滚动轴承故障诊断技术研究
小样本轴承故障诊断研究综述

总结
基于振动信号的轴承故障诊断技术是保障轴承正常运行的重要手段。通过对 振动信号的采集、处理和分析,可以有效地检测和预测轴承的故障,从而及时采 取相应的预防性维修措施,保障设备的安全运行。随着技术的不断进步和发展, 该技术在未来的应用前景将会更加广阔。
感谢观看
综上所述,小样本轴承故障诊断研究具有广阔的发展前景和重要的实际应用 价值。我们期待未来的研究能够提供更高效、更准确的诊断方法,以满足工业应 用的需求。
参考内容
关键词:样本熵,轴承故障,故 障诊断
Abstract
In this paper, a fault diagnosis method for bearings based on sample entropy is proposed. The method uses sample entropy algorithm to extract features of bearing vibration signals, thus achieving accurate diagnosis of bearing faults. Firstly, the basic principles and calculation processes of the sample entropy algorithm are intr
四、未来展望
尽管在小样本轴承故障诊断方面已经取得了一些进展,但仍有许多问题需要 进一步研究和解决。以下是对未来研究的几点建议:
1、数据质量与预处理:在利用小样本数据进行轴承故障诊断时,数据的质 量和预处理是关键。未来的研究应更加如何提高数据的质量以及如何进行有效的 数据预处理,以去除噪声、提高有用信息的提取。
1、振动信号采集
振动信号的采集是轴承故障诊断的首要步骤。采集到的信号需要具有代表性, 能够真实反映轴承的运行状态。常用的振动信号采集设备包括振动传感器、数据 采集器和振动分析仪等。这些设备应按照特定的参数(如频率、振幅等)进行选 择和设置,以确保采集到的信号准确无误。
基于动态残差注意力和LSTM的跨工况滚动轴承故障诊断

基于动态残差注意力和LSTM的跨工况滚动轴承故障诊断目录一、内容概述 (2)1. 研究背景与意义 (2)2. 国内外研究现状及发展趋势 (3)3. 论文研究目的与内容 (4)二、滚动轴承故障诊断技术基础 (5)1. 滚动轴承基本结构与工作原理 (6)2. 滚动轴承故障类型及原因 (8)3. 滚动轴承故障诊断方法与技术 (9)三、动态残差注意力机制理论 (10)1. 注意力机制概述 (12)2. 动态残差注意力机制原理 (13)3. 注意力机制在故障诊断中的应用 (14)四、基于LSTM的滚动轴承故障诊断 (16)1. LSTM网络原理及结构 (18)2. 基于LSTM的滚动轴承故障诊断模型建立 (19)3. 模型训练与优化方法 (20)五、基于动态残差注意力与LSTM的跨工况滚动轴承故障诊断研究 (22)1. 跨工况滚动轴承故障诊断挑战 (23)2. 动态残差注意力在跨工况故障诊断中的应用 (23)3. 结合动态残差注意力和LSTM的跨工况故障诊断模型设计 (24)4. 模型性能评估与实验验证 (26)六、实验设计与数据分析 (27)1. 实验设计 (28)2. 数据采集与预处理 (30)3. 实验结果分析 (31)七、结论与展望 (32)1. 研究结论 (33)2. 研究创新点 (34)3. 展望与未来工作方向 (35)一、内容概述本文针对滚动轴承工作条件复杂多变的特点,设计了一种基于动态残差注意力机制和LSTM网络的跨工况故障诊断方法。
该方法充分利用不同工况下的轴承振动特徵,突破了传统基于单工况模型的局限性。
通过动态残差注意力机制,提取轴承振动信号中关键特征,并对不同时刻特征进行加权,提高对异常点的识别精度。
基于LSTM网络的深层学习能力,捕捉轴承振动信号的复杂时变特性,实现对故障信号的精准判别。
本文将利用公开的滚动轴承故障数据集进行实验验证,并与传统方法进行对比分析,证明该方法在跨工况故障诊断方面具有更高的准确性和鲁棒性。
基于卷积神经网络的滚动轴承故障诊断算法研究

基于卷积神经网络的滚动轴承故障诊断算法研究基于卷积神经网络的滚动轴承故障诊断算法研究摘要:滚动轴承作为机械设备中重要的零部件之一,其状态的检测和故障的诊断对于设备的运行稳定性和可靠性具有重要意义。
本文基于卷积神经网络(Convolutional Neural Network,CNN),研究了一种滚动轴承故障诊断算法,通过分析滚动轴承信号的特征,构建了一个用于滚动轴承故障诊断的卷积神经网络模型,并进行了实验验证。
实验结果表明,基于卷积神经网络的滚动轴承故障诊断算法具有较高的准确性和鲁棒性。
1. 引言随着工业技术的不断发展,滚动轴承广泛应用于各种机械设备中,如风力发电机组、电动机、飞机引擎等。
滚动轴承的故障往往会导致设备的停止运行,给企业带来巨大的经济损失,因此滚动轴承的状态检测和故障诊断显得尤为重要。
2. 相关工作目前,滚动轴承故障诊断技术主要分为几个方向:时间域分析、频域分析和时频域分析。
时间域分析是指通过分析信号在时间轴上的波形来判断滚动轴承的状态。
频域分析是指通过计算信号的频谱来判断滚动轴承的状态。
时频域分析是时间域分析和频域分析的结合,对滚动轴承的故障有更准确的判断。
3. 基于卷积神经网络的滚动轴承故障诊断算法卷积神经网络是一种深度学习算法,它模拟了人脑神经元之间的相互连接和信息传递过程。
本文基于卷积神经网络,提出了一种滚动轴承故障诊断算法。
3.1 数据采集首先,我们需要采集滚动轴承的振动信号作为训练数据,通过加速度计等传感器获取滚动轴承的振动信号,并对信号进行采样和预处理。
3.2 特征提取接下来,我们需要从采集的振动信号中提取有用的特征。
常用的滚动轴承特征包括频域特征(如频谱图)、时域特征(如时域波形)和时频域特征(如小波包能量谱),这些特征能够反映滚动轴承的状态信息。
3.3 卷积神经网络模型构建基于特征提取的结果,我们构建一个卷积神经网络模型用于滚动轴承故障诊断。
该模型包括卷积层、池化层和全连接层等组件,通过训练数据对网络模型进行优化。
滚动轴承故障的智能诊断方法研究
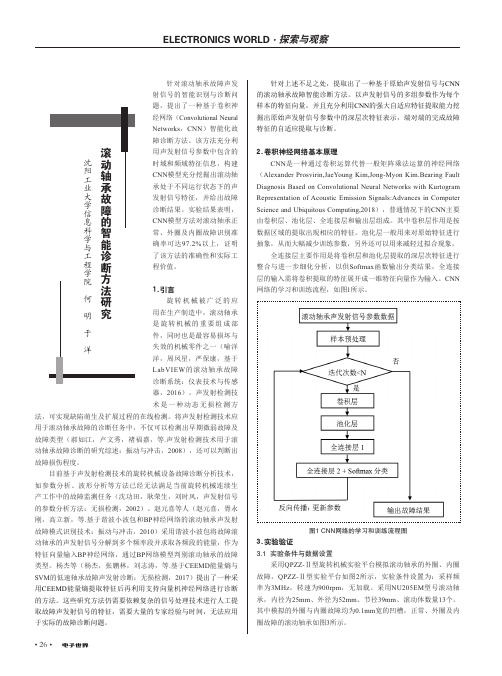
• 26•针对滚动轴承故障声发射信号的智能识别与诊断问题,提出了一种基于卷积神经网络(Convolutional Neural Networ ks ,CNN )智能化故障诊断方法。
该方法充分利用声发射信号参数中包含的时域和频域特征信息,构建CNN 模型充分挖掘出滚动轴承处于不同运行状态下的声发射信号特征,并给出故障诊断结果。
实验结果表明,CNN 模型方法对滚动轴承正常、外圈及内圈故障识别准确率可达97.2%以上,证明了该方法的准确性和实际工程价值。
1.引言旋转机械被广泛的应用在生产制造中,滚动轴承是旋转机械的重要组成部件,同时也是最容易损坏与失效的机械零件之一(喻洋洋,周凤星,严保康,基于LabVIEW 的滚动轴承故障诊断系统:仪表技术与传感器,2016)。
声发射检测技术是一种动态无损检测方能诊断学与工程学法,可实现缺陷萌生及扩展过程的在线检测。
将声发射检测技术应用于滚动轴承故障的诊断任务中,不仅可以检测出早期微弱故障及故障类型(郝如江,卢文秀,褚福嘉,等.声发射检测技术用于滚动轴承故障诊断的研究综述:振动与冲击,2008),还可以判断出故障损伤程度。
目前基于声发射检测技术的旋转机械设备故障诊断分析技术,如参数分析、波形分析等方法已经无法满足当前旋转机械连续生产工作中的故障监测任务(沈功田,耿荣生,刘时风,声发射信号的参数分析方法:无损检测,2002)。
赵元喜等人(赵元喜,胥永刚,高立新,等.基于谐波小波包和BP 神经网络的滚动轴承声发射故障模式识别技术:振动与冲击,2010)采用谐波小波包将故障滚动轴承的声发射信号分解到多个频率段并求取各频段的能量,作为特征向量输入BP 神经网络,通过BP 网络模型判别滚动轴承的故障类型。
杨杰等(杨杰,张鹏林,刘志涛,等.基于CEEMD 能量熵与SVM 的低速轴承故障声发射诊断:无损检测,2017)提出了一种采用CEEMD 能量熵提取特征后再利用支持向量机神经网络进行诊断的方法。
滚动轴承故障及其诊断方法
而一旦有了压痕,压痕引起的冲击载荷会进一步引起附近 表面的剥落。
这样,载荷的累积作用或短时超载就有可能引起轴承塑性 变形。
1滚动轴承异常的基本形式
(4).腐蚀
润滑油、水或空气水分引起表 面锈蚀(化学腐蚀)
轴承内部有较大的电流通过造 成的电腐蚀
2.3 滚动轴承的振动及其故障特征
2. 幅值域中的概率密度特征 滚动轴承正常时和
发生剥落损伤时的轴 承振动信号的幅值概 率密度分布如图。
轴承振动的概率密度分布
从图中可以看出,轴承发生剥落时,幅值分布的幅 度广,这是由于存在剥落的冲击振动。这样,从概率 密度分布的形状,就可以进行异常诊断。
3 滚动轴承故障诊断方法
2.2 滚动轴承的特征频率
➢ 为分析轴承各部运动参数,先做如下假设: (1)滚道与滚动体之间无相对滑动; (2)每个滚道体直径相同,且均匀分布在内外滚道之间 (3)承受径向、轴向载荷时各部分无变形;
方法: 研究出不承受轴向力时轴承缺陷特征频率,进而,推导出 承受轴向力时轴承缺陷特征频率
1. 不承受轴向力时 轴承缺陷特征频率
d Dm
)
fr
滚动轴承的特征频率
➢ (3) 轴承内外环有缺陷时的特征频率:
➢ 如果内环滚道上有缺陷时,则Z个滚动体滚过该缺陷时的
频率为
fi
f Bi Z
1 (1 2
d Dm
) frZ
➢ 如果外环滚道上有缺陷时,则Z个滚动体滚过该缺陷时的
频率为
fo
f Bo Z
1 (1 2
d Dm
)
f
r
Z
➢ (4) 单个滚动体有缺陷时的特征频率:如果单个有缺陷的 滚动体每自传一周只冲击外环滚道(或外环)一次,则其 相对于外环的转动频率为
滚动轴承故障诊断方法与技术综述

滚动轴承故障诊断方法与技术综述引言:滚动轴承作为机械设备中常用的零部件之一,承担着支撑和传递载荷的重要作用。
然而,由于使用环境的恶劣和工作条件的复杂性,滚动轴承往往容易出现各种故障。
因此,为了保证机械设备的正常运行和延长轴承寿命,对滚动轴承的故障进行准确诊断非常重要。
一、故障诊断方法1. 观察法观察法是最常用的故障诊断方法之一。
通过观察滚动轴承的外观和运行状态来判断是否存在故障。
例如,如果发现滚动轴承有异常噪声、温度升高、润滑油泡沫、振动加剧等现象,很可能是轴承出现了故障。
2. 振动诊断法振动诊断法是一种先进的故障诊断方法,可以通过检测轴承的振动信号来判断轴承是否存在故障。
通过分析振动信号的频谱图,可以确定轴承故障的类型和位置。
常用的振动诊断方法包括时域分析、频域分析和小波分析等。
3. 声音诊断法声音诊断法是一种通过听觉判断轴承故障的方法。
通过专业人员对轴承产生的声音进行听觉分析,可以判断轴承是否存在异常。
常见的轴承故障声音包括金属碰撞声、摩擦声和振动声等。
4. 热诊断法热诊断法是一种通过测量轴承的温度来判断轴承故障的方法。
由于轴承在故障状态下会产生摩擦热,因此轴承的温度可以间接反映轴承的工作状态。
通过测量轴承的温度分布,可以判断轴承是否存在异常。
二、故障诊断技术1. 模式识别技术模式识别技术是一种基于机器学习的故障诊断技术,可以根据轴承的振动信号和声音信号等特征,通过训练模型来识别轴承的故障类型。
常用的模式识别技术包括支持向量机、神经网络和决策树等。
2. 图像诊断技术图像诊断技术是一种通过图像处理和分析来判断轴承故障的技术。
通过对轴承的外观图像进行特征提取和分类,可以实现对轴承故障的自动诊断。
常用的图像诊断技术包括边缘检测、纹理分析和目标识别等。
3. 声音信号处理技术声音信号处理技术是一种通过对轴承声音信号进行滤波、频谱分析和特征提取等处理,来判断轴承故障的技术。
通过对声音信号的频谱图和时域图进行分析,可以判断轴承故障的类型和位置。
滚动轴承的故障诊断方法研究
滚动轴承的故障诊断⽅法研究滚动轴承的故障诊断⽅法研究第1章绪论1.1研究的⽬的和意义滚动轴承是⽣产机械中的地位⽆可替代,当然也最易损坏的部件。
其运⾏状态会直接影响整台机械⼯作效率、精度寿命和可靠性。
滚动轴承的损坏会导致⽣产机械剧烈振动,并伴有强⼤噪声,不仅会影响产品的加⼯质量,严重时会导致⽣产机械的损坏或机械事故。
随着电机的⼴泛应⽤及其⾃动化程度的不断提⾼,对其安全性、精度和故障诊断的准确性的要求也随之提⾼。
传统的诊断⽅法不仅成本较⾼、准确率偏低,并且更新费⽤⾼,已然不能满⾜⾼科技设备的需求。
基于以上原因,本⽂在虚拟仪器的环境下,利⽤多传感器信息融合技术,实现滚动轴承的故障诊断,会对现在和将来的⽣产技术提供强有⼒的帮助。
1.2国内外电机滚动轴承故障诊断的研究现状近现代以来,国内和国外的研究机构及学者在电机滚动轴承故障诊断的理论、技术与⽅法等⽅⾯进⾏了⼤量的研究分析⼯作,发表了诸多研究成果。
在国外,美国南卡罗林娜⼤学运⽤振动响应的多参数多频率的⽅法,对具有裂纹的和损伤的故障轴承进⾏诊断,⽬前已经取得了良好的成果。
美国宾州⼤学采⽤alpha beta -gamma跟踪滤波器和Kalman滤波器,对轴承故障的智能预⽰实现了完美成功。
⽇本九州⼯业⼤学运⽤基因算法优化组合特征参数,成功诊断出⼯况滚动轴承微弱故障。
意⼤利的Cassino⼤学,使⽤⾃谱技术对出现的轴承进⾏检测,判断故障轴承的初始问题,到⽬前为⽌也取得了有效的研究成果。
国外的这些技术有我们值得借鉴的地⽅,去其糟粕取其精华,研究更有技术的故障轴承诊断系统。
在国内,当滚动轴承存在故障时,⼤都以振动检测为主,因为轴承故障后常伴随巨⼤的声响,以及明显的外观表现。
国内的主要研究成果如下图所⽰。
或⾃⾝故障等多个⽅⾯的原因,会对故障造成误判或错判,如:声级计传感器易受到噪声的⼲扰,不能准确、⽆失真的反映滚动轴承的真实信号,温度传感器由于易受到外界温度的⼲扰,也常会出现误判或者错判等等。
滚动轴承故障诊断方法与技术综述
滚动轴承故障诊断方法与技术综述滚动轴承是机械设备中常见的一种元件,其作用是在旋转运动中支撑轴与轴承座之间的转动。
然而,由于长时间的使用或者操作不当,滚动轴承可能会出现故障,导致设备运行不稳定甚至完全停止工作。
因此,对滚动轴承的故障进行及时的诊断是非常重要的。
滚动轴承故障的诊断方法与技术可以分为传统的诊断方法和基于智能化技术的诊断方法。
传统的滚动轴承故障诊断方法主要包括观察法、听诊法和振动分析法。
观察法是最简单直观的一种诊断方法,通过观察滚动轴承的外观是否有异常情况,如颜色变化、表面磨损、断裂等,来判断其是否存在故障。
然而,此方法只适用于故障较为明显的情况,对于隐蔽性较强的故障无法有效判断。
听诊法是通过听取滚动轴承工作时产生的声音来判断其是否存在异常情况。
例如,当滚动轴承出现磨损或损坏时,会产生噪音,通过听诊器可以准确地判断故障的类型和程度。
然而,此方法需要专业的听诊仪器和经验丰富的技术人员,对于一般使用者来说并不容易操作。
振动分析法是一种常用的滚动轴承故障诊断方法,它通过对滚动轴承振动信号的分析来判断其是否存在故障。
滚动轴承在正常工作时会产生一定的振动,当滚动轴承出现故障时,振动信号会发生变化。
通过对滚动轴承振动信号的频谱分析、时域分析和幅值分析,可以准确地判断滚动轴承的故障类型和严重程度。
基于智能化技术的滚动轴承故障诊断方法包括人工智能、模式识别和机器学习等。
这些技术可以通过对滚动轴承振动信号进行大数据分析,利用模型和算法来自动识别故障类型和预测故障发生的概率。
相比于传统的诊断方法,基于智能化技术的方法具有更高的准确性和效率。
在实际应用中,滚动轴承故障的诊断通常是综合应用多种方法和技术。
例如,可以先通过观察法和听诊法初步判断滚动轴承是否存在故障,再通过振动分析法进行进一步的诊断,最后利用基于智能化技术的方法对故障进行确认和预测。
滚动轴承故障的诊断是保证设备正常运行的关键之一。
无论是传统的诊断方法还是基于智能化技术的方法,都需要经验丰富的技术人员进行操作和分析。
滚动轴承故障诊断技术研究现状及发展趋势研究
滚动轴承故障诊断技术研究现状及趋势研究ﻭﻭﻭﻭ一、滚动轴承故障诊断的意义ﻭ随着科技的,现代正逐步向生产设备大型化、复杂化、高速化和自动化方向,在提高生产率、降低成本、节约能源、减少废品率、保证产品质量等方面具有很大的优势。
但是,由于故障所引起的灾难故及其所造成的对生命与财产的损失和对环境的破坏等也是很严重的,这就使得人们对诸如航空航天器、核电站、热电厂及其他大型化工设备的可靠性、安全性提出了越来越高的要求。
除了在设计与制造阶段,通过改进可靠性设计、研究和应用新材料、新工艺以及生产过程中的质检控制措施提高系统的可靠性与安全性外,提高系统可靠性与安全性的另一个重要途径就是对系统的工作状态进行实时的监测与诊断,从而实现对设备的有效控制,并对灾难性故障的发生进行预警,为采取相应的补救措施提供有效的信息。
故障诊断理论就是为了满足对系统可靠性和安全性要求的提高,减少并控制灾难故的发生而起来的。
因此,故障诊断理论的必将促进故障监测和监控系统的快速与广泛应用,从而可以进一步的提高的可靠性与安全性,并由此产生巨大的经济和效益。
ﻭ与其他机械零部件相比,滚动轴承有一个很独特的特点,那就是其寿命的离散性很大。
由于轴承的这一特点,在实际使用中就会出现这样一种情况:有的轴承已大大超过其设计寿命而依然能正常地工作,而有的轴承远未达到其设计寿命就出现各种故障.因此,如果按照设计寿命对轴承进行定期维修:一方面,会造成将超过设计寿命而仍正常工作的轴承拆下来作报废处理,造成浪费;另一方面,未达到设计寿命而出现故障的轴承没有被及时的发现,直到定期维修时才被拆下来报废,使得机器在轴承出现故障后和报废前这段时间内工作精度降低,或者未到维修时间就出现严重故障,导致整部机器陷于瘫痪状态。
因此,进行滚动轴承工作状态及故障的早期检测与故障诊断,对于设备安全平稳运行具有重要的实际意义。
ﻭ二、滚动轴承故障诊断技术研究现状及趋势2。
1滚动轴承的故障特点ﻭ滚动轴承具有一个突出的特点,其寿命离散程度非常大。
滚动轴承故障诊断研究的国内现状与发展方向
滚动轴承故障诊断研究的国内现状与发展方向一、内容综述随着我国工业生产的不断发展,滚动轴承在各个领域得到了广泛的应用。
然而由于长期使用、磨损、过热等原因,滚动轴承故障问题也日益严重,给企业的生产带来了很大的困扰。
因此对滚动轴承故障诊断技术的研究显得尤为重要。
尽管如此我国在滚动轴承故障诊断方面的研究还存在一些不足之处。
首先理论研究相对较少,很多故障诊断方法和技巧还需要进一步验证和完善;其次,现场检测设备和技术水平有待提高,导致很多故障无法得到及时、准确的诊断;缺乏对滚动轴承故障诊断技术的广泛推广和应用,使得许多企业和用户仍然依赖于国外先进的诊断设备和技术。
面对这些挑战,我国滚动轴承故障诊断领域的研究者们正积极探索新的研究方向和发展模式。
一方面加强基础理论研究,提高滚动轴承故障诊断的准确性和可靠性;另一方面,加大对现场检测设备的研发力度,降低故障诊断的成本和难度;此外,还要加强国内外交流与合作,推动滚动轴承故障诊断技术的普及和应用。
相信在我国科研人员的不懈努力下,滚动轴承故障诊断技术将会取得更加丰硕的成果。
1. 研究背景和意义随着我国经济的快速发展,各行各业对机械设备的需求越来越大,而滚动轴承作为机械设备中的重要部件,其性能直接影响到设备的稳定性和使用寿命。
然而近年来我国滚动轴承故障诊断技术的研究和应用水平相对较低,导致很多企业在设备运行过程中出现了大量滚动轴承故障,给企业带来了巨大的经济损失。
因此深入研究滚动轴承故障诊断技术,提高我国滚动轴承故障诊断技术的研究和应用水平,具有重要的现实意义和紧迫性。
首先滚动轴承故障诊断技术的研究和应用可以有效地降低企业的维修成本。
通过对滚动轴承故障的及时、准确地诊断,可以避免因故障导致的设备停机、生产中断等严重后果,从而降低企业的维修成本。
同时滚动轴承故障诊断技术的提高还可以延长设备的使用寿命,进一步降低企业的维修成本。
其次滚动轴承故障诊断技术的研究和应用可以提高企业的安全生产水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。