ks63模具制造方法51
冷冲模具的制造要求及制造过程

冷冲模具的制造要求及制造过程冷冲模具是一种专门用于冷冲加工的模具,广泛应用于汽车制造、家电制造、轻工制造等众多领域。
其制造要求较高,制造过程也相对复杂。
下面将详细介绍冷冲模具的制造要求及制造过程。
一、冷冲模具的制造要求1.材料选用冷冲模具通常使用优质合金工具钢作为原材料,例如国内常用的Cr12MoV、Cr12、Cr8等。
这些合金工具钢具有硬度高、耐磨损、韧性好等优点,适合用于制作冷冲模具。
2.设计精度3.耐磨性冷冲模具通常需要经过大量的工件冲压,因此对模具的耐磨性要求较高。
在材料选择上要考虑到模具表面的硬度和耐磨性。
4.附加细节冷冲模具通常需要考虑到一些附加细节,比如模具的冷却系统、定位销、导向套等,以提高模具的使用寿命和加工精度。
5.热处理要求对于冷冲模具,常用的热处理工艺包括淬火、回火、表面氮化等,以提高模具的硬度和韧性。
6.检测要求冷冲模具在制造完成后需要进行一系列的检测,包括尺寸测量、硬度测试、金相组织分析等,以确保模具的质量。
二、冷冲模具的制造过程1.设计根据产品的要求和加工工艺,设计出冷冲模具的三维CAD模型。
设计包括模具的几何形状、尺寸、材料选择、结构设计等。
2.加工根据设计图纸,进行模具的粗加工和精加工。
粗加工主要包括铣削、车削等,精加工主要包括线切割、电火花加工等。
3.组装将加工好的各个零部件进行组装,包括模具的上模、下模、导向套、定位销等。
组装的过程需严格按照设计要求进行。
4.调试对组装完成的冷冲模具进行调试,包括模具的开合顺畅性、寸尺精度、冷却效果等方面的测试和调整。
5.试验通过对冷冲模具进行加工试验,测试模具的加工性能和使用寿命。
根据试验结果对模具进行进一步的调整和改进。
6.交付经过试验调整后,将冷冲模具交付给客户使用。
同时提供相关的使用说明和维护方法,以延长模具的使用寿命。
总之,冷冲模具的制造要求高,制造过程复杂,需要设计、加工、组装、调试、试验等多个环节的协同工作。
只有严格按照规范要求进行制造,才能保证模具的质量和使用效果。
汽车模具制造工艺
汽车模具制造工艺汽车模具制造工艺是指制造汽车模具的过程和方法,它是汽车制造中不可或缺的环节。
汽车模具是生产汽车零部件的重要工具,具有决定性的影响力。
下面将介绍汽车模具制造工艺的基本流程和关键技术。
一、汽车模具制造工艺的基本流程1. 设计与方案确定:根据汽车零部件的设计要求,进行模具的设计与方案确定。
这一步骤包括模具结构设计、模具材料选择、模具工艺规程制定等。
2. 材料准备:根据模具的设计要求,选择合适的模具材料。
常用的模具材料有工具钢、合金钢等,其具有良好的强度和韧性,能够满足模具的使用要求。
3. 数控加工:利用数控机床进行模具的加工。
数控机床具有高精度、高效率的特点,能够满足模具加工的需求。
数控加工包括车削、铣削、镗削、钻削等工艺。
4. 热处理:热处理是提高模具硬度和耐磨性的重要工艺。
常见的热处理方法有淬火、回火、表面渗碳等。
热处理能够改变模具材料的组织结构,提高其硬度和耐磨性。
5. 精密加工:利用精密加工设备进行模具的加工。
精密加工包括线切割、电火花、抛光等工艺,能够提高模具的加工精度和表面质量。
6. 装配与调试:将模具的各个部件进行组装,并进行调试。
调试包括模具的尺寸检测、功能测试等,确保模具的正常运行。
7. 试模与修模:进行试模生产,检验模具的性能和质量。
如果模具存在问题,需要进行修模,消除缺陷,提高模具的使用寿命和稳定性。
8. 模具保养与维护:模具在使用过程中需要进行保养和维护,包括定期清洗模具、涂抹防锈剂、更换易损件等。
保养和维护能够延长模具的使用寿命,提高生产效率。
1. 模具设计技术:模具设计是汽车模具制造的关键环节。
模具设计需要考虑产品的形状、尺寸、材料等因素,确保模具能够满足产品的生产需求。
2. 数控加工技术:数控加工技术是提高模具加工精度和效率的重要手段。
数控加工能够实现复杂零件的加工,提高模具的加工精度。
3. 热处理技术:热处理技术能够改变模具材料的组织结构,提高模具的硬度和耐磨性。
冷冲模具的制造要求及制造过程
冷冲模具的制造要求及制造过程冷冲模具是一种专门用于金属冷加工的模具,主要用于冷冲压、冷冲模等工艺。
冷冲模具的制造要求非常严格,需要具备一定的工艺水平和技术能力。
本文将从冷冲模具的制造要求和制造过程两个方面进行详细介绍。
1. 材料选择:冷冲模具需要选用高强度、高硬度的材料,以保证模具具有较高的强度和耐磨性。
常用的材料有优质合金工具钢、高速钢、硬质合金等。
2. 成形工艺:冷冲模具的成形工艺要求高,需要经过多道工艺处理,包括锻造、精密加工、热处理、表面处理等。
特别是模具的表面处理,需要采用先进的技术,以保证模具表面的光洁度和耐磨性。
3. 设计精度:冷冲模具的设计精度要求高,需要按照工件的尺寸、形状和结构特点进行设计,确保模具能够精确地冷冲成型工件。
4. 寿命要求:冷冲模具需要具有较长的使用寿命,能够满足大批量生产的需要。
模具材料的选择、表面处理和成形工艺都需要考虑到模具的使用寿命。
5. 制造成本:冷冲模具的制造成本较高,需要尽可能降低制造成本,提高生产效率。
需要在材料选择、加工工艺和设计成本等方面进行合理的考虑。
1. 设计制作模具图纸:首先需要根据工件的要求,设计制作模具的图纸。
包括模具的整体结构设计、成形工艺设计、以及模具零部件的尺寸和形状等。
2. 材料采购和加工:根据模具图纸,采购合适的材料,然后进行精密加工。
包括钢材的锻造、车削、铣削、磨削等工艺。
3. 热处理:模具加工完成后,需要进行热处理,以提高模具的硬度、强度和耐磨性。
常用的热处理工艺包括淬火、回火、表面渗碳等。
4. 组装调试:模具的零部件加工完成后,需要进行组装和调试。
确保模具的各个零部件能够正常协作,达到设计要求。
6. 质量检验:最后对模具进行质量检验,包括尺寸精度检验、形状检验、表面质量检验等。
确保模具符合设计要求。
冲压模具制造流程

冲压模具制造流程冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压模具的制造流程是什么。
以下是店铺为大家整理的关于冲压模具制造流程,给大家作为参考,欢迎阅读!冲压模具制造流程l 、升图和制造工艺模型:根据零件图对其各部尺寸按锌合金线收缩系数定向放缩尺,并设计浇冒口和冷铁。
所以绘制出模型工艺图,根据此图加工制造工艺模型。
2、凸模模形制造:按照模型工艺图提供的各项尺寸,选用优质木材制作凸模模型。
模型的尺寸精度要求达到木模二级精度。
木模表面涂刷漆片使表面粗糙度Rz值小于10μm 。
拔模斜度取士1 °。
3 、凹模模型制造:凹模制造是在凸模工作表面上贴上一层与产品零件厚度相等的铅皮,以制出凸、四之间的间隙。
应对凸模铅皮表面进行喷漆,以使铸后的凹模型面的粗糙度数值小。
凹模模型采用熟石膏制造。
为了凸、凹模模型在浇铸石膏时便于分开,应在分模面上喷涂一层脱模剂(如聚苯乙烯的甲苯溶液)。
浇铸后,应将石膏凹模模型进行千燥,之后再,进行脱模。
应对型腔表面及分模面进行喷漆。
4、造型。
选用强度高、颗粒较细的型砂作为造型材料。
因为锌合金浇铸温度比较低,对型砂的耐火性和透气性要求不高。
对凸模和凹模分别进行造型,可以选用砂箱造型或地坑造型等造型方法。
按模具的要求,浇铸系统采用底注式或敞开式。
由于锌合金收缩系数较大,应设补缩冒口。
5 、锌合金熔化6 、浇铸:对于中、小型模具可以采用干型浇铸,也可以.采用涅型浇铸。
涅型浇铸的排气孔应多些。
浇铸锌合金时,应使合金液流缓慢而平稳地注入型腔。
对于大型模具,为了防止或减少模具型腔变形,浇铸时可以在型腔周围设置冷却水管或加冷铁,保证液态合金的顺序凝固。
7 、锌合金模具铸件的冷却、清理和修饰:浇铸后的模具铸件一般采用自然冷却,但对形状简单的小型模具铸件也可以采用水冷的方法进行冷却,这样有利于合金机械性能的提高。
第五章 快速模具制造1

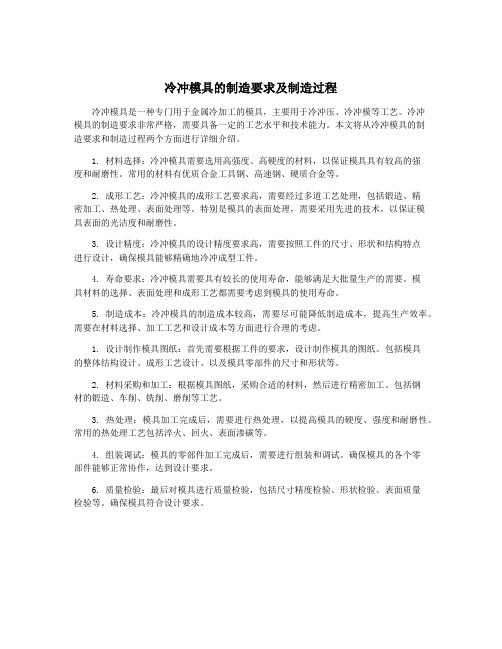
数控系统及电源柜
工作液箱
工具电极 工作液
Z向
}脉冲电源
X向
}轴伺服系统
工件电极
步进电机
Y向
步进电机
电火花加工工件
传统的制模方法缺陷
① 精度低。 ② 制作周期长,如快速切削铝模需要2~4周时间。 ③ 柔性差:元件有所改变时,模具很难修改,不得不重 做。
传统的制模方法及其缺陷
第五章
快速模具制造
一.概述
随着社会的进步与经济的发展,市场 竞争愈来愈剧烈,迫使制造业在不断改善 产品的性能与品质的前提下,最大限度地 缩短新产品的开发周期、降低成本,以便 快速响应用户最新的需求。这种趋势在汽 车、摩托车、电子产品、家电产品、玩具 等制造业显得尤其突出。
快速软模(Soft Tooling)制造 所谓软模具,是指用硅橡胶、环氧树脂、聚氨脂
等材料制作的模具。用快速成形件作母模(凹 模),浇注上述材料可形成软型腔,形成软模具, 这种软模具可用小批量生产,例如:注塑件、低 熔点合金离心铸造件等。
硅橡胶模具制造
硅橡胶模的优点
1.制作周期短 通常,根据工件的CAD 文件,能在几天内 提供硅橡胶软模,以及用软模成形的聚氨酯塑料 件。与传统金属模注塑原型工件相比,用硅橡胶 模真空浇注聚氨酯原型,能缩短开发周期高达 90%。 2.成本低 与CNC 机加工的金属模相比,软模的制作费 用低得多,一般只有金属模的几分之一。
硅橡胶的分类
快速模具用的硅橡胶主要有: 1.室温硫化硅橡胶(Room Temperature Vulcanized rubber),可以承受316℃的高温。 2.热硫化硅橡胶(Heat-cured Vulcanized rubber),可以承受538℃的高温。
复制模具制作方案

复制模具制作方案在制造业中,模具是一个重要的制造工具,用于生产不同形状和尺寸的零部件。
复制模具是一种常用的模具制作方式,它可以通过对原型的复制来生产所需的产品。
本文将介绍复制模具制作的步骤和技巧。
1. 原型准备制作复制模具的第一步是准备好原型。
原型可以是一个实物模型或CAD设计制作的三维模型。
确保原型的表面光滑并且没有任何损伤,以免影响复制模具的效果。
2. 底模制作制作复制模具的下一步是制作底模。
底模是复制模具的基础,它可以保证模具的准确性和稳定性。
首先选择合适的制作材料,如矽胶、聚氨酯等。
其次根据原型大小和形状,设计合适大小的矩形模具和分割板,并使用切割工具将材料切成合适尺寸。
将制作好的底模放置在平坦的表面,并根据分割板的位置将底模上下分为两个部分。
3. 涂覆分离剂在制作复制模具之前,需要将底模涂覆一层分离剂,以确保复制模具可以完全脱离底模。
根据矽胶的材质特点,选择适合的分离剂,涂覆在底模的表面上。
4. 混合矽胶将两种不同的矽胶混合在一起,然后搅拌均匀。
根据原型的大小和形状,计算混合矽胶的总量,然后按照一定比例混合。
注意搅拌时间和速度,确保混合均匀无颗粒。
5. 倒矽胶将混合好的矽胶倒入底模中,然后将原型轻轻压在矽胶表面上,确保它与矽胶底面接触良好。
然后将底模拼合到一起,确保两个分割板的位置相同。
6. 取出原型等待矽胶干燥,通常需要24小时,然后打开底模,轻轻取出原型。
此时已经得到了一个用于制作复制模具的矽胶模具。
如果需要制作多个模具,可以重复上述步骤,制作多个矽胶模具。
7. 制作复制模具制作复制模具之前需要预先准备好制作材料,如玻璃纤维增强塑料等。
将制作材料混合并搅拌均匀,然后将其倒入矽胶模具中,确保填满所有空间。
等待材料干燥,根据需要可以重复上述步骤制作多个复制模具。
8. 完成通过以上步骤,制作出了复制模具。
选择合适的原型、底模和制作材料,可以制作出高质量的复制模具来生产所需的产品。
总之,复制模具制作需要细心、耐心和技巧,但这不难掌握,只要掌握好了制作步骤,就可以轻松地制作出高质量的复制模具。