大型普通机床的数控改造
机械机床毕业设计35CA6140普通车床进行数控改造设计

一、绪论1.1引言随着社会生产和科学技术的迅速发展,机械产品的性能和质量不断提高,产品的更新换代也不断加速,因此对机床不仅要求具有较高的精度和生产率,而且应能迅速地适应产品零件的变换。
生产的需要促使了数控机床的产生,随着电子技术,特别是计算机技术的发展,数控机床迅速的发展起来。
从第一台数控机床(1952年美国)问世至今,机床的数控化率在不断的提高。
世界各工业国家已普遍生产和应用,日本生产机床的数控化率在1988年就已达到70%。
我国从开放搞活以来,加快了数控机床技术的引进,促使我国的机床数控技术的普及和发展。
当前普遍应用的微型计算机数控机床,它综合了电子技术、计算机技术、自动化技术、测量技术和机械制造等方面的最新成果,是一种灵活高效的自动化机床,是机电一体化的典型产品之一。
各大企业不断设置数控机床扩大再生产和替换陈旧设备。
数控机床的普及率不断提高,这种情况下,普通机床的数控改造是否必要可从以下几点说明。
数控机床可以较好地解决形状复杂、精密、小批多变零件的加工问题,能够稳定的加工质量和提高生产效率,但是应用数控机床还是受到其他条件的限制。
⑴数控机床价格昂贵,一次性投资巨大,对中小企业常是力不从心。
⑵目前各企业都有大量的普通机床,完全用数控机床替换根本不可能,而且替代的机床闲置起来又造成浪费。
⑶国内订购新数控机床的交货周期一般较长,往往不能满足生产需要。
⑷通过数控机床对具体生产有多余功能。
要较好地解决上述问题,应走普通车床数控改造之路,从一些工业化国的经验者,机床的数控改造也必不可少,数控改造机床占有较大比例。
如:日本的大企业中有近30%的机床经过数控改造,中小企业则是70%以上。
在美国有许多数控专业化公司为世界各地提供机床数控改造服务。
我国作为机床大国-为了提高机床的数控化率对普通机床进行数控改造不失为一种良策。
一些发达国家如德国、美国、日本等就非常重视对旧机床的改造,而且已形成了一个完善的产学研结合的改造体系。
普通机床数控化改造的分析与探究
速发展 , 一个标 准型 的数控 系统在制造 厂 的生产 , 命为五六 大 普通 机床数控化改造力度 ,不仅 能提 升我国工业装备水平 , 寿 年。在数控机床 的使用后期要寻找 已损坏元器件 的外购件将是 也 提高 了我 国机床 制造水平 ,加强 了我国参与 国际竞争 的能 很困难, 甚至为此不得不放弃整个 系统 。在对 旧数控 机床进行 力 。 改造时 , 必须仔细 分析这 台机 床哪些 部分还可利用 , 哪些必须
三 、 国机 床 数 控 化 推 进 工 程 应 采 取 的对 策 我
1 .政府应加大扶持宣传力度。进行大规模的数控改造 , 首
末至现在 已陆续制造 了一批数控机床 ,0 0年代 中期 ,又 陆 先需要政 府大力 宣传 , 7  ̄8 形成一个 声势浩 大的气氛 ; 其次 也需要 续引进 了一批 外 国数控机 床 , 随着产 品的变化和 发展 , 普通机 政府在政策和资金上 大力 的支持 。德国政府在这方面就做 了大
对原机床存在 的故障部 分进行诊 断并恢复 ; 次是翻新, 其 为提 程, 能操作 机床 , 能进行机床 的简单维护, 又 还 把他们培养成 熟 高精度、 效率和 自动 化程度 , 对机械 、 电气 部分进行 翻新 , 对机 练 的数控技术工人 。各企业 既要舍 得花 钱进 行硬 件的改造, 又 械部分重新装配加工, 恢复原精度; 对其不满足 生产要求 的 CC 要舍得花钱进行诸如人员培训等软件的建设。 N
高 , 品 的 稳 定 强 ; 工 零 件 范 围广 , 适 应 单 件 、 状 复 杂 、 产 加 能 形 精
普通机床数控改造方法与设计

2012年12月(中)工业技术科技创新与应用普通机床数控改造方法与设计探讨韩瑞宝(牡丹江温春药业有限责任公司,黑龙江牡丹江157041)1机床数控改造的必要性根据现在社会的生产,本着节约成本,提高生产效率的原则。
1.1可以节省资金。
普通机床的经过数控改造所需的费用比新机床可节省2/3的费用,特别是大型和特殊设备。
1.2性能比较稳定。
普通机床经过长期使用,精度特别差,经过改造后可以提高稳定性和精度。
1.3可降低工人劳动强度,实现自动化生产,提高生产效率。
把普通机床数控改造后,计算机可以记忆和存储输入的程序,机床可以按顺序自动工作,可以实现自动化加工。
可比传统机床提高效率3~5倍。
对越复杂零件提高效率越多。
且可以节省装料对刀的时间,为企业节约了费用、缩短了生产时间。
2普通车床改数控的方案图1数控系统的框图数控系统说明:2.1控制用的计算机可采用工控的PC机就能满足数控系统的控制要求;2.2三维运动控制采用MTC运动控制卡使用专用高性能高速运动控制芯片,基于PC总线开放式运动控制,提供完美函式库,简便的二次开发,实现圆弧插补和直线控制;2.3光电耦合电路采用的是4N25,起到耦合脉冲信号和隔离控制系统和外部干扰信号的作用,能使数控系统的稳定性得到提高;2.4机床的伺服电机和步进电机及其控制器是由常州宝来电器有限公司是研制开发和生产制造的(86BYG250C-SAFRBC-0302)步进电机和驱动器(SH20806),输入电压是45V。
X轴的脉冲当量是0.0025,Z轴的脉冲当量是0.00125。
完全能够满足达到加工精度要求的0.005mm。
2.5各种行程开关,回零开关都必须安装在原机床上,行程开关能限制丝杠行程,起到硬限位的作用,当车床加工工件超出设定的加工范围时,车床自动停止加工。
其它的要拆掉原来的变速箱,溜板箱,丝杆等,三爪卡盘等,换上气动或液压卡盘。
3主要系统的设计3.1伺服进给系统的设计图2数控机床进给系统伺服数控机床伺服系统的一般结构如图2所示:由于各种数控机床设计的工作任务不同,它们对进给伺服系统的要求也不相同,但通常可概括为以下几方面:可逆的运转行能;可调速度的范围宽;具有很高的速度和稳定性传动刚度大;运行的速度快并稳定;运转高精度;在较低的速度时转矩大。
CA6140型普通车床数控化改造
CA6140型普通车床数控化改造[摘要]以C6140型普通车床为例,从机械和电气方面详细阐述了数控化改造的方法。
改造后的车床投入使用后运行稳定,加工精度明显提高,取得了极大的经济效益。
[关键词]普通车床;数控化改造;SINUMERIK802S base I ineNumerical Control Transformation of C6140 CommonLatheAbstract :Takes CA6140 type common lathe as an example ,has explained the NC transformation method from machinery and electric two respects in detail. After transforming, the new lathe runs steadily, the machining accuracy is obviously improved, has made the great technological economic benefits.Key words: common lathe; NC transformation; SINUMERIK802S base line目录引言 (1)第一章概述 (2)第二章总体方案的设计 (4)2.1设计任务 (4)3.2总体方案的论证 (4)4.3总体方案的确定 (4)2.4数控系统的选择 (5)第三章机械部分改造 (6)5.1机械传动方式 (6)3.2数控机床进给伺服系统的设计计算 (6)3.2. 1 选择脉冲当量: (6)3. 2.2算切削力: (6)3. 3滚珠丝杠螺母副的计算和选型横向进给丝杠: (7)3.3.1计算进给牵引力Fm (N) (7)3. 3.2计算最大动负载C: (7)3. 3.3选择滚珠丝杠螺母副: (7)3. 3.4传动效率计算: (7)3. 3. 5刚度验算 (8)3. 3. 6校核93.4齿轮传动比计算: (14)3. 5步进电机的计算和选型: (14)3. 5.1等效转动惯量计算: (14)3. 5.2电机力矩的计算机: (15)3. 5.3步进电机空载启动频率和切削时的工作频率: (17)3.6纵向进给系统 (17)3. 6. 1 设计参数 (18)3. 6.2 齿轮传动比计算 (18)3. 6.3滚珠丝杠的计算及选择 (18)3. 6.4 校核 (20)3.7机械部分改造 (23)4.8主轴脉冲编码器的安装 (25)第四章数控系统选择 (26)4.1西门子数控系统的优点 (26)4.2数控连线图 (27)5.3步进电动机的控制 (27)1.1.1 (3). 1步进电动机的开环控制 (28)1.1.2步进电动机传动控制 (29)1.1.3步进电动机的PLC传动控制 (31)4.4PLC数控系统需解决的问题 (33)4.5PLC输入、输出(I/O)点数确定 (35)4.6驱动程序(梯形图)设计 (35)4.6.2手动程序梯形图设计 (36)4. 7电气部分改造 (36)结论 (39)致谢 (40)参考文献 (41)制造业是一个国家或地区经济发展的重要支柱,其发展水平标志着该国或地区经济的实力,科技水平,生活水准和国防实力。
浅谈普通机床的数控改造措施

是 闭 环 系 统 对 机 床 的 结 构 及 传 动 链 的 要 求 较 严 格 , 通 机 床 原 有 的 普
我 国 机 电 制 造 工 业 ( 括 机 械 、 子 、 车 、 工 、 织 、 金 、 结 构 满 足 不 了 , 以 , 不 宜 采 用 。 而 在 伺 服 驱 动 电 机 端 部 安 装 有 角 包 电 汽 轻 纺 冶 所 也
5 0 、 大 利 1 . % 。我 国 与 发 达 国 家 的 差 距 还 很 大 。1 9 .% 意 52 9 1年 以 来 , 全 国数 控机 床年 产量 和产 量数 控化 率情 况 如下 表 :
1 9 —2 01年 数 控 机 床 产 ■ 发 展 趋 势 表 91 0
擎 份 19 嘲 9 11 1 9 ’ .1 93I' 螂 1 嘲 1 ̄ 嘲 9 ;I r l 狮 期 ll 7 ・
2 0世 纪 5 0年 代 末 至 现 在 已 陆 续 制 造 了 一 批 数 控 设 备 , 别 是 7 一 0年 代 中 期 , 陆 续 引 进 了 一 批 外 国 数 控 特 O 8 又 设 备 后 . 控 技 术 便 开 始 在 我 国 得 到 了推 广 和 普 及 。 在 , 些 设 备 已 有 相 当 一 部 分 机 械 精 度 下 降 , 气 控 制 数 现 这 电 器件 损 坏 、 化 . 且 许 多 电 气元 件 由 于 过 时 被 淘 汰 , 难 买 到 , 此 使 部 分 机 床 设 备 经 常 处 于 半 停 产 或 全 停 老 而 很 因
煤 炭 、 电 、 船 、 空 、 天 等 制 造 业 )9 5 年 底 共 拥 有 数 控 机 床 位 移 检 测 装 置 的 半 闭 环 系 统 , 于 结 构 简 单 、 装 方 便 , 时 兼 顾 了 邮 造 航 航 19 南 安 同 72万 台 f 中 数 控 金 属 切 削 机 床 64 万 台 , 控 成 形 机 床 8 4 台1 开 、 环 系 统 的 优 点 , 且 系 统 的 定 位 精 度 可 达 0 O m , 于 从 事 其 . 数 25 , 闭 并 l m 对 仅 占 19 95年 机 床 总 拥 有 量 的 19 : 在 发 达 国 家 中 , 床 数 控 化 率 .% 丽 机
普通车床数控化改造设计说明书
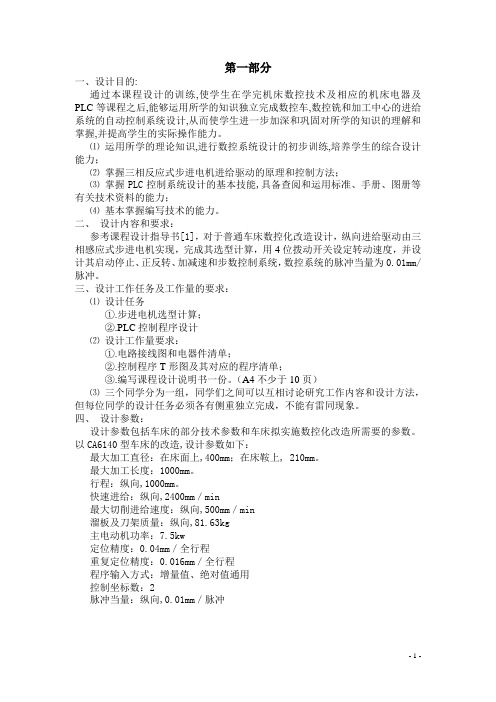
一、设计目的:通过本课程设计的训练,使学生在学完机床数控技术及相应的机床电器及PLC等课程之后,能够运用所学的知识独立完成数控车,数控铣和加工中心的进给系统的自动控制系统设计,从而使学生进一步加深和巩固对所学的知识的理解和掌握,并提高学生的实际操作能力。
⑴运用所学的理论知识,进行数控系统设计的初步训练,培养学生的综合设计能力;⑵掌握三相反应式步进电机进给驱动的原理和控制方法;⑶掌握PLC控制系统设计的基本技能,具备查阅和运用标准、手册、图册等有关技术资料的能力;⑷基本掌握编写技术的能力。
二、设计内容和要求:参考课程设计指导书[1],对于普通车床数控化改造设计,纵向进给驱动由三相感应式步进电机实现,完成其选型计算,用4位拨动开关设定转动速度,并设计其启动停止、正反转、加减速和步数控制系统,数控系统的脉冲当量为0.01mm/脉冲。
三、设计工作任务及工作量的要求:⑴设计任务①.步进电机选型计算;②.PLC控制程序设计⑵设计工作量要求:①.电路接线图和电器件清单;②.控制程序T形图及其对应的程序清单;③.编写课程设计说明书一份。
(A4不少于10页)⑶三个同学分为一组,同学们之间可以互相讨论研究工作内容和设计方法,但每位同学的设计任务必须各有侧重独立完成,不能有雷同现象。
四、设计参数:设计参数包括车床的部分技术参数和车床拟实施数控化改造所需要的参数。
以CA6140型车床的改造,设计参数如下:最大加工直径:在床面上,400mm;在床鞍上, 210mm。
最大加工长度:1000mm。
行程:纵向,1000mm。
快速进给:纵向,2400mm/min最大切削进给速度:纵向,500mm/min溜板及刀架质量:纵向,81.63kg主电动机功率:7.5kw定位精度:0.04mm/全行程重复定位精度:0.016mm/全行程程序输入方式:增量值、绝对值通用控制坐标数:2脉冲当量:纵向,0.01mm/脉冲一、 步进电机选型计算:(一)纵向进给传动链的设计计算 1、主切削力及其切削分力计算 ⑴ 计算主切削里z F已知机床主电动机的额定功率m P 为7.5KW,最大工件直径D=400mm,主轴计算转速n=85r /min 。
C6140车床数控化改造课程设计
把 普 通 车 床 C6140 改 造 成 经 济 型 数 控 车 床 。主 要 的 任 务 要 求 如 下所列:
(1)床身上最大加工直径 400mm; (2) 最大加工长度 1000mm;
( 3 ) X 方 向( 横 向 )的 脉 冲 当 量 0.005mm /脉冲,Z 方 向( 纵 向 )
3.2 安装电动卡盘
数控化改装的要求就是提高加工效率,同时使车床的操作简单 方 便 ,因 此 工 件 的 定 位 选 用 电 动 卡 盘 ,而 KD11250 型 电 动 三 爪 自 定 心卡盘就可以很好的实现这个要求。卡盘的控制由数控系统完成。
3.3 换装自动回转刀架
考虑到车床的加工精度和自动化程度,如果安装自动回转刀架 可以完成一次装夹多道工序,则会满足以上的要求。因此将原有的 刀 架 换成 自 动 回 转 刀 架 ,刀 架 选 用 LD4B-CK6140 型 四 工 位 立式 电 动刀架。刀架的自动换刀由相应的数控系统完成。
第四节 进给传动部件的计算和选型
纵 、横 向 进 给 传 动 部 件 的 计 算 和 选 型 主 要 包 括 :确 定 脉 冲 当 量 、 计算切削力、选择滚珠丝杠螺母副、设计减速箱、选择步进电动机 等。
4.1 脉冲当量的确定
步进电机是一种把电脉冲信号变成直线位移或角位移的轨型元
件 。对 于 每 一 个 电 脉 冲 ,步 进 电 机 都 将 产 生 一 个 恒 定 的 步 进 角 位 移 ,
长 期 以 来 ,我 国 的 数 控 系 统 为 传 统 的 封 闭 式 体 系 结 构 ,C N C只 能 作为非智能的机床运动控制器。加工过程变量根据经验以固定参数 形式事先设定,加工程序在实际加工前用手工方式或通过 CAD/CAM 及 自 动 编 程 系 统 进 行 编 制 。CAD/CAM和 C N C之 间 没 有 反 馈 控 制 环 节 , 整 个 制 造 过 程 中 C N C只 是 一 个 封 闭 式 的 开 环 执 行 机 构 。 在 复 杂 环 境 以及多变条件下,加工过程中的刀具组合、工件材料、主轴转速、 进给速率、刀具轨迹、切削深度、步长、加工余量等加工参数,无 法在现场环境下根据外部干扰和随机因素实时动态调整,更无法通 过 反 馈 控 制 环 节 随 机 修 正 CAD/CAM中 的 设 定 量 , 因 而 影 响 CN C的 工 作 效 率 和 产 品 加 工 质 量 。 由 此 可 见 , 传 统 CNC系 统 的 这 种 固 定 程 序 控 制 模 式 和 封 闭 式 体 系 结 构 ,限 制 了 C N C向 多 变 量 智 能 化 控 制 发 展 , 已不适应日益复杂的制造过程,因此,对数控技术实行变革势在必 行。
普通机床的数控改造研究
第 】 【 第 6 期 总 5期
0 I S M o 5} I D N 6
机
械
管
理
开
发
20 0 2年 2月
F b O0 e 2 2
ME CH ANI CAL M ANAGEM ENT ^ D DEVEL M ENT OP
可 以 不用 或 少 用 工 装 .尤 其 对 于 复 杂 零 件 可 不 用 靠 模 或 成
般也不需要改造 ; 如果 自动化程度要求较高 、 经常要求变
速并且 要求变速特性较好 的场合 , 可用交流异步电动机的变 频系统 , 增加一个变频器 , 实现 主轴 的自动无级变速 。 ②机 槭部分的数控化改造 。 主传动的改造主要是 主轴支 承或工作 台导轨的改造 普通机 床的主轴支承多为滚动轴承 或滑动轴承 , 为了提高系载能力 , 大主轴转速 . 增 可选用静压 轴承替换 原轴承 。为 了提 高工作 台的承载能力和精度 , 消除 低速爬行 现象 , 可将传统的动压 导轨 改为先进的恒流静压导
术 、 电子技 术 、自动 检 测 技 术 等 先 进技 术 . 适 宜 加 工 小 徽 最
批量 、 高精度 、 形状复杂 、 生产周期短的零件 。当其变更加上 对象 时 .只需变换零件加工程序 .无需 对机床进行 复杂调
整, 能够 很 好 满 足产 品频 繁变 化 的 要 求
由于数控 机床制造技术要求高, 制造成本大等因索 , 数 控机床不 可能全 面替代 现有 的普 通机床 .特别是在我国中
目 回 圃 窳 囤 团 盈 鼠 叵 圃 寓
乔建 刚
1 华 北 上学 院 箭院 太原
赵
00 0 30 8
华:
裴 育红
CA6140普通车床的数控化改造(机械部分)[文献综述]2012-01-12
东海科学技术学院毕业设计(论文)文献综述课题名称:普通车床的数控化改造学院:机电系专业:机械设计制造及其自动化年级: C08机械(1)指导教师:顾平灿学生姓名:吴海滨学号:_____ _081309106 起迄日期: _2011.11.10—2011.12.15___2011年12月15日普通车床的数控化改造一、前言随着机电一体化技术的迅猛发展,数控机床的应用已日趋普及,机械制造业正在越来越多地采用数控技术来改善其生产加工方式,用以解决现代机械制造中结构复杂、紧密、批量小、多变零件的加工问题。
然而,从目前企业面临的情况看,因数控机床价格昂贵,一次性投资较大,使有些企业难以承担。
因此,对普通机床的数控化改造就显得非常必要,这种必要性主要体现在:l、数控机床可以加工出传统机床加工不出来的曲线、曲面等复杂的零件;2、可以实现加工的自动化,而且是柔性自动化,从而效率可比传统机床提高3~7倍;3、加工零件的精度高,尺寸分散度小。
使装配容易,不再需要“修配”;4、可实现多工序的集中,减少零件在机床间的频繁搬运;5、拥有自动报警、自动监控、自动补偿等多种自律功能,因而可实现长时间无人看管加工。
二、主题部分2.1数控机床发展现状从总体来看,我国机床工业与世界先进水平相比,普通车床差距仍然十分明显:(1)国产高档数控机床在品种、水平和数量上远远满足不了国内的发展需求,加工中心高档数控机床目前仍然要大量依赖进口。
(2)数控机床功能部件和数控系统发展滞后,成为我国数控机床产业发展的瓶颈。
(3)机床制造企业技术装备水平不高,制造能力、综合管理和服务能力等方面不能满足市场快节奏发展的要求。
(4)大型国有企业的旧有设备比例大,设备更新所需资金缺口大。
2.2数控机床的发展趋势数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为这些行业所需装备的数字化已是现代发展的大趋势。
普通车床数控化改造设计及教学应用——电气改造部分
2009
[4]邓英剑 ,刘 志 勇.液 压 与气 压 传 动 [M].北 京 :国 防 工业 出版社 ,
2007.
[5]简引霞.液压传动技术 [M].西安 :西安电子科技 大学}¨版社 ,2006. [6]凌智勇.机床 液 压 系统及 故 障维修 [M].北 京:化 学工 业 出版社 ,
控 化 改造 势 在必 行 。
1 车 床 数 控 化 改 造 的意 义
市场 上流 行 的数 控 系统 包 括 有 日本 FANUC系 统 、德 国 SIEMENS系统 ,国产 数 控 系 统 主要 有 广 州 数 控 系 统 、华 中数 控 系统 等 。经 了解 ,华 中数 控 系统 界 面 友
(6)并 联机 构 的液压 系统 在 数控 设 备 中 的应 用 随 着 科 学技 术 的发展 会 更加 广泛 。
参 考 文 献
[1]黄志坚.图解 液 压元 件使 用 与维 修 [M].北 京 :中 国电力 出版 社 ,
2o08.
[2]邵俊鹏 ,周德繁 ,韩桂华 ,等.液 压系统 设计禁忌 [M].北京 :机 械丁 业 出版 社 ,2008.
200பைடு நூலகம்.
[7]官忠 范.液压传动系统 [M].北京 :机械lT业出版衬 ,2004. [8]张福波 ,李正波 .冶金油缸常用密封件的合理选用 [J].润滑与密封 ,
2007,32(4):183—185. [9]吴文涛 ,刘建红.橡塑弹性体 弹性变形 原理在 油缸密封 设计 中的应
用 [J].润 滑 与 密 封 ,2007,32(10):132—134.
车 床数 控化 改造 是 提高 制造 业技 术水 平 的重 要途 好 ,操作方便 ,性价 比较高,符合学校教学要求 ,因此 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大型普通机床的数控改造
作者:佟永强
来源:《科学与财富》2014年第05期
摘要:以10米普通重型车床的经济型数控改造项目为基础,介绍了大型普通机床的数控改造项目中出现的一些实际问题的解决方法,包括机床机械部分的改造,数控选型,电气部分的设计。
关键词:大型机床数控改造电气设计
目前国内小型数控机床非常普及,技术成熟,整体机床价格比较便宜。
大型数控机床对可靠性、精度、主轴和伺服调速范围都有很高的要求,信号传输距离较长。
大多采用西门子、法兰克系统,购置费用相当昂贵。
为了既能满足加工要求,又能减少投资,在大型普通机床上进行经济数控改造具有一定的现实意义。
今年我们技改项目成功改造了一台c61200×10m车床。
该机床原为双刀架普通机床,不能适应现代加工零件的复杂性和加工效率,精度达不到要求。
另外要实现螺纹的加工。
原来只进行一些粗加工,效率低,精度差。
改造是必行的。
决定其中一个为数控控制,对另一个刀架进行放线双滑轮的改造,原纵向梯形丝杆,加装大功率伺服电机和减速箱;将横向梯形丝杆换成高精度滚珠丝杠,并装配伺服电机及减速箱;将原手动刀架更换为四工位电动自动回转刀架,以便完成多道工序同时加工;在车床床头安装主轴编码器及机械接口实现螺纹加工;将原普通电机更换为变频控制无级交流调速电机。
电气部分的改造包括增加数控系统,手动刀架放线双滑轮的改造,电气柜的设计。
一、机械部分的改造
1、丝杠的选型
滚珠丝杠具有摩擦力小,精度高,使用寿命长等优点。
梯形丝杠达不到所需要的精度要求。
但滚珠丝杠价格昂贵,考虑价格、安装和加工要求,一般加工零件对径向加工精度要求比较高,如图所示
决定保留原纵向梯形丝杠10长,横向精度要求高选择直径40mm、精度等级为3级的精密滚珠丝杠,提高了机床的使用精度,保证了零件的精加工。
2、刀架部分的改造
为了一次装夹完成多工序加工,拆掉原横向进给机构上的手动刀架和小托板,如图所示装上电动四工位自动回转刀架。
该刀架由数控自动控制,具有重复定位精度高,性能可靠,使用寿命长等特点。
3、主轴电机连接
原机床主轴传动采用离心离合器结构,可以实现过载保护。
但改造后的系统要求加工高精密螺纹,用此结构会带来乱扣等问题,故改为用ZB-B型扩大轴孔星型弹性联轴器代替。
将原普通交流电机改为变频电机,以实现无极变速。
二、电气部分的改造
1、数控系统的选择
通过几种控制方式的对比,我们选用半闭环控制系统作为该大型车床的控制核心,半闭环数控系统稳定性好,成本较低,调试维修也比较容易。
兼顾技术水平和性价比,我们选择世纪星数控系统,采用了10英寸液晶显示器、内置PLC功能、具有螺距补偿功能,完全能满足该项目控制需要。
2、电气柜的设计
在电气柜内部器件分布设计过程中,将变频器放在最上方,而伺服驱动放在最下方,这样两者的干扰最小。
由于该机床主轴电机功率很大,且需要快速制动,除了采用LENZE制动单元以外还要外接制动电阻箱,以加快消耗再生电能的速度。
电柜内部分布置图如下:
电抗器的作用主要是防止变频器产生的高次谐波通过电源的输入回
路返回到电网,从而影响其它的供电设备。
空调装置选用烟台雷博空调,型号为la-08w。
3、后刀架放线双滑轮改造
前刀架进行数控改造,双滑轮结构改为控制线为拖链传动,后刀架保留原手动操作,采用集电滑环-碳刷结构传递电,以蜗卷弹簧为动力,托板移动时,拉动卷筒放缆,返回时,弹簧力的作用下,卷筒反向旋转,同步收卷电缆,达到单根电缆收发线的目的。
改造后的车床能够满足大型工件曲面,螺纹等数控精密加工要求,经过用户半年来的使用,性能稳定,产品质量和加工效率较改造前大大提高,是一个用较少经费完成大型设备数控改造的成功典范。
参考文献
1、毕飞.大型数控机床改造的几点建议。
机床应用,2003(6);61-64
2、张新义.经济型数控机床系统设计(M),北京:机械工业出版社,1994
3、刘丽云,王元娥,普通机床数控化改造中要考虑的主要问题,装备制造技术,2007(4);101-102
4、王爱玲.现代控机床改造结构和设计(M)。
北京;兵器工业出版社.2003。