某SUV车型螺旋弹簧断裂失效分析及优化
基于ABAQUS某车型钢板弹簧断裂失效分析及解决方案
,
考虑 黄片间 的 非线性接 触
.
,
建 立 了钢 板弹赞装 配及 加 载状
,
态 的精确 有 限元 模型
通 过分析计 算得到钢 板弹黄接 近 实 际工况 的应力分布 和 弹赞刚 度
,
并 对 比试 验 数据
,
从 板 赞失效 的角度考 虑
提 出 了更 改方 案
,
为结构 改进提 供 参考 接触 分 析
关健词 : 钢板 弹黄; 有 限 元分 析 ;
。
前 面 提到 由 于 收敛 性 的原
,
因 主 簧 刚 度 与 试 验值 会有 较 大 的差 别
当 副 簧 与主 簧 完全 接触 之 后
试验 与 仿真数 据对 比
载荷 由二 者共 同承 担
。
板 簧 刚 度 数据对 比 见 表 1
表1
主 簧 刚 度 侧厄皿)
N) 试验 ( 3 3 77
.
组 合 刚 度孙 劝 m )
o花 t
坛s a t
h 初t
a
e h t
P 面比 e n
n o
山欧e s
~
K ey w
s d
le a f S P
幻。 g ;
丘山 te d
。吐
; 皿 司岁 15 ; A B A QU s
a t
c
t
n a
l s si y
1
引言
汽 车钢 板 弹簧 是 汽车 的关 键 减振 元 件
,
其 主 要 功 能 是 作 为 悬 架 系统 的 弹 性元 件 起 吸振和
4 ) 最 大应 力 为 9 6 3 M Pa (见 图 1
图1 2
刚刚 接 触 状态 主 簧 的 应力 图
汽车悬架弹簧断裂分析及解决措施

汽车悬架弹簧是汽车悬架中的弹性元件,在车桥 和车架之间作弹性联系,承受和传递垂直载荷,缓冲 并抑制不平路面所引起的冲击,肩负着汽车的安全性 和舒适性。近年来,随着轻量化进程的不断加快,高 强度质量轻的悬架弹簧应用越来越普遍,同时在汽车 召回制度等法律法规的不断健全及整车越来越严格 的安全测试环境下,对弹簧的品质要求越来越高。
摘要:汽车悬架弹簧在汽车道路强化腐蚀试验中断裂。对断裂样品进行扫描电镜分析,裂纹源处存在裂纹和随处 可见的应力腐蚀花样,断口受到酸性物质的严重侵蚀。样品平均硬度 592~613HV10,断口金相组织为回火屈氏 体,表面没有脱碳。样品断裂的原因是试车循环砾石冲击强度过大,破坏弹簧表面涂层产生缺陷,并在持续循环腐 蚀和冲击下,裂纹进一步延伸直至最终断裂。提出解决弹簧腐蚀疲劳措施及出货检验技术规范建议,对涂层固化 条件进行修订,固化时间延长,整改后砾石冲击试验效果较好。 关键词:悬架弹簧;金相组织;硬度;化学成分;能谱分析 中图分类号:TG142.41 文献标识码:A
Fractureanalysisandsolutionofsuspensionspringinautomobile
LuoXiong
(GuangzhouHuadeAutomobileSpringCo.,Ltd.,Guangzhou511365,China)
Abstract:Suspensionspringisbrokenduringautomobileroadcorrosiontest.ThebrokensamplewasSEM analyzed,there iscrackandstresscorrosionstreakincracksource,fractureisseriouslycorrodedbyacid.Theaveragehardnessofsample is592~613HV10,microstructureoffractureistempertroostiteandnodecarburizationonsurface.Thecauseofsample fractureisthecyclicgravelimpactistoostrong,whichdamagethesurfacecoatingandoccurdefects,underthecontinuous cycliccorrosionandimpact,crackfurtherincreasesuntilthespringisbroken.Thesuggestionofspringcorrosionfatigue countermeasureanddeliveryinspectionmeasureisforwardedandmodifycoatingcuringcondition,delaycuringtime.Gravel impacttesteffectisgoodafterimprovement. Keywords:suspensionspring;microstructure;hardness;chemicalcomposition;energyspectrum analysis
汽车中的板簧的断裂失效分析
材料断裂理论与失效分析汽车中的板簧的断裂失效分析专业:材料工程(锻压)类型:应用型姓名:***学号:15S******汽车中的板簧的断裂失效分析引言汽车板簧是汽车悬架系统中最传统的弹性元件,由于其可靠性好、结构简单、制造工艺流程短、成本低而且结构能大大简化等优点,从而得到广泛的应用。
汽车板簧一般是由若干片不等长的合金弹簧钢组合而成一组近似于等强度弹簧梁。
在悬架系统中除了起缓冲作用而外,当它在汽车纵向安置,并且一端与车架作固定铰链连接时,即可担负起传递所有各向的力和力矩,以及决定车轮运动的轨迹,起导向的作用,因此就没有必要设置其它的导向机构,另外汽车板簧是多片叠加而成,当载荷作用下变形时,各片有相对的滑动而产生摩擦,产生一定的阻力,促使车身的振动衰减,但是板簧单位重量储存的能量最低,因些材料的利用率最差。
1. 材质是什么?65Mn/低碳钢哪一类合适?材质一般为硅锰钢。
因为碳素弹簧钢因淬透性低,较少使用于汽车中;锰钢淬透性好,但易产生淬火裂纹,并有回火脆性。
因此,硅锰钢在我国应用在汽车的板簧上较为广泛。
65Mn 钢更为合适,因为:低碳钢为碳含量低于0.25%的碳素钢,因其强度低、硬度低而软,又称软钢。
它包括大部分普通碳素结构钢和一部分优质碳素结构钢,大多不经热处理用于工程结构件,有的经渗碳和其他热处理用于要求耐磨的机械零件。
低碳钢退火组织为铁素体和少量珠光体,其强度和硬度较低,塑性和韧性较好。
因此可以看出,低碳钢不符合板簧材料高强度和高硬度的要求。
65Mn弹簧钢,含有0.90%~1.2%的Mn元素,提高了材料的淬透性,© 12mm 的钢材油中可以淬透,表面脱碳倾向比硅钢小,经热处理后的综合力学性能优于碳钢,但有过热敏感性和回火脆性。
Mn 是弱碳化物形成元素,在钢中主要以固溶的形式存在于基体中。
一部分固溶于铁素体(或奥氏体),另一部分形成含Mn的合金渗碳体(Fe、Mn )。
Mn还能显著提高钢的淬透性,改善热处理性能,强化基体、降低珠光体的形成温度,细化珠光体的片间距离,从而提高钢的强度和硬度。
某SUV车型螺旋弹簧断裂失效分析及优化
某SUV车型螺旋弹簧断裂失效分析及优化某SUV车型在耐久试验过程中,螺旋弹簧上平端第一圈末处发生断裂。
本文针对可能导致螺旋弹簧失效的机理逐一排查分析,找出螺旋弹簧断裂失效真因,进而对结构或者生产工艺进行优化提升。
标签:螺旋弹簧;断裂;失效机理;优化提升1 概述某SUV车型在可靠性耐久试验中先后出现2次螺旋弹簧断裂(图1)的严重质量问题。
据对故障件分析,发生部位均出现上平端第一圈,现从螺旋弹簧材质检验、结构设计及工作角度、表面防腐处理工艺等方面进行分析,查明真因并进行优化。
2 原因排查2.1 螺旋弹簧的材质问题2.1.1 失效件的材料化驗结果2.1.2 硬度测试用洛氏硬度计对断裂弹簧的硬度进行检验,其外层硬度为HRC49,中心处的洛氏硬度是HRC48,在技术要求的HRC47- HRC52范围内。
2.1.3 断口分析由于弹簧断裂后又经历了一段氧化腐蚀时间,断面锈蚀严重,经高锰酸钾溶液清洗后的形貌如图2所示,由于锈蚀严重,清洗后仍有少量的氧化物附着,但仍可看出,裂纹起源于弹簧内侧表面附近,断口与轴线呈45°螺旋状,无明显的塑形变形,断面上有粗大的裂纹扩展条棱,同时发现还有表面裂纹及内部裂纹。
裂纹源表面的形貌如图3所示,裂纹源处的表面及其粗糙,有麻坑,而相邻其他地方较为平坦。
由于清洗对断口真实面貌有一定的损伤,电镜下已分辨不出断裂机制,但仍留有有用的信息,图4为断裂源区形貌,断面分布有大量的氧化夹杂物,图5为瞬断区形貌,断口有夹杂物形成的孔洞。
2.1.4 金相分析从断裂弹簧的断裂面附近取样制成金相试样在显微镜下观察,弹簧横截面组织如图6所示,基体为回火屈氏体,表层无脱碳,晶粒细小,有大量的圆斑点物,经能谱分析结果为氧化物类夹杂,纵向组织呈带状分布,见图7。
2.1.5 分析与讨论断裂弹簧材料的化学成分以及热处理硬度均合格,满足性能要求。
而断口分析可知,弹簧断裂表面有腐蚀麻坑,弹簧内侧非接触面也有麻坑,所以断裂源区表面损伤不是在弹簧工作时形成的。
压缩螺旋弹簧的断裂分析
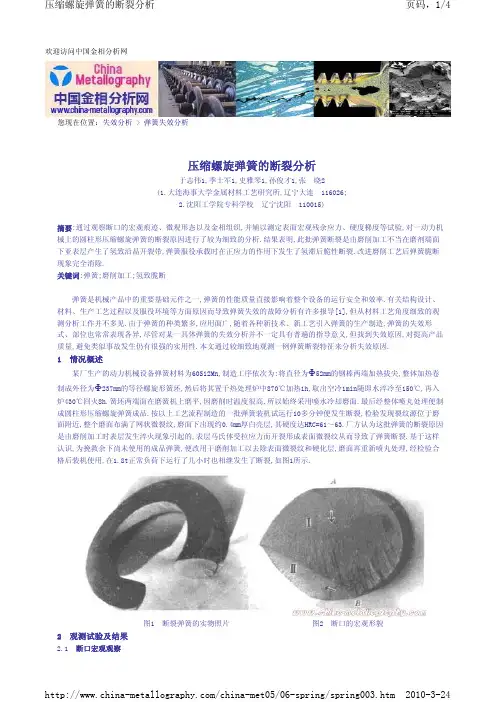
欢迎访问中国金相分析网您现在位置:失效分析 > 弹簧失效分析压缩螺旋弹簧的断裂分析于志伟1,季士军1,史雅琴1,孙俊才1,张 晓2(1.大连海事大学金属材料工艺研究所,辽宁大连 116026;2.沈阳工学院专科学校 辽宁沈阳 110015)摘要:通过观察断口的宏观痕迹、微观形态以及金相组织,并辅以测定表面宏观残余应力、硬度梯度等试验,对一动力机械上的圆柱形压缩螺旋弹簧的断裂原因进行了较为细致的分析.结果表明,此批弹簧断裂是由磨削加工不当在磨剂端面下亚表层产生了氢致沿晶开裂带,弹簧服役承载时在正应力的作用下发生了氢滞后脆性断裂.改进磨削工艺后弹簧脆断现象完全消除.关键词:弹簧;磨削加工;氢致脆断弹簧是机械产品中的重要基础元件之一,弹簧的性能质量直接影响着整个设备的运行安全和效率.有关结构设计、材料、生产工艺过程以及服役环境等方面原因而导致弹簧失效的故障分析有许多报导[1],但从材料工艺角度细致的观测分析工作并不多见.由于弹簧的种类繁多,应用面广,随着各种新技术、新工艺引入弹簧的生产制造,弹簧的失效形式、部位也常常表现各异,尽管对某一具体弹簧的失效分析并不一定具有普遍的指导意义,但找到失效原因,对提高产品质量,避免类似事故发生仍有很强的实用性.本文通过较细致地观测一例弹簧断裂特征来分析失效原因.1 情况概述某厂生产的动力机械设备弹簧材料为60Si2Mn,制造工序依次为:将直径为Φ52mm的钢棒两端加热拔尖,整体加热卷制成外径为Φ237mm的等径螺旋形簧坯,然后将其置于热处理炉中870℃加热1h,取出空冷1min随即水淬冷至150℃,再入炉430℃回火8h.簧坯两端面在磨簧机上磨平,因磨削时温度很高,所以始终采用喷水冷却磨面.最后经整体喷丸处理便制成圆柱形压缩螺旋弹簧成品.按以上工艺流程制造的一批弹簧装机试运行10多分钟便发生断裂,检验发现裂纹源位于磨面附近,整个磨面布满了网状微裂纹,磨面下出现约0.4mm厚白亮层,其硬度达HRC=61~63.厂方认为这批弹簧的断裂原因是由磨削加工时表层发生淬火现象引起的,表层马氏体受拉应力而开裂形成表面微裂纹从而导致了弹簧断裂.基于这样认识,为挽救余下尚未使用的成品弹簧,便改用干磨削加工以去除表面微裂纹和硬化层,磨面再重新喷丸处理,经检验合格后装机使用,在1.8t正常负荷下运行了几小时也相继发生了断裂,如图1所示.图1 断裂弹簧的实物照片 图2 断口的宏观形貌2 观测试验及结果2.1断口宏观观察此批弹簧的断裂部位均出现在端面上第一圈与第二圈并圈附近,如图1所示.从断口的宏观形貌可见,断口上出现两个裂纹扩展面Ⅰ、Ⅱ,两面夹角约90°,根据断口上遗留的裂纹扩展痕迹可判断出两宏观断面的断裂次序:断面Ⅰ→断面Ⅱ,主裂纹源位于主断面Ⅰ与磨削面交界线上的中点A,主裂纹自端面起向下扩展,外侧扩展速度较快,内侧扩展速度较慢,当主裂纹前缘扩展至下部边缘B点,便引发二次裂纹在二次断面Ⅱ沿箭头所指方向扩展,直至完全断裂.两次断裂均属瞬时断裂.仔细观察还可发现,在靠近断口的磨削面上还出现了许多径向表面微裂纹,这些微裂纹的方向与该处的磨削方向垂直,与主断面Ⅰ约成45°角.2.2断口微观观察采用JSM235CF扫描电子显微镜观察断口的微观形貌.在主裂纹源A观察到一个半径为0.5mm的半圆形凹坑[图3(a)],坑壁形貌呈沿晶断裂特征——冰糖状花样[图3(b)],此外,在距磨削面下0.5~2mm深度内的主断面É上还观察到一个带状的沿晶开裂区[图3(c)],在此区内的断面下层仍呈现沿晶开裂[图3(d)],在其后的裂纹快速扩展区及二次断面Ê的整个区域,断口形貌以准解理和萘状断口为主.2.3金相组织观察在断口附近的磨削面上沿周向垂直于表面微裂纹截取一金相试样,经抛光,4%硝酸酒精溶液浸蚀后置于扫描电镜下观察金相组织及表面裂纹.观察发现靠近磨削面的微裂纹粗而宽,内含一些氧化物杂质[图4(a)],这些微裂纹沿晶界曲折向内延伸变细[图4(b)],微裂纹总深度约为015mm,这些微裂纹是典型的磨削裂纹.从图4(a)还可看出磨削面下的金相组织为回火屈氏体,心部金相组织以珠光体为主.2.4硬度测试为了解热处理弹簧的淬硬层深度,在断口附近沿径向取一横截面,抛光成金相试样后测洛氏硬度梯度,结果见图5.对照金相观察,淬硬层深度——半马氏体深度约为17mm,表层硬度HRC=53,心部为HRC=35,这表明弹簧未被淬透,经计算断裂源处最大的磨削深度约为215mm.图3 断口的微观形貌图4 断簧表层的金相组织图5 弹簧表层的硬度分布2.5表面应力测定采用日本理学MSF-2M型X射线应力仪测定断簧表面的周向残余应力.以CrKα辐照α-Fe的(211)晶面,用sin2ψ法将ψ0分别固定在0°、15°、30°及45°.多处测定结果显示,经热处理及喷丸处理后整个弹簧表面均处于压应力状态.内侧弧面未径喷丸,仅热处理产生的周向应力为-256MPa,端面再径磨削加工,喷丸处理后平均周向应力为-805MPa.由于热处理时整个弹簧未被淬透,淬火过程表层产生的周向热应力与组织应力均为压应力[2],迭加后总的热处理应力为残余压应力.磨削后再经喷丸处理,测磨削应力基本已消除.因此,测得的端面周向应力与内侧弧面周向应力的差值-549MPa应是由喷丸产生的.3 断裂原因分析3.1表层缺陷的形成前已述及,磨削加工时原端面产生了新的马氏体相变层,这表明磨削时表层温度已大于弹簧材料60Si2Mn的Ac1点755℃,这样高的温度足以使磨面上的冷却水汽化,一部分氧原子,尤其是氢原子很容易被带入处于磨削拉应力状态的表层中并向内部扩散.尽管后续不断的磨加工也会削掉扩散到表层内的氧、氢原子,但具有很强扩散能力的氢原子仍会有部分残留在磨削面下的基体中,并随着磨加工的进行逐渐积累.表面新马氏体层形成时产生的残余压应力场还会把氢原子封入其下的亚表层中,使其不易向外逃逸.后来喷丸处理时,表层的残余应力场将重新分布.一般喷丸处理后外表层产生残余压应力,内表层伴生一相当的残余拉应力场[3].此间,残存在淬硬层内处于压应力区域的氢原子会向拉应力区上坡扩散[4],并稳定地富集在该区的晶界处,从而大大降低晶界强度,在较低的外力作用下就能导致沿晶开裂,形成表面网状微裂纹.虽然随后采取了干磨削以去除表面网状微裂纹和硬化层,但已残留在亚表层内的氢原子仍会沿晶界快速向基体扩散,同样,再次喷丸处理后还会形成氢致表面微裂纹,只不过微裂纹的形态变了,密度降低了.3.2断裂过程的力学分析一般说来,等径的压缩螺旋弹簧承载时,簧丝的任一径向横截面主要受扭转应力τ作用[5].端面向下位移时,由于拔尖区的横截面积较小,易于变形,而端面上第一圈与第二圈并圈处的径向横截面积最大,因此它是整个端面受扭力最大的位置1根据弹性应力分析[6],弹簧横截面上的切应力、正应力的大小、方向均随位置而变,参照断簧实物图1,在裂纹源附近与扭转切应力成45°的最大主应力σ的方向恰与主断面Ⅰ的法向平行(图6),这表明磨面下的实际断裂源是在正应力下沿晶开启的,起裂方向与表面径向磨削裂纹无关.断裂源一旦形成, Ⅰ型裂纹尖端应力场则会诱使周围的氢原子向裂纹前缘富集[7].氢原子富集与主裂纹缓慢扩展交替进行,直到裂纹尺寸达到临界值而失稳扩展.这期间裂纹扩展依赖于时间,表现为滞后断裂.主裂纹向下失稳扩展时,由于外侧的扩展速度大于内侧的扩展速度,当主张裂纹前端先达主断面底部附近的B点,该处的最大主应力面也刚好与主断面Ⅰ垂直,二次裂纹则以B点为断裂源,仍在正应力下扩展,直至断面分开.断面Ⅰ、Ⅱ均由正断形成.图6 主裂纹源A起裂,扩展过程的受力示意图4 改进措施及结果综上分析,此批弹簧断裂是由高温磨削时冷却水汽化将氢带入基体中引起的.改进磨削工艺应减缓甚至消除氢致脆断.改进磨削工艺后的试验表明,始终采用干磨削加工端面,磨削后期适当降低磨面温度可完全消除表面微裂纹和氢致脆断.由此也印证本文对这批弹簧断裂的原因分析是正确的.若本文对您有所帮助,同时为了让更多人能看到此文章,请多宣传一下本站,支持本站发展;多谢!建议用 IE 1024*768 分辨率浏览本网站版权所有(c) 中国金相分析网。
某悬架螺旋弹簧断裂问题分析及改进
10.16638/ki.1671-7988.2022.012.028某悬架螺旋弹簧断裂问题分析及改进韩建伟,魏立新,齐静,段恩娟,牛昊(陕西重型汽车有限公司,陕西西安710200)摘要:针对卡车生产过程中发生的悬架螺旋弹簧断裂问题,通过建立故障树识别风险事件,对识别底事件逐项分析,确认工艺流程不完善及生产过程不符合工艺要求。
在端面磨平时出现过磨现象,采用减少螺旋弹簧端面切割量、增加回火工序、细化磨削工艺参数的整改措施,对改进后的产品开展了疲劳试验等验证,解决了螺旋弹簧端面断裂问题,提高了螺旋弹簧的性能和使用寿命。
关键词:螺旋弹簧断裂;马氏体;回火处理中图分类号:U463.3 文献标识码:A 文章编号:1671-7988(2022)12-136-05Analysis and Improvement on the Fracture of Spisral Spring for a Suspension HAN Jianwei, WEI Lixin, QI Jing, DUAN Enjuan, NIU Hao( Shaanxi Heavy Duty Automobile Company Limited, Xi'an 710200, China )Abstract:In view of the fracture of the suspension spiral spring occurred in the truck production process, through the establishment of the fault tree to identify the risk event and the item-by-item analysis of the identification bottom event, it is determined that the technological process is not perfect and the production process does not meet the process requirements. The overwear phenomenon occurs in the end face grinding, and the rectification measures are adopted to reduce the end face cutting amount of the spiral spring, increase the tempering process and refine the grinding process parameters. The fatigue test of the improved product is carried out, the problem of end face fracture of the spiral spring is solved, and the performance and service life of the spiral spring are improved.Keywords: Fracture of spisral spring; Martensite; Tempering treatmentCLC NO.: U463.3 Document Code: A Article ID: 1671-7988(2022)12-136-05悬架系统是将路面作用于车轮上的垂直反力、纵向反力和侧向反力以及这些反力产生的力矩传递到车架,以保证车辆的正常行驶。
弹簧的失效分析与预防~参考!
弹簧的失效分析与预防~参考!弹簧是一般机械不可缺少的零件,它在工作过程中起到缓冲平衡、储存能量、自动控制、回位定位、安全保险等作用。
弹簧在使用过程中常因各种原因导致失效而引起机械故障。
为此,有必要讨论引起弹簧失效的原因及预防措施。
导致弹簧失效的主要因素有材料缺陷,加工制造缺陷,热处理不当,表面处理不当,工作环境因素等。
通过对21个弹簧失效案例的汇总分析,弹簧表面缺陷,包括碰撞磕痕、微动磨损、凹坑等造成弹簧失效的比例最大,占50%;另外还有裂纹占有20%;夹杂、疏松13%;脱碳、热处理、表面强化分别占3%左右。
弹簧失效可由一种原因引起,也可由几种原因因素综合作用所致。
因此,对弹簧的失效分析必须先对实例的失效现象进行种种调查分析,弄清楚其失效模式,然后找出其失效的原因因素,从而提出改进措施1、弹簧原材料引起的弹簧失效:(1)由于钢的冶炼方法不同,会使钢中存在不同程度造成弹簧早期疲劳失效的夹杂物,夹杂物过量或尺寸过大,均匀度不好都会影响材料的力学性能,容易早期疲劳失效。
实例:某公司一件型号为SY6480(Ф22mm)的车辆悬架用扭杆弹簧,在新车出库时便发生断裂,分析认为断裂起源于弹簧亚表面存在的一个粗大脆性夹杂物(如图1,图2(图1的放大图))。
预防措施:弹簧材料必须有优良的冶金质量,如严格控制化学成分、高纯净度,较低夹杂物含量,同时还要求材料成分和组织的均匀性和稳定性。
为了降低钢中有害气体和杂质元素,提高钢的纯净度,应采用真空冶炼及电渣重熔等精炼技术。
(2)轧制过程可能引起的缺陷:残余缩管及中心裂纹;折叠缺陷(如图3);线状缺陷、划痕;表面锈蚀坑;过烧、桔皮状表面、麻坑;这些都可能导致弹簧失效。
所以钢厂应尽量避免和消除轧制过程中产生的缺陷,弹簧厂应加强对弹簧原材料质量检查,尽量采用表面质量好的材料。
冷成形螺旋弹簧在卷簧时由于卷簧过程中工艺装备不良或调整操作不当会产生弹簧的表面缺陷。
如自动卷簧机上切断弹簧时切刀就有可能插伤邻近弹簧圈钢丝的内表面。
汽车螺旋弹簧的失效分析
赵佳奇
东风商用车技术中心工艺研究所
【摘要】通过螺艘弹簧失效分析典型案例,对螺旋弹簧的失效厚舌进行归纳息结。蜉旋弹簧 的失效形式绝大多数为瘴劳断裂而引起螺旋弹簧疲劳断裂的琢l目均与弹簧表面质量有关,
如原材料的表面缺陷、加工过程以及使用过程伤是提高弹簧服役寿命的有效途径。 【关键词】螺旋弹簧
疲劳断裂表面质量
图1弹簧失效原园统计
2汽车螺栓弹簧失效分析案例
2
1原材料质量引起的螺旋弹簧失效
址牟型的7 L心掸赞扛性用J』程q・断裂戚r假如H 2窟jc!l_断u S&小,裂纹源匹指向掸最圈山侧.
裂纹的嘏K光滑,静断厉靴l袖,所r‘。山≈激J、。分刖在弹簧的断口附近取样,靡制盘}H样品,住盘柑监
微镜r埘缚。在裂纹{15【所对府的截面表层均打A条裂纹,畦裂纹弯弯曲曲的分机在裘层,内嵌扶色毓 化物,曲边伴自脱碳现象圯,}|裂纹的,口志rU以叫确判断此裂纹为折番,折者缺陷形貌见H 0。|j此|1r 以划断,畦7 L阀弹簧山水l面材利折叠缺陷引起的疲劳断剁,
图6裂纹源区的沿晶形貌
2
4设计原因引起的螺旋弹簧失效
某牵0牛∞离台器踏板川ft弹簧叮靠性试蛤进行刮】万多次时敏t断裂断裂仳置在弹簧第吲处,
疲劳M面相约占整个断n【6』袱的80~90%n裂纹起{16fF侧面uJ址横向分巾淘枘,裂纹从其一}啪I!l!-沟
梢处起源,见圈7。经调奄,斟离台器踏板空州恤胃柯限弹簧住使ff】过程-}“o旁边的零件发牛干沙,产 生上述表ml淘惜损伤。疲劳裂纹从表山损协处萌牛和扩展,世终导致弹簧疲劳断裂。
址}7f色小导电物质,埘计进行x自t线能谱仪成分分析,结粜圯枉j。分析结粜桂州,这足块精金夹 杂物在断【』上-4咀开刊fw娃的疲劳辉纹+儿间距细锫,税明裂纹的女摧足止常的疲劳自胜J』程,…以 上分析nf以判断此次必敏足B为弹簧的嵌【n J存在冶金史杂,甘敛裂纹花此处快速萌7_。导数弹话帕r^期 疲劳断裂。
铁路客车转向架钢制螺旋弹簧断裂分析及解决措施
铁路客车转向架钢制螺旋弹簧断裂分析及解决措施发布时间:2023-07-26T03:19:42.598Z 来源:《新型城镇化》2023年16期作者:刘畅[导读] 材料疲劳是转向架钢制螺旋弹簧断裂的主要原因之一。
长期受到载荷作用下,材料会出现应力循环加载和释放的过程,导致内部微观缺陷逐渐扩展,从而引发断裂。
这种疲劳过程在使用中不可避免,尤其在受到振动和冲击等外界因素影响时更为明显。
中国铁路呼和浩特局集团有限公司包头车辆段内蒙古包头市 014010摘要:对于铁路客车转向架钢制螺旋弹簧断裂的问题进行了分析和解决措施研究。
通过实验和检查发现,断裂主要由于材料疲劳引起,并且在使用过程中容易受到振动和冲击的影响。
为解决这一问题,提出了以下几种措施:优化材料选择,选择更具抗疲劳性能的钢材;加强设计,增加弹簧的刚度和抗疲劳能力;加强润滑和维护工作,降低摩擦和磨损;增强监测和检修,定期检查弹簧的状态并及时更换。
这些措施可以有效提高转向架钢制螺旋弹簧的安全性和可靠性。
关键词:铁路客车;转向架;钢制螺旋弹簧引言转向架钢制螺旋弹簧断裂是一个严重的安全问题,可能导致列车脱轨和人员伤亡。
本文旨在通过分析断裂原因和提出解决措施,提高转向架的安全性和可靠性。
通过实验和检查,发现材料疲劳和振动冲击是主要影响因素。
为此,我们探讨了优化材料选择、加强设计、加强润滑维护和增强监测检修等措施,以降低断裂风险。
本研究的结果有助于改善转向架的性能,提高铁路客车运行的安全性和可靠性。
1.断裂分析1.1材料疲劳原因材料疲劳是转向架钢制螺旋弹簧断裂的主要原因之一。
长期受到载荷作用下,材料会出现应力循环加载和释放的过程,导致内部微观缺陷逐渐扩展,从而引发断裂。
这种疲劳过程在使用中不可避免,尤其在受到振动和冲击等外界因素影响时更为明显。
因此,振动频率、载荷幅值和工作环境等因素都会对材料疲劳性能产生影响,并最终导致钢制螺旋弹簧的断裂。
为了解决这一问题,我们需要优化材料选择、增强设计和加强监测与维护工作,以提高材料的抗疲劳能力和延长其寿命。
汽车发动机舱盖锁扣固定螺钉断裂失效分析和预防措施
汽车发动机舱盖锁扣固定螺钉断裂失效分析和预防措施作者:范奇达张文波应佳舟来源:《汽车与驾驶维修(维修版)》2022年第05期关键词:氢脆;折叠;轴向载荷;延迟断裂;摩擦系数;装配扭矩0引言某车型在大气环境、无腐蚀性介质情况下,装配完成一段时间后,发现发动机舱盖打不开。
检查发现,用于固定发动机舱盖锁扣支架的自攻螺钉存在断裂现象(图1)。
通过对所有装配完成的车辆发动机舱盖进行排查,螺钉断裂失效比例较低。
为分析螺钉断裂原因,对已失效的断裂件和完好件进行分析。
自攻螺钉规格为ST4.2×1.41×16,材质为SWRCH22A,装配扭矩为2.5±0.5N·m,其制造工艺为冷镦——搓丝——热处理——表面处理(电镀锌镍)——驱氢(205℃保温8h)。
检查发现,失效螺钉断裂均发生于螺纹部位。
1试验分析1.1断口分析螺钉的断裂形式相似,未断裂在头部与杆部交界处。
随机选取其中一枚螺钉进行断口分析。
观察失效螺钉的断口低倍形貌(图2),断面粗糙,无明显颈缩,且未发现有明显的腐蚀产物和冶金缺陷。
断口有放射线花样,边缘处仅有特征不明显的剪切唇。
为便于描述,将断口分为A1、B1和C1三个区域进一步描述。
观察失效螺钉断口的微观形貌(图3),A1区可见明显的“冰糖状”沿晶形貌,并伴随晶间二次裂纹,晶面可见明显的“鸡爪纹”。
B1区微观形貌可见明显的“冰糖状”沿晶形貌,并伴随晶间二次裂纹,晶面可见明显的“鸡爪纹”,同时可见明显的准解理形貌。
C1区微观形貌可见明显的韧窝形貌。
1.2化学成份分析按照GB/T4336-2016《碳素钢和中低合金钢多元素含量的测定火花放电原子发射光谱法(常规法)》的检测要求,采用光谱仪(型号MAXx09-A)对失效螺钉的头部进行化学成分分析,头部经过加工取表面渗碳层。
结果显示,失效螺钉的化学成分符合Q/BQB517-2019《冷镦钢盘条企业标准》中对SWRCH22A钢的要求(表1)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。