PID电加热炉温度控制系统简要说明
pid在温控中的作用

pid在温控中的作用PID控制是一种自动控制系统中常用的一种控制算法,它根据被控对象的实际运行情况不断调整控制量,以达到稳定的控制效果。
在温控中,PID控制器被广泛应用,可以有效地控制温度波动,保持温度稳定,提高生产效率。
本文将深入探讨PID在温控中的作用。
一、PID控制原理PID控制器是由比例(P)、积分(I)和微分(D)三部分组成的控制器。
它根据被控对象的反馈信号,通过计算偏差的大小和变化率来调整输出控制量,以实现对被控对象的精确控制。
1. 比例控制(P)比例控制是根据偏差的大小来调整控制量的大小,开环放大比例即为比例控制。
比例系数越大,控制量和偏差之间的关系越密切,对温度波动的抑制效果也越好。
但是,过大的比例系数可能引起震荡或过冲现象,影响控制效果。
2. 积分控制(I)积分控制是根据偏差随时间的积累来调整控制量的大小,通过累积偏差的方法来修正系统的静态误差。
积分系数越大,系统的稳态精度越高,但同时也容易导致系统的超调和振荡现象。
3. 微分控制(D)微分控制是根据偏差的变化率来调整控制量的大小,通过对偏差的变化速度进行调节以提高系统的动态响应能力。
微分系数越大,系统的响应速度越快,但同时也会增加系统的灵敏度,容易受到噪声的干扰。
综合比例、积分和微分三部分的作用,PID控制器可以根据实际情况进行调整,以实现对被控对象的精确控制。
二、PID在温控中的应用在温控中,PID控制器被广泛应用于各种工业生产过程中,如化工、食品加工、医药制造等。
它可以对温度进行精确控制,提高生产效率,减少生产成本,保障产品质量。
下面我们将介绍几种常见的温控应用场景。
1. 温度恒温器温度恒温器是一种专门用于保持恒定温度的设备,它通常由PID控制器、加热元件和传感器组成。
PID控制器可以根据被控对象的温度反馈信号,通过比例、积分和微分的调节来控制加热元件的功率,以实现对温度的精确控制。
在实验室、医药制造等领域,温度恒温器被广泛应用于热源的稳定控制。
基于PID的电热炉温度智能控制系统设计

www�ele169�com | 31智能应用1.什么是PIDPID 即portID,通常指的是在生成树协议STP 中,如果在端口位置处所收到的BID 同path cost 相同,就需要通过比较PID 来进行阻塞端口的选择。
在现代化工厂生产及工程控制中,PID 主要是由8位端口的优先激加端口构成,端口号占据低位,默认优先级为128。
在工业自动化领域发展中,PID 控制水平是一项重要的参照标准指标,PID 控制以及相应的控制器,智能 PID 仪表产品有很多,而且这些PID 产品都在现代化工业工程项目中的得到了非常广泛的应用,一些公司创新开发了拥有PID参数自我调整和整定功能的智能调节器。
图1 PID 参数控制器如图1所示,PID 参数控制器拥有自动调整功能,可以开展智能化调整以及通过自校正、自适应算法来实现,充分利用PID 参数控制的方式来完成对工业化生产环节中的压力控制、温度调节、流量控制以及液位控制等作业,从而可以实现具有PID 参数控制功能的可编程控制器PLC 控制调节,完成对PC 系统的自动化操作与控制。
2.电热炉温度智能控制系统的工作原理基于PID 基础上设计而成的电热炉,主要被应用在我国工业自动化生产中,对工业产品的有效加热与烘干,一般在实际加热的时候,会使用封闭式的方式进行工业产品的工艺加热,而对电热炉文温度的自动控制与调控,需要使用PID 参数控制器来完成,从而完成对电热炉温度系统的有效控制。
为了能够满足电热炉温度控制系统的升温要求,首先需要对单片机进行科学选择,可以美国ATM 公司生产的AT89C52型号的单片机,AT89C52型号的单片机能够和51系列的单片机进行兼容与合并,从而满足C 语言可编程序控制软件的PID 控制啊要求,提高电热炉的整体温度控制水平,同时也可以提高温度控制系统的运行速度,保证系统运行的稳定性。
在真正的温度测量过程中,需要考虑测量温度的准确性以及温度测量的可靠性,一般可以采用四路采样的电路形式展开检测,也就是对四路采样中不同的点展开检测,然后计算得出四个测量点的平均温度值,平均值就是温度测量的结果,针对单片机的最小化优化系统设计,就是要对控制系统的内部存储水平进行拓展。
基于单片机PID算法的电加热炉温度控制系统设计
基于单片机 PID算法的电加热炉温度控制系统设计摘要:电加热炉的温度控制具有升温单向性,大惯性,时变性,纯滞后等特点,其控温过程存在非线性波动等问题。
本文采用AT89C51单片机基于PID算法设计了一种电加热温度控制系统。
仿真实验表明,本系统能够有效提高电加热炉温度控制的鲁棒性,符合新形势下对炉温调控的实际需求。
关键词:电加热炉;温度控制;单片机;PID算法1引言电加热炉在冶金、化工、机械等领域具备广泛的用途,但是它是一个多时变、存在物理耦合、本质非线性的复杂系统,传统的基于滞后反馈的控制律无法平衡炉温检测与炉温调控之间的时间同步关系,容易造成整个加热炉炉温调控系统的温度非线性波动、间歇性振荡,引起炉温调控器的参数变化。
因此提高电加热炉的温度控制水平,是当今工业控制技术的主要研究方向之一。
常规控制方法难以实现较高的控制精度和响应速度。
相比之下,经典的增量PID控制算法,无需针对控制对象建立数学模型,便可实现较发复杂系统的精确控制。
本文基于PID算法,提出设计了一套电加炉控制方法,核心控制芯片采用AT89C51系列单片机,具备数据采集、调控、显示、报警等多项功能,实现了对温控系统的设计和模拟仿真,能有效改善电加热炉温度控制系统的性能。
2总体方案设计本系统采用以AT89C51单片机为核心的温度控制系统,通过温度传感器PT100采样实时温度,并通过变送器将温度最终转换为电压信号通过A/D转换器0808将其转换为数字信号,送入单片机与给定值进行比较,运用PID算法得出控制结果,送显示并进行控制(图1)。
图1 系统总体设计方案图2.1系统硬件选择单片机是指将微处理器、存储器和输入/输出接口电路集成在一块集成电路芯版上的单片微型计算机。
单片机主要应用于工业控制领域,用来实现对信号的检测、数据的采集以及对应用对象的控制。
它具有体积小、重量轻、价格低、可靠性高、耗电少和灵活机动等许多优点。
单片机是微型计算机的一个重要分支,特别适合用于智能控制系统。
PID详细解释
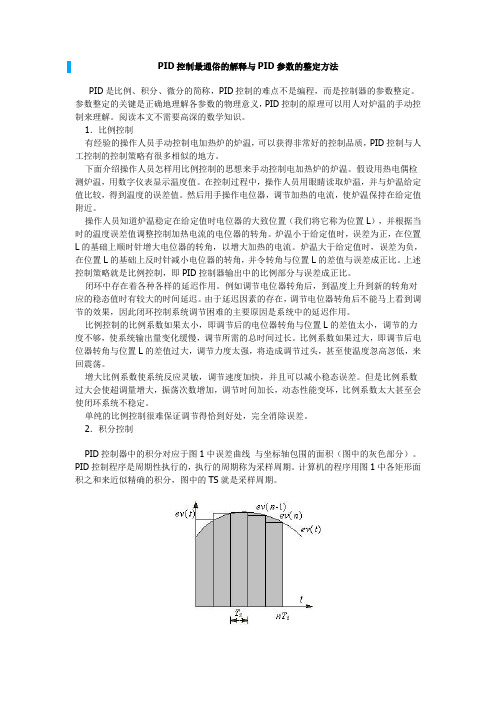
PID控制最通俗的解释与PID参数的整定方法PID是比例、积分、微分的简称,PID控制的难点不是编程,而是控制器的参数整定。
参数整定的关键是正确地理解各参数的物理意义,PID控制的原理可以用人对炉温的手动控制来理解。
阅读本文不需要高深的数学知识。
1.比例控制有经验的操作人员手动控制电加热炉的炉温,可以获得非常好的控制品质,PID控制与人工控制的控制策略有很多相似的地方。
下面介绍操作人员怎样用比例控制的思想来手动控制电加热炉的炉温。
假设用热电偶检测炉温,用数字仪表显示温度值。
在控制过程中,操作人员用眼睛读取炉温,并与炉温给定值比较,得到温度的误差值。
然后用手操作电位器,调节加热的电流,使炉温保持在给定值附近。
操作人员知道炉温稳定在给定值时电位器的大致位置(我们将它称为位置L),并根据当时的温度误差值调整控制加热电流的电位器的转角。
炉温小于给定值时,误差为正,在位置L的基础上顺时针增大电位器的转角,以增大加热的电流。
炉温大于给定值时,误差为负,在位置L的基础上反时针减小电位器的转角,并令转角与位置L的差值与误差成正比。
上述控制策略就是比例控制,即PID控制器输出中的比例部分与误差成正比。
闭环中存在着各种各样的延迟作用。
例如调节电位器转角后,到温度上升到新的转角对应的稳态值时有较大的时间延迟。
由于延迟因素的存在,调节电位器转角后不能马上看到调节的效果,因此闭环控制系统调节困难的主要原因是系统中的延迟作用。
比例控制的比例系数如果太小,即调节后的电位器转角与位置L的差值太小,调节的力度不够,使系统输出量变化缓慢,调节所需的总时间过长。
比例系数如果过大,即调节后电位器转角与位置L的差值过大,调节力度太强,将造成调节过头,甚至使温度忽高忽低,来回震荡。
增大比例系数使系统反应灵敏,调节速度加快,并且可以减小稳态误差。
但是比例系数过大会使超调量增大,振荡次数增加,调节时间加长,动态性能变坏,比例系数太大甚至会使闭环系统不稳定。
多路PID温度控制器的功能特点介绍

多路PID温度控制器的功能特点介绍前言多路PID温度控制器是控制温度的重要设备,其具备多种功能,可以广泛应用于工业、科研和生活等领域。
本文将对多路PID温度控制器的功能特点进行介绍。
什么是PID控制器?PID控制器是一种控制系统中常用的控制器,也是多路PID温度控制器的核心。
它能够根据被控对象的反馈信号,实时调节控制器输出信号,使被控对象的输出值趋近于控制器设定的目标值。
PID控制器的主要参数包括比例系数(P)、积分系数(I)和微分系数(D)。
比例系数与被控量误差成正比,积分系数与误差的积分成正比,微分系数与误差的变化速率成正比。
相互作用的三个参数对系统的作用有所不同,在多路PID温度控制器中,它们的设置需要考虑被控温度的变化特点和控制要求。
多路PID温度控制器的功能特点多路控制多路PID温度控制器通常可以控制多个被控对象,并在同一界面实现多路数据采集和调控。
例如,在工业生产中,多路PID温度控制器可以同时控制多个加热炉的温度,不仅提高了生产效率,还可以节约生产成本和能源消耗。
多种测量方式多路PID温度控制器可以使用多种温度传感器进行温度测量,例如热电偶、热电阻、红外线测温等。
不同的传感器具有不同的测量范围和精度,合理选择传感器可以提高温度控制的准确性和稳定性。
多种控制模式多路PID温度控制器通常支持多种控制模式,包括PID控制、模糊控制、自适应控制、逻辑控制等。
不同的控制模式适用于不同的温度控制场合,可以根据实际需求选择合适的控制模式。
多种输出接口多路PID温度控制器通常可以通过多种输出接口进行控制输出,如模拟输出、数字输出、继电器输出等。
不同的输出接口适用于不同的控制环境,可以根据实际需求选择合适的输出接口。
软硬件结合多路PID温度控制器通常具备软硬件结合的特点,即硬件部分实现实时数据采集和控制输出,软件部分实现配置参数和实时监控等管理功能。
通过人机界面和数据交互,可以实现对多路温度控制的实时监测和调节。
PID控制最通俗的解释与PID参数的整定方法
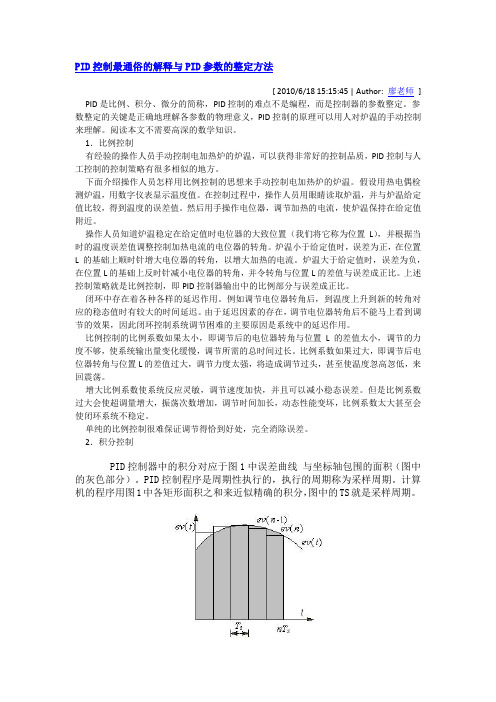
PID控制最通俗的解释与PID参数的整定方法[ 2010/6/18 15:15:45 | Author: 廖老师] PID是比例、积分、微分的简称,PID控制的难点不是编程,而是控制器的参数整定。
参数整定的关键是正确地理解各参数的物理意义,PID控制的原理可以用人对炉温的手动控制来理解。
阅读本文不需要高深的数学知识。
1.比例控制有经验的操作人员手动控制电加热炉的炉温,可以获得非常好的控制品质,PID控制与人工控制的控制策略有很多相似的地方。
下面介绍操作人员怎样用比例控制的思想来手动控制电加热炉的炉温。
假设用热电偶检测炉温,用数字仪表显示温度值。
在控制过程中,操作人员用眼睛读取炉温,并与炉温给定值比较,得到温度的误差值。
然后用手操作电位器,调节加热的电流,使炉温保持在给定值附近。
操作人员知道炉温稳定在给定值时电位器的大致位置(我们将它称为位置L),并根据当时的温度误差值调整控制加热电流的电位器的转角。
炉温小于给定值时,误差为正,在位置L的基础上顺时针增大电位器的转角,以增大加热的电流。
炉温大于给定值时,误差为负,在位置L的基础上反时针减小电位器的转角,并令转角与位置L的差值与误差成正比。
上述控制策略就是比例控制,即PID控制器输出中的比例部分与误差成正比。
闭环中存在着各种各样的延迟作用。
例如调节电位器转角后,到温度上升到新的转角对应的稳态值时有较大的时间延迟。
由于延迟因素的存在,调节电位器转角后不能马上看到调节的效果,因此闭环控制系统调节困难的主要原因是系统中的延迟作用。
比例控制的比例系数如果太小,即调节后的电位器转角与位置L的差值太小,调节的力度不够,使系统输出量变化缓慢,调节所需的总时间过长。
比例系数如果过大,即调节后电位器转角与位置L的差值过大,调节力度太强,将造成调节过头,甚至使温度忽高忽低,来回震荡。
增大比例系数使系统反应灵敏,调节速度加快,并且可以减小稳态误差。
但是比例系数过大会使超调量增大,振荡次数增加,调节时间加长,动态性能变坏,比例系数太大甚至会使闭环系统不稳定。
加热炉温度控制系统
加热炉温度控制系统标题:加热炉温度控制系统摘要:加热炉温度控制系统是一种用于控制加热炉温度的设备。
它通过监测加热炉内的温度并相应地调节加热器的工作状态,以保持加热炉内的温度在设定范围内稳定。
本文将介绍加热炉温度控制系统的原理、组成部分以及工作流程,并探讨其在工业生产中的应用。
关键词:加热炉、温度控制、加热器、工业生产1. 引言加热炉是一种常见的热处理设备,广泛应用于冶金、机械加工和材料研究等领域。
在加热炉的使用过程中,保持加热炉内的温度稳定是非常重要的。
过低的温度会导致加热不充分,影响产品的质量;过高的温度则会造成能源的浪费,甚至导致设备损坏。
因此,开发一种稳定且可靠的加热炉温度控制系统对于提高生产效率和节约能源具有重要意义。
2. 温度控制系统的原理温度控制系统通常由温度传感器、控制器和执行器组成。
温度传感器用于实时监测加热炉内的温度变化,将温度信号传输给控制器。
控制器根据设定的温度范围和温度传感器反馈的实时温度,计算出相应的控制信号。
执行器根据控制信号调节加热器的工作状态,从而实现加热炉温度的稳定控制。
3. 温度控制系统的组成部分3.1 温度传感器温度传感器是温度控制系统中的重要组成部分。
常用的温度传感器有热电阻和热电偶两种。
热电阻传感器的工作原理是利用金属电阻随温度变化而发生的电阻变化,通过测量电阻的变化来确定温度。
热电偶传感器则是利用两种不同材料的接触产生的热电势随温差变化而变化,通过测量热电势的变化来确定温度。
3.2 控制器控制器是温度控制系统的核心部件,负责计算控制信号并将其传输给执行器。
控制器根据设定的温度范围和温度传感器反馈的实时温度,做出相应的控制决策。
常见的控制器包括PID控制器和模糊控制器。
PID控制器根据比例、积分和微分三个方面来调节控制信号;模糊控制器则利用模糊逻辑推断得出控制信号。
3.3 执行器执行器根据控制器传输的控制信号调节加热器的工作状态。
常见的执行器包括电动阀和可调电阻。
电炉的温度PID控制
电炉的温度控制实验目的学习利用PID指令编写程序。
实验设备西门子S7-200PLC一台, EM231模拟量输入模块一个,EM232模拟输出模块一个,0-5V直流稳压电源一台,RS232数据线。
实验功能有一台电炉要求炉温控制在一定得范围。
电炉的工作原理如下:当设定电炉温度后,S7-200PLC经过PID运算后由模拟量输出模块EM232输出一个电压信号送到控制板,控制板根据电压信号(弱点信号)的大小控制电热丝加热电压(强电信号)的大小(甚至断开),温度传感器测量电炉的温度,温度信号经过控制板的处理后输入到模拟量输入模块EM231,再送到S7-200PLC进行PID运算,如此循环。
在实验中没有温度传感器,由0~5V可变电压源代替反馈的温度值。
整个系统的硬件配置如图所示:图1 硬件配置图实验原理1. PID算法图2为PID的控制过程图2 PID控制过程PID控制器调节输出,保证偏差(e)为零,使系统达到稳定状态,偏差是给定值(SP )和过程变量(PV )的差。
PID 控制的原理基于以下公式:⎰+++=10**)(dtde K M edt K e K t M c initial c c (1-1) 式中,M (t )是PID 回路的输出;c K 是PID 回路的增益;e 是PID 回路的偏差(给定值与过程变量的差);initial M 是PID 回路输出的初始值。
由于以上的算式是连续量,必须将以上的连续量离散化才能在计算机中运算,离散处理后算式如下:)(*11--+++=∑n n D initial nx I n c n e e K M e K e K M (1-2)式中,)(t M 是在采样时刻n 时PID 回路的输出的计算值;c K 是PID 回路的增益;I K 是积分项的比例常数;D K 是微分项的比例常数;n e 是采样时刻n 的回路的偏差值;1-n e 是采样时刻n-1的回路的偏差值;x e 是采样时刻x 的回路的偏差值;initial M 是PID 回路输出的初始值。
电加热器温度的数字PID控制
2013 届本科毕业设计(论文)电加热器温度的数字PID控制The digital PID control of electric heater学院:工学院专业班级:电子信息工程0902班姓名:王阿东学号: 0901********指导教师:赵世强副教授完成时间: 2013年4月10日二〇一三年四月论文题目:电加热器温度的数字PID控制专业:电子信息工程学生:王阿东签名:指导教师:赵世强签名:摘要温度是重要的物理量,温度的测量和控制,在工业生产和科研工作中都非常重要。
本文介绍了一种以STC89C52单片机为检测控制中心的数字式水温自动控制系统。
温度测量部分采用单总线集成温度传感器DS18B20,使系统简单可靠,且易于操作。
温度设置部分采用四个独立按键组成,显示部分采用四位共阴数码管显示,使系统变得简便而高效。
温度控制采用PID数字控制算法,通过计算偏差值来控制光耦合和可控硅的通断,从而控制加热器的加热程度。
实际调试表明,采用PID算法能使温度稳定在设定值附近。
关键词:PID算法;单片机;温度控制;光耦合;可控硅Title: The digital PID control of electric heaterMajor:Electronic information engineeringName:Wang Adong Signature: Supervisor:Zhao Shiqiang Signature:ABSTRACTTemperature is an important physical quantities,The Temperature's measurement and control are very important In industrial production and scientific research work.This article introduces a automatic digital water's temperature control system using the STC89C52 microcontroller as the detect and control center.The temperature measurement part uses the one bus integrated temperature sensorDS18B20 ,which making the system more Simple and reliable,And easy tooperate.Temperature setting part is made up of four separate buttons,and Displaypart adopts four Led Display to display, which made the system easy and efficient.The Temperature is controled by the PID Digital control algorithm.The heater uses the common fast heater which the Ordinary families commonly used.Key words: PID algorithm;MCU;Temperature control;Optocoupler;Silicon controlled目录前言 (1)1硬件系统设计 (2)1.1系统总体框图 (2)1.2单片机系统 (3)1.2.1 单片STC89C52 (3)1.3数字温度传感器DS18B20 (5)1.3.1单线数字温度计DSl8B20 介绍 (4)1.3.2 DSl8B20 工作过程及时序 (5)1.3.3 DS18B20连接图 (5)1.4温度显示部分 (7)1.5 温度设定部分 (7)1.6 光耦器件 (8)1.6.1光电耦合器件简介 (7)1.6.2 光电隔离技术的应用 (7)1.6.3 光耦器件MOC3040 (8)1.7可控硅 (10)1.7.1可控硅简介 (8)2 PID算法 (13)2.1 PID算法简介 (13)2.2 PID算法的程序设计 (15)2.3 PID算法参数整定方法 (16)3软件设计 (19)3.1PID控制流程 (19)3.2系统软件设计总流程图 (20)4结语 (21)参考文献 (23)致谢 (20)附录 (25)西安外事学院本科毕业设计(论文)前言温度控制已成为工业生产、科研领域中很重要的一个环节, 能否成功地将温度控制在需要的范围内关系到整个工作的成败。
基于PID电加热炉温度控制系统设计说明书
基于PID 电加热炉温度控制系统设计1概述电加热炉随着科学技术的发展和工业生产水平的提高,已经在冶金、化工、机械等 各类工业控制中得到了广泛应用,并且在国民经济中占有举足轻重的地位。
对于这样一个 具有非线性、大滞后、大惯性、时变性、升温单向性等特点的控制对象,很难用数学方法 建立精确的数学模型,因此用传统的控制理论和方法很难达到好的控制效果。
单片机以其高可靠性、高性能价格比、控制方便简单和灵活性大等优点,在工业控制 系统、智能化仪器仪表等诸多领域得到广泛应用。
采用单片机进行炉温控制,可以提高控 制质量和自动化水平。
在本控制对象电阻加热炉功率为 800V ,由220V 交流电供电,采用双向可控硅进行控 制。
本设计针对一个温度区进行温度控制, 要求控制温度范围50~350C 保温阶段温度控 制精度为正负1度。
选择合适的传感器,计算机输出信号经转换后通过双向可控硅控制 器控制加热电阻两端的电压。
其对象问温控数学模型为:其中:时间常数Td=350秒 放大系数Kd=50滞后时间• =10秒控制算法选用改PID 控制2系统硬件的设计本系统的单片机炉温控制系统结构主要由单片机控制器、可控硅输出部分、热电偶G(s)二Kde-s TdS 1传感器、温度变送器以及被控对象组成系统硬件结构框图如下:图2-1 系统硬件结构框图Il'S'K 门 1 1 期 U ii <1m 》'? ■ mi Ji G (I I) i] uI- ■ " ■ > I I P I ■ •■ > - I ! Ili h h h t b m f利罪Fl ;]ITiji min-111 r Jll KI 1 P .I IB. 1仁匚nIS■ ■—■—■_ ■ V- flR •.1h*-:口MX 彖X 祁林的讪沖U 艇迎b■ »lh卩■ ■ILv1"'I ............................ I ■ I ■ i ■ -S — ■-■ ■ »I ■ ■ ■ - ■ ■--L_ N || .心K ii H H Pi >1 N h Ifir-I7l3j」」」」」」」」 ■/ ・F 4 I ■ - V "E 七 I .■F fl -1 ■■•. ■I ■■ - I" ■」! J- ■FJ !'、':b」 iiLLLLI」」 -与■ * IF 寸訂.” IIT # i Id Hi I hlI R Ii il«lC,■' Lp:ipkld-ikhi :旳 1 J :」*L.lif I*L」B JI HiL T^L 」尘11刈 I两卜R/!■n**■1■■I勺卜」尸話s :盅黑肾窑聶話聶誌諾hi 离昭:■:詰・<_ E EHf!痂匸谑!I ;;;i+ ■呵H 气出■ x 引亠…■fc 4 1 I I E V ■ fc 1 I 4 I ■!■ Is 1*^曲.F* FlJi'; —1騷・7 “ n"-;;;;;;;;」’iLLLLLLJ■ f 咄■嗒i ■・F U•!> ■ ■ - ! R ”・ HJ E | |-• 4 H■ id 4!V a= ¥-H■' I 1 fY 扌Kim图2-2系统电路图2.1电源部分本系统所需电源有220V交流市电、直流5V电压和低压交流电,故需要变压器、整流装置和稳压芯片等组成电源电路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电加热炉温度控制系统简要说明
1.1系统原理
加热炉是将物料或工件加热的设备。
按热源划分有燃料加热炉、电阻加热炉、感应加热炉、微波加热炉等。
应用遍及石油、化工、冶金、机械、热处理、表面处理、建材、电子、材料、轻工、日化、制药等诸多行业领域。
加热炉按炉温分布,炉膛沿长度方向可分为预热段、加热段和均热段。
单片机的温度控制是数字控制系统的一个应用。
本系统所使用的加热炉为电加热炉,炉丝功率为3kw,系统要求炉膛恒温,误差为士2℃,超调量可能小,温度上升较快且有良好的稳定性。
单片机温度控制系统是以AT89C51单片机为控制核心,辅以采样反馈电路,驱动电路,晶闸管主电路对电炉炉温进行控制的微机控制系统。
系统的原理框图如图1所示,其基本控制原理为: :用键盘将温度的设定值送入单片机,启动运行后,通过信号采集电路将温度信号采集到后,送到A/D 转换电路将信号转换成数字量送入单片机系统进行PID 控制运算,将控制量输出,控制电阻炉的加热。
1.2
图1-1 原理框图
1.3文字说明控制方案
给定一个值送到8031控制电路,由8031控制电路产生信号,送到驱动电路,驱动电路驱动晶闸管主电路,主电路控制被控对象,输出所需的温度,最后采集电路把采集来的温度送到8031控制电路,这样就是一个循环。
1.4硬件系统概况
本系统是采用以AT89C51单片机为核心的温度控制系统,通过温度传感器采样实时温度,并通过变送器将温度最终转换为电压信号通过A/D转换器0808将其转换为数字信号,送入单片机与给定值进行比较,通过运用PID算法得出控制结果,送显示并进行控制。
总体设计方案见如图1-2所示。
图1-2 系统设计方案图
1.5Protues7软件概况
PROTUES是一种基于标准仿真殷勤SOICE3F5的混合电路仿真工具,既可以仿真模拟电路,又可以仿真数字电路以及数字、模拟混合电路,其最大特色在于能够仿真基于控制器的系统。
它是目前最好的仿真单片机及外围器件的工具。
虽然目前国内推广刚起步,但已受到单片机爱好者、从事单片机教学的教师、致力于单片机开发应用的科技工作者的青睐。
Proteus是世界上著名的EDA工具(仿真软件),从原理图布图、代码调试到单片机与外围电路协同仿真,一键切换到PCB设计,真正实现了从概念到产品的完整设计。
是目前世界上唯一将电路仿真软件、PCB设计软件和虚拟模型仿真软件三合一的设计平台,其处理器模型支持8051、HC11、PIC10/12/16/18/24/30/DsPIC33、AVR、ARM、8086和MSP430等,2010年即将增加Cortex和DSP系列处理器,并持续增加其他系列处理器模型。
在编译方面,它也支持IAR、Keil和MPLAB等多种编译。
其程序界面如图5-1所示。
图5-1 Protues7工作界面
PROTUES软件的功能特点介绍如下:
1.原理布图
2.PCB自动或人工布线
3.SPICE电路仿真
革命性的特点:
1.互动的电路仿真。
用户甚至可以实时采用诸如RAM,ROM,键盘,马达,LED,LCD,AD/DA,部分SPI器件,部分IIC器件。
2.仿真处理器及其外围电路。
可以仿真51系列、AVR、PIC、ARM、等常用主流单片机。
还可以直接在基于原理图的虚拟原型上编程,再配合显示及输出,能看到运行后输入输出的效果。
配合系
统配置的虚拟逻辑分析仪、示波器等,Protues建立了完备的电子设
计开发环境。
同时它还具有4大功能模块:智能原理图设计(ISIS),完善的电路仿真功能(Prospice),独特的单片机协同仿真功能(VSM),实用的PCB设计平台。
Protues提供了丰富的资源:
1.Protues可提供的仿真元器件资源:仿真数字和模拟、交流和直流等数千种元器件,有30多个元件库。
2.Protues可提供的仿真仪表资源:示波器、逻辑分析仪、虚拟终端、SPI调试器、I2C调试器、信号发生器、模式发生器、交直流电压表、交直流电流表。
理论上同一种仪器可以在一个电路中随意的调用。
3.除了现实存在的仪器外,Protues还提供了一个图形显示功能,可以将线路上变化的信号,以图形的方式实时地显示出来,其作用与示波器相似,但功能更多。
这些虚拟仪器仪表具有理想的参数指标,例如极高的输入阻抗、极低的输出阻抗。
这些都尽可能减少了仪器对测量结果的影响。
4.Protues可提供的调试手段Protues提供了比较丰富的测试信号用于电路的测试。
这些测试信号包括模拟信号和数字信号。