simufact.welding焊接软件操作
simufact.welding_ReferenceExample
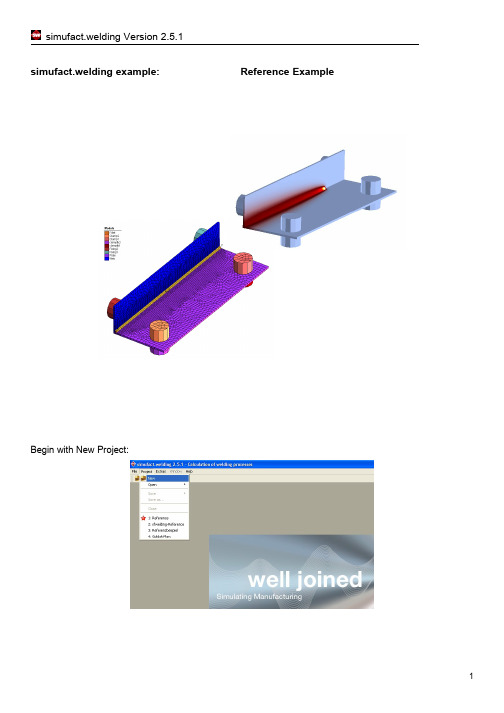
simufact.welding example:Reference ExampleBegin with New Project:Give a brief description of the process in the right field. Select number of components, boundary conditions, robots. (All data entries can be changed later on):Import geometries in NASTRAN format files (*.bdf):You can select all geometries together in one window:Select the unit of the imported geometry data [m] and use for all.Apply the geometries to the components in the process tree (explorer) by drag and drop:Web and Plate are assigned to the components,Clampfix1 and 2 are assigned to bearings,Fixing1,2 to Fixings,Clamp1,2 to Clampings,Fillet to robot.The process tree now looks like this:Settings for the boudary conditions:1. FixingsFixing1 remains active all over the process:Fixing2 is deactivated after 50 s:2. ClampingsBoth clampings are deactivated after 10 s and get a holding force of 100 N. The stiffness is 1 (nearly zero):Import of material from database (16MnCr5 Steel):differ. Robots always need material data.Import weld path from CSV file:Use "Trajectory_mm.csv", unit is [mm]. Set the orientation as global vector:Give the heat input:Select Goldak double ellipsoid heat source with the following dimensions: Review Robot settings:After pressing "OK" or "APPLY" the program offers to transfer the total time of the robot to the analysis time, in this case 5.0s.The process tree is ready defined now and looks like this:Solver settings for simufact.forming solver:For a pre analysis of the melt pool a fast thermal solution can be invoken:Tracking points can be defined either by selection in the GUI or import as CSV file.For calling a previously defined selection, please use ,For import as CSV use and take "Tracking_points_mm.csv" (unit [mm]:Enter the analysis time for the thermal pre analysis. In this case the program has already entered the end time of the robot of 5 s.Result data output can be set as time intervals [s] for every single output. It can be different for welding- and cooling times as well as for track points.For welding analysis a fine mesh in the heat influenced area is mandatory for high quality results.If rough meshed geometries are present, activate a local mesh refinement following the heat source:Start the simulation in the menu line on the left side below::After a short time of running, the analysis should give it´s first results. You can open the Weld Monitor function and check the melt pool. Note that in most welding processes it takes more than 0.5s to get the real melt pool:For further calibration of the melt pool copy the process and create own weld filler elements by using a cut image from experience as pattern:Rename the new process to "simufact-calibrate-T".The cut image of an experience might show the following curvature of the weld seam and melt pool:Adjust the heat source by changing the size parameters of the trajectory. If results from the further process are present, the trajectory is blocked and cannot be changed. It can be exchanged with a copy:Rename the new trajectory to "Calibration" and adjust the heat source size by comparing the geometry in the model view with the cut image. "APPLY" immediately updates the model view, so that any changes can be visualized immediately:Create Weld filler elements by the creator following the curvature of the cut image:Enter z1, z2 (1.5 mm), select the curvature (concave), use coarse mesh and select the trajetory. Auto alignment, that means element length along the weld path, is set with value 0.35:"Preview" will open the preview window, where you can accept or reject the result:For result improvement a fixed analysis time step can be given in the solver menu:After starting the analysis as described above and a short time of computation the Weld Monitor can be opened to check the result and compare with the cut image:For a full coupled thermal and mechanical analysis after calibration the process can simply be copied.Switch to mechanical solution in the solver menu (deactivate "SUPRESS MECHANICAL SOLUTION").Use multiprocessing as far as possible:Enlarge the analysis time for cooling after welding to 100 s:Start the analysis.。
ESI分析产品线及应用
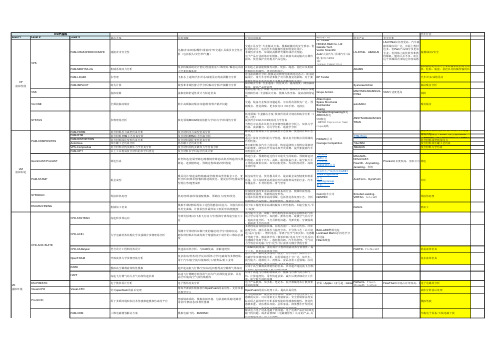
Generic
VisualDSS 云平台
Manufacturing
Engineering
Vertical apps
动态学科领域系统建模与仿真平台
ESI-Player
Vdot Simulation Data Management System Modeling Material Hybrid Lab
Quoting
VPS 服务云
…
汽车/飞机/地铁系统的电磁线缆导线干扰模拟
模拟线缆感应现象,减少对车内设备的电磁干扰,优化线 缆布局,专用于线缆的电磁仿真。配合其他电磁分析模 块,总体优化车内电子设备的布局,强化天线的生成能力
静电/电动/静磁/动磁/电磁等低频电磁场模拟
时域/频域下的完整解决方案
项目运营中的动态业务流程管理/任务状态实时监控/过 程数据的精确管理/传递与共享平台 仿真过程/仿真步骤/仿真数据全面管理平台
BALLARD燃料电池 Lockheed Martin手持化学分
测多种材料在热或等离子增强情况下制作的三维拓扑演 变
合等离子体、微流体学科(微泵和阀/电动力学/生化反应/ 电感耦合等离子体)、液控换向阀、汽车热管理、空气动
析设备 Hitachi硬盘
力学等存在电磁/力学/化学/热/流体力耦合类的分析
快速流动热分析,与CAD集成,求解速度快
HONDA R&D Co. Ltd Gazelle Tech Vector Scientific Audi/大众汽车/雷诺汽车/福 特/东风/SKODA IAC
Courage Competition 复杂机械系统设计优化/性能验证/三维密封/瞬态运动动 在制造之前就能模拟发动机、轮胎、底盘、悬挂以及机械
焊接模拟sysweld详细教程
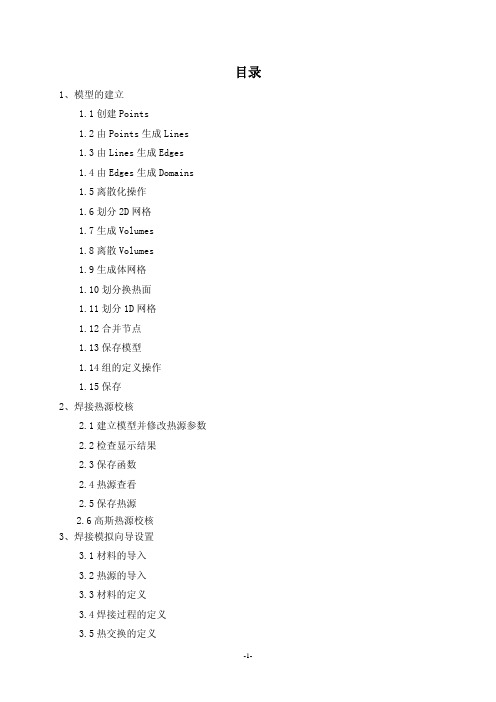
目录1、模型的建立1.1创建Points1.2由Points生成Lines1.3由Lines生成Edges1.4由Edges生成Domains1.5离散化操作1.6划分2D网格1.7生成Volumes1.8离散Volumes1.9生成体网格1.10划分换热面1.11划分1D网格1.12合并节点1.13保存模型1.14组的定义操作1.15保存2、焊接热源校核2.1建立模型并修改热源参数2.2检查显示结果2.3保存函数2.4热源查看2.5保存热源2.6高斯热源校核3、焊接模拟向导设置3.1材料的导入3.2热源的导入3.3材料的定义3.4焊接过程的定义3.5热交换的定义3.6约束条件的定义3.7焊接过程求解定义3.8冷却过程求解定义3.9检查4、后处理与结果显示分析4.1计算求解4 .2导入后处理文件4.3结果显示与分析1、模型的建立1.1创建points根据所设计角接头模型的规格,选定原点,然后分别计算出各节点的坐标,按照Geom./Mesh.→geometry→point步骤,建立一下十个点:(0,0,0)、(0,0,10)、(0,0,50)、(10,0,50)、(10,0,20)、(10,0,10)、(20,0,10)、(50,0,10)、(50,0,0)、(10,0,0)。
1.2由Points生成Lines按照Geom./Mesh.→geometry→1Dentities步骤,按照一定的方向性将各点连接成如下图所示的Lines:1.3由Lines生成Edges按照Geom./Mesh.→geometry→EDGE步骤,点击选择各边,依次生成如下图所示各Edges:1.4由Edges生成Domains按照Geom./Mesh.→geometry→Domains步骤,依次生成如下六个Domains:1.5离散化操作离散化操作是针对由Points所生成的Lines而言,由于除了有这些点生成的线以外,软件本身也会自动产生一些辅助的线条,可以通过“隐藏→显示”处理通过以下操作为后面的离散操作做好准备:通过Meshing→Definition→Discretisation启动离散化操作界面,离散后的线条显示如下图所示:1.6划分2D网格通过“隐藏→显示”处理,只显示Domains。
6061-T6中厚板铝合金激光焊接工艺研究

6061-T6中厚板铝合金激光焊接工艺研究针对6mm厚6061-T6铝合金试板做了大功率激光焊接试验,从焊接稳定性入手,分别讨论了离焦量、焊接速度、保护气体流量以及激光功率对激光焊接的影响,确定了中厚板铝合金在大功率激光焊接条件下的最佳激光焊接工艺参数。
最后,利用Simufact Welding软件针对试验结果进行了模拟验证。
结果表明:在采用氩气作为保护气体的条件下,最佳气流量范围为20L/min~25L/min。
在离焦量为-6mm~-4mm时,焊缝的熔深与焊接的稳定性均达到一个较好水平。
中厚板铝合金激光焊接难以得到临界焊透焊缝,往往表现为“透则漏”,因此容易得到部分焊透焊缝,此时小孔的稳定性最差,而全熔透焊的稳定性相对较好。
關键词:激光焊接;焊接角度;数值模拟;气孔率;力学性能6061-T6铝合金具有优良的焊接特性、良好的抗腐蚀性、韧性高且加工性能优异、氧化效果极佳等优良特点,逐渐替代了传统的钢材,广泛应用于电子、精密仪器、通讯以及航天领域[1-3]。
激光焊接是一种先进的连接技术,具有热输入小,变形小等优势。
但是由于深熔焊焊接过程铝合金材料对激光反射率高,激光能量吸收率很低、合金元素烧损严重,焊接过程不稳定,以及铝合金本身特殊的物理性质使得这种工艺还不成熟,焊接时存在着易产生焊缝下塌和气孔缺陷等问题[4-7]。
本文采用6mm厚的6061-T6中厚铝板铝合金材料,进行单因素激光焊接试验,研究不同的焊接工艺参数对激光焊接焊缝成形和焊缝质量的影响,优化中厚板铝合金激光焊接工艺参数,总结工艺参数与焊接接头形状的关系,并对接头的金相组织与力学性能进行观察与测试得出接头形状与金相组织及力学性能的相关性。
1 试验材料及方法试验材料为板厚6mm的6061-T6铝合金,化学成分如表1,实验板的尺寸为。
试验采取氩气为保护气体,通过控制单因素变量进行试验。
激光器是YLR-6000光纤激光器,激光焊接实验中保护气嘴与试验板表面法线的夹角为,距离实验板表面为5mm,焊接前用带有丙酮的棉布将实验板的表面擦拭干净,防止污染实验板,影响试验结果,焊接过程中保持激光垂直照射在焊板上。
基于simufact的分段式车门总成co2焊变形仿真优化

分剪切模量。
塑性变形,我们用理想塑性材料的增量关系来描述:
e
p
d着ij=d着ij+d着ij;
(2)
e
d着ij=
1 2G
p
dsij;d着ij=d姿
鄣渍 鄣滓ij
。
(3)
e
p
式 中 :着ij 表 示 弹 性 应 力 ;着ij 表 示 塑 性 应 力 ;d姿是 一 个 非 负
and the welding process with reverse deformation of 2 mm and the welding sequence from left to right are used to obtain
the best welding effect.
Keywords: Simufact; welding deformation; simulation; door
艺和从左到右的焊接顺序,得到最佳的焊接效果。
关键词:Simufact;焊接变形;仿真;车门
中图分类号:TG 456.7
文献标志码:粤
文章编号:员园园圆原圆猿猿猿(圆园员9)11原园120原园3
Simulation and Optimization of CO2 Welding Deformation of Sectional Door Based on Simufact
位置 A 20 509
表1 测点编号
位置 B
位置 C
位置 D
3272
1052
66 539
位置 E 19 851
对比项 实物测量 仿真结果
表2 实物与仿真对比结果
位置 A 位置 B 位置 C 位置 D
0.90
6061-T6中厚板铝合金激光焊接工艺研究
6061-T6中厚板铝合金激光焊接工艺研究针对6mm厚6061-T6铝合金试板做了大功率激光焊接试验,从焊接稳定性入手,分别讨论了离焦量、焊接速度、保护气体流量以及激光功率对激光焊接的影响,确定了中厚板铝合金在大功率激光焊接条件下的最佳激光焊接工艺参数。
最后,利用Simufact Welding软件针对试验结果进行了模拟验证。
结果表明:在采用氩气作为保护气体的条件下,最佳气流量范围为20L/min~25L/min。
在离焦量为-6mm~-4mm时,焊缝的熔深与焊接的稳定性均达到一个较好水平。
中厚板铝合金激光焊接难以得到临界焊透焊缝,往往表现为“透则漏”,因此容易得到部分焊透焊缝,此时小孔的稳定性最差,而全熔透焊的稳定性相对较好。
關键词:激光焊接;焊接角度;数值模拟;气孔率;力学性能6061-T6铝合金具有优良的焊接特性、良好的抗腐蚀性、韧性高且加工性能优异、氧化效果极佳等优良特点,逐渐替代了传统的钢材,广泛应用于电子、精密仪器、通讯以及航天领域[1-3]。
激光焊接是一种先进的连接技术,具有热输入小,变形小等优势。
但是由于深熔焊焊接过程铝合金材料对激光反射率高,激光能量吸收率很低、合金元素烧损严重,焊接过程不稳定,以及铝合金本身特殊的物理性质使得这种工艺还不成熟,焊接时存在着易产生焊缝下塌和气孔缺陷等问题[4-7]。
本文采用6mm厚的6061-T6中厚铝板铝合金材料,进行单因素激光焊接试验,研究不同的焊接工艺参数对激光焊接焊缝成形和焊缝质量的影响,优化中厚板铝合金激光焊接工艺参数,总结工艺参数与焊接接头形状的关系,并对接头的金相组织与力学性能进行观察与测试得出接头形状与金相组织及力学性能的相关性。
1 试验材料及方法试验材料为板厚6mm的6061-T6铝合金,化学成分如表1,实验板的尺寸为。
试验采取氩气为保护气体,通过控制单因素变量进行试验。
激光器是YLR-6000光纤激光器,激光焊接实验中保护气嘴与试验板表面法线的夹角为,距离实验板表面为5mm,焊接前用带有丙酮的棉布将实验板的表面擦拭干净,防止污染实验板,影响试验结果,焊接过程中保持激光垂直照射在焊板上。
《北部湾大学学报》2020年总目录

2020年12月Dec. ,2020第35卷第12期Vol. 35 No. 12北部湾大学学报JOURNAL OF BEIBU GULF UNIVERSITY《北部湾大学学掖》2020年总目录・特稿・地方高校学报的当代使命与实现路径——以《北部湾大学学报》为例赵君,黄昭艳l.i•思想政治教育研究•新时代高校思想政治理论课学生评教优化探索郑月霞,马福元1.7社会主义核心价值观融入大学生思想政治教育的 路径研究陈胜锦,周起帆,黄艳芳1.11“服务一学习”策略在高校思想政治教育中的运用唐克军,莫天荣3.1党组织参与国有企业公司治理研究述评——历史回顾与经验总结 周劲波,位何君3. 8 习近平关于青年价值观教育重要论述的研究詹木生5. 1习近平关于防范意识形态风险重要论述的逻辑 理路 李孟星,雷青松5. 6文化传播背景下大学生思想政治教育实践创新研究卜路平5. 11习近平全面从严治党的逻辑观毛文璐7.1民族地区铸建中华民族共同体意识的政策研究——基于新民主主义革命时期的分析 许雅斐,卜路平,李功平,程族桁7. 6新时代高校思政教育理论与实践创新机制——基于甘肃省属高校实证调研分析石光乾,张婷7. 12高校辅导员“意见领袖”的角色探析及塑造路径冉文捷,张瑞7. 18党的十八大以来红色文化研究的热点演进及趋势 ----基于CiteSpace 的知识图谱分析秦在东,卢育强,李心依9. 1地方红色文化展馆在高校立德树人中的价值研究 ——以桂林近代革命史展馆为例 钱 顺9. 11全媒体时代高校思想政治教育的审视与优化洪涛,董碧茹9. 17对分课堂在高校思政课中的应用及其实效性——以思想道德修养与法律基础课程为例 金丽9. 22试论党的十九届五中全会精神的内涵特色何成学12. 1高校思想政治理论课话语表达的三个转换刘桂荣,樊红潮12. 10•北部湾文化研究•海上丝绸之路与佛教文化的传入——合浦汉墓出土文物佛教文化因素探析 周仁琴,廖国一-1. 18京族高脚曹的传承与发展----以东兴市江平镇沥尾村为例陈凤梅,樊道智,万辅彬1.24亲水到离水:龙州匿民的百年生计变迁谢贤,李富强1.30论近代国防视域下广西边关要塞的历史文化价值唐凌,谭美军3. 13北部湾城市群产业合作研究——基于潜力模型的探讨刘彦军,孟兆娟3. 22 新中国成立70年以来北部湾研究热点演变马宏智,吕南辉5. 16北海贞德女校旧址及其保护 李欣妍5. 25《冯子材集》与中国第一历史档案馆藏奏折比勘 研究李峰7. 22汉唐时期岭南造船业的发展与船民生计郭超7. 32近代以来海内外钦廉社团的特点及作用吴小玲9. 28城市建筑遗产的活化保护利用规划研究----以钦州市广州会馆为例黄汉山,宁宁,周李艳9.36第12期《北部湾大学学报》2020年总目录97《中国少数民族大辞典•京族卷》编纂出版的意义及价值论析黄安辉12.15东南亚华人社区多元文化空间的建构与嬷变----以泰国夜功河流域华人哒功为例覃鸿波12.20泰国孔子学院文化活动组织现状及发展策略研究陈贤德,檀照杰,张男12.28 .“_带_路”研究・把倡议和对话统一于当代人类文明发展进程中——从“一带一路”倡议到亚洲文明对话大会何成学1.36基于炳权-TOPSIS的城市贯彻新发展理念评价——以广西北部湾经济区城市为例黄海立1.52广西清代边防遗址的数字化保护倪云麒1.64京津冀基于分层布局与片区设计的软区划思考孟祥林3.29文化生态视角下广西壮族蚂拐文化探析蓝颖,刘艳梅3.40“一带一路”背景下广西跨境民族文化传承的价值意蕴陈鹏3.46秦汉时期中央与南越关系的演变及其历史启示潘俊杰5.30民国期间粤剧表演论刍议李双芹5.38仿古船舶造型中的古建筑美学和传统文化元素于全虎5.44中国一中东欧国家高新技术产品贸易的竞补性研究徐琳,赵君5.51中国与东盟共建绿色海上丝绸之路的路径探析宋效峰7.40海口南渡江以东新区命名的学术反思师存勋7.47亦真亦假的“文本真实世界”——论《麽经布洛陀》的隐喻叙事张媛飞9.42南宋后期广西经略安抚使考——以《桂林郡志》载宋“知静江府”题名为中心覃旺9.47构建面向东盟的“一带一路”数字化人文交流区域中心研究——5G时代广西文化产业转型研究系列论文之十唐琳12.33壮族香火球文化的传承与发展王兆锋,黄东教,房鹏飞12.42•高校国际化研究•高水平大学建设视域下加快国际化发展的思考——浅谈北部湾大学新时期国际化建设唐高华,黄家庆,尹闯,张小强1.70面向东南亚国家跨文化传播的效度问题与对策研究——孔子学院跨文化传播效果及提升路径研究系列论文之二毛向樱1.76地方应用型本科高校国际化转型升级发展探索——以北部湾大学为例韩峻峰,唐高华,黄家庆,尹闯,张小强3.52大学国际化的内涵理解与实施策略——北部湾大学国际化发展论坛综述尹闯,唐高华,张小强3.60哈萨克斯坦汉语教学状况及建议杨绪明,萨吾列[Saule Begzhan]5.58新加坡通识教育对我国高职院校公共课程建设的启示——以南洋理工学院为例洪旺元5.65北部湾大学留学生人才培养动因和路径研究----以经管类专业为例王柏玲,许旭志,佟艳芬5.70东盟华文教育政策的历史演进与深层动因探啧刘振平,闫亚平,罗庆铭7.52地方本科院校汉语国际教育专业实践教学研究应学凤7.59泰国南邦府学校汉语教学现状与建议杨绪明,王美琳]SUP A NSA WONGSAWAT]9.54国际化课程建设推进地方高校国际化发展的思考黄家庆,尹闯9.59韩语汉字词在对韩汉语教学中的应用浅析骆丽雪9.65•语言与文化研究•从粤方言的字音看中古庄组在三等韵中的特殊性林亦1.82粤方言后置连词“啊”的功能类型与语法化——以广西崇左市龙州白话为例黄玉雄1.86基于互联网的汉语作为第二语言的教学法的发展及问题吕军伟,卢燕萍1.93评注性副词“轻易”的来源及发展演变潘双双3.6698北部湾大学学报第35卷壮族民歌式叙事诗《凤凰歌》的认知模式与路径陈饪曦3.71粤语(广州话)拼音方案评述高宇璇,温育霖3.76广西桂平白话同音字汇唐七元,仇浩扬5.76益阳方言亲属称谓的错位表达及其文化内涵盛雅琴5.88跨层非句法结构“然而”的词汇化杨梅5.95构式“X不到哪儿去”与“X到哪儿去”不对称的实质李思旭7.65同音字“频度语音差异优势说”研究——基于现代汉语常用汉字的字频统计分析董国华7.71“V破”类动结式复合动词词汇化现象研究廖紫君7.81以“呃”类语音标记为特色的淄博方言易位现象王雯琪7.89玉林白话的“着”字被动句及被动标记“着”的形成冯晓璐7.95言语策略选用的倚仗基础和文化支撑——以赞扬和批评为例田学军,解欣然9.71接触视野下东南汉语方言AX类状态形容词之来源及演变吕军伟,俞健9.77广西少数民族家庭语言规划研究刘易婷,孙瑞9.88主述位推进模式下钦州旅游景观文本英译研究——广西北部湾沿海旅游景观材料英译研究之一翟子惠,罗英芳9.96扬州方言单元音特点新论——以语音实验研究为据毛开敏12.84广西容县话疑问代词探究姚璐燕12.89•海洋与船舶研究•基于模拟器不同水深条件下的VLCC旋回性仿真研究张德兴,万红2.1基于操纵试验参数下船舶运动模型动态仿真研究王宗开,齐冬林,戴官全,盛永辉,张泽慧2.6分子生物学证据揭示的鲨演化刘珂,廖永岩,任天娇,朱鹏4.1响应面法优化牡蛎多肽咀嚼片制备工艺初探戴梓茹,孙荣豪,陆文娜,孔艳,刘丽4.7 NAKAKITA型燃油粘度控制系统的优化——基于Fuzzy-PID的应用仿真张斌斌,袁建斌4.15基于Simufact Welding的焊接仿真及变形分析秦勇,石南辉,焦自权,韦俊,韦娴4.21节能环保江海直达船舶关键技术研究裴志勇,吴卫国,万红6.1一种堤岸波浪发电装置的方案设计及运动仿真陈远明,卢溢楠6.7钦州湾沙井岛及周边海底沉积物重金属分布与生态风险评价曹宏明,朝鲁,陈代庚,潘磊,劳燕玲&1对角蛤形态性状对活体质量的影响效果分析陈健,郭丹,翟子钦,王继金,喻达辉,白丽蓉&8海堤结构型式的生态化建设启示黄莹娜&15海洋采矿技术及采矿船舶发展综述于全虎10.1基于混合现实技术的智能船岸基监控中心研究贾玉鹏,尹勇10.7广西北部湾海域典型冲积沙岛生态经济发展初步研究黎树式,黄鹄,王日明,李海菲,梁志勇,虞崇熙11.1青岛港水域航行安全的风险评估李成海,王建涛,胡甚平11.7•化学与化工研究•超声强化内部沸腾法提取橘皮总黄酮工艺研究郑韵英,钟书明,张瑞瑞,方艳婷,蒋浩2.14 SAPO-34在多相催化中的应用进展王伟建,梁天姿,晁会霞,张海燕2.20钢铁厂盐酸酸洗废液的分析研究汪双双,黄生威,陆贻春,石海信2.25新型硅酸樂基氧离子电解质的研究进展张利,胡文丽,陈卫,刘阳,王洪涛4.26影响生物模板法制备氧化铝陶瓷浸渍因素的探究杨尔慧,王俊瓠何永玲,潘宇晨,钟家勤4.30油油管壳式换热器结垢诊断分析吴国忠,李天奎,林林,齐啥兵6.22油田集输稠油的流变性及转相特性周雄,陈雄,梁金禄,周小君,刘忠飞6.28•食品科学研究•纯培养菌种发酵对鱼糜微生物及部分嫌忌物质的抑制刘忠义,杨菊,吴小艳,李佳,王永强2.29生物活性肽的制备及分离纯化研究进展孔艳,莫凡,戴梓茹2.35第12期《北部湾大学学报》2020年总目录99中草药对胡子餘体内抗生素代谢速率的影响——以五倍子和黄苓对恩诺沙星及其代谢产物的作用为例王培,吴彬,宁毅,彭亚,黎全江,韦翠婷10.28一种蓝圆修鱼肉粉饼干的加工工艺黄茂坤,林志杰10.34•信息技术研究•基于微服务的云计算专业教学资源平台设计与实现吕太之,游学军,蒋玉婷2.41数据库加密技术的研究丁丙胜2.46工业互联网思维下的实训设备管理系统设计----以北部湾大学为例欧跃发,韦相贵,刘科明4.34基于主题模型和词嵌入的知识表示学习的研究肖宝,韩开旭4.40•经济研究•基于模糊综合分析法的“两规”冲突与协调研究——以广西北部湾沿海城市为例刘少坤,王有小,林树高2.52基于因子分析法的港口物流竞争力提升研究——以钦州港为例郭真,黄家斌2.58基于组合赋权TOPSIS方法的应急物流方案评价张荀,刘晓佳,汪强,张可4.48基于模糊综合评价模型的旅游线路满意度研究邓越,胡明明4.54中国跨境电子商务发展影响因素分析——基于解释结构模型刘新文,乔鹏亮4.63我国新型城镇化研究的可视化分析——基于CiteSpace软件蔡炉明,钟宇6.33知识产权保护对区域创新能力的空间效应研究段瑜6.41基于游客IPA分析的滨海旅游景区转型升级研究——以钦州三娘湾旅游景区为例吴静激,乔钥,黄星宇,刘爱丽6.52广西石漠化片区民俗体育旅游资源开发与推进路径研究唐明欢,李乃琼,王晓晨,朱俊平6.58大股东信息操纵与市值管理探索与研究谢亨颖,余柯欣10.40长寿养生旅游目的地游客市场需求特征调查研究----以广西巴马为例王威峰,覃举东,黄小凤10.44基于层次分析法的福建省货物综合运输评价指标体系黄虹11.49 CEEMDAN分解下基于NAR神经网络的比特币价格预测张铭11.54云南旅游产业和社会经济及生态环境协调发展研究韩丽红,潘玉君,杨冬琪,韩磊11.63•数理研究•基于抽样检验产品的最优订货与检验策略卢月莉,叶建萍2.64模糊综合评价法在高校学报质量评价中的应用黄立壮,赵云龙2.69复形的Gorenstein X-内射维数于春艳,魏宝军6.11基于不确定型层次分析法的大学生听课效率评价郭竹梅6.18基于PSO算法的区间数互补偏好信息集结的一种新方法刘祖林,吴志远,李甲聪&21基于DEA模型的广西石漠化治理效率评价黄天能,许进龙,唐红祥,梁家春&28基于决策树集成学习的国家高新区发展绩效预测研究违俐君,杨潇坤,吴瑶&35我国东部地区十省市医卫财政支出的绩效研究朱家明,聂云龙&42一类具有状态脉冲控制的鱼类收获模型陈武大仁,刘琼,马艺铭11.14基于相关分析的内容感知图像缩放法胡明颖,陈景华11.20基于深度学习算法的图像边缘增强处理白玲玲,韩天鹏11.26一种基于智能组卷的试题库随机分段抽题算法邱桂华,李贤阳,肖宝,阳建中11.31•教育教学研究•英语专业写作中的图文思维构建研究王碧海3.83大学生功利心理与学习动机的关系探究刘阳3.90翻转课堂教学模式下的JAVA程序设计课程改革探讨——以北部湾大学计算机科学与技术专业为例李丹4.74新工科背景下对已有工科建设的探索黄杨,许竣,韦春晓,李达耀,王树伟4.81100北部湾大学学报第35卷基于翻转课堂的土木工程材料课程教学改革初探许竣,郑秀梅,韦小惠,黄杨,王树伟6.64基于翻转课堂理念的化学实验设计与有效实施陈卫,胡文丽,苗慧6.69电子元器件课程设计教学模式探索与实践王歆,金玲,陈志武,卢振亚6.76课内外“学•练•赛一体化”体育俱乐部教学改革研究——基于“翻转课堂”教学理念尹继林,李乃琼,王雨辰,任德亮6.80化工导论课程混合式教学设计与实证研究----以北部湾大学为例石海信,黄孙庆,梁金禄,王爱荣,王锋10.52基于教育统计的大学物理与化工专业主干课程的相关性研究周小珠10.60混合教学模式下任务驱动式教学法在留学生教学中的应用——以土木工程专业汉语教学为例周英明,张坤鹏,王树伟,李达耀10.66信息链视角下传感器与检测技术课程的实践教学改革韩芳,封居强,吴超10.71・书评・一部出色阐述广西海上丝绸之路历史的专著——评黄宇鸿、李志俭的《广西海上丝绸之路史(古近代)》裴仁伟3.96•应用型人才培养研究•基于工程教育认证的化工专业教学质量保证体系构建——以北部湾大学为例赵云龙,李淑波&46“开放式+模块化”汽车实践教学改革探索——以华南理工大学为例卿剑波,胡忠海,郑志军,曹雪璐,钟丽霞&51基于语义情境实践模式的电工电子技术教学探索——以北部湾大学为例张圆圆,谢积锦,汤华林&55提高工程管理专业核心能力的路径——基于职业发展需求视角张恒,唐根丽,丁华军&59•地理与环境研究•广西城市用地结构变化特征及其驱动因素分析林树高,刘少坤,何彩莲,王有小,陆汝成10.12钦州地区的蒸发皿蒸发量研究吴兹起,谢文彬,王梓豪10.21•机械及自动化研究•基于三维形貌表征的激光微造型表面摩擦性能研究李杨,金小飞,王兴11.36一种基于Zigbee的简易型输液监控系统庄远,王晓航,谢积锦11.42•陆海新通道专题研究•中国(广西)自由贸易试验区对接西部陆海新通道建设研究李世泽,马仕生,张卫华12.47西部陆海新通道对东盟出口贸易的影响因素及潜力——基于引力模型的实证分析隋博文,杨棣媛12.54中国区域经济学会北部湾暨民族地区经济专委会年会综述王永旭12.62•文学研究•《西游记》夸张叙事结构解读高群12.66黄宗智与《近代中国》的中国研究唐嘉蔓,李松12.76•其他研究•江西鳞翅目蝶类新分布记录及形态描述郑圣寿,何桂强,贾凤海2.80分布式Turbo码在无线中继网络的协作通信谢织锦,陆伟艳,曾江黎&66重金属污染土壤修复技术的研究进展及问题剖析刘冬冬,李素霞&71上市公司审计质量影响因素及对策研究谢亨颖,余柯欣&80固体燃料电池的研究现状及应用前景邵明标10.76基于AI技术的技能操作考核系统陈娇英,卞合善10.80一种基于知网数据的高职院校科研能力评价系统吕太之,张娟,芮弊锋11.71基于游客感知的少数民族地区民宿质量提升研究——以龙脊梯田景区为例杨荔,罗盛锋11.76•全卷终・。
焊接顺序对T型接头残余应力及变形影响

焊接顺序对T型接头残余应力及变形的影响[摘要]:本文利用simufact welding专用焊接软件,模拟了5种不同焊接顺序对t型焊缝残余应力及变形的影响,并得到了最优的焊接顺序。
结果表明:残余应力和变形具有相反的变化趋势,先焊两端后焊中间分段焊法既可有效控制t型接头的残余应力,又可控制其变形量。
[关键词]:t型接头有限元模拟焊接顺序残余应力焊接变形引言焊接结构一个很明显的特点是有较大的焊接应力和变形。
焊接应力和变形不但可能引起热裂纹、冷裂纹、脆性断裂等工艺缺陷,而且在一定条件下将影响结构的承载能力,如强度,刚度和受压稳定性。
除此以外还将影响到结构的加工精度和尺寸稳定性。
因此,在设计和制造时充分考虑焊接应力和变形这一特点是十分重要的[1][2]。
采取合理焊接工艺控制焊接残余应力和变形,对于提高结构件使用寿命具有重要的意义。
焊缝残余应力和变形的复杂性使得以通过试验、检测等手段获得残余应力分布规律变得很困难,精度难以保证。
在计算机高速发展的今天,大多采用数值模拟的方法[3]。
因此本文以泵车臂架和支腿结构为研究对象,利用simufact welding专用焊接软件优化工艺设计,提出合理的施焊方案,使变形和残余应力得到控制,以满足结构的使用要求。
1.有限元模型建立1.1 模型建立泵车臂架和支腿为典型的箱体结构,由顶底板、两侧板和焊缝组成,一般实际结构尺寸较大,为了方便计算,取实际结构的一部分建立简化模型(尺寸:底板和侧板尺寸为150×450×8mm),如图1所示。
1.2 网格划分为提高计算效率并保证计算精度,在温度梯度较大的焊缝及热影响区网格划分较密,而远离焊缝和热影响区的区域网格较粗,本网格有限元模型采用六面体和四面体混合网格,网格划分结果为9090个节点,5800个单元,有限元划分结果如图1所示。
1.3 材料特性由于泵车臂架和支腿均为高强钢焊接结构,本次模拟选用16mncr5作为高强钢材料,其热物理参数和力学性能参数随着温度变化而变化,如下表1所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在Simufact.welding 中整个焊接过程仿真按下述步骤进行:1)生成新的焊接仿真分析项目2)导入模型3)设置边界条件4)设置焊接路径5)定义焊接热源6)设置焊接材料7)求解器设置8)提交计算9)结果后处理具体分析过程如下:1)生成新的分析项目a)点击桌面simufact.welding 2.5.1快捷方式启动simufact.welding软件,或者Windows开始菜单中点击simufact.welding 2.5.1。
启动之后整个simufact.welding界面如下:b)选择并按下extras→settings菜单。
c)弹出settings对话框,选择units/unit system。
Simufact.Welding焊接仿真软件提供五种单位制形式:International system of units (SI system)SI-mm unit systemImperial unit system——英制单位United States Customary System——美制单位User-defined unit system选择user-defined unit system,自行设置单位。
比较重要的单位:时间(s)、温度(℃)、长度(mm)和压强(MPa),设置好之后点击apply。
d)点击directories设置存储路径。
点击按钮弹出对话框,设置存储路径,也可进行其它路径的设置,点击apply,点击OK,关闭settings窗口。
e)点击菜单栏project→new新建分析项目。
输入项目名称。
此名称不能超过20个字符,且字符范围为:“A-Z”,“a-z”、“0-9”和连字符。
点击OK。
弹出分析项目设置对话框,可在窗口右端description中输入此分析项目的相关信息,其他设置如下:设置周围环境温度ambient temperature、重力加速度gravity、求解器solver及仿真所需模型部件components 数量的设置。
各项代表的含义: Components :——焊接板 ——是否使用对称面ufact.welding 界面如下:Bearings :——轴承 Fixings :——固定 Clampings :——夹紧Robots :——机器人Use symmetry plane :f) 点击OK ,选择存储位置,整个sim2) 导入模型栏中选中geometry 鼠标右键importa) 在目录弹出对话框,选择此分析项目所需要的模型文件,此模型文件为NASTRAN格式的文件。
(NASTRAN格式的文件可以通过patran、hypermesh、marc、femap等前处理软件划分完网格之后生成)。
网格的划分要在以上前处理软件中完成。
b)点击打开,弹出Geometry import对话框,设置长度单位,并选中“use for allgeometries”。
点击OK,目录栏中出现导入的模型文件,点击相应的模型,在下面的属性窗口properties会有相关模型的信息,双击模型在右端的图形显示窗口会显示模型。
在图形显示窗口,点击鼠标左键是对模型进行平移,鼠标中键对模型进行放缩,鼠标右键对模型进行旋转操作。
点击按钮可以查看工件网格情况。
:此按钮的意思为:show model in current window。
处于按下状态时,双击模型时,所有模型在一个窗口进行显示,如果不按下此按钮,将分别显示模型,每个模型打开一个窗口。
:apply view to all open windows。
所有打开的窗口采用同一视图进行查看。
c)采用拖拽的方式建模将web拖拽之component-1模型树下,拖拽后component-1的名称相应改变为web。
同样方法将其他模型拖拽至模型树下Plate→component 2Clampfix1 and 2→bearingsFixing1 and 2→fixingsClamp1 and 2→clampsFillet→robot整个simufact.welding窗口如图所示:在模型树中选中模型,在图形显示窗口被选中的模型呈现黄色高亮显示。
3)边界条件设置a)在模型树下选中fixing1右键选择configure。
Bearings的项不用设置,其他两项fixings和clampings需要设置。
而且fixings和clampings 两项设置界面不一样。
b)弹出fixing的settings对话框。
设置如下:设置开始激活的时间和失效的时间。
Type of boundary condition - FixingThe type of the boundary condition determines the usage and influence of the boundary condition within an welding analysis.Activation time valueThe activation time value defines the beginning of the activation of the boundary condition. DeactivationBy checking the deactivation check box it is possible to deactivate the boundary condition at a specific time value. Otherwise the boundary condition will be used until the end of the simulation.Clamp的设置如下图所示:除了可以设置开始激活的时间和失效的时间外,还可以设置弹簧。
Spring stiffness tableWhen this option is selected a spring stiffness table will be used instead of a single value for the spring stiffness.Spring stiffness valueWhen this option is selected a spring stiffness value will be used instead of the spring stiffness table.Spring stiffness holding forceBy checking the holding force check box it is possible to activate the holding force for the boundary condition and to enter a specific value. Otherwise no holding force will be used for this boundary condition.4)定义焊接路径a)右键点击目录栏中的sets→new node set右键重命名为weldpath在界面右端出现节点定义对话框点击按钮显示图形节点形式,点击按钮进行图形局部放大,按住CTRL键,鼠标左键选择fillet模型上左节点。
如下图所示:同理,选择fillet模型上的右节点。
点击apply。
b)在目录栏中右键点击trajectories→from node set弹出对话框点击OK,弹出Trajectory settings对话框。
c)定义焊接路径的另外一种方法:直接导入路径文件。
右键点击Trajectories→new,弹出Trajectory settings对话框。
或者直接点击import导入焊接路径。
点击,弹出import data points对话框,选中Trajectory_mm.csv文件弹出对话框,选择长度单位:mm。
如果导入多个文件就选中use for all files。
点击OK,弹出导入成功的对话框显示。
d)将焊接路径拖拽至模型树robot下5)定义焊接热源a)鼠标右键点击Trajectories→configure弹出对话框,设置焊接热源的移动速度、电流、电压和热源效率。
如下图所示:b)设置热源类型选择双椭球热源类型。
同时会弹出其图片显示:设置热源的相关参数:length、rear length、width、depth。
Goldak's double ellipsoid source modelThe goldak's double ellipsoid source model is mainly used for GMA welding. It is a 3d heat source with an adjustable focusing, front and rear part.Length a fThis value defines the front length of a double ellipsoid heat source. The total width of the heat source is calculated by (a f + a r).Rear length a rThis value defines the rear length of a double ellipsoid heat source. The total width of the heat source is calculated by (a f + a r)Width bThis value defines the width of a double ellipsoid heat source. The total width of the Depth ddefines the depth of a double ellipsoid heat source. fraction of the front heat input of a heat source (f f ). The fraction is automatically calculated as: f r = 2smaller than the calculated value will lead to a greater fraction at the rear part of the source.布热源(平面分布热heat source will be 2 times b. This value Scaling factor heat frontThis value defines the scaling factor for the double ellipsoid Front: f f =2/(1+(a r / a f ) Rear: f r =2/(1+(a f / a r ) with: f f + Values greater than the calculated value will lead to a greater heat input fraction at the front part of the source . Values heat input 第二大热源:V olume and area-distribution laser source 高斯分源)Volume and area-distributed laser sourceThe volume and area-distributed laser source is used for laser- and electronic beam welding with highly focusing heat source , a middle cylinder with constant heat and an upper surface with Gaussian distribution. Cylinder radiusor the constant heat input.t fraction is part of the total heat input and is applied as a constant volume heat t at cylinder, 100% at surface 1.0: 100% heat input at cylinder, no heat input at surfaceThis value defines the radius of the cylinder f Cylinder depthThis value defines the depth of the cylinder for the constant heat input. Cylinder heat fraction The cyclinder hea distribution inside of the cylinder. (Range: [0.0 - 1.0]) 0.0: No heat inpu(Recommendation: 0.7 - 0.9) σ-surfaceThe σ-surface defines the standard deviation of the heat part being applied at the surface. At a distance of σ from the centre the heat input has dec nearly 0%. Surface depthThis value defines the search a reased to appr. 5%, at distance of 2σ to rea depth for the heat input at the body surface. 始位置设置热源起在图形显示区域可显示热源的具体信息,其他模型点击按钮使其透明显示。