CPK(过程能力)研究报告
Cpk值介绍

加强员工培训
定期开展员工技能和素质培训,提高员工的专业水平和质 量意识。
建立激励机制
通过设立奖励机制、晋升机会等措施,激发员工的积极性 和创造力,促进员工为提升Cpk值贡献智慧和力量。
营造质量文化
在企业内部营造“质量第一”的文化氛围,使追求高质量 成为员工的自觉行为。
Cpk值与其他质量指标的关
05
03
Cpk值数据分析方法
数据收集与整理要求
01
数据来源
明确数据收集的范围和来源,包 括生产过程中的各种测量数据、 检验数据等。
数据整理
02
03
数据分组
对收集到的数据进行清洗、筛选 和整理,确保数据的准确性和完 整性。
根据分析需求,对数据进行合理 的分组和分类,以便后续统计分 析。
统计分析方法及工具应用
Cpk(Complex Process Capability Index,复 合过程能力指数):既考虑过程变异大小,又考 虑过程均值与规格中心的偏移,是更全面的过程 能力评价指标。
Ppk(Preliminary Complex Process Capability Index,初步复合过程能力指数):基于短期数据 计算的复合过程能力指数,同时考虑过程变异和 均值偏移。
04
提高Cpk值的策略与实践
识别并消除影响因素
识别潜在因素
通过数据分析、过程监控等手段,识别影响 产品质量和过程稳定性的潜在因素。
制定针对性措施
根据识别出的影响因素,制定相应的消除或控制措 施,如设备维护、工艺调整等。
持续改进
对实施后的效果进行跟踪和评估,不断完善 和改进措施,确保产品质量和过程稳定性的 持续提升。
多维度综合评价产品质量
「cpk」过程能力指数附案例分析和改善措施

「cpk」过程能⼒指数附案例分析和改善措施「CPK」过程能⼒指数,附案例分析和改善措施过程能⼒指数(Process capability index,CP或CPK),也译为⼯序能⼒指数、⼯艺能⼒指数、制程能⼒指数⼀、什么是过程能⼒指数过程能⼒指数也称⼯序能⼒指数,是指⼯序在⼀定时间⾥,处于控制状态(稳定状态)下的实际加⼯能⼒。
它是⼯序固有的能⼒,或者说它是⼯序保证质量的能⼒。
这⾥所指的⼯序,是指操作者、机器、原材料、⼯艺⽅法和⽣产环境等五个基本质量因素综合作⽤的过程,也就是产品质量的⽣产过程。
产品质量就是⼯序中的各个质量因素所起作⽤的综合表现。
对于任何⽣产过程,产品质量总是分散地存在着。
若⼯序能⼒越⾼,则产品质量特性值的分散就会越⼩;若⼯序能⼒越低,则产品质量特性值的分散就会越⼤。
那么,应当⽤⼀个什么样的量,来描述⽣产过程所造成的总分散呢?通常,都⽤6σ(即µ+3σ)来表⽰⼯序能⼒:⼯序能⼒是表⽰⽣产过程客观存在着分散的⼀个参数。
但是这个参数能否满⾜产品的技术要求,仅从它本⾝还难以看出。
因此,还需要另⼀个参数来反映⼯序能⼒满⾜产品技术要求(公差、规格等质量标准)的程度。
这个参数就叫做⼯序能⼒指数。
它是技术要求和⼯序能⼒的⽐值,即当分布中⼼与公差中⼼重合时,⼯序能⼒指数记为Cp。
当分布中⼼与公差中⼼有偏离时,⼯序能⼒指数记为Cpk。
运⽤⼯序能⼒指数,可以帮助我们掌握⽣产过程的质量⽔平。
⼆、过程能⼒指数的意义制程能⼒是过程性能的允许最⼤变化范围与过程的正常偏差的⽐值。
制程能⼒研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的⽔准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越⼤表⽰品质越佳。
CPK=min((X-LSL/3s),(USL-X/3s))三、过程能⼒指数的计算公式CPK= Min[ (USL- Mu)/3s, (Mu -LSL)/3s]四、过程能⼒指数运算⽅法过程能⼒指数运算有5种计算⽅法:直⽅图(两种绘图⽅法);散布图(直线回归和曲线回归)(5种);计算剩余标准差;排列图(⾃动检索和排序);波动图(单边控制规范,也可以是双边控制规范)。
CPK过程能力分析18
45
40
22
87
0.7040
2.0590
-0.1997
0.1997 0.0000 -0.1997 #DIV/0! 0.2533 0.2523 0.0642 0.0637 0.0000 #DIV/0! -0.2695
40
35 31
30
Frequency
25
22
20
16
16
15
10
5
0
2
52.60 51.80 51.80 52.40 52.40 52.00 52.20 52.40 52.40 51.80 52.20 51.80 52.20 52.20 52.40 51.80 51.80 51.80 52.20 52.00 52.60 52.40 52.20 51.80 52.20
零件号
nTuomolber
图纸号
nDuemscbreiprti
模 可具 以类 不型 用
on
填写
SLwPrEC
52.000
Spec
52.000
53.000
PNLOUMSINA L
Part
Dept:
dEensgc. ripti
QA 产品名称
c#hg.
Cavities
Units
0.000
MUpINr US
52.000
Spec
Average (X chart)
0.000 52.000
SignifPicaRntO C E S S
trends of RUN
Increasing LHEONWGTH
MRUANNY
Decreasing LHEONWGTH
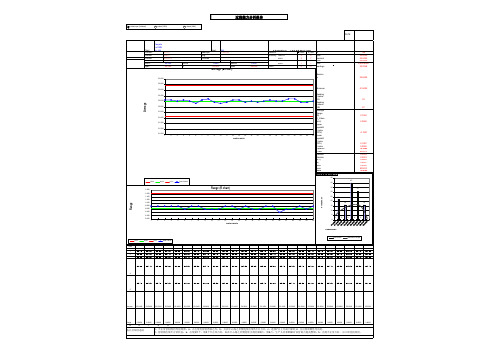
过程能力研究——CPK的统计与提升规范

Xxxxxxxxxx过程能力研究——CPK的统计与提升规范一、目的:为了贯彻预防原则,应用统计技术对过程中的各个阶段进行检察和评估,从而保证持续稳定地提供合格产品。
二、适用范围:适用于统计稳定过程的能力指数,在大规模生产时,常用CPK表达生产线能力指数(每天抽取5个数据,统计连续一个月(25天)的数据来计算CPK)。
三、术语:过程能力:指处于统计稳态下的过程的加工能力。
以该过程产品质量特性值的变异或波动来表示。
CPK:用CPK值表示过程能力满足技术规范的程度,CPK值越大,其过程能力越高,越能够满足技术规范。
四、CPK的统计表使用CPK统计表能够更快更方便准确的计算出CPK值,进而判断所研究的工序过程是否有能力持续稳定地提供合格产品。
1.符号X:样本值;X:样本均值;X :样本总均值;R :极差;R :极差平均值;USL :公差上限; LSL :公差下限; UCL x :样本值上控制限; LCL x :样本值下控制限; UCL R :极差上控制限; LCL R :极差下控制限; CPK :工序能力指数; A2、D3、D4、d2为系数。
2. 计算公式)(X AVE X =)X (X AVE =R A X UCL 2X += R A X LCL 2X -=)(R AVE R = R D UCL R 4=R D LCL R 3=⎪⎪⎭⎫- ⎝⎛-=22/3,/3in pk d R LSL X d R X USL M C 表1为不同组容下的A2、D3、D4、d2系数值。
表13.工序能力判断准则工序能力判断准则按表2规定。
表24.应用步骤A.确定分析的质量特性值;B.收集观测值,每天抽取5个数据,统计连续一个月(25天)的数据来计算;C.判断工序质量是否处于稳定状态,处于稳定状态方可计算工序能力指数;D.将125个随机数据分五组输入“检查记录”栏目内;E.表格自动计算相关数据及Cpk值;F.调整数值轴区间,使其包含UCL x和LCL x的区间;G. 调整极差值轴区间,使其包含UCL R和LCL R的区间;H.不可有目的的人为调整随机数据使其满足某一要求;I.不可随意修改表格中的计算公式及A2、D3、D4、d2系数。
Cpk数据分析报告汇总

程
三、数据分析
为检测预备车间半成品部件的稳定性,测量胎面、 胎侧、钢丝圈、带束层等半成品部件的尺寸做X-R图并 分析原因。
部件 胎面 胎侧 带束层 钢丝圈
Cpk Cpk≥1.33 Cpk≥2.0 1.67>Cpk≥1.33 1.67>Cpk≥1.33
评级 A级 A++级 A级 A级
半成品部件:胎面
下一步工作
1、口型维修时要保证表面光滑并打好标识线减小测量 误差;
2、尺寸稳定后提速会使Ф250挤出机压力会持续增 加, 经过较长时间后才会稳定。统计数据分析Ф250挤出机压力 对胎面尺寸的影响。
Cpk数据分析报告
前言
现代质量管理强调“用数据说话”和“预防为 主”,这样才能将损失减至最低,才能提高顾客满 意。而要做到“用数据说话”和“预防为主”必须 需要有一种控制参数来反映质量水平并通过此参数 对质量进行改进。通常情况下我们选择Cpk作为衡 量过程能力的指数。Cpk是现代企业用于表示制程 能力的指标,Cpk值越大,表示制程能力越充分, 质量越佳。
原因分析:
1、生产时胎面在辅线上或测量时拉伸,影响尺寸; 2、测量时胎面标识线不清晰造成测量误差; 3、测量后半段胎面时由于垫布张力较大导致胎面变形,影响尺寸
测量 4、生产时挤出机转速或辅线速度等参数调整; 5、胶料波动,引起胎面尺寸波动; 6、由于Ф 250挤出机压力不稳定而引起胎面尺寸波动; 7、口型不平生产时尺寸异发生波动。
样本
2
测定
3
值
4
5 X
143.9 143.7 143.7 144.5 144.4 143.3 144.3 143.8 143.5 144 144.6 143.6 144 144.3 144.4 144.1 143.7 144.3 144.5 144.5 144.1 144.8 144.4 144.4 144.6 144.2 143.7 143.8 144.5 144.4 144.3 144.9 143.5 143.5 144.2 143.5 143.5 144.4 144.9 144.5 144.6 143.9 144.1 144.5 144.5 144.4 144.8 144.8 144.2 144.7 143.8 143.7 143.8 144.6 144.5 144.4 145.1 143.8 143.4 144.2 143.9 143.8 144.2 145.1 144.3 144.5 144.6 144 144.5 144.5 144.7 144.5 144.5 144.5 144.4 143.3 144 144.4 144.4 144.4 144.4 144.7 143.7 143.4 143.6 143.9 144 144.4 144.7 143.6 144.3 144.6 144.3 144.8 144.3 144.5 144.7 144.7 144.5 144.4 143.9 143.9 143.9 144.5 144.4 144.1 144.7 143.7 143.5 144.0 144.0 143.7 144.2 144.7 144.2 144.3 144.2 144.3 144.6 144.5 144.3 144.7 144.6 144.5 144.5
CPK

4.821 4.819 4.825 4.821 4.823
24.109
24.104 和 X=和/(读数数量)4.8208 R=最高—最低 0.009 S=STDEV(C5:AA9)=δ s=
4.8170
4.8190
4.8220
4.8190
4.8208
4.8246
4.8178
4.8234
4.8208
4.8264 4.8204 4.8144 0.0218 0.0103 0.0000
4.8264 4.8204 4.8144 0.0218 0.0103 0.0000
4.8264 4.8204 4.8144 0.0218 0.0103 0.0000
4.8264 4.8204 4.8144 0.0218 0.0103 0.0000
过 程 能 力 研 究
(CPK分析报告)
工 厂 机器编号
读 数 1 2 3 4 5
4.821 4.825 4.819 4.816 4.823 4.819 4.812 4.823 4.812 4.819
24.085
部 门 日 期
4.816 4.821 4.825 4.821 4.812
24.095
质控部 0/0 /2006
0.009
0.009
0.011
0.013
0.007
0.009
0.015
0.006
* 在确定过程能力之前,过程必须受控。 * 样本容量小于7时,没有极差的下控制线。
UCL X LCL UCL R LCL
4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000 4.8264 4.8204 4.8144 0.0218 0.0103 0.0000
过程能力ProcessCapability

过程能⼒ProcessCapabilityMINITAB过程能⼒分析(Process Capability Analysis)1、Capability Analysis (Normal)[概述]Capability Analysis (Normal)⽤于对来⾃于正态分布的数据或Box-Cox转换后的数据进⾏能⼒分析。
分析报告包括⼀张带两条正态曲线的能⼒条形图,⼀张长期和组内能⼒统计量的列表。
两条正态曲线分别与过程均值和组内标准差、过程均值和长期标准差相对应。
报告还包括过程数据的统计量,如过程均值,⽬标,组内和长期标准差,过程规范,观察到的能⼒,以及期望的组内和长期能⼒。
因此,该报告可⽤于直观评价过程是否服从正态分布,是否以⽬标值为中⼼,是否具备持续满⾜过程规范要求的能⼒。
⼀个假设数据来⾃于正态分布的模型适合于⼤多数过程数据。
如果数据是倾斜的,参见Non-normal data下⾯的讨论。
[例]假设你在⼀个汽车制造⼚的机器组装部门⼯作。
某个零件,凸轮轴的长度的⼯程规范为600+-2mm。
长期以来,该轴的长度均超出规范的要求,导致⽣产线上装配性性、⾼废弃和重⼯率。
在对记录清单检查后,你发现该零件有两个供应商。
Xbar-R图告诉你供应商2的零件失控,因此你决定停⽌接受供应商2的零件直⾄产品受控为⽌。
在去除供应商2后,不良装配的数量明显减少,但问题并未完全消除。
你决定通过能⼒研究来观察供应商1是否具备满⾜⼯程规范的能⼒。
1 Open the worksheet CAMSHAFT.MTW.2 Choose Stat > Quality Tools > Capability Analysis (Normal).3 In Single column, enter Supp1. In Subgroup size, enter 5.4 In Lower spec, enter 598. In Upper spec, enter 602.5 Click Options. In Target (adds Cpm to table), enter 600. Click OK in each dialog box.[结果分析]如果你想解释过程能⼒统计量,数据应该近似服从正态分布。
过程能力指数(Cpk)在质量管理中的应用与评估
过程能力指数(Cpk)在质量管理中的应用与评估过程能力指数(Cpk)在质量管理中的应用与评估质量管理是一个企业始终追求的目标,而过程能力指数(Cpk)是一种常用于评估过程稳定性和性能的指标。
在质量管理中,Cpk可以用于检测和控制产品或服务的质量,帮助企业实现高品质的生产和服务目标。
本文将介绍Cpk的概念、计算方法以及其在质量管理中的应用和评估。
首先,让我们了解一下Cpk的概念。
Cpk是一种统计指标,用于评估过程的能力和稳定性。
它基于过程的数据,反映了过程中产品或服务产生的偏差程度。
Cpk的计算基于过程的平均值、标准差和规范上下限。
在质量管理中,Cpk用于衡量过程的能力,即过程是否能够满足规定的质量要求。
Cpk的计算方法如下:Cpk = min[(USL –μ) / 3σ, (μ –LSL) / 3σ]其中,USL表示规范的上限,LSL表示规范的下限,μ表示过程的平均值,σ表示过程的标准差。
Cpk值越大,表示过程的能力越高;Cpk值越小,表示过程的能力越低。
Cpk在质量管理中的应用主要包括以下几个方面:1. 过程能力评估:Cpk可以用于评估过程的能力和稳定性。
通过计算Cpk值,企业可以了解到过程是否能够满足规定的质量要求。
如果Cpk值较低,说明过程存在偏差较大的情况,需要进行改进和控制;如果Cpk值较高,说明过程的能力较强,可以继续保持稳定状态。
2. 品质控制:Cpk可以用于控制产品或服务的质量。
通过设定Cpk值的目标或下限,企业可以监测产品或服务的质量水平。
当Cpk值低于目标或下限时,说明产品或服务存在质量问题,需要及时采取措施进行改进和控制。
3. 过程改进:Cpk可以用于指导过程改进。
通过持续监测和分析Cpk值,企业可以找出过程中存在的问题,并采取相应的改进措施。
比如,当Cpk值较低时,可能是因为过程中存在一些不稳定的因素,需要进行变量的控制和调整;或者是因为过程中存在一些特殊因素,需要进行剔除或调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CPK(过程能力)研究报告1. 引言1.1 研究背景及意义在当今激烈的市场竞争环境下,企业对产品质量的要求越来越高,过程控制能力成为衡量企业质量管理水平的重要指标。
CPK(过程能力指数)作为衡量过程稳定性和控制能力的重要参数,得到了广泛的应用。
然而,在实际应用中,许多企业对CPK的理解和应用仍存在一定的误区。
本研究旨在深入剖析CPK的基本理论,通过实际案例分析,为企业提供有效的过程改进方法,从而提高产品质量和市场竞争力。
1.2 研究方法与内容概述本研究采用文献分析、实证分析和案例研究等方法,系统地梳理了CPK的相关理论、计算方法和应用领域。
首先,对CPK的定义、计算方法和过程控制关系进行阐述;其次,通过实际案例进行分析,探讨CPK在制造业和服务业中的应用价值;接着,分析CPK在过程改进中的作用,并结合成功案例进行解读;最后,探讨CPK与其他质量管理工具的关联,为企业的质量管理提供更为全面的理论支持。
1.3 研究目标与预期成果本研究旨在实现以下目标:1.深入剖析CPK的基本理论,为企业提供理论指导;2.通过案例分析,总结CPK在实际应用中的经验和教训;3.探讨CPK在过程改进中的应用,为企业提供有效改进方法;4.分析CPK与其他质量管理工具的关联,促进企业质量管理水平的提升。
预期成果包括:1.形成一套系统的CPK理论知识体系;2.提供具有实践指导意义的CPK应用案例;3.提出针对性的过程改进策略;4.促进企业质量管理水平的提升。
2. CPK基本理论2.1 CPK定义与计算方法CPK(过程能力指数)是衡量过程稳定性和过程能力的指标,是统计过程控制(SPC)中一个重要的参数。
它反映了在一定的生产过程中,产品质量特性值在规格限内的波动情况。
CPK值越高,表明过程能力越强,生产出的产品越能满足规格要求。
CPK的计算公式如下: [ CPK = ] 其中,USL为上限规格限,LSL为下限规格限,()为过程标准差。
在实际应用中,还需要考虑过程平均值与规格中心的偏离程度,因此,改进后的CPK计算公式为: [ CPK = (, ) ] 其中,({X})为过程平均值。
2.2 CPK与过程控制的关系CPK与过程控制密切相关。
一个良好的过程控制策略可以有效提高CPK值,从而提高产品质量。
过程控制主要包括以下几个方面:1.过程设计:在设计阶段,通过合理的参数设置和设备选型,为过程稳定性打下基础。
2.过程监控:通过实时监控生产过程中的关键质量特性值,及时发现异常情况,采取措施进行调整。
3.过程改进:针对过程控制中发现的问题,采取改进措施,提高过程能力。
2.3 CPK的应用领域与价值CPK在以下领域具有广泛的应用:1.制造业:帮助制造企业评估生产过程能力,优化生产过程,提高产品质量。
2.服务业:如金融、医疗等行业,通过分析服务过程中的质量特性,提高服务水平。
3.质量管理:作为衡量过程能力的重要指标,为质量管理提供决策依据。
CPK的应用价值主要体现在以下几个方面:1.提高产品质量:通过提高过程能力,降低产品质量波动,从而提高产品质量。
2.降低成本:提高过程能力可以减少废品、返工等质量问题,降低生产成本。
3.提升企业竞争力:优质的产品和服务有助于提升企业市场竞争力。
4.优化资源配置:通过对过程能力的评估,合理分配资源,提高生产效率。
3 CPK计算与案例分析3.1 CPK计算步骤及注意事项CPK(过程能力指数)的计算涉及多个步骤,每个步骤都需要准确的数据和严谨的分析。
计算步骤: 1. 确定规格上限(USL)和规格下限(LSL),即产品或过程的质量要求。
2. 收集数据,通常需要至少25个数据点。
3. 计算过程平均值(X‾)。
4. 计算总体标准偏差(σ)。
5. 根据公式计算CPK值。
注意事项: - 数据应代表过程的真实情况,避免特殊因素影响。
- 需要考虑数据的正态分布,非正态分布可能需要转换或特殊处理。
- 计算CPK前,应检查数据的准确性,排除异常值。
- CPK不是绝对指标,需要结合实际过程情况解读。
3.2 案例一:某制造企业CPK分析背景:某制造企业专注于汽车零部件生产,要求其产品尺寸严格符合规格,以保障汽车安全。
数据收集:在一段时间内,收集了50个批次的产品尺寸数据。
CPK计算: 1. USL = 120mm,LSL = 100mm。
2. X‾ = 108mm。
3. σ = 2mm。
4. CPK = min[(USL - X‾) / (3σ), (X‾ - LSL) / (3σ)] = 1.33。
分析: CPK值大于1,表明该制造过程能力良好,但仍有改进空间。
3.3 案例二:某服务业CPK分析背景:某电信公司关注客户服务响应时间,以提升客户满意度。
数据收集:收集了一个月内1000个客户服务案例的响应时间数据。
CPK计算: 1. USL = 30min,LSL = 5min。
2. X‾ = 15min。
3. σ = 5min。
4. CPK = min[(USL - X‾) / (3σ), (X‾ - LSL) / (3σ)] = 0.67。
分析: CPK值小于1,表明服务响应时间的过程能力不足,需要改进。
该电信公司随后采取了改进措施,如优化培训、调整工作流程等,以提高过程能力。
4 CPK在过程改进中的应用4.1 过程改进方法概述过程改进是质量管理的重要组成部分,旨在识别过程中的不足,采取措施优化流程,提升产品质量和效率。
常见的过程改进方法包括PDCA(计划-执行-检查-行动)循环、六西格玛、精益生产等。
PDCA循环通过持续的计划、执行、检查和行动,不断优化过程。
六西格玛则专注于减少过程中的变异,提高产品质量和过程能力。
而精益生产则关注消除浪费,提升生产效率。
4.2 CPK在过程改进中的作用CPK(过程能力指数)作为一种衡量过程稳定性和能力的指标,在过程改进中发挥着重要作用。
通过计算CPK,企业可以:1.评估过程能力:CPK可以帮助企业了解现有过程的稳定性和能力,为过程改进提供依据。
2.识别改进重点:通过对不同过程的CPK值进行分析,企业可以找出需要优先改进的过程。
3.量化改进效果:在实施过程改进措施后,通过计算CPK值,可以直观地评估改进效果。
4.指导过程控制:CPK可以为企业制定过程控制策略提供参考,确保过程稳定运行。
4.3 成功案例分析某家电制造企业发现其生产线上的空调组装过程存在较多问题,影响了产品质量和效率。
为了改进该过程,企业采取了以下措施:1.应用PDCA循环,对组装过程进行系统分析,找出存在的问题。
2.采用六西格玛方法,针对关键问题进行改进,减少过程变异。
3.计算CPK值,评估过程能力,为改进措施提供依据。
4.通过实施改进措施,提高过程能力,降低不良品率。
经过一段时间的改进,该企业的空调组装过程能力得到了显著提升,CPK值从原来的0.8提高到1.2。
同时,不良品率下降了30%,生产效率提高了15%。
这说明,CPK在过程改进中具有实际应用价值,能够帮助企业提高产品质量和效率。
5 CPK与其他质量管理工具的关联5.1 SPC与CPK的关系统计过程控制(SPC)是一种用于监控和改进制造过程的方法。
它通过收集过程数据,运用统计手段进行分析,从而确保过程稳定并能够生产出满足要求的产品。
CPK作为衡量过程能力的一个重要指标,与SPC有着密切的联系。
SPC侧重于过程的实时监控,而CPK则更多地关注过程能力的评价。
在SPC的实施过程中,CPK可作为一个关键指标,帮助判断过程是否达到预定的控制限,从而对过程进行调整和改进。
5.2 六西格玛与CPK的关系六西格玛是一种旨在通过消除缺陷和减少变异来改进业务流程的管理策略。
它将CPK作为一个核心工具,用于评估和改进过程能力。
在六西格玛项目中,CPK的计算结果可以帮助团队确定过程的稳健性,并指导他们采取相应的措施来减少过程变异,提高产品质量。
通常,六西格玛项目追求的过程能力指数要达到1.33或更高,以确保过程具有足够的稳健性。
5.3 其他质量管理工具与CPK的整合应用除了SPC和六西格玛,CPK还可以与其他质量管理工具相结合,如ISO 9001质量管理体系、全面质量管理(TQM)等。
在ISO 9001质量管理体系中,CPK可以帮助组织评估和验证过程的控制能力,确保产品和服务的质量符合标准要求。
在TQM的实施过程中,CPK可以作为衡量持续改进效果的一个重要指标。
整合应用这些质量管理工具,企业可以更全面地评估和优化过程能力,从而提高产品的质量和市场竞争力。
CPK作为一个跨工具的指标,有助于企业从不同角度理解和改进过程,实现质量管理的全面提升。
通过这种方式,企业能够在不断变化的市场环境中保持稳定的质量水平,满足客户需求。
6 结论6.1 研究成果总结本研究围绕CPK(过程能力)展开,从基本理论、计算方法、案例分析、过程改进应用以及与其他质量管理工具的关联等方面进行了深入探讨。
通过研究,我们取得了以下成果:1.明确了CPK的定义与计算方法,为实际应用提供了理论基础。
2.通过对制造企业和服务业的案例分析,揭示了CPK在实际过程中的应用价值。
3.探讨了CPK在过程改进中的应用,提出了相应的改进策略,为提高企业过程能力提供了参考。
4.分析了CPK与其他质量管理工具的关系,为整合应用各类质量管理工具提供了理论支持。
6.2 研究局限与展望尽管本研究取得了一定的成果,但仍存在以下局限:1.研究对象主要针对制造企业和服务业,未涉及其他行业,可能导致研究结果的局限性。
2.案例分析中,仅选取了两个行业的企业作为研究对象,未能全面反映CPK在各行业中的应用情况。
3.在过程改进中,虽然提出了改进策略,但未进行实证分析,其有效性尚需进一步验证。
展望未来,本研究可以从以下方面进行拓展:1.深入研究CPK在其他行业中的应用,以拓宽研究范围。
2.选取更多具有代表性的案例,进行多角度、多层次的分析,以提高研究的普适性。
3.结合实际企业,对提出的改进策略进行实证分析,验证其有效性,为企业提供更有针对性的建议。
通过以上总结与展望,本研究希望能为我国企业提高过程能力、提升质量管理水平提供一定的理论支持和实践指导。