高碳钢脆断原因分析
影响钢材断裂的因素

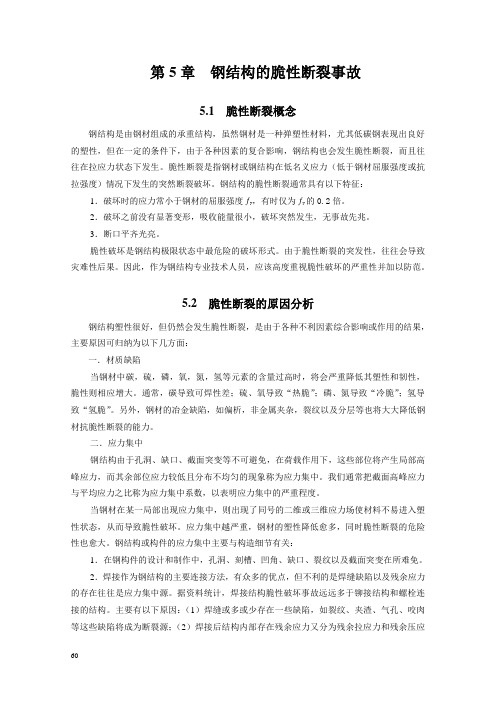
应力 型断裂 主要 表现 为组织 应力 形成 的裂纹 和 热应 力裂 纹 。工件 内不 同的加热 温 度和冷却 速度会 引起 不 同的组织 转 变 , 温 ቤተ መጻሕፍቲ ባይዱ 氏体 组 织在 冷 却 过 程 高 中将 根据 不 同的冷却 速度 和加热 温度 转变 为铁 素体 ( 一F )珠 光 体 ( ) 渗 碳 体 ( eC) 贝 氏体 ( e、 P、 F, 、 B) 和 马氏体 ( 。不 同的组 织 有 不 同的 比容 , 别 是 M) 特 淬火 过程 中相变 产 物 比容 差 较 大 , 织在 转 变 时 往 组 往产生 塑性 畸变 , 当这种 塑性 畸变 的烈度 大于钢 材 的 区域抗拉强 度 , J那么 在 相界 上就会 产 生微 裂纹 , 破 坏 了钢材 的连 续 性 。图 1是 3 CMni 在 淬火 时 , 0r T 钢
A A, r和 r 才相交于含碳量为 0 7 %的位置。也就 .7 是说 , 在任何实际冷却速度下 , 在该钢规定的成分范 围内, 其从高温 向低温 冷却时 , 可 以有珠光体转 都 变, 但是 , 这时的珠光体是伪珠光体 , 其钢的硬度明 显提高。△T 较大时, 伪珠光体就会大量产生 , 使材 质 的塑 性急剧 下 降 , 断趋 向加 大 , 图 5 脆 如 。
0 前言
大 量 文献 对各 式 各 样 的钢 种 进行 了失 效 分 析 ,
裂 纹 的出现 , 钢 材 在 纵 、 向 的 力 学 性 能 显 著 降 使 横 低, 特别 在工件 受 到剪切 应力 时 , 往 引起 断裂 。 往
其中最重要的一种分析是断裂分析。按断裂原因钢 材 或机件 的断 裂 可分 为 : 力 型 断 裂 、 杂 物 型 断 应 夹
图 1 组 织应 力形 成 的微 裂 纹
82B盘条拉拔脆断原因分析及改进措施

82B盘条拉拔脆断原因分析及改进措施
李志敏
【期刊名称】《科技创新与应用》
【年(卷),期】2016(000)016
【摘要】盘条拉拔脆断问题是较为突出的一类盘条生产问题.82B盘条作为一种常见盘条,应用范围较广,展开相应的分析和研究,有助于找到拉拔脆断的实际原因,进而提出相应的改进措施,提升盘条生产的专业化水平,体现生产作业的经济性.
【总页数】1页(P145)
【作者】李志敏
【作者单位】湖南华菱湘潭钢铁集团有限公司高线厂,湖南湘潭 411101
【正文语种】中文
【相关文献】
1.82B高碳钢盘条拉拔脆断的原因分析
2.82B盘条拉拔脆断原因分析及改进措施
3.82B盘条拉拔中脆断的原因分析
4.82B钢盘条拉拔脆断的原因分析
5.82B盘条拉拔前脆断原因分析
因版权原因,仅展示原文概要,查看原文内容请购买。
82B盘条杯锥状断口断裂原因分析

第53卷•第12期• 2020年12月82B 盘条杯锥状断口断裂原因分析0前言82B 高碳钢盘条是用于冷拔生产钢丝、钢丝绳、钢绞线等金属制品的主要原料,要求其通条性能好、脱碳 层小、索氏体含量基本要达到85%以上、不得有马氏体和全网渗碳体存在。
在拉拔、捻制过程中承受100%的 检验,在高应力状态下,任何缺陷和异常组织都会成为断裂源u '2]o 高碳钢盘条后序加工一般都要经过多道次的冷拉拔,使得拉拔方向的组织为纤维状组织,具有 很高的强度,但往往韧性较低。
拉丝是指原材料经过酸洗、磷化、剥壳、开坯,进行一次或多次的拉拔,期间 通过等温淬火的热处理方式改变钢丝组织,使其索氏体化率达到85%及其以上,再次经过拉拔,使其达到目标直径的一种工艺手段卩⑷。
经常有用户反应盘条在 进入拉丝模时,往往只经过几道拉丝模,甚至有的盘条只经过一道拉丝模就已经断裂,断口呈笔尖状,也称为 杯锥状断口。
本工作中发生断裂的82B 盘条为制造钢杨金艳,吴澎(南通市产品质量监督检验所,江苏 南通226011)[摘要]某82B 盘条为钢丝绳原料,进入拉丝模粗拉前两道工序时发生了杯锥状断裂。
为此,通过金相显微镜 和扫描电子显微镜分析了 82B 盘条杯锥状断口断裂机理。
结果表明:盘条的的杯锥状断口形成机理主要是由于盘条芯部存在马氏体岛,导致沿芯部马氏体岛出现裂纹,随着进一步拉拔沿裂纹横向形成圆环状裂纹,纵向形成“V ” 型裂纹,最后断裂后形成“一尖一窝”的杯锥状断口。
[关键词]82B 盘条;芯部马氏体岛;杯锥状断口;断裂[中图分类号]TG172[文献标识码]B[文章编号]1001-1560(2020)12-0157-06Analysis on Fracture Cause of 82B Rod Cup Conical FractureYANG Jin-yan, WU Peng(Nantong Institute of Supervision & Inspection on Product Quality , Nantong 226011, China)Abstract : A 82B wire rod , which was the raw material of steel wire rope , had a cup - cone fracture when it entered the first two processes of rough drawing of drawing die. Cup Conical Fracture of 82B wire rod was studied by OM and SEM. Results showed that the formation mechanismof cup - cone fracture was mainly due to the existence of martensite island in the core of the rod , leading to the cracks along the core martensiteisland. With further drawing , circular cracks were formed along the transverse direction of the crack , then, '* V" cracks were formed longitudi nally, and finally, cup -cone fracture was formed after fracture.Key words : 82B wire rod ; core martensite island ; cup -cone fracture ; fracture丝绳产品的原材料,发生在进入拉丝模粗拉工艺的前2 道时而断裂,为了找到此类断裂的产生原因,对82B 高碳钢盘条断裂机理进行了研究。
碳钢焊接裂纹产生的原因及预防措施

工件结构的影响主要发生在焊缝区域中,由于某些工件的刚性较高,而在焊接过程中会发生变形,这就与工件材质发生矛盾,继而生成内应力,致使出现裂纹。还有,有些压力容器的焊接结构不科学,如错边、角变形等,这些因素会导致接缝区域生成应力,随着应力的逐渐升高,导致边缘部分出现裂纹。另外,如果对工件结构没有采取相应的安全措施,易于出现安全风险,这会导致出现事故。
2.2选择适宜的焊接材料
焊接材料会直接影响裂纹出现的几率,所以需要选择符合要求的焊接材料,为了更好地适应材质变化,需要使用恰当的焊条。在通常情况下,会使用焊条,该类型焊条的机械、抗裂性较好,能够较好地适应硫、磷、金属等杂质。不过,该类型焊条的可焊性较低,而裂纹常在第一道中产生裂纹,所以可以将焊条应用在第一道,将焊条应用在其他焊缝,这样既能够有效地控制裂纹的增长,又能够增强切削加工能力。
1.3焊接规范的影响
在裂纹出现的诸多因素中,焊接规范占有重要比例,因为人工操作的焊接易于出现错误,属于不稳定的因素,所以会占有大比例。在生产过程中,如果焊接使用的电流较大,会导致周边的温度快速升高,而温度越高会导致金属和焊缝区的温差越大,这会导致产生裂纹。从当前的焊接结构来看,虽然具有高强度、低种类、结构简易等特点,但是仍然会有部分焊接缺陷,如气孔、夹渣、未熔合等,这会削弱实际承载截面,产生拘束应力,随着应力越来越大,受到夹渣、气孔等缺陷的影响,导致应力分布不均,进而会导致缺陷处出现裂纹。
1.引起碳钢焊接裂纹产生的原因分析
1.1工件材质的影响
在实际生产过程中,由于工件材料容易受到外部环境的影响,导致碳、磷、硫等杂质数量会不断攀升,这时导致出现裂纹的主要原因。并且,在碳弧气刨倒坡口时,由于环境的影响,导致碳含量逐渐升高,导致焊接局部会逐渐产生渗碳体结构,而该结构的硬性较低,这会导致架构不稳定,容易出现裂纹。
第5章 钢结构脆性断裂事故
第5章钢结构的脆性断裂事故5.1 脆性断裂概念钢结构是由钢材组成的承重结构,虽然钢材是一种弹塑性材料,尤其低碳钢表现出良好的塑性,但在一定的条件下,由于各种因素的复合影响,钢结构也会发生脆性断裂,而且往往在拉应力状态下发生。
脆性断裂是指钢材或钢结构在低名义应力(低于钢材屈服强度或抗拉强度)情况下发生的突然断裂破坏。
钢结构的脆性断裂通常具有以下特征:1.破坏时的应力常小于钢材的屈服强度ƒy,有时仅为ƒy的0.2倍。
2.破坏之前没有显著变形,吸收能量很小,破坏突然发生,无事故先兆。
3.断口平齐光亮。
脆性破坏是钢结构极限状态中最危险的破坏形式。
由于脆性断裂的突发性,往往会导致灾难性后果。
因此,作为钢结构专业技术人员,应该高度重视脆性破坏的严重性并加以防范。
5.2 脆性断裂的原因分析钢结构塑性很好,但仍然会发生脆性断裂,是由于各种不利因素综合影响或作用的结果,主要原因可归纳为以下几方面:一.材质缺陷当钢材中碳,硫,磷,氧,氮,氢等元素的含量过高时,将会严重降低其塑性和韧性,脆性则相应增大。
通常,碳导致可焊性差;硫、氧导致“热脆”;磷、氮导致“冷脆”;氢导致“氢脆”。
另外,钢材的冶金缺陷,如偏析,非金属夹杂,裂纹以及分层等也将大大降低钢材抗脆性断裂的能力。
二.应力集中钢结构由于孔洞、缺口、截面突变等不可避免,在荷载作用下,这些部位将产生局部高峰应力,而其余部位应力较低且分布不均匀的现象称为应力集中。
我们通常把截面高峰应力与平均应力之比称为应力集中系数,以表明应力集中的严重程度。
当钢材在某一局部出现应力集中,则出现了同号的二维或三维应力场使材料不易进入塑性状态,从而导致脆性破坏。
应力集中越严重,钢材的塑性降低愈多,同时脆性断裂的危险性也愈大。
钢结构或构件的应力集中主要与构造细节有关:1.在钢构件的设计和制作中,孔洞、刻槽、凹角、缺口、裂纹以及截面突变在所难免。
2.焊接作为钢结构的主要连接方法,有众多的优点,但不利的是焊缝缺陷以及残余应力的存在往往是应力集中源。
碳钢焊接裂纹产生的原因及预防措施
碳钢焊接裂纹产生的原因及预防措施
碳钢焊接裂纹是在焊接过程中出现的裂纹,造成焊接接头的强度降低,严重影响焊接结构的使用寿命和安全性。
下面将介绍碳钢焊接裂纹产生的原因以及预防措施。
1. 焊接材料不合适:焊接材料的选择需要考虑到焊接接头所需的强度和韧性,如果选择不当,容易导致金属在焊接时发生冷脆现象,增加裂纹的产生机会。
2. 焊接过程中的热应力:焊接过程中,金属受到高温和冷却后的收缩影响,产生热应力。
如果热应力过大或者集中,容易导致焊接接头产生裂纹。
3.焊接参数控制不当:焊接参数的控制包括焊接电流、焊接速度等。
如果焊接参数选择不正确或控制不当,容易导致焊接材料热输入不均匀,产生过高的焊接应力,导致裂纹的产生。
4. 板料表面缺陷:板料表面的缺陷,如油污、氧化皮等,会降低焊接接头的材料强度,容易引起焊接裂纹。
1. 合适的焊接材料选择:根据焊接接头的需求,选择合适的焊接材料,确保焊接接头具有足够的强度和韧性。
2. 控制焊接过程的热应力:通过合理的焊接顺序和过程控制,减少焊接过程中的热应力,降低焊接接头的应力集中,防止裂纹的产生。
可以采用预热、焊后退热等措施来控制焊接过程中的热应力。
碳钢焊接裂纹的产生原因主要包括焊接材料不合适、焊接过程中的热应力、焊接参数控制不当以及板料表面缺陷等。
为了预防焊接裂纹的产生,需要合适的焊接材料选择、控制焊接过程的热应力、精确控制焊接参数以及清洁和处理板料表面等措施的综合运用。
钢丝断裂原因分析

钢丝断裂原因分析一、夹杂物引起断裂线材中非金属夹杂物的存在,破坏了组织的连续性,起到了一个显微裂纹的作用。
当受到外力作用时,在夹杂物的顶端首先产生附加的应力集中。
尤其在原奥氏体晶粒交界处出现的大块状、条状或片状碳化物,这些异常碳化物在材料冷变形时,严重地阻塞了位错的移动,致使该处产生应力集中。
当应力集中达到一定大小时便会使碳化物开裂,或在碳化物与基体交界处产生裂纹。
当裂纹达到失稳状态尺寸,地瞬时产生断裂。
非金属夹杂物的多少是衡量帘线钢质量高低的一个重要因素。
在用SEM对断口进行分析的过程中,经常发现非金属夹杂物。
在典型的杯锥状断口上有时候就能发现夹杂物,SEM表明大多为三氧化二铝夹杂或其它高熔点脆性夹杂物。
其避免主要是通过精炼,使夹杂物变为塑性低熔点夹杂物。
脆性夹杂物是引起钢丝断裂的重要原因之一,而夹杂物引起断裂分为以下几种形势:1、夹杂物与钢基体之间界面脱开拉伸过程中,在夹杂物周围的局部加剧了应力集中;裂纹优先在与拉应力垂直的夹杂物与基体的界面产生并沿着夹杂物与钢基体界面扩展,致使夹杂物与基体界面脱开。
2、夹杂物本身开裂2、在结晶器和二冷安装电磁搅拌。
结晶器的电磁搅拌能够减少中心偏析的程度和范围。
电磁搅拌同样可改善V形偏在铸坯中心的存在;3、尽可能的降低拉速,能够减轻中心偏析程度。
三、马氏体组织造成拉拔脆断硬线属高碳钢,控制冷却时,若冷却时间太短,对钢材不起作用;若冷却时间太长,就容易引起脆断。
在斯太尔摩控制冷却上,穿水冷却是奥氏体急速过冷阶段。
它的目的是控制具有高形变能压扁的奥氏体晶粒长大和保留加工硬化的效果,为吐丝温度和后部风冷段控制做准备。
轧制硬线错误的指导思想是,企图使线材表面淬成马氏体,然后通过心部自回火方式形成回火马氏体。
如果这样,在高速的轧制下线材表面得不到充分自回火,难免出现马氏体残余。
因为线材直径只有5.5mm,最大也只有9mm,它的断面小,形变潜能也小,所以冷却不能过急,宜控制在0.3~0.6s,使线材表面温度始终在Ms以上(高于400℃),以防止表面淬成马氏体。
碳钢焊接裂纹产生的原因及预防措施

碳钢焊接裂纹产生的原因及预防措施碳钢焊接是工程行业常见的一种焊接方式,但在实际操作中,碳钢焊接裂纹的产生是一个比较常见的问题。
裂纹不仅会影响焊接件的整体质量,还会导致安全隐患,因此我们有必要对碳钢焊接裂纹的产生原因进行深入了解,并采取相应的预防措施,以最大程度地避免碳钢焊接裂纹的产生。
碳钢焊接裂纹产生的原因:1. 焊接残余应力:在焊接过程中,焊接区域产生了残余应力,这些残余应力会使焊缝区域发生形变,从而导致裂纹的产生。
2. 焊接材料内部结构缺陷:碳钢焊接材料本身存在内部结构缺陷,比如夹杂物、气孔等,这些缺陷会成为裂纹的起始点,导致裂纹进一步扩展。
3. 焊接温度过高或过低:焊接温度过高会导致焊接材料过热,从而引发晶界腐蚀和变形;而焊接温度过低则会使焊接材料发生脆化,增加了裂纹的产生风险。
4. 焊接残余氢元素:在焊接过程中,如果残余氢元素过多,会导致焊接区域发生氢脆,进而引发裂纹的产生。
5. 焊接速度不均匀:焊接速度不均匀会导致焊接区域产生温度梯度,从而引发焊接残余应力,增加了裂纹的产生风险。
碳钢焊接裂纹的预防措施:1. 合理控制焊接残余应力:采用合适的焊接工艺参数,减小焊接残余应力,比如采用低氢电极焊接,采用后继焊接对残余应力进行消除等。
2. 做好焊接材料预处理工作:在焊接前,对焊接材料进行预处理,包括除去氧化膜、清除油污等,以减少内部结构缺陷的存在。
3. 控制焊接温度:采用适当的焊接温度,避免焊接温度过高或过低,减少焊接材料的脆化风险。
4. 降低残余氢含量:采用低氢电极、预热焊接材料、热后处理等措施,降低焊接区域的残余氢含量。
5. 均匀控制焊接速度:控制焊接速度的均匀性,减小温度梯度,避免焊接残余应力的产生。
碳钢焊接裂纹的产生原因主要包括焊接残余应力、焊接材料内部结构缺陷、焊接温度过高或过低、焊接残余氢元素和焊接速度不均匀等因素。
为了预防碳钢焊接裂纹的产生,我们应该采取合理控制焊接残余应力、做好焊接材料预处理、控制焊接温度、降低残余氢含量和均匀控制焊接速度等措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高碳硬线拉拔脆断原因分析 于同仁 刘开升 张步海 (马钢技术中心) 摘 要 高碳硬线盘条作为金属制品的原料,在深加工过程中容易出现脆断现象,这其中一条原因是盘条本身存在缺陷,另一原因是拉拔工艺存在缺陷,本文对脆断原因进行了分析,提出了改进措施。 关键词 硬线 脆断 原因
Analyse of Drawing Brittle Breaking for High Carbon Wire Rod
Yu Tongren Liu Kaisheng Zhang Buhai Technology Center of Ma’anshan Iron & Steel Co. Ltd Abstract: As the material of the metal product, high carbon wire rod is easy to be broken in deep drawing process, one of the reasons is it defects on wire rod, the other is drawing isn’t proper. This article analyses the cause of the brittle broken, and some relative improvements are given out. Key Words: hard wire rod, brittle, cause 1.前言 高碳硬线盘条作为金属制品的原料,通过深加工用于制造钢丝绳、预应力钢丝及钢绞线、电力用镀锌(铝包)钢丝及钢绞线、轮胎钢丝、弹簧钢丝等,其拉拔性能好坏直接影响着制品厂的使用和产品的性能,多年来国内外线材厂在研制优硬线产品时,一直在追求高的线材加工性能,也取得了不少的成果,使线材的拉拔性能得到了很大的提高,但生产的优硬线总会出现这样那样的问题,影响了制品厂的使用;另外,有些制品厂在加工过程中也存在一些问题,造成了拉拔脆断。 盘条本身缺陷主要是中心偏析、组织异常、裂纹(或折叠),深加工缺陷主要是润滑不良、拉丝模角度不对、前处理存在缺陷等。这些缺陷通过改进生产工艺,严格工艺操作,都是可以避免的。 2.拉拔脆断形态 杯锥状 高碳硬线盘条在深加工过程中,如果出现组织偏析、异常、氮含量超标及拉丝模角度偏大等等,常常出现杯锥状脆断。 高碳盘条中心偏析组织形态 偏析在线材内部局部出现,钢的局部成份与正常不同。碳偏析使局部含碳量超过共析点成分,连续冷却时会产生厚的网状渗碳体;锰偏析在冷却时易出现马氏体;硫对钢的热裂纹敏感性有突出的影响,当它大于%时,钢的延性有明显下降;磷会使钢的晶界脆性增加,裂纹敏感性增强。 图1为65钢盘条纵向截面金相组织,中心区域为细珠光体+网状渗碳体,中心碳偏析。 图2为80钢盘条金相组织,中心存在条带马氏体组织。 图1 65钢组织,硝酸酒精腐蚀,放大100倍 图2 80钢组织,硝酸酒精腐蚀,500倍 中心偏析盘条拉拔后人字形裂纹形态 中心偏析明显的线材在进行拉拔时,整体承受外力极不均匀,首先在心部形成多条裂纹,作为缺口很快导致杯锥状断裂。图3为70钢钢丝金相组织,中心组织为纯珠光体,中心碳偏析,拉拔后出现人字型裂纹。
图3 70钢金相组织,3%硝酸酒精腐蚀,100倍 拉丝模入口角度不对造成钢丝芯部产生人字形裂纹 图4为拉拔角度变化与可能引起锥断的界限值。线材在酸洗后进行磷化处理,采用甘油硬脂酸钙润滑,前部分实验为通常规定的条件,拉拔以拉断为限,后部分拉拔为多道次拉拔,道次拉拔量在大约10%,拉拔速度7m/min。在大角度拉拔时前几道有锥断发生,当拉拔角在14°以下时未出现锥断现象,图4中A为在30°拉拔角下进行多道次拉拔致断裂的结果。 图5为14°拉拔角时钢材的机械性能。一般在起始拉拔时钢材面缩率、延伸率都有恶化倾向,而当总的减面率达到60%左右时降低的延伸率 得到恢复并趋于稳定。图中①~⑧是不同拉拔角时的拉拔结果。当采用拉拔角2α=32°时,即便总减面率小于60%拉拔,钢丝在2~4道也发生锥断。另一方面如⑦所示,当总减面率小于60%时,采用2α=14°拉拔角,当总减面率大于60%时,采用大拉拔角2α=30°拉拔,不会出现拉断现象,可以继续拉拔。 图4 加速拉断试验拉拔角与极限拉拔值的关系[1] (%C,φ,拉拔角2α=14°~32°)
图5 拉拔初期拉拔角与断线的关系[1] (%C,φ,拉拔角2α=14°~32°) 表面裂纹 盘条缺陷 裂纹在线材中的分布是不连续的,它是以垂直于线材表面或与其表面呈一角度陷入线材,裂纹长度不一,通常呈直线形,偶尔,也与纵轴方向成一个角度或横跨纵轴,倾斜的纵向裂纹在靠近表面区内充满氧化皮,并且靠近心部焊合,裂纹的侧面伴随着脱碳。该类裂纹在深加工过程中,由于应力集中,线材将沿裂纹方向发生断裂。 拉拔横裂 横裂形态:第一种与钢丝轴向成一定角度,裂口呈搓衣板状裂纹;第二种是垂直于钢丝轴向的横裂,第三种是龟裂。
图6 65Mn钢丝横裂纹宏观形貌 图7 65Mn钢丝横裂纹钢丝酸洗后宏观形貌 图6、7为φ 65Mn盘条拉拔到φ时,表面横裂纹宏观形貌,裂纹有规则的垂直于钢丝轴向,且该区域钢丝表面明显发亮,露出了发亮的金属基体,裂纹内没有夹杂,尾部变形明显,组织正常,为拉拔时润滑不良,钢丝与拉丝模直接摩擦所致。 润滑不良造成表面三角形裂纹 表面三角形裂纹断口形态为锥形断裂,裂纹发展示意图见图8。钢丝表面“爪型”缺陷的出现主要是拉拔时润滑不良造成的,另外,在拉拔和操作过程中,或在拉丝模出口未校准时,钢丝粗糙的表面上的刮削痕也可引起一排“爪型”缺陷。
图8导致钢丝断裂的爪型发展示意图[4] 3.产生原因及改进措施 中心偏析 偏析实质上是局部成分不均,是在结晶过程中发生的,为了抑制偏析,应以提高钢水结晶过程的冷却速度为核心手段,使结晶尽快完成,不使柱状晶发展。应该说,减少偏析最有力的手段是实行连铸,借助结晶器的间接水冷和二冷段的直接水冷,使冷却速度大大 提高,加之铸坯端面小,结晶能很快完成,偏析程度减至最小。 在连铸机上增设电磁搅拌装置,不但能进一步减轻偏析,还能阻碍疏松产生。 拉丝模角度 拉拔角是影响拉拔过程杯锥状脆断的重要因素,锥断是由于表层与近心部金属在拉拔方向上流动的不一致而在心部产生拉应力所造成的。 一次拉拔总减面率在60%左右时,钢丝的延伸率低且不稳定,此时选择正确的拉拔角非常重要,否则该阶段很可能出现拉断或形成锥断裂纹源。 此外,拉拔角越大,钢丝可能歪斜的程度就越大,会使表层发热,表层的面缩增加,相对与之接触处的心部塑性下降,也就是说,横截面中心与表层的硬度增大,造成锥断。 控制轧制 控制轧制是在热轧过程中通过对金属加热制度、温度制度和变形制度的合理控制使热塑性变形与固态相变结合,获得细小晶粒组织,使钢材具有优异的综合力学性能的轧制工艺。对中、高碳钢,低合金钢来说,采用控制轧制工艺主要是通过控制轧制工艺参数(合金元素、碳元素、微量元素、开轧和终轧温度等等)、细化变形奥氏体晶粒,经过奥氏体向铁素体和珠光体的转变,形成细化的铁素体晶粒和较为细小的珠光体球团,从而达到提高钢的强度、韧性和焊接性能的目的。 对于高碳硬线,不仅要求不能有网状渗碳体,而且制品企业均要求大规格线材能不经热处理,直接进行高速连续大压缩比拉拔。因此,除了钢质外,还要求大规格高碳线材应是索氏体化组织。索氏体片层间距小(~微米)且规整。 裂纹 从炼钢到产品轧制出厂的整个生产过程中的任何一环节,都有可能发现产生热轧线材裂纹的原因。在熔炼车间,这些原因包括在浇注和钢锭凝固过程中出现的缺陷如应力裂纹、钢锭皮下气泡、铸模缺陷造成钢锭表面结疤和粗大凹痕。在轧制过程中,随着急剧的轧制变形,如果轧辊孔型不合适,轧辊表面过多的磨损甚至损坏,前面粗轧道次的导卫划痕,大块氧化皮被轧入线材以及半成品的粗劣修整等所有的这些缺陷都会产生裂纹。 在深加工过程产生缺陷的原因有:润滑不良使钢丝与盘条直接摩擦、时效时间不够或过酸洗(氢脆)造成钢丝表面产生横裂纹;氧化皮去除不净,拉拔时氧化皮和基体不能同时进行均匀变形,造成拉拔后的钢丝表面存在微裂纹。 目前,高碳硬线盘条的生产主要以连铸、高速线材轧制为主,稳定操作工艺基本可以消除裂纹缺陷,特别是头尾剪切要干净;高碳硬线明显存在时效现象,用户应在时效后使用、酸洗干净且不过酸洗、润滑剂润滑性能优良可避免裂纹的出现。 “爪型”裂纹 将“爪型”缺陷控制到最小程度的建议:若钢丝表面有小“爪型”的迹象,首先考虑改进润滑。如硬脂酸钙比硬脂酸钠更可导致较少的“爪型”。 4.结语 原因 ①高碳硬线杯锥状脆断主要原因是中心偏析、氮含量超标、拉丝模角度偏大。 ②高碳硬线拉拔横裂纹、“爪型”裂纹主要原因是润滑不良、时效不够、氧化皮去除不净、过酸洗(氢脆)、拉丝模破碎以及盘条表面成分偏析。 改进措施 ①优化连铸工艺:过热度、比水量、拉速控制在合适范围,如低过热度、小比水量、低拉速等。结晶器电磁搅拌。保证组织均匀。 ②控轧控冷,冷却速度大于10℃/S。盘条头尾剪切干净。保证不出现异常组织。 ③保证润滑剂润滑质量、优化酸洗工艺,将氧化皮去除干净且不过酸洗、时效后拉拔,避免出现裂纹。 ④拉丝模角度控制在14°,避免出现人字形裂纹。 参考文献 1.(日)浅川基男等. 高碳钢线材的拉拔性能及强度. 唐钢科技. 1997,4:40~48 2. 马钢钢研所(翻译资料). 线棒材缺陷 1995,5 3. 邢献强. 冷拔钢丝表面裂纹形态及成因. 钢铁,1998,33(3):51~54 4. 沈从群译“Wire Journal”.钢丝断裂机理