上海神刻系列气动打标机使用说明书档
气动式脚踏封口机 使用说明书

KBQ-450Q/600Q气动式脚踏封口机使用说明书
1、接通电源~220V/50Hz,电源指示灯亮。
接通气源,配用气压:0.4-0.6MPa,配用气量:0.25立方米/分钟,机器内部所有气动元件及气缸速度均由工厂出厂时调整设定好,最好不要再调整,如确实需要调整,应在专业技术人员的正确引导下进行操作,当操作启动按钮或脚踏开关时,只需点动一下即可移开,而无需一直压着。
气缸动作,气缸指示灯亮。
2、封口时间秒表调整:根据所使用薄膜的材质及厚度,将其设定合适的封口时间(1-30秒之间可调),当薄膜为薄型时,请将封口时间调整为2-4秒之间,当薄膜为较厚材质时,请将封口时间调整为4-10
秒之间。
根据封口效果作适当调整封口时间。
当秒表调整为0档位时,其工作性质为空操作,即整个程序照常进行,但封口部分没有加热,此功能非常适合作机械部分的调整、测试之用。
3、气动封口机属于电器机械产品,使用时电压要符合,机壳必需要有良好的保护接地,机器使用一段时间应紧固各处螺丝螺帽,二联件应及时加油和油水分离器的排油、放水工作,确保机器正常运转。
THorX3.5JF气动工业标记打印机说明书
第一章系统简介1-1 产生背景机械产品在生产过程中需要对零部件进行更有效的管理,在市场上需要对其进行识别及质量跟踪。
因此,对机械零部件特别是重要零部件进行标记打印(商标、规格型号、生产批号等)非常必要。
标记质量的好坏也许不会影响零部件的机械性能及使用寿命,但作为产品综合质量的一个方面仍不容忽视,尤其在竞争激烈的市场经济条件下,企业要实现名牌战略,必须重视并提高标记打印质量。
传统的标记打印方法如字模压印、电腐蚀、化学腐蚀等,其局限性较大,或是不规范,或是速度低,或是深度不够,或是灵活性差,或是劳动强度大。
采用激光腐蚀的激光标记打印是近几年发展起来的标记方法。
它虽然克服了传统标记方法的某些弱点,但其自身也存在难以克服的问题:在环境恶劣(灰尘、油污、振动)的生产现场,其稳定可靠性差,故障率大;有色金属如铝合金、铜合金等对激光的吸收较差,打印深度浅(一般为0.1mm左右);对激光设备的维护比较困难。
总之,传统的标记打印方法和激光标记打印均难以满足现代化条件下的生产需要。
为了适应现代化的生产需要,重庆余标号机电有限公司研制开发出了气动工业标记打印系统。
该系统采用高频微冲击技术,利用计算机控制对工件进行标记打印。
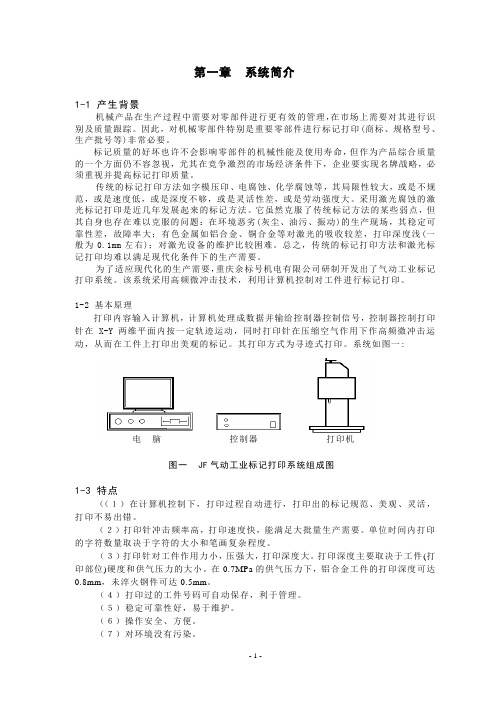
1-2 基本原理打印内容输入计算机,计算机处理成数据并输给控制器控制信号,控制器控制打印针在X-Y两维平面内按一定轨迹运动,同时打印针在压缩空气作用下作高频微冲击运动,从而在工件上打印出美观的标记。
其打印方式为寻迹式打印。
系统如图一:电脑控制器打印机图一 JF气动工业标记打印系统组成图1-3 特点((1)在计算机控制下,打印过程自动进行,打印出的标记规范、美观、灵活,打印不易出错。
(2)打印针冲击频率高,打印速度快,能满足大批量生产需要。
单位时间内打印的字符数量取决于字符的大小和笔画复杂程度。
(3)打印针对工件作用力小,压强大,打印深度大。
打印深度主要取决于工件(打印部位)硬度和供气压力的大小。
在0.7MPa的供气压力下,铝合金工件的打印深度可达0.8mm,未淬火钢件可达0.5mm。
sic西刻e9打标机说明书
sic西刻e9打标机说明书
一、概述
西刻E9打标机是一款多功能打标机,具有高速、高精度、大承重、
稳定可靠的优点。
它能够印制出清晰、持久的图案,是制造工业产品,以
及数码电子、机械制品和家用电器的理想设备。
本手册是西刻E9打标机
的说明书,用于帮助使用者正确操作。
二、主要特点
1、工作台:配备静电定位装置,精确快速定位。
2、一体化构造:机床全部采用夹紧式结构,有较强的稳定性。
3、高精度:西刻E9凭借其优良的精度,完全能够满足客户需求。
4、高效:西刻E9适用于高速打标使用,能够提高工作进度,减少费用。
5、方便易用:机床内置参数设置调节控件,可以快速实现参数调节。
6、安全可靠:西刻E9配备了完善的安全报警系统,在操作过程中可
以及时报警,以确保操作人员的安全。
三、适用范围
西刻E9打标机适用于各种金属和非金属材料的打标,可以标识文字、字符、数字、几何图形、企业标志等,可以在多种金属和非金属表面打印
出清晰、持久、耐腐蚀的图案。
四、技术参数
1、规格尺寸:1200mm×1200mm
2、最大承重:30Kg
3、X、Y、Z轴最大行程:200mm
4、X、Y、Z轴驱动方式:电机+滚珠丝杆组合
5、分辨率:0.01mm
6、最高速度:3000mm/s
7、操作精度:±0.01mm。
雕刻机使用说明书

雕刻机使用手册目录首页.............................................. - 3 - 安装前注意事项:..................................... - 4 - 第一章雕刻机的组成 ................................. - 5 -一、图片........................................ - 5 -二、雕刻机配件.................................. - 8 - 第二章雕刻机的安装及软件设置........................ - 9 -一、机器安装...................................... - 9 -二.软件的安装.................................... - 9 - 三.软件的参数设置............................... - 12 - 第三章雕刻机的操作流程 ............................ - 18 - 第四章刀具的选择 .................................. - 19 - 第五章机器的日常维护及保养......................... - 20 - 第六章故障与分析 .................................. - 21 - 附录1 控制卡具体参数设置 .......................... - 25 - 附录2 DSP手柄的使用说明........................... - 26 -首页首先感您选用本公司产品,在您机器安装前请仔细阅读本说明书,以免给您的安装和使用造成不必要的麻烦。
如您在使用本产品的过程中遇到问题,请致电本公司售后服务:05本说明书解释权归锐雕数控科技所有,本说明书中所涉及一些技术参数如发生改变,恕无法另行通知。
打标机操作手册

打标机操作手册(版本号:1.0.0.7)打号操作:1、在要执行打印的电脑上插入系统配备的加密狗,否则打标机将不能正常工作;2、在机加工看板中,选中一套版,点右键选择【打版号】;3、检查打版号程序中的版号,或者输入正确的版号,然后选择一个序号;如下图4、按客户的要求,可以选择是否打印 首字符、序号、版长、周长、直径;5、在右侧的打印预览中,显示版辊端面版号信息的打印效果及位置。
两个园环之间是堵头的位置,改变【字体顶端从版面向内】中的数字,可以调整版号距版面的位置,默认值是距版面5mm。
6、以上信息检查完毕,点击打印,打号程序向打印机发出打印数据。
7、装好版辊,在打印机上按下【打印】按钮,打号机开始工作。
8、旋转版辊,将另一端放在打号位置上,再次按下【打印】按钮,完成一支版的打号工作。
9、打印另一套版时,可以重复1~7步的操作,也可以点击【停止打印】,直接在此界面中输入一个新的版号,再重复3~7的步骤;10、点击取消或关闭程序窗口,退出打号程序;参数设置:打号机安装完成后,需要调整一些基本参数;1、以车间主任身份进入制版管理系统的机加员工界面;2、在看板中点击右键,选择【打版号】;3、点击左下方的【参数设置】按钮(以员工身份打开制版管理系统时,没有这个按钮),进入打印控制参数设置;4、设备型号:选择一种能够正常工作的设备型号;5、字体设置:修改【字高】中的数字,改变打印文字的高度。
修改【宽高比】,可使文字变成需要的形状。
【旋转角度】改变版号的打印方向。
默认为0度,即不改变打印方向。
【字体顶端至版面的距离】是每一次打开打号程序时的默认值。
6、定位槽设置:【V型槽角度】,是指放置版辊的V型槽的开口角度,用来计算不同直径的版辊,打标机打版号时,版面距V型槽顶点的距离;【垂直距离】,是打标机断电后自由落体到最底端时,距离V型槽实际的顶点位置的垂直距离,打印时针头会自动上升此处设置的距离,默认为0mm,该设置是为了可以调整整个打印字符的垂直距离。
工业标记刻印系统说明书
工业标记刻印系统使用说明书第一章 系统简介一、产生背景机械产品在生产过程中需要对零部件进行更有效的管理,在市场上需要对其进行识别及质量跟踪。
因此,对机械零部件特别是重要零部件进行标记打印(商标、规格型号、生产批号等)非常必要。
标记质量的好坏也许不会影响零部件的机械性能及使用寿命,但作为产品综合质量的一个方面仍不容忽视,尤其在竞争激烈的市场经济条件下,企业要实现名牌战略,必须重视并提高标记打印质量。
传统的标记打印方法如字模压印、电腐蚀、化学腐蚀等,其局限性较大,或是不规范,或是速度低,或是深度不够,或是灵活性差,或是劳动强度大。
采用激光腐蚀的激光标记打印是近几年发展起来的标记方法。
它虽然克服了传统标记方法的某些弱点,但其自身也存在难以克服的问题:在环境恶劣(灰尘、油污、振动)的生产现场,其稳定可靠性差,故障率大;有色金属如铝合金、铜合金等对激光的吸收较差,打印深度浅(一般为0.1mm左右);对激光设备的维护比较困难。
总之,传统的标记打印方法和激光标记打印均难以满足现代化条件下的生产需要。
气动工业标记打印系统,采用高频微冲击技术,利用计算机控制对工件进行标记打印。
二、基本原理打印内容输入计算机,计算机处理成数据并输给控制器控制信号,控制器控制打印针在X-Y两维平面内按一定轨迹运动,同时打印针在压缩空气作用下作高频微冲击运动,从而在工件上打印出美观的标记。
其打印方式为寻迹式打印。
系统如图一:电脑控制器打标机主机气动工业标记打印系统组成图三、特点(1)在计算机控制下,打印过程自动进行,打印出的标记规范、美观、灵活,打印不易出错。
(2)打印针冲击频率高,打印速度快,能满足大批量生产需要。
单位时间内打印的字符数量取决于字符的大小和笔画复杂程度。
(3)打印针对工件作用力小,压强大,打印深度大。
打印深度主要取决于工件(打印部位)硬度和供气压力的大小。
在0.7MPa的供气压力下,铝合金工件的打印深度可达0.8mm,未淬火钢件可达0.5mm。
西刻打标机e10使用说明书

西刻打标机e10使用说明书
i-speed结构紧凑,速度快,采用了连续振动技术,可实
现在流水生产线上不间断标记零件,并可满足工业领域日益特殊的个性化需求。
i-speed非常适合超高速的生产线,每秒可以标记多达10
个字符。
其较小的尺寸(21 x 107 x 62 mm-.6 x 4.2 x 2.4 in)
使其可以轻松地放置在极小的空间中。
经过深入研究,这些特性使i-speed成为市场上最快,最
紧凑的机器之一。
i-speed使用气动打标针消除了过热的问题,并可以使机
器以极高的速度运行。
而且由于没有消耗品,入手整体成本
十分实惠。
i-speed集成打标系统可实现在从塑料到经过处理的钢
(最高62 Hrc)的所有类型的材料上进行非常快速的永久(点阵)标记。
高质量和高精度导向,打标针和零件距离的高容差,打标速度以及功能强大的集成软件使其成为高性能的设备。
气动定位器PPL PPR系列Power-Genex 说明书

Instruction and OperatingManualPneumatic-Pneumatic PositionerPPL / PPR SeriesPower-Genex Ltd.1. Manual Overview1.1 Common ArticlesThis Manual Includes Precautions that needs to be followed to prevent Facilities or Individuals and/ or to provide additional information on aspects that may not be readily apparent. Especially, Regarding Individual Safety precautions and Product Settings Guide and precautions that require more attention are highlighted with Safety Signs ()1.2 Common Safety InstructionThis Product was produced with Strict Quality test and was produced without Fault.To maintain this Quality and use it safely, All Instruction in the manual must be acknowledged and all safety info and signs must be followed accordingly.1.3 Correct Operation Methods① This product may only be used for Purposes mentioned in the manual. Unless described inthe Manual clearly, Modifications or reforming of this product is solely user’s responsibility.② This product is a Devise Operated through air input signal pressure. Air pressure input mustbe clean compressed air free from oil, moisture, water or any Impurities③ Be aware of installation order for other valve accessories (Air volume booster, Solenoid valve)1.4 Operator’s limits and responsibilities① Operator must wear Safety Gears and work according to safety precautions of the field② Operator must be Educated with Electric circuit works that involves many hazardous systemsand must be Entrusted or Instructed.③ Operator Must be Educated or instructed according to Safety precautions to operateappropriate safe Installation and Maintenance.④ Operator with skills and experiences with the product must be able to sense and Identifypotential Threats.1.5 Transport and StorageStore with correct packing to prevent damages while transporting or in storage. Products or parts must be placed in original packing to be returned. In case when original Packing is damaged, Pack the Product properly so that product will be protected while transport2. Product View246122461214133. Product SpecificationPPL PPR Input Signal 3 ~ 15 psi *Acting Stroke / Angle Linear Type: 10 - 80mm(Max. up to 150mm) Rotary Type: 60 - 100° **Air Supplier Pressure Max 7.0 bar (20 - 100 psi) Output pressure Range 0 - 100% of Input Air Pressure Output Property LinearityPressure Gauge Stainless Steel Air Flux 80LPM (Sup = 1.4 bar) Air Consumption 5LPM (Sup = 1.4 ~ 6 bar)Operation PropertiesType Single Double Single Double Linear 1.0% F.S 1.5% F.S 1.0% F.S 1.5% F.S Sensitivity 0.2% F.S 0.5% F.S 0.5% F.SHistery 1.0% F.SRepeatability 0.5% F.SValve Operation Direct acting (DA) / Reverse Acting (RA) Operating Temperature -20 ~ +70℃ (-4 ~ +158℉)Air pressure connection Rc 1/4 OR NPT 1/4Electrical connection G 1/2, NPT 1/2 OR M20 X 1.5 Body Material / Painting Aluminum DI-CAST / Fission Painting Weight 2.1 kg 2.5 kg * Input 3~9psi / Input 9~15psi enables 1/2 Split ControlBeyond 3 ~ 15psi Input Signal, Please ask Us** PPR Operating Angle can be adjusted from 0~60° Or 0~100°*** For High Temperature -20 ~ 120℃ (Without Feed Back Option) / -20 ~ 85℃ (With Feed Back Option) Enable with option.4. How to Create Product Code (How to Create Purchase order Code)PP x-x x x x x x x xActuator Operation Linear Type L Rotary Type RFeedback lever Linear Type 10 ~ 40mm Stroke A10 ~ 80mm Stroke BUp to 150mm Stroke C Rotary type NAMUR shaft NFork lever M6 x 40L AFork lever other size on request BGauge 6 bar (90psi) 1 10 bar (150psi) 2Pilot Valve Orifice Standard(When Actuator’ Volume is above 180) S Small Orifice ( 1.0 or 0.7) M (When Actuator’ Volume is above 90~180 )Position Feedback (only Rotary type) Not Included N Position Transmitter (4~20mA Output Signal) O 2 x SPDT L 2 x P&F (NJ2-V3-N) P O + L M O + P QAir Pressure – Electrical Connection Rc 1/4 - G 1/2 (Standard) 3 NPT 1/4 - NPT 1/2 4 Rc1/4 - M20 x 1.5 5Dome Indicator Standard(Flat Indicator) N (Only PPR) Dome Indicator DFor High Temperature 70℃ (Standard) T 120℃ (Without Feedback Option)H 85℃ (With Feedback Option)Bracket Not Included N DIN / IEC 534 (PPL Exclusive) L DIN VDI/VDE 3845 (PPR-NAMUR Exclusive) R DHCT bracket 80x30 (PPR-Fork Lever Exclusive) F Multi-size NAMUR bracket for fork lever type(130 x 30 x 50 bracket on request)E5. Installation Guide5.1 Installing Linear Actuator5.1.1 Installing Bracket and Feedback Lever① Remove all Input Signals and Air pressure from Valve and other surrounding Equipment② Remove by-pass Valve and Block Valve to Prevent Valve from affecting the Entire System and other Accessories that may affect the Control Valve.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海神刻系列气动打标机使用说明书 目录 一、 产品概述 1、 主要原理; 2、 打标机构成。 二、主要技术指标 三、使用环境要求 四、设备安装 五、操作规程 六、设备维护及保养 七、打标机的常见故障维修 八、备件、易损件清单 附一 上海神刻系列打标机电控箱布置图 附二 电器连接图 附三 驱动器连线图 附四 二维台19芯航插接线表 附五 并口线接线表 产品概述 上海神刻系列气动标记机可以在各种零部件、标牌上打印出清晰、规范牢固的标记。这些被打的工件材料可以是金属、也可是非金属材料。打标内容可以是任意字符、图形、商标图案等,编辑十分方便灵活。 该打标记机性能稳定可靠,操作维护均很方便,目前广泛应用于我国汽车、冶金、通用机械、石油化工等行业 1、 工作原理: 在计算机控制下,打标头通过二维工作台带动在平面内作任意运动,同时针头通过气动系统作高频振动,在工件上打印出清晰标记。 系统工作原理框图如下:
打标机控制系统将电脑传送的控制信号传送给气动或激光执行系统,
打标机控制系统将电脑传送的控制信号传送给步进电机或伺服电机
电脑将编辑的打标文件生成数字信号传送给打标机
可利用WINDOWS软件技术将常用软件生成的文件通过电脑和各种计算机外设传送给打标机
可以利用WINDOWS软件技术将网络数据传送给打标机
在打标机配带的电脑上使用专用的软件编排需要在零件上标示的图形和文字符号
钢针在工件表面按预定轨迹加工刻划形成图形和字符 2、打标机构成: 基本配置由计算机、显示器、控制箱、打标机主机组成。 2、1主机:主机包括二维、Z轴、打标头、空气调压过滤器。 a二维是步进驱动的X、Y运动机构,在电脑和控制器的控制下按字符和图形的轨迹运动; b、Z轴是手动升降机构,用于调整针头和工件的距离; c、打标头是针头振动机构,包括钢针、弹簧、密封圈; d、空气调压过滤器用于供应使钢针振动的气压,并可调整钢针的冲击力。
2、2控制箱 前面板示意图: 说明: a、三个开关(X+/X-开关、Y+/Y-开关、出针/停开关)只能在手动/自动切换开关切换至手动状态时起作用;手动状态用于测试系统是否正常; b、X+/X-开关控制打标头在X轴两个方向运动; c、Y+/Y-开关控制打标头在Y轴两个方向运动; d、出针/停开关手动控制针振动。 后面板示意图
二、主要技术指标: ⑴ 打印范围:150mm×100mm(标准型); ⑵ 打标内容:任意图形及中英文字符、阿拉伯数字; ⑶ 打标速度:50mm/秒; ⑷ 打标深度:0.01—1mm(视材料); ⑸ 字体大小:打印范围内任意可变; ⑹ 连续工作24小时; ⑺ 针头硬度及寿命:92HRA,寿命和工件硬度有关,一般可使用三个月以上。
三、使用环境: ⑴ 电源条件:交流电压220±10%,50Hz±1%,功率≤1Kw; ⑵ 气源条件:压缩空气0.3—0.8Mpa,干燥纯净,可以是工业气源,亦可采用空气压缩机供气; ⑶ 相对湿度:25℃时<85%; ⑷ 相对温度:6℃--38℃; ⑸ 占地面积:1m2;
四、设备安装: 4.1 按上面后面板图所示,将计算机系统电缆、电源正确联接; 4.2 将控制电缆的一端即19芯航插与电控箱背部19芯座联接,另一端与主机19芯座联接; 4.3 用Φ8气管将打标机气动二联件与工厂气源联接; 4.4 启动电脑; 4.5打开控制箱电源; 4.6按软件说明书的提示(或按软件界面的提示)输入正确的打印内容; 4.7工件定位、打标。
五、 操作规程: 5.1 操作注意项: ⑴ 计算机必须由专人操作。 ⑵ 严禁将其他软件在本计算机上运行。 ⑶ 计算染上病毒请迅速与本公司联系,或请计算机专业人员处理。 ⑷ 如果发生故障请与专业电气或机械维修人员联系或直接与本公司联系。软件发生故障请与计算机专业人员联系或直接与本公司联系。 5.2 操作步骤: 5.2.1 开机: ⑴ 接通气源; ⑵ 调节气动二联件,使气压为0.2—0.4Mpa; ⑶ 打开总电源; ⑷启动电脑,按照计算机提示进入打标工作状态; ⑸打开控制箱电源,将手动/自动键置于“自动”状态; ⑹ 根据软件说明书编辑打标文件内容。 5.2.2 关机: ⑴ 关计算机; ⑵ 关控制箱电源; ⑶ 切断总电源; ⑷ 切断气源。
5.2.3 打标内容的制作: 用户可通过AutoCAD制作任意想要的图形图案;利用打标软件编辑中英文字符、数字、商标日期、流水号等,字高、字宽、字体均可由用户自行设定,并且可以任意编辑。具体操作方法详见软件说明书;
六、设备维护及保养: 6.1 机械维护与保养: ⑴ X、Y轴滑杆应保持清洁,不允许有灰尘或铁屑留在上面,以免影响滑轨精度; ⑵ X、Y轴滑杆每周加一次20#以上机油少许,并用手握住打标头沿X、Y方向来回运动几次; ⑶ 定期检查X、Y轴电机与同步带轮联接处是否松动,每三个月检查一次; ⑷ 定期检查X、Y轴的同步带的张紧程度(三个月一次); ⑸ 定期检查X、Y轴的同步带紧固块是否松动(三个月一次); ⑹ 保持打标头缸套清洁,不允许灰尘、铁屑等进入气缸或铜套中,每天使用前加 润滑油(可从排气孔注油); ⑺ 气源接通时,二联件自动排水,此时会有气体排出,几分钟后恢复正常,半年检查一次气动二联件是否正常; ⑻ 针头磨损可以进行修复,取出针头的方法是,向左旋下针套,取出橡胶密封垫,便可取出针头和复位弹簧; ⑼ 行程开关上不允许有油污和铁屑等; ⑽ 压缩空气应符合技术要求中提出的指标。 6.2 计算机系统的维护与保养: ⑴ 电源应符合技术要求中提出的指标; ⑵ 计算机应由专人操作,不允许运行其它软件; ⑶ 一旦计算机染有病毒,请迅速请软件技术人员处理,或迅速与本公司联系; ⑷ 计算机环境应符合技术要求中所提出的指标; ⑸ 计算机应防潮、防尘和防油污,以免引起进接插元件氧化后造成短路,接触不良等故障。并半年开机箱清扫一次灰尘; ⑹ 键盘操作时,不应用力过大,只需轻轻敲击即可,否则会影响寿命,甚至损坏; ⑺ 严禁摔跌电控箱、计算机、键盘、鼠标器等,以免损坏机内元器件;
七、 打标机的常见故障检修: 7.1 打标头不出针或出针不正常: ⑴ 检查减压阀的压力是否正常(正常值为2—4个大气压); ⑵ 检查气路是否连接好,针套联接处是否有漏气,气管接头是否插好; ⑶ 用手动测试看钢针振动是否工作,看针阀空振是否正常; ⑷检查电路板中,电磁阀频率及占空比调节电位器是否调节正常。W1调频率,W2调占空比(可参看电器布局和接线图),调整后测量控制板右上角部分“24-” 和MAC间的电压小于9.6V。 7.2 打标字迹深度变浅,字迹变宽: ⑴ 打标针头磨损太多,应更换; ⑵ 调节针头与打标工件间的距离; ⑶ 检查气压是否减少,气中有油或水应放掉。 7.3 打标字迹变形、笔划错位: ⑴ 打标头气缸下端与针头接触的铜套是否磨损太多,否则应更换; ⑵ 在通电不工作时,手握打标头气缸头沿X方向、Y方向轻轻摇动、看每个方向有否松动,若有间隙分别检查同步带是否太松、同步带压板是否松动、同步带轮与电机轴间有否松动,重新联接或紧固; ⑶ 检查二维工作台的滑杆上有无杂质; ⑷ 检查电气连接是否有松动的地方; 7.4 二维工作台上打标头工作时不到位,回零时发出撞击声: ⑴ 检查该方向的到位开关是否损坏,是否断线; ⑵ 控制板是否故障,否则应更换。 7.5 打标时出现只打一条竖线或一条横线: ⑴ 检查同7.3⑵; ⑵ 检查该方向电机连线是否正常; ⑶ 检查电机绕组是否断线,若断线更换电机; ⑷ 该方向的驱动器是否损坏。 7.6 打标字迹太稀: ⑴落笔速度太快,适当降低落笔速度; ⑵针头振动频率太低。(一般情况下已在出厂前调好,用户如要调整需通过我公司) 7.7 打标字迹的最后几位重叠: 超出了打标范围,应将相应轴的打标起点作调整。
7.8 打开总电源,计算机及驱动器电源无信号指示: ⑴ 总电源开关坏或脱焊; ⑵ 控制箱上的电源插座的保险丝熔断开关,换保险。 7.9 控制系统不正常: ⑴检查控制板上的5V和24V直流输出是否正常。若有损坏,需更换控制板; (2)若控制板上无输入,则检查变压器是否正常。 7.10按打标指令后,打标机不能工作,软件系统报“Y方向到位出错”: (1)看“手动/自动”开关是否置于自动状态; (2)如置于自动状态,操作前三个开关系统应无动作,否则往后检查; (3)检查手动/自动开关至电路板的连接插头是否插好,线是否压好; (4)检查开关是否断线; (5)短接开关两脚,看是否正常,如正常则开关坏; (6)如还不能正常则更换电路板。 7.11打标机不能工作或工作不正常: (1)检查打标机信号线、控制线是否连接好; (2)手动测试,看手动有无动作。有手动动作则应是电脑和连接线、相关控制板插口故障,否则是控制箱以后的故障。 八、易损件清单: 序号 名 称 型 号 材 料 生产厂家 单台用量 1 针 头 镶硬质合金 自 制 1 2 密封圈 1 3 同步带 345-3M-9 上海同步带厂 1 4 同步带 447-3M-9 上海同步带厂 1 5 微动开关 2
另:计算机相关的使用维护说明详见随机所附计算机的说明书。www.kzj.cn
附一上海神刻系列打标机电控箱布置图www.kzj.cn