异型耐火砖熔芯快速机械化成形技术研究
1_800_MPa_超高强钢变径管热气胀成形特性研究

精 密 成 形 工 程第15卷 第12期34 JOURNAL OF NETSHAPE FORMING ENGINEERING2023年12月收稿日期:2023-05-10 Received :2023-05-10引文格式:程超, 韩非, 石磊. 1 800 MPa 超高强钢变径管热气胀成形特性研究[J]. 精密成形工程, 2023, 15(12): 34-41.CHENG Chao, HAN Fei, SHI Lei. Hot Metal Gas Forming Characteristics of 1 800 MPa UHSS Variable Diameter Tube[J]. Journal of Netshape Forming Engineering, 2023, 15(12): 34-41. 1 800 MPa 超高强钢变径管热气胀成形特性研究程超1,2,韩非1,2,石磊1,2(1.宝山钢铁股份有限公司中央研究院,上海 201999; 2.汽车用钢开发与应用技术国家重点实验室(宝钢),上海 201999)摘要:目的 对B1800HS 热成形钢进行管件热气胀成形研究,探究变径管特征件热气胀成形的可行性和规律,为进一步研究热气胀成形超高强钢管件及工程应用推广提供参考和支撑。
方法 采用ABAQUS 有限元仿真分析和试验对比,研究了1 800 MPa 超高强钢变径管热气胀成形特性,通过有限元分析研究了成形温度(700、800、900 ℃)、气压加载速率(1、3、5 MPa/s )及胀形压力(12、15、18 MPa )对变径管成形规律的影响,通过变径管热气胀成形试验,研究了敏感参数对变径管样件尺寸精度、强度分布及厚度变化的影响。
结果 提高成形温度、气压加载速率和胀形压力可明显提高变径管的成形质量和贴模精度,当成形温度为900 ℃时,变径管抗拉强度可达到1 800 MPa 级别,且增压速率和胀形压力影响较小;变径管沿环向厚度分布均匀,零件无明显增厚和过度减薄缺陷。
22MnB5超高强度热冲压成形钢的开发及应用

22MnB5超高强度热冲压成形钢的开发及应用
王欢龙;岳重祥;张志建;周洪宝
【期刊名称】《塑性工程学报》
【年(卷),期】2024(31)1
【摘要】通过成分设计、轧制、退火及热冲压成形过程关键工艺参数的调控,研究分析了冷轧压下率、退火温度及热冲压成形冷却速度对22MnB5超高强度热冲压
成形钢(22MnB5钢)微观组织及力学性能的影响。
结果表明,22MnB5钢的冷轧压
下率控制在50%~60%范围时可实现酸连轧的稳定轧制,退火温度控制在780~820℃范围时退火态22MnB5钢的金相组织为均匀细小的铁素体和珠光体,且性能均匀稳定。
热冲压成形淬火在冷却速度不低于30℃·s^(-1)时可获得板条尺寸均匀的全马氏体组织。
本产品通过了热冲压成形生产线的工业试用,结果表明:热冲压成形后
22MnB5钢的屈服强度为1030~1113 MPa、抗拉强度为1480~1520 MPa、伸
长率在8.0%以上、硬度HV10不低于500、表面总脱碳层深度均在35μm以下,
热冲压成形后零件的尺寸精度、外观均满足客户需求。
【总页数】9页(P195-203)
【作者】王欢龙;岳重祥;张志建;周洪宝
【作者单位】江苏省(沙钢)钢铁研究院
【正文语种】中文
【中图分类】TG142
【相关文献】
1.22MnB5超高强钢热冲压成形工艺及试验
2.22MnB5超高强度钢热冲压成形优化设计
3.22MnB5超高强度钢冷冲压成形的数值模拟
4.22MnB5超高强度钢防撞梁的冷冲压成形数值模拟
因版权原因,仅展示原文概要,查看原文内容请购买。
机械工程论文题目机械论文题目选题大全开题报告文献综述
基于 MATLAB 与 ADAMS 联合 仿真的双臂机器人协调技术研究 基于 RFID 图书盘点机器人结构设计与仿真 新型渐开线少齿差行星减速器的优化设计研究 用于制冷压缩机的直线振荡电机优化设计 基于 ADAMS 仿真分析的模块化弹簧操作机构优化设计 烤烟移栽机取苗方式研究及其栽植器的设计 岩石热损伤微观机制与宏观物理力学性质演变特征研究 旋流式无堵塞泵优化设计与内流场 PIV 试验研究 柔性空间机器人操作大挠性航天器的动力学与振动控制 回转式膜上辣椒钵苗移栽机构的优化设计与试验研究 膨润土基有机复合相变材料性能研究 氧化锌/碳纤维/聚醚醚酮复合材料的制备及性能研究 纤维素/聚乳酸复合材料的制备及其性能研究 电传动轮式装载机的试验样机搭建与控制策略研究 电力机械无级变速器优化设计与特性研究 基于 LabVIEW 的水轮机振动信号分析 挖掘机履带链轨节刚柔耦合仿真及疲劳失效分析 基于工作流引擎的办公自动化管理系统的设计与实现 洗衣粉污染土工程性质劣化机理及改良方法研究 基于物联网的提升机制动装置故障诊断系统及方法研究 方捆捡拾装载车的设计及捡拾机构固定夹臂的优化
大型焦炉推焦设备振动机理研究 大流量液控单向阀动态特性分析与流场仿真 对旋局部通风机振动与噪声研究 提升设备远程监测与故障诊断试验系统开发 提升设备工况监测与故障诊断网络试验平台 TA2 在溴化锂溶液中的空化腐蚀行为研究 振动/回转复合式滚磨光整加工装置的结构分析与实验验证 脉冲电流处理 ZK60 镁合金的组织演变、机械性能及其细化机理的研究 游乐设备挑臂梁设计及其结构优化与仿真分析 多功能茶叶包装机的设计研究 清香型酒曲制曲机设计及其性能研究 基于称重法的烟尘浓度在线监测系统的工程设计及实现 基于实时特征值的风机振动状态监测与数据挖掘的故障诊断研究 偏心轮推杆行星传动运动学仿真及设计研究 基于零空间追踪的机械故障诊断方法研究 基于分数阶时频分析的机械故障诊断方法研究 行星齿轮传动的故障动力学研究 泳池自动升降系统设计与控制研究 可升降泳池平台结构设计及力学特性研究 轴流泵马鞍区运行特性研究 气液两相条件下离心泵内部流动特性数值计算和试验研究 基于 MED-EMD 和切片双谱的齿轮箱故障诊断研究
2B06高纯铝合金熔铸工艺研究
轻 合 金 加 工 技 术
2004 , Vol . 32 , №5
2B06 高纯铝合金熔铸工艺研究
金云鹤1 ,韩德光2 ,刘晓东1 ,苏堪祥1 ,王春善1
(11 东北轻合金有限责任公司 ,黑龙江 哈尔滨 150060 ;21 哈尔滨东振铝业有限公司 ,黑龙江 哈尔滨 150060)
( 11Northeast Light Alloy Co. ,Ltd. , Harbin 150060 , China ;21 Harbin Dong2chin Aluminium Corporation Limited , Harbin 150060 , China)
Abstract : The characteristics of aluminium alloy 2B06 are introduced. Smelting and casting parameters are determined and used in production ,with which good quality and up to standard slabs fully meet customers’requirements. Key words : 2B06 aluminium alloy ;composition ;smelting ;casting ;process
试验用的熔炼炉为 3 t 电阻反射炉 ,铸造机为 3 t 液压式半6 铝合金 Φ162 mm、Φ290 mm、 300 mm ×1 000 mm 铸锭的熔铸工艺
铸锭规格 / mm
熔炼温度 /℃
铸造温度 铸造速度 铸造水压
/℃
/ mm·min - 1
实践证明 ,该过滤炉设计合理 ,结构简单 ,操作 方便 ,维护容易 ,其透气砖的使用寿命可达 40 多炉 次 ,用该过滤炉处理 2B06 铝合金熔体时 ,其炉内熔 体温度铸造扁锭者控制在 (710 ±10) ℃,铸造圆锭者 控制在 (730 ±10) ℃,熔体表面气泡高度控制在 5 mm 左右 ,通气量为3 m3/ h 左右 。 2. 3 2B06 铝合金铸造工艺研究
低导热熔铸AZS复合砖的研制
结构部位
碹 顶
占窑体外表面散热( % )
6 . O
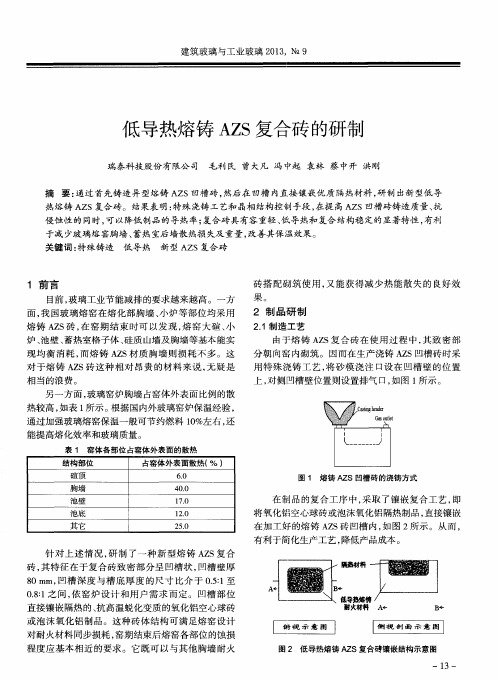
图 1 熔铸 A Z S凹槽砖的浇铸方式
胸墙
池壁
4 0 . 0
1 7 . 0
在 制 品 的复 合 工序 中 , 采 取 了镶嵌 复合 工 艺 , 即
将 氧 化铝 空心 球砖 或泡 沫 氧化 铝 隔热制 品 , 直接镶 嵌
关键 词 : 特殊 铸造 低导热 新型 A Z S复 合砖
1 前 言
目 前, 玻璃工业节能减排的要求越来越高。一方 面, 我 国玻璃 熔 窑 在 熔 化 部胸 墙 、 小 炉 等 部 位 均采 用
熔铸 A Z S砖 , 在 窑期 结 束 时 可 以发 现 , 熔窑大碹 、 小 炉、 池壁 、 蓄 热室 格子 体 、 硅质 山墙及 胸墙 等 基本 能实
2 . 2测试 方法
分别 在 Z r O , 含量 为 3 3 %的普 通 熔 铸 3 3 A Z S砖 和熔 铸 A Z S凹槽 砖 相 同 的致 密 部 位 取 样 , 进 行 以下
检测 分析 :
( 1 ) 利用光学显微镜和电子显微镜进行熔铸 A Z S 制 品试样 的物相 组成 分析 ;
液渗 透 作 用 以及 气 体含 量 、 砂 含量 , 造 成 铸 型膨 胀 和 铸 型裂缝 , 甚 至 破 坏 制 品 凝 固外 壳 最 终 形 成 表 面 凹
陷 。因而设 计 特制 冒口以避免 熔液 喷溅 以及 湍流 , 同 时根 据制 品重 量和 大小 在特制 冒 口下设 2~3 个 液 流
对于熔铸 A Z S砖 这 种 相 对 昂 贵 的 材 料 来 说 , 无疑是
退役风电叶片中热固性复合材料资源化流程研究进展

退役风电叶片中热固性复合材料资源化流程研究进展目录1. 内容综述 (3)1.1 研究背景 (4)1.2 研究目的 (5)1.3 研究意义 (6)2. 退役风电叶片概述 (7)2.1 风电叶片的发展历程 (8)2.2 风电叶片的结构与类型 (9)2.3 退役风电叶片的处理现状 (10)3. 热固性复合材料简介 (11)3.1 热固性复合材料的概念与特点 (13)3.2 热固性复合材料的主要种类 (14)3.3 热固性复合材料的应用领域 (15)4. 退役风电叶片中热固性复合材料的提取方法 (16)4.1 机械法提取 (17)4.1.1 研磨法 (18)4.1.2 超声波辅助提取法 (20)4.1.3 高压水射流辅助提取法 (21)4.2 化学法提取 (21)4.2.1 酸溶解法 (23)4.2.2 碱溶解法 (24)4.2.3 氧化还原法 (25)4.3 生物法提取 (27)4.3.1 微生物浸取法 (28)4.3.2 酶解法 (29)5. 退役风电叶片中热固性复合材料的表征与性能评价方法 (31)5.1 微观形态表征 (31)5.1.1 X射线衍射分析法 (33)5.1.2 扫描电子显微镜观察法 (34)5.1.3 红外光谱分析法 (35)5.2 宏观性能评价方法 (37)5.2.1 力学性能评价方法 (37)5.2.2 热性能评价方法 (40)5.2.3 阻燃性能评价方法 (41)6. 退役风电叶片中热固性复合材料的资源化利用途径 (42)6.1 原位再生利用 (44)6.1.1 再造叶片回收技术 (45)6.1.2 再制造叶片工艺流程 (46)6.2 废弃物资源化利用 (48)6.2.1 热固性复合材料改性水泥制备技术 (49)6.2.2 热固性复合材料制备高性能混凝土材料技术 (50)6.3 其他资源化利用途径探讨 (52)6.3.1 热固性复合材料在轻质隔墙板中的应用研究 (53)6.3.2 热固性复合材料在航空领域的应用研究 (54)7. 结论与展望 (55)7.1 主要研究成果总结 (56)7.2 研究的不足与改进方向 (57)7.3 对未来研究方向的展望 (58)1. 内容综述退役风电叶片中热固性复合材料资源化流程研究进展概述了风能行业成熟阶段面临的叶片废弃问题、回收方法的发展以及资源化利用的现状。
全陶瓷球轴承高性能制造研究进展
全陶瓷球轴承高性能制造研究进展目录一、内容概括 (2)1. 研究背景与意义 (2)2. 国内外研究现状概述 (4)二、全陶瓷球轴承制造基础理论 (5)1. 陶瓷材料性能特点 (7)2. 球轴承基本结构及工作原理 (8)3. 高性能全陶瓷球轴承设计要求 (9)三、全陶瓷球轴承制造关键技术 (10)1. 陶瓷球坯成型技术 (11)2. 球轴承精密加工技术 (13)3. 陶瓷球轴承密封技术 (14)四、高性能全陶瓷球轴承制造工艺与实践 (15)1. 全陶瓷球轴承制造工艺流程 (16)2. 关键工艺参数对轴承性能的影响规律研究 (17)3. 典型高性能全陶瓷球轴承产品制造案例分析 (18)五、全陶瓷球轴承性能检测与评价标准 (20)1. 性能检测方法与设备 (21)2. 性能评价指标体系建立 (22)3. 性能测试结果分析与讨论 (23)六、全陶瓷球轴承高性能制造发展趋势与创新方向 (24)1. 新型陶瓷材料研发与应用 (25)2. 制造工艺技术创新与优化 (26)3. 智能化生产与远程运维服务探索 (27)七、结论与展望 (28)1. 研究成果总结 (29)2. 存在问题与不足 (30)3. 未来发展方向与展望 (32)一、内容概括全陶瓷球轴承是一种具有优异性能和可靠性的轴承,其制造工艺和材料选择对其性能起着至关重要的作用。
本文将全面介绍全陶瓷球轴承的高性能制造研究进展,包括其制造工艺、材料选择、表面处理技术等方面的最新研究成果。
我们将对全陶瓷球轴承的基本结构和性能特点进行概述,然后重点探讨其制造工艺的发展历程,包括传统的热处理、冷加工和精密磨削等方法以及近年来新兴的高温固相反应烧结(HIP)和激光熔覆(LM)等新型制造技术。
我们还将对全陶瓷球轴承材料的种类、性能和制备工艺进行详细分析,重点关注新型无机非金属材料如氮化硅、碳化物、氧化铝等在全陶瓷轴承制造中的应用。
我们将介绍全陶瓷球轴承的表面处理技术,包括化学气相沉积(CVD)、物理气相沉积(PVD)和电沉积等方法,以及这些方法在提高全陶瓷轴承耐磨性、耐腐蚀性和抗疲劳性能等方面的应用。
Pb快速熔炼技术研究
Pb快速熔炼技术研究本文作者:尹飞王成彦王忠郜伟李强作者单位:北京矿冶研究总院1硫化铅精矿直接熔炼的基本原理20世纪50年代以来,人们一直在寻求焙烧与熔炼相结合、熔炼强度高、过程连续直接炼铅方法[1-3]。
根据对Pb-S-O系化学势图的研究结果,可以获得成分稳定的金属铅的操作条件,但是,熔池直接炼铅只能产出高硫铅或者高铅渣;要获得含硫低的粗铅,就必须对含铅高的直接熔炼炉渣进行还原处理。
PbS氧化生成金属铅有两种主要途径:一是PbS直接氧化,二是PbS与PbO发生交互反应。
为使氧化熔炼过程尽可能多地脱除硫(包括溶解在金属铅中的硫),不可避免地会生成更多的PbO,在操作上合理控制氧料比就成为直接熔炼的关键。
理论上,可借助Pb-S-O系硫势-氧势图进行讨论。
图1给出了直接炼铅在平衡相图中的位置,如斜阴影线区所示。
熔池熔炼由于采用了工业纯氧或富氧空气强化冶金过程,烟气量少,SO2浓度一般在10%以上(相当于PSO2≥104Pa)。
在“熔池直接炼铅”区域,只要控制较低的氧势(1gPo2<-1),即使在PSO2=105~103Pa的条件下,PbS直接氧化仍可产出含硫<0.3%的粗铅。
用活度aPbO表示PbO在熔渣中的有效浓度,aPbO=0.1相当于炉渣含7%~8%Pb。
aPbO数值越大,意味着炉渣中PbO浓度越大。
在熔炼体系中,PbO不能溶入Pb-PbS相,只能形成PbO-Pb-SiO3炉渣相。
随着气相-金属铅(Pb-PbS)相-炉渣三相体系中氧势的增大,aPbO值可增至1。
SO2分压在熔池直接炼铅中一般为~104Pa,如果将氧分压控制在10-5~10-4Pa的低氧势条件下,产出炉渣的aPbO<0.1,相当于渣含铅~5%,此时粗铅含硫将大于1%。
如果将渣含铅降到鼓风炉还原熔炼的水平(Pb<3%),则炉渣放出口处的炉内氧势也必须控制到1gPo2<-5。
因此,硫化铅精矿熔池直接熔炼要同时获得含硫低的粗铅和含铅低的炉渣是有困难的[2-3]。
电子束粉末床熔融增材制造装备发展综述
第15卷第11期精密成形工程2023年11月JOURNAL OF NETSHAPE FORMING ENGINEERING9电子束粉末床熔融增材制造装备发展综述焦沫涵1,2,3,龙宏宇4,5,梁啸宇1,2,3,周俊4,5,林峰1,2,3*(1.清华大学机械工程系清洁高效透平动力装备全国重点实验室,北京 100084;2.先进成形制造教育部重点实验室,北京 100084;3.生物制造与快速成形技术北京市重点实验室,北京 100084;4.有色金属与特种材料加工全国重点实验室,南宁 530004;5.广西大学机械工程学院,南宁 530004)摘要:电子束粉末床熔融(EB-PBF)增材制造技术具备成形效率高、成形零件应力低等优势,适用于高温合金、高熔点金属的成形,在航空航天、生物医疗等领域具有广阔的应用前景。
对电子束粉末床熔融装备的研究情况进行了概述,回顾了EB-PBF装备的发展历程,汇总分析了国内外主要厂商的装备特点及研发进展,综述了抗吹粉、多材料、多束流复合3个方面装备的关键改进与创新方法。
在此基础上,着重介绍了离子中和、机械装置屏蔽、近红外预热等新型成形舱改进方案,及其对工艺过程稳定性的提升效果;介绍了新型铺送粉装置改进方案对多材料成形的潜力,即该方案可有效满足多材料成形、成形效率提高等需求;此外提出并实现了多电子枪同幅加热成形、电子束-激光复合成形等突破传统单电子枪加工思路的新型成形技术。
最后,总结了该方向的研究进展并对其发展前景和主要发展方向进行了展望。
关键词:增材制造;电子束粉末床熔融;电子束选区熔化;装备;材料加工DOI:10.3969/j.issn.1674-6457.2023.11.002中图分类号:TH166 文献标识码:A 文章编号:1674-6457(2023)11-0009-12Electron Beam Powder Bed Fusion Additive Manufacturing: A Review ofEquipment and Process Technology DevelopmentsJIAO Mo-han1,2,3, LONG Hong-yu4,5, LIANG Xiao-yu1,2,3, ZHOU Jun4,5, LIN Feng1,2,3*(1. State Key Laboratory of Clean and Efficient Turbomachinery Power Equipment, Department of Mechanical Engineering,Tsinghua University, Beijing 100084, China; 2. Key Laboratory for Advanced Materials Processing Technology, Ministry of Education, Beijing 100084, China; 3. Bio-manufacturing and Rapid Forming Technology Key Laboratory of Beijing, Beijing 100084, China; 4. State Key Laboratory of Non-ferrous Metals and Specialty Materials Processing, Nanning 530004, China;5. School of Mechanical Engineering, Guangxi University, Nanning 530004, China)ABSTRACT: Electron beam powder bed fusion (EB-PBF) additive manufacturing technology is very suitable for forming su-peralloys and refractory metals due to its advantages of high efficiency and low forming stress in the formed parts. It has a broad application prospect in the aerospace and biomedical domains. This paper presented a comprehensive overview of the research concerning EB-PBF equipment. It delved into the historical evolution of EB-PBF equipment, meticulously examined the equip-ment characteristics as well as the research and development progress made by major domestic and international manufacturers,收稿日期:2023-08-21Received:2023-08-21基金项目:国家科技重大专项(J2019-Ⅶ-0016-0156)Fund:National Science and Technology Major Project (J2019-Ⅶ-0016-0156)引文格式:焦沫涵, 龙宏宇, 梁啸宇, 等. 电子束粉末床熔融增材制造装备发展综述[J]. 精密成形工程, 2023, 15(11): 9-20. JIAO Mo-han, LONG Hong-yu, LIANG Xiao-yu, et al. Electron Beam Powder Bed Fusion Additive Manufacturing: A Review of Equipment and Process Technology Developments[J]. Journal of Netshape Forming Engineering, 2023, 15(11): 9-20.10精密成形工程 2023年11月and also overviewed key advancements and innovative approaches in three crucial dimensions: anti-smoking, multi-material in-tegration, and hybrid beam manufacturing. On this basis, the new forming chamber improvement schemes such as ion neutrali-zation, mechanical device shielding, and near-infrared preheating as well as its effect on improving the process stability were mainly introduced. The potential of new powder spreading and feeding device on materials forming was introduced, which ef-fectively met the needs of multi-material forming and forming efficiency improvement. In addition, the multi-electron-gun si-multaneous heating and forming, the electron beam-laser hybrid forming, and some other new methods were proposed and real-ized. Finally, the research progress in this direction was summarized and the prospect of its development and the main develop-ment direction was put forward.KEY WORDS: additive manufacturing; electron beam powder bed fusion; electron beam melting; equipment; materials proc-essing近年来,粉末床熔融增材制造(Powder Bed Fusion,PBF)作为一种重要的现代制造技术,吸引了大量学者。
承担项目情况
1)承担项目状况:2)国家自然科学基金“镁合金板材大变形成形机制与过程模拟研究”, 编号: 50405014, 经费: 23万元, 项目起止年月: 2023.1~2023.12, 负责人。
3)国家自然基金项目, “辊弯成形全流程动态模拟技术研究”, 编号: 50375095, 经费: 24万元, 起止年月: 2023.1~2023.12, 重要参与人。
4)国家自然基金重点项目, “材料智能化近终成形加工技术旳若干基础问题”, 编号: 50634010, 经费: 180万元, 起止年月: 2023.01~2023.12, 重要参与人。
5)国家973计划前期研究项目“材料制备新措施探索及性能研究”, 编号: 2023CB708600, 总经费: 1094万元, 起止年月: 2023.12~2023.11, 重要参与人。
6)国家863计划重点项目, “高强高韧镁合金及其应用技术研究”, 编号: 002AA331120, 经费: 340万元, 起止年月: 2023.6~2023.6, 重要参与人。
7)国防科工委民口配套项目, “XXX轴承旳研究”, 编号: MKPT-05-268, 经费: 165万元, 起止年月: 2023.1~2023.12, 重要参与人。
8)上海市创新科技支撑计划项目子课题, “薄带连铸带钢力学性能及表面裂纹形成机理研究”, 编号: 07DZ1103, 经费: 80万元, 起止年月: 2023.2-2023.12, 负责人。
9)教育部新世纪优秀人才计划项目, “镁合金板材变形机理与成形性能旳宏微观研究”, 编号: NCET-07-0545, 经费: 50万元, 起止年月: 2023.1-2023.12, 负责人。
10)上海市重点基础研究项目, “ERW焊管排辊成形理论与工艺设计措施研究”, 编号: 09JC1407000, 经费: 30万元, 起止年月: 2023.9~2023.8, 负责人。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T c n l yC a gh n10 0 , hn ) e h oo , h nc u 0 0 C ia g 3
; 【 要1 摘 针对 目 前防爆轮胎存在防爆效果不佳、 价格昂 适用范围小等问 研制了由弹性 { 贵、 题, ; 环套、 压力开关、 充气装置、 安全锁组成的新型防爆内 具有结构简单、 胎, 成本低、 安装便捷、 起效迅 { l 速等特点。选择某型 轿车轮胎作为改造和实验对象, 进行了 动平衡试验和轮胎抗刺扎试验、 轮胎脱 i
22 熔芯快 速机械化成 形过程 _
不同的压制工艺过程对粉末压坯的性能和压制过程中的力学 特征有着较大的影响目 。其中, 选择模压的方式很重要。 常见 的压制
方式有单项压制、 双向压制 、 浮动模压制和引下法 。 由于双向压制能 够获得较好的密度分布, 我们采用双向压制的方法。生产实践中广 泛采用的浮动阴模压制实际上就是利用双向压制来改善密度分布 均匀的方式之一R而这种双向压制是通过单项压制实现的, 。 即采用
业迅速发展 , 异形耐火材料砖得到 了广泛应用。由于其 良好 的热
稳定性、 耐磨性 、 耐冲击性和抗渣性 , 广泛应用于窑炉或有关热工
中空和 设备的特殊部位。以建筑用耐火材料砖 , 是一种典型的异型耐火 在坯 中的嵌件处理掉 。该工 艺特别适用于成形形状复杂 、 不以机械加工 的零件… 。因为采用熔芯成形的制件与一般成型的 材料砖 , 如图 1 所示。 因为形状较复杂成形制造困难 , 只能采用手 并且其 内部形状可以更复 工方式生产 , 这就在一定程度上降低 了企业的利润。实现异型砖 零件具有同样广泛应用的外形和强度。 采用熔芯 的机械化成形生产 , 提高生产效率尤为重要。提 出了采用熔芯机 杂多样 。与一些含有复杂侧 向分型与抽芯要求的零件 , 成形技术还可极大简化模具结构I 2 1 。 压成形来实现异型砖快速成形 的方法 , 该方法基 于一种异型砖压 制模型, 能更好的反应异型砖熔芯快速机械化成形技术。
tem c a i omi f r h i cm l hp , ido wp ic l o i-om n u rad h e hnc fr n o er o pe sa eakn n r i ef r df r igi p t ow r , l a g t x f e np a p s f bs d o hc l t cuefrti fr ig ss m W ei e o rai h a i omi ̄ hn ae n w i mo s utr o h om n yt a ds n d t e z te r df r n T e h d r s e s g l e p A A y a i o w e o l - o yss m a api oa a z h om n od s utr b D MS d n m c s t a r t bd yt W l d t nl ete r igm l t cue y s f r f mu i e sp e y f r
1 引言
在高温工业的发展 和技术进步的促进下 ,我国耐火材料工
最大的问题就是难以脱模。如果按照传统的方式制造生产 , 异形
耐火砖 内部 复杂 的结构难以实现 。而熔芯成形技术 的基本思想 是: 将成形复杂的或者难 以脱模的零件芯部 , 以树脂 、 、 纸 低熔点 金属等材料做成嵌件 , 而后采用熔化 、 裂解 、 溶剂溶解等方法将留
; 圈试验等 多项道路试验。试验结果表明, 新型防爆 内胎轮胎动平衡测试结果 良 , 好 在汽车高速行驶 《 ; 中爆胎失压后起效迅速, 能有效防止车辆侧滑、 跑偏 , 保障汽车安全行驶或停车 , 具有较好 性环套; 充气装置; 安全锁, I 道路试验
Ke o d Sp c a y W r s: e i l Sha f a t r i ks Fusb e Co e Ra d For i M e ha i a i n peRe r c o y Brc ; i l r ; pi m ng; c n z to
中图分 类号 :H1 ,U 4 文 献标 识码 : T 6T 5 1 A
{
《
l
【br t/vwot rl rne li - o eu e c exli — i Asa 】n i e oe ocrtxoo p ot ,c aif t p sn tc e fh p bm f ue psn rfi s h sn ei e oo r f v
2熔 芯快速机械化成形关键技术
21熔芯成 形技术 .
★来稿 日期 :0 10 — 4 2 1- 9 2
对于形状较为复杂的异型耐火砖 , 在成形制造过程 中遇到 制的效果。( ) 3 保压 。 在成型位置处, 上模冲 、 阴模 、 下模冲相对位
第 7期 21 0 2年 1日
文 章 编号 :0 1 39 (0 2 0 — 0 7 0 10 — 9 7 2 1 )7 0 9 - 3
一
种特殊的具有浮动弹簧模具结构。具体成彤过程如下 : () 1装料 。由自动送料机或手工将粉料均匀装入阴模 型腔 。
图 1异 型砖
() 2 单向压制。 装料完成后 , 上模 冲在压力机上压头的带动下伸入 阴模型腔对粉料 向下加压 , 与此 同时 , 阴模在压力机 的驱动下 向 下拉动 , 使下模冲相对于阴模向上运动压制粉料从而实现双 向压
同时, 快速 成形新原理 的提 出为 以后 其 它异型砖 的成 形制造 奠定基础 。 关键词 : 形耐火砖 ; 异 熔芯 ; 快速成 形 ; 机械化
【 bt c】 n re t ipoet r ut i esei ae r k t ts i clt ah v A s at / o ro m r e o c vy f h c l hp i s h f u ci e r d v h p d it o t p a s b c a idf to e i
机 械 设 计 与 制 造
Ma h n r De in c iey sg & Ma fc u e nu a t r 9 7
新 型汽 车轮 胎 防爆 内胎 的研 制
曲晓 海 杨 中江 张宏壮 周广文
(吉 林大学 工程训 练 中心 , 春 10 2 )(装 甲兵技术 学院 , ’ 长 30 5 长春 10 1 ) 3 17 (吉林工 程技术师范 学院 机械 工程学院 , 春 100 ) 。 长 30 0
o e i1s a e fa t y Br k fSp ca. h p d Re r cor i s . c
C I n -u n D N iop n ,H N a — h a U gja , O G X a- e gZ A G S n c u n Ho
( co l f c a i l n ier gZ e gh uU iesy Z e gh u4 0 0 , hn ) S h o o Me hnc gn ei ,h n zo nvri , h nz o 5 0 C ia aE n t 1
s l igT ersh h wta e uil cr t h iu a ai er i e h n a o,n r u - i a n .h u s o t h s e oe e nq ec nrl z t a dm c a i ina d o c mu t e s h t f b c e eh p z t p d
t no h p ca s a ebik , hc i a o n a o f rh f r n o e ei a ebik. i e ei hp r sw ihl d f u d in o e omi o t r p ca s p r s o ft s l c a t t gf h s l h c
熔芯机 压成形 的新原理 , 并在 此基础 上设计 了此种 成形 系统模具 结构 实现 快速 成形 。采用 多体 系统 动 力 学软件 A A D MS对成形模 具结构进行 仿真 分析 ,结果显 示此种 结构 能够快速 实现异 形耐 火砖 的压制 成型 。虚拟仿真 和生产 实践表 明采 用熔芯成形技 术能更好 的 实现异 型砖的机械 化生产 , 高生产效 率。 提
第 7 期 21 0 2年 7月
文章 编 号 :0 13 9 ( 0 20 — 0 5 0 10 — 9 7 2 1 )7 0 9 — 2
机 械 设 计 与 制 造
Ma h n r De in c iey sg & Ma u a t r n f cu e 9 5
异 型 耐 火砖 熔 芯快速机 械 化 成 形技 术研 究 术
( r r eh ooyIs tt o P A, h nc u 3 1 7 C ia 2 mo T c n l tue f L C a gh n10 1 ,hn ) A g ni
(Colg fMe h nc l n ie r g Jl e c e ’ n tueo n ie rn n l eo c a ia gn ei , i nT a h rSI si t f gn eiga d e E n i t E
崔红 娟 董 晓鹏 张三川
( 郑州大学 机械工程学院 , 郑州 400 ) 50 1
Re e r h o u i l r pd Me h nz t n F r n c n lg s a c n F sbe Co e Ra i c a ia i O mig Te h o o y o
》po ,pnv, a pitn a ea c口 e p p snp oi et e o in { rfe eses la lao n , de ,nwt e xli -rfn ru ns g e o x i m lp c i r g n t y e oo o n b c st o 一 i f ; lt n t r srsihi a b ei d 4 tl kws e l e. e e p p s n { a irg epe u t ,f aldv e n e c a dv o d h nwt e xl i - sc i s , s e w c nt e c a s y o ep T y e oo l l po i e t e a t da a s p r t e o s c vn na e bn d u k f c : rfn ru sh av t e os lsu u ,wc t o ei t s lg n i f t o n b h e n g i e t c r l o , n e m i a q c ee f m s