轴近的 ,对构件变形影响大的 最后焊 3.截面对称的构件应对称 的交替焊,尽可能增加 翻转辅助时间
第17页/共64页
反变形法
第二章 焊接应力与变形

图2-3 金属屈服极限与温度的关系 1-钛合金; 2-低碳钢; 3-铝合金
3. 构件中焊接应力与变形的产生
(1)长板条中心加热 (2)长板条非对称加热(一侧加热) (3)受拘束的杆件在均匀加热时的应力与变 形
(1)长板条中心加热
(1)长板条中心加热
图2-4 长板条中心受热
图 2-5 板条中心加热的应力与变形
1. 对焊接结构强度的影响
• 没有严重应力集中的焊接结构,只要材料具有一 定的塑性变形能力,焊接内应力并不影响结构的 静载强度。但是,当材料处于脆性状态时,拉伸 内应力和外载引起的拉应力叠加就有可能使局部 区域的应力首先达到断裂强度,降低结构的静载 强度,使之在远低于屈服点的外应力作用下就发 生脆性断裂。因此,焊接残余应力的存在将明显 降低脆性材料结构的静载强度。工程中有很多低 碳钢和低合金钢结构的焊接结构发生过低应力脆 断事故。
图2-17 横向拘束下焊接的内应力
图2-18 纵向拘束状态下焊接的内应力
5. 封闭焊缝中的残余应力
• 在容器、船舶等板壳结构中经常会遇到如 图2—19所示的接管、人孔接头和镶块之类 的结构,这些构造上都有封闭焊缝,都是 在较大的拘束下焊接而成的。图2—20中圆 盘中焊入镶块的残余应力,径向内应力σr为 拉应力,切向应力σθ在焊缝附近最大为拉 应力。由焊缝向外侧逐渐下降为压应力由 焊缝向中心达到一均匀值。拘束度越大, 镶块中的内应力也越大。
图2-12 纵向收缩引起的横向残余应力σy′的分布
图2-13 不同长度平板对接焊时σy′的分布
(2)横向收缩所引起的横向残余应力 σy ″
• 在焊接结构上一条焊缝不可能同时完成,总有先 焊和后焊之分,先焊的先冷却,后焊的后冷却, 先冷却的部分又限制后冷却的部分的横向收缩, 就引起了横向残余应力σy ″。σy ″的分布与焊接方 向、分段方法及焊接顺序有关。总之,横向残余 应力的两个部分σy′、σy ″同时存在,焊件中的横 向残余应力是由σy 合成的,它的大小要受σs的限 制,见图2—14。 • 横向应力与焊缝平行的各截面上的分布大体与焊 缝截面上相似,但是离开焊缝的距离越大应力值 越低,到边缘上σy等于零。从图2—15中可以看 出,离开焊缝σy就迅速衰减。
焊接应力与变形

喷水冷却;紫铜散热板
如图示
返回本章首页
圆筒体对接焊缝焊接顺序 返 回
散热法示意图 返 回
不对称焊缝的焊接 先焊
后焊 返 回
长焊缝(1m以上)焊接 总体的焊接方向
2
分段退焊示意图
5
返 回
反变形法
焊接之前
焊接后 返 回
将焊件固定在刚性平台上。 薄板拼接时的刚性固定
将焊件组合成刚性更大或对称的结构 T形梁的刚性固定和反变形
工字梁的扭曲变形
返回本章首页
焊接残余应力基本知识
一、焊接残余应力的分类
1. 按产生应力的原因分 (1)热应力 (2)组织应力(相变应力) (3)凝缩应力应力 (4)拘束应力 (5)氢致应力
2. 按应力存在的时间分 (1)焊接瞬时应力 (2)焊接残余应力
二、焊接残余应力的分布
1. 纵向残余应力 x的分布
利用焊接夹具增加结构的刚性和拘束。 对接拼板时的刚性固定
利用临时支撑增加结构的拘束。
防护罩焊接时的临时支撑
返
回
控制残余应力的措施
1. 设计措施 1)尽量减少结构上焊缝的数量和焊缝尺寸。 2)避免焊缝过分集中,焊缝间应保持足够 的 距离。
3)采用刚性较小的接头形式。 减小接头的刚性措施
2.工艺措施
交叉焊缝的焊接 返 回
受力最大的焊缝应先焊 返 回
加热“减应区”法
黄色的区域代表焊缝
返
红色的区域代表加热区域
回
焊接残余变形的矫正
1)机械矫正法:平板机、千斤顶(5-300吨手动液压千 斤顶顶起的最大高度是160-180mm)
卷板机(最多可4辊)
如图示
2)火焰矫正法:将伸长的部分加热 500℃-800℃(褐 红色)然后自然或强冷
第一章焊接应力与变形
第一章 焊接应力与变形
4)盲孔法 盲孔法与小孔法测残余应力的原理相同,但这种方法对结
构只有很轻微的破坏,对于一般构件,盲孔不需修补,对结构 的使用性能几乎没有影响。
盲孔法所需仪器设备较简单,除钻孔设备外只需配备应变 仪即可进行现场测量。 5)逐层铣削法
逐层铣削法是一种完全破坏的方法。 2、物理方法 1)X光衍射法 X光衍射法的基本原理是党内应力存在时,晶体
结构的刚度越大,拘束度越大,内应力也越大。 二、焊接残余应力对焊接结构的影响 1、对结构强度的影响
由于材料不能进行塑性变形,即材料处于脆性状态,随着
上一页 下一页
第一章 焊接应力与变形
外力的增加,在构件上不可能产生均匀的应力,应力峰值不断 增加,一直到达材料的强度极限σb,发生局部破坏最后导致整 个构件断裂。可见焊接残余应力对脆性材料的静载强度有较大 的影响。 2、对构件加工尺寸精度的影响 3、对梁柱结构稳定性的影响 三、减小焊接残余应力的措施 1、设计措施 1)在保证结构强度的前提下尽量减小焊缝数量与截面尺寸。 2)将焊缝尽量布置在最大工作应力区外,防止残余应力与外加
防止波浪变形可从两方面着手:一方面因焊接残余压应力 是产生波浪变形的外因,因此凡能降低焊接残余压应力的措施 都可以起到减小波浪变形的作用;另外通过提高板的刚度或增 大扳的拘束度均可以减小或防止波浪变形。
上一页 下一页
第一章 焊接应力与变形
(四)扭曲变形(螺旋形变形) 产生扭曲变形的原因主要是焊缝的角变形沿焊缝长度方向
上一页 下一页
第一章 焊接应力与变形
温差拉伸法又叫低温消除应力法。基本原理与机械拉伸法 相同,都是利用拉伸来抵消焊接时产生的压缩塑性变形。不同 的是机械拉伸法利用外力来进行拉伸,而温差拉伸法是利用局 部加热的温差来拉伸焊缝区。 4、振动法
焊接应力与变形产生的原因及对策

焊接应力与变形产生的原因及对策
焊接过程中,由于焊接热量的作用,会引起材料的膨胀和收缩,从而产生应力和变形。
这些应力和变形会影响焊接件的尺寸精度、强度和耐久性,甚至导致焊接件出现裂纹和变形失效。
造成焊接应力和变形的原因主要有以下几个方面:
1. 热应力:焊接过程中,由于焊接热量的作用,使得焊接区域的温度急剧升高,从而引起材料的扩张和收缩。
这种温度差异会产生热应力,导致焊接件发生变形和应力。
2. 冷却应力:焊接完成后,焊接件会迅速冷却,冷却速度过快会导致焊接件表面和内部温度梯度过大,产生冷却应力,进而引起应力和变形。
3. 材料不匹配:焊接材料的热膨胀系数、熔点、硬度等物理性质不同,容易导致焊接区域产生应力和变形。
4. 焊接结构设计不合理:焊接结构设计不合理,如焊接位置不当、焊接接头不够强壮等,容易导致应力集中和变形。
针对焊接应力和变形的问题,可以采取以下对策:
1. 控制焊接热量:采用合适的焊接参数,控制焊接热源的大小和位置,以减少焊接区域的温度梯度,从而降低应力和变形。
2. 加强冷却措施:在焊接完成后,采取适当的冷却措施,如缓慢冷却、局部加热等,以减少焊接件的冷却速度,从而降低冷却应力。
3. 选择合适的焊接材料:选择合适的焊接材料,如选择热膨胀
系数和熔点相似的材料,可以减少焊接区域的应力和变形。
4. 优化焊接结构设计:优化焊接结构设计,加强焊接部位的加强设计,采用适当的焊接方式和焊接技术,可以减少应力集中和变形。
总之,采取合适的对策,可以有效地控制焊接应力和变形,提高焊接件的质量和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
屈 服 极 限 假随 定温 度 变 化 的
Prof. Liu Shunhong liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
二、金属杆件的应力与变形的演 变过程
材料学院焊接研究中心
第一节
焊接应力和变形的 形成过程
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
一、内应力与内部变形的 基本概念
材料学院焊接研究中心
1 内应力的基本概念
在没有外力的条件下,平衡 于物体内部的应力。其主要特点 是在物体内部构成平衡的力学系 统,即内力之和与内力矩之和为 零。
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
2.长板条边缘加热(非对称加热)
1)温度场: 典型的非对称温度场 2)变形分析: 内应力,需满足条件:
高温侧:ε =ε e-ε T<0,受压; 中间: ε =ε e-ε T>0,受拉; 低温侧:ε =ε e-ε T<0, 受压
liushunhong@ Tel:(027)87543677
Prof. Liu Shunhong
材料学院焊接研究中心
内应力在弹性体内构成一 平衡体系
即:
dA 0
A
dM 0
A
Prof. Liu Shunhong liushunhong@ Tel:(027)87543677
焊接应力与变形
材料学院焊接研究中心
主要内容:
阐述内应力及其产生的机理, 分析在焊接条件下应力与变形的 产生、演变的过程。在此基础上 对焊接残余应力与变形的分布规 律、它们对焊接结构性能的影响 以及控制、消除焊接残余应力与 变形的方法进行全面的介绍 .
Prof. Liu Shunhong liushunhong@ Tel:(027)87543677
1. 分析方法:取金属处于塑性状态的区域最 宽的截面作为起点,来逐步求得各区域的变 形,最后求出焊件冷却后的残余和残余变形。
即:1)冷却过程:高温区→低温区 2)起点:塑性状态的区域最宽 的 横截面. 取四个截面: 截面 特征 截面Ⅰ 600℃最宽处 Ⅱ 600℃刚结束 Ⅲ <500℃ Ⅳ 室温,T=0
加热:s2=-Ee s1=s3=Eee s2=2s1 因为T<Ts= 100º C, e< es 冷却: e,s均为0 加热: s2=-Ees’ s2=s3=1/2s2 冷却: s2=-Ees’ s1+s3=s2 L0 L0’ 加热: T<500º C过程同上。 T=500º C600º C,ss呈直线 下降,-ep, T>600º C时,ss=0,e=ep 冷却: Tmax 600º C,拉伸塑变, s=0 500º C600º C,弹性恢复; T=500º C时,ss达到最大; T500º C时, ss不变; 至室温,s2=Ees,e=es
Prof. Liu Shunhong liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
T<500º C
加热: σ 2=-E ε s’ σ 2= σ 3=1/2 σ 2 冷却: σ 2=-E ε s σ 1+ σ 3= σ 2 L0 L0’
Prof. Liu Shunhong
离热源距离 V t1 V t2 V t3 V t4
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
材料学院焊接研究中心
2. 内应力产生的原因
图1
+ --
图1-28金属框架
图1-47
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心内源自力产生的原因很多如焊接、轧制、铸造和锻压等热 加工过程;剪切、弯曲、磨削等 冷加工过程和其它的机械加工过 程
liushunhong@ Tel:(027)87543677
Prof. Liu Shunhong
材料学院焊接研究中心
内应力按其产生原因可分为温度 应力和残余应力等几种:
(二) 残余应力
如果不均匀温度场所造成的内应力达到材 料的屈服限,使局部区域产生塑性变形。 当温度恢复到原始的均匀状态后,就产生 新的内应力。这种内应力是温度均匀后残 存在物体中的,故称之为残余应力。
三板条模型
等长、等宽、等 厚; 相互绝热,力学 上联系在一起; 单独加热2板条。
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心 T<100º C
加热:σ 2=-Eε σ 1= σ 3=E εe σ 2=2 σ 1 因为T<Ts= 100º C, 所以, ε< ε s(处于 弹性)。 冷却: ε ,σ均为0
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
Prof. Liu Shunhong
1)受拘束低碳钢棒加热及冷却过程中的 应力和变形 | |<s
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
2)受拘束低碳钢棒加热及冷却过程中的 应力和变形 | |>s
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
Prof. Liu Shunhong
材料学院焊接研究中心
4.自由变形、外观变形和内部变形
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
1)自由变形
物体在某些因素(温度等)的作用 下,如果没有受到外界的任何阻碍而自 由进行的变形称为自由变形。单位长度 上的自由变形,称为自由变形率,用T 表示。
1) 温度场:对端面中心对称的不均匀温度场 T = f(x) 2)变形分析:取单位长度来分析其变形与应力: 假设:T0=0,△T=T ε T:ε T=α T=α f (x) ε e: a.由平截面假设,变形时截面保持平面; b.温度场对称,端面只作平移,ε e为常数。 ε :ε =ε e-ε T 可见:板条中心ε <0, 受压; 两侧ε >0,受拉。
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
T>600º C
加热:
T<500º C过程同上。 T=500º C600º C,
σ s呈直线下降,- ε p,
T>600º C时, 冷却: Tmax 600º C,拉伸塑变,
σ s=0, ε = ε p
材料学院焊接研究中心
2)外观变形
物体的自由变形受到外界的阻碍而
只能部分表现出来的变形部分称为 外观变形。单位长度上的外观变形 称为外观变形率,用 e表示。
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
3)内部变形
物体的自由变形变形受到外界 的阻碍而没有表现出来的变形部分 称为内部变形。单位长度上的内部 变形称为内部变形率,用 表示。
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
5.研究热应力和热变形的几个假定
1.平截面假定; 2.金属加热时,其物理性能不变; 3.理想的弹塑性假定; 4.屈服极限随温度变化的假定;
截面Ⅰ: ε 、σ : ε T=α T,ε e>0 变形ε 应力σ AB区: ε =ε e-α T>0 σ >0 BC区: ε =ε e-α T<0, σ <0 │ε │<│ε s│ C-D区: ε 弹=ε s (压)<0 σ =σ s (压)<0 ε p=ε e-α T-ε s(压)<0 D-E区: ε 弹=ε s(压)<0 ↓ σ =σ s (压)<0 ε p<0, │ε p│↑, │σ │↓ E-O区: ε p=ε e-α T<0 │ε p│↑(压塑变) 0 综合:中间受压,两侧受拉,C-C' 区内,金 属发生了压缩塑性变形
应变图
T<100º C
T<500º C
T>600º C
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
三、焊接过程中应力和变形的形成
(一)焊接热过程的特点 1.加热的局部性 2.热源的移动性
3.极高的加热速度和冷却速度
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
Prof. Liu Shunhong
liushunhong@ Tel:(027)87543677
材料学院焊接研究中心
(二)长板条加热模型
1.长板条中心加热
Prof. Liu Shunhong liushunhong@ Tel:(027)87543677