2铣刀地种类和结构特点
铣刀的几何参数及作用【详解】

1、铣刀的各部分名称基面:通过切削刀上任意一点并与该点切削速度垂直的平面。
切削平面:通过切削刃并与基面垂直的平面。
前刀面:切屑流出的平面。
后刀面:与加工表面相对的面2、圆柱铣刀的主要几何角度及作用(1)、前角γ0:前刀面与基面之间的夹角。
作用是使刀刃锋利,切削时金属变形减小,切屑容易排出,从而使切削省力。
(2)、后角α0:后刀面与切削平面之间的夹角。
其主要作用是减少后刀面与切削平面之间的磨擦,减小工件的表面粗糙度。
(3)、旋角0:螺旋齿刀刃上的切线与铣刀轴线之间的夹角。
作用是使刀齿逐步地切入和切离工件,提高切削平稳性。
同时,对于圆柱铣刀,还有使切屑从端面顺利流出的作用。
3、端铣刀的主要几何角度及作用端铣刀多一个副切削刃,因此除了前角,后角外还有:(1)、主偏角Kr:主切削刃与已加工表面的夹角。
其变化影响主切削刃参加切削的长度,改变切屑的宽度和厚度。
(2)、副偏角Krˊ:副切削刃与已加工表面的夹角。
作用是减少副切削刃和已加工表面的磨擦,并影响副切削刃对已加工表面的修光作用。
(3)、刃倾角λs:主切削刃与基面之间的夹角。
主要起到斜刃切割的作用。
4、成形铣刀成形铣刀是用于加工成形表面的专用铣刀,它的刀刃廓形需要根据被加工工件廓形进行设计计算,可在通用铣床上加工形状复杂的表面,能保证形状基本一致,且效率高,在成批生产和大量生产中被广泛应用。
(1)、成形铣刀可分为尖齿和铲齿两种尖齿成形铣刀的铣削和重磨需要专用靠模,制造和刃磨都较困难。
铲齿成形铣刀齿背是在铲齿车床上铲削和铲磨而成,重磨时只磨前刀面,因为前刀面是平面,所以刃磨比较方便,目前成形铣刀主要采用铲齿齿背结构。
铲齿齿背应满足两个条件:①重磨后切削刃形状不变;②获得所需后角。
(2)、齿背曲线及方程通过铣刀切削刃上任意点作垂直于铣刀轴线的端剖面,它与齿背表面的交线称为铣刀的齿背曲线。
齿背曲线主要应满足两个条件:一是铣刀每次重磨后的后角基本不变;另一是制造简单。
铣床刀具种类和介绍及应用
铣床刀具种类和介绍及应用铣床作为一种重要的机床,广泛应用于金属加工制造中。
而铣刀作为铣床的切削工具,种类繁多,下面就常见的铣刀种类及其介绍、应用进行详细阐述。
1.面铣刀:面铣刀是铣床上最常用的刀具之一,主要用于平面加工、开槽、槽铣等操作。
面铣刀可分为单刃面铣刀、多刃面铣刀和立铣刀。
单刃面铣刀正适用于小孔加工和薄壁零件加工,多刃面铣刀适用于高效率平面加工,而立铣刀适用于铣削凹槽。
2.立铣刀:立铣刀用来加工深槽、切削负荷较大的工件。
立铣刀通常分为直柄式立铣刀和锥柄式立铣刀,直柄式立铣刀适用于一般深槽加工,锥柄式立铣刀适用于深槽的一般铣削和各种形状的凹槽铣削。
3.球头铣刀:球头铣刀主要用于加工弧面、倒角、圆形凹槽等工艺,特点是切削轮廓与实体球体相同或近似,切削效果良好,加工表面质量高。
球头铣刀分为立刃球头铣刀和斜刃球头铣刀两种类型,不同类型适用于不同的加工需求。
4.侧铣刀:侧铣刀是刃部平行于旋转轴线的刀具,适用于加工凸出在面上的棱角、槽和平面。
侧铣刀根据刃片安装方式的不同,又可以分为刃片式侧铣刀和整体式侧铣刀两种类型。
刃片式侧铣刀适用于工件切削较薄的加工,整体式侧铣刀适用于需要较大进给量和较高切削效率的加工。
5.齿轮铣刀:齿轮铣刀是专门用于加工齿轮的刀具。
根据不同的齿轮加工要求,齿轮铣刀可分为有倒角的直齿轮铣刀、无倒角的直齿轮铣刀、弧齿轮铣刀、螺旋齿轮铣刀等各种类型。
齿轮铣刀通常需要配合齿轮铣刀专用设备使用,以保证高精度的齿轮加工效果。
6.切槽铣刀:切槽铣刀适用于切割宽槽或深槽,常用于开槽、刨槽等工艺。
根据不同的加工要求,切槽铣刀可分为平底切槽铣刀、圆底切槽铣刀、斜刃切槽铣刀等不同类型。
切槽铣刀的选择要根据具体的工件材料、形状和加工要求来确定。
7.立铰刀:立铰刀是用于加工铰孔的刀具,主要用于铰削孔底面与侧壁之间的角或内孔端面与侧壁之间的角,常用于铰床和铣床上。
立铰刀的种类繁多,选择时需要根据铰孔的尺寸、材料和形状来确定。
铣刀的种类及应用-陈缘.解析

(燕尾凸槽) (燕尾配)
5、T型槽铣刀
T型槽铣刀:
T型刀是装配于铣床 上用于铣削工件T型 凹槽、侧面凹槽的 刀具。T型刀又叫T型铣刀、半圆铣刀、 键槽铣刀,可以完美的加工T型凹槽、侧面凹槽加工. 在高温下正常维持切削性能。
6、三面刃铣刀
三面刃铣刀:
用于中等硬度, 强度的金属材料的台阶面和槽形面的铣削加工,也可用于 非金属材料的加工,超硬材料三面刃铣刀用于难切削材料 的台阶面和槽形面的铣削加工。
铣燕尾槽
(燕尾槽铣刀)
(面铣刀)
(三面刃铣刀)
常用!
(T型槽铣刀)
(立铣刀)
面、键槽、台阶、凹槽等.
(铣台阶、凹槽)
2、球头铣刀
球头铣刀:
球头刀是刀刃类似球头的装配于铣床上用于铣削各种曲面、 圆弧沟槽的刀具。球头铣刀也叫R刀,属于立铣刀。
3、面铣刀
面铣刀:
(铣平面)
面铣刀一般用于粗铣 工件平面、台阶.
(铣台阶)
4、燕尾槽铣刀
(燕尾凹槽)
燕尾槽铣刀: 燕尾槽铣刀专门用于
铣刀的种类及应用
什么是铣刀?
铣刀,是用于铣削加工的、具有一个或多个刀 齿的旋转刀具。工作时各刀齿依次间歇地切去 工件的余量。铣刀主要用于在铣床上加工平面、 台阶、沟槽、成形表面和切断工件等。
1、立铣刀
2、3、4刃立铣刀(铣键槽)
立铣刀: 立铣刀一般用于加工平
铣刀种类及规格(含图)
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
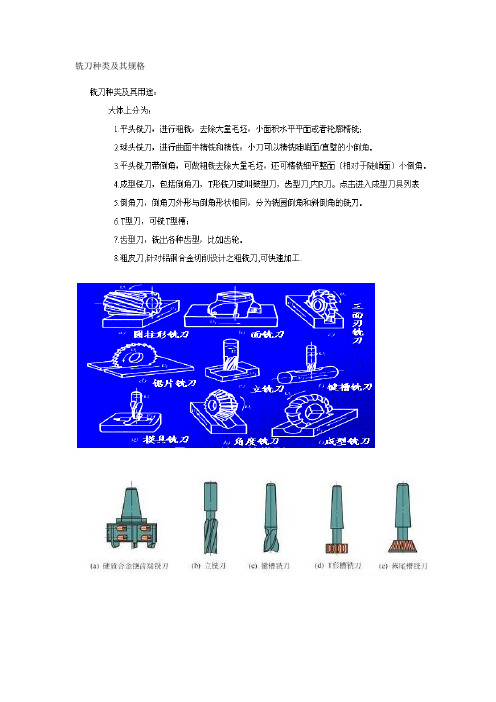
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
铣削加工简述
铣削加工简述一、铣削加工概述在铣床上用铣刀加工工件叫铣削,是金属切削加工中常用的方法之一。
铣削加工的精度为IT9~IT8,表面粗糙度Ra值为1.6~6.3μm。
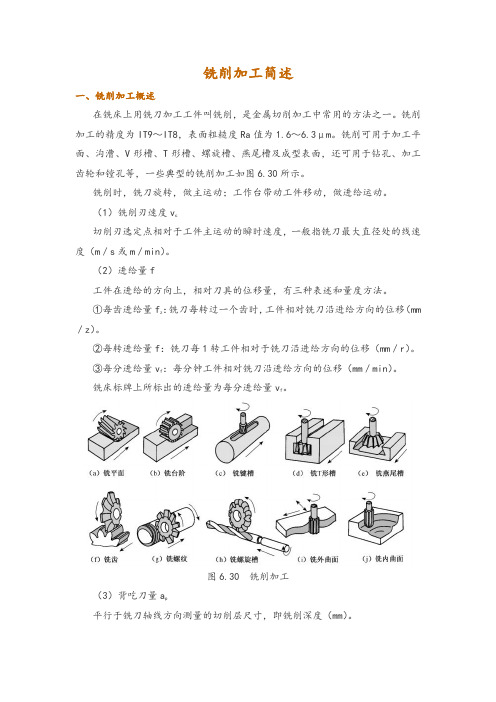
铣削可用于加工平面、沟漕、V形槽、T形槽、螺旋槽、燕尾槽及成型表面,还可用于钻孔、加工齿轮和镗孔等,一些典型的铣削加工如图6.30所示。
铣削时,铣刀旋转,做主运动;工作台带动工件移动,做进给运动。
(1)铣削刃速度vc切削刃选定点相对于工件主运动的瞬时速度,一般指铣刀最大直径处的线速度(m/s或m/min)。
(2)进给量f工件在进给的方向上,相对刀具的位移量,有三种表述和量度方法。
:铣刀每转过一个齿时,工件相对铣刀沿进给方向的位移(mm①每齿进给量fz/z)。
②每转进给量f:铣刀每1转工件相对于铣刀沿进给方向的位移(mm/r)。
:每分钟工件相对铣刀沿进给方向的位移(mm/min)。
③每分进给量vf。
铣床标牌上所标出的进给量为每分进给量vf图6.30 铣削加工(3)背吃刀量ap平行于铣刀轴线方向测量的切削层尺寸,即铣削深度(mm)。
(4)侧吃刀量ac垂直于铣刀轴线方向的切削层尺寸,即铣削宽度(mm)。
铣刀是多刃刀具。
铣削中,每个刀齿依次切削工件,大部分时间在散热冷却,因此,可以选用较高的切削速度,获得较高的生产率。
但铣削过程不平稳,有一定的冲击和振动。
二、铣床简介1.机床的型号铣床的型号和车床相似,是由汉语拼音和阿拉伯数字组成,比如型号X6132:X表示铣床类别代号;6表示卧式升降台铣床;1表示万能升降台铣床;32表示工作台工作面宽度的1/10,即320mm。
再如型号X5032:X表示铣床类机床,50表示立式升降台铣床,32表示工作台面宽度的1/10,即320mm。
2.常用的机床铣床有许多品种,如:卧式铣床、立式铣床、工具铣床、龙门铣床、键槽铣床、仿形铣床、数控铣床等。
(1)卧式铣床卧式铣床是铣床中应用最多的一种,它的主轴是水平放置的,与工作台面平行。
机床刀具分类总结报告
机床刀具分类总结报告(实用版)编制人:______审核人:______审批人:______编制单位:______编制时间:__年__月__日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用资料,如个人总结、年度总结、年终总结、活动总结、公司总结、教学总结、单位总结、综合总结、工作计划、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!And, this store provides various types of practical materials for everyone, such as personal summary, annual summary, year-end summary, activity summary, company summary, teaching summary, unit summary, comprehensive summary, work plan, other materials, etc. If you want to learn about different data formats and writing methods, please pay attention!机床刀具分类总结报告机床刀具分类总结报告机床刀具是现代机械加工中不可或缺的重要工具,它们在各种加工过程中起到关键的作用。
常用尖齿铣刀的结构和应用

1.增大刀齿螺旋角 对于圆柱形铣刀,采用螺旋刀齿可实现斜角切削,以减小铣削时
的冲击。增大螺旋角可增加刀具的实际工作前角,减小刃口实际钝圆 半径,从而减小切削变形和切削力,缩短切入过程,提高加工表面质 量。但螺旋角的增大还受具体加工条件的制约,并非越大越好。 2.采用分屑措施
铣刀切削刃采用分屑措施可减小切屑变形,有利于切屑的卷曲、 容纳和排出,因而采用分屑措施是改善铣刀切削性能的有效途径之一。 分屑的方法包括开分屑槽和交错切削分屑。 1)开分屑槽
圆柱形铣刀和立铣刀均采用开分屑槽的分屑方法。这些刀具的特 点是切削刃工作长度较长,刀齿切削刃上开分屑槽后,可以切断切屑 的横向联系,减小切屑变形。
开分屑槽
2)交错切削分屑 三面刃铣刀和锯片铣刀等切槽铣刀均采用交错切削分屑的方法。由
于这些铣刀切削刃较短,无法用开分屑槽方法分屑,因而只能在前、后 刀齿上交错磨去一部分切削刃,使每齿切削宽度减小一半,显著地改善 容屑、排屑条件,从而大幅度提高铣刀的切削性能,如图所示。
4.键槽铣刀
如图所示为键槽铣刀的结构。它的铣刀直径d=2~40 mm。键槽铣刀
有两个刀齿,在圆柱面和端面上都有切削刃。由于齿数少,螺旋角小, 端面切削刃的强度大,工作时键槽铣刀能沿铣刀轴线作进给运动。使用 这种铣刀加工时,要作多次垂直进给和水平进给才能完成键槽的加工。
键槽铣刀的结构
1.2 改进尖齿铣刀切削条件的主要途径
常用尖齿铣刀的结构和应用
1.1 尖齿铣刀的主要结构及参数
1.圆柱形铣刀 如图所示为圆柱形铣刀的结构。它可分成粗齿和细齿两种。粗
Hale Waihona Puke 齿圆柱形铣刀具有齿数少、刀齿强度高、容屑空间大、重磨次数多等 特点,适用于粗加工。细齿圆柱形铣刀具有齿效多,工作平稳等特点, 适用于精加工。
数控刀具的种类与特点分析大全
数控刀具的种类与特点分析数控加工刀具可分为常规刀具和模块化刀具两大类。
模块化刀具是发展方向。
发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。
事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。
一、数控刀具的分类ﻫ1、从结构上可分为ﻫ(1)整体式(2)镶嵌式可分为焊接式和机夹式。
机夹式根据刀体结构不同,分为可转位和不转位;(3)减振式当刀具的工作臂长与直径之比较大时,为了减(4)内少刀具的振动,提高加工精度,多采用此类刀具;ﻫ冷式切削液通过刀体内部由喷孔喷射到刀具的切削刃部;(5)特殊型式如复合刀具、可逆攻螺纹刀具等。
ﻫ2、从制造所采用的材料上可分为ﻫ(1)高速钢刀具高速钢通常是型坯材料,韧性较硬质合金好,硬度、耐磨性和红硬性较硬质合金差,不适于切削硬度较高的材料,也不适于进行高速切削。
高速钢刀具使用前需生产者自行刃磨,且刃磨方便,适于各种特殊需要的非标准刀具。
(2)硬质合金刀具硬质合金刀片切削性能优异,在数控车削中被广泛使用。
硬质合金刀片有标准规格系列产品,具体技术参数和切削性能由刀具生产厂家提供。
硬质合金刀片按国际标准分为三大类:P类,M类,K类。
ﻫ P类--适于加工钢、长屑可锻铸铁(相当于我国的Y T类)ﻫ M类--适于加工奥氏体不锈钢、铸铁、高锰钢、合金铸铁等(相当于我国的YW类)ﻫ M-S类--适于加工耐热合金和钛合金K类--适于加工铸铁、冷硬铸铁、短屑可锻铸铁、非钛合金(相当于我国的YG类)ﻫ K-N类--适于加工铝、非铁合金ﻫ K-H类--适于加工淬硬材料ﻫ (3)陶瓷刀具ﻫ (4)立方氮化硼刀具ﻫ(5)金刚石刀具3、从切削工艺上可分为(1)车削刀具分外圆、内孔、外螺纹、内螺纹,切槽、切端面、切端面环槽、切断等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实用标准文案 精彩文档 铣刀的种类和结构特点 铣刀的种类很多 (大部分已经标准化 ) ,其分类方法也很多, 下面 是几种通常的分类方法和常用的铣刀。 按铣刀切削部分的材料分类: 高速钢铣刀、硬质合金铣刀、特殊 材料刀具、涂层刀具等。 高速钢铣刀有整体的和镶齿的两种一般形状较复杂的铣刀都是 整体高速钢铣刀. 硬质合金铣刀、陶瓷刀具以及超硬材料刀具大多数不是整体的, 将硬质合金刀片以焊接或机械夹固的方式镶装在铣刀刀体上, 如硬质 合金立铣刀、三面刃铣刀等。 按铣刀的刀齿结合方式分类: 整体铣刀、 镶齿铣刀及特殊形式铣 刀等。 整体铣刀 是指铣刀的切削部分,装夹部分及刀体成一整体。这类 铣刀可用高速钢整料制成, 也可用高速钢制造切削部分, 用结构钢制 造刀体部分,然而焊接成一整体,直径不大的立铣刀、三面刃铣刀、 锯片铣刀都采用这种结构. 镶齿铣刀 可分为焊接式和机夹式。机夹式根据刀体结构不同,可 分为可转位和不转位。 不转位的如高速钢镶齿铣刀的刀体用结构钢,刀齿是高速钢,刀 体和刀齿利用尖齿形槽镶嵌在—起。 直径较大的三面刃高速钢铣刀和高速钢套式面铣刀,一般都采用 这种结构。 可转位铣刀是用机械夹固的方式把硬质合金刀片或其它刀具材料 安装在刀实用标准文案 精彩文档 体上,因而保持了刀片的原有性能。 刀刃磨损后,可将刀片转过一个位置继续使用。这种刀具节省了 材料,节省了刃磨时间,提高了生产效率。 特殊型式铣刀 有复合刀具、可逆攻螺纹刀具等等。 按刀齿齿背的形式分类: (见图 1-4-3 )尖齿铣刀、铲齿铣刀 。 尖齿铣刀的刀齿截面上,齿背是由直线或折线组成,如图 1-4-3 (b)所示。这类铣刀齿刃锋利,刃磨方便,制造比较容易,生产中 常用的二面刃铣刀、圆柱铣刀等都是尖齿铣刀。 铲齿铣刀的刀齿截面上, 齿背是阿基米德螺线, 齿背必须在铲齿 机床上铲出。如图 1-4-3 (a)所示。这类铣刀刃磨后,只要前角不 变,齿形也不变。由于铲齿铣刀前角小,因此切削性能差。 成形铣刀 为了保证刃磨后齿形不变,一般都采用铲齿结构。
图 1-4-3 铣刀刀齿的结构形式 (a) 铲齿铣刀的刀背截面 (b) 尖齿铣刀的刀背 截面
按铣刀的安装方式分类: 带孔铣刀、带柄铣刀。 带孔铣刀是采用孔安装的铣刀称为带孔铣刀,如三面刃铣刀、 圆柱铣刀等。 带柄铣刀是采用柄部安装的带柄铣刀, 有锥柄和直柄 两种形式。 较小直径的立铣刀和键槽铣刀是直柄铣刀, 较大直径的立铣刀和 键槽铣刀是锥柄实用标准文案 精彩文档 铣刀。 按标准化程度分类: 标准刀具、非标准刀具。 标准刀具是指专业工厂按国际、 国标或部标生产的刀具。 如麻花 钻、铰刀、铣刀、丝锥、板牙等等。 非标准刀具是指需要专门设计制造的刀具。 如成形刀、 专用刀具 等等。 按铣刀的用途分: 加工平面用铣刀、加工沟槽用的铣刀、加工曲 面用铣刀等等。 加工平面用铣刀: 铣削平面用铣刀主要有圆柱铣刀和端铣刀等
端铣刀:(见图 1-4-4 )端铣刀的圆周表面和端面上都有切削刃, 端部切削刃为副切削刃,常用于端铣较大的平面。 端铣刀多制成套式镶齿结构, 刀齿为高速钢或硬质合金, 刀体为 40Cr。 高速钢端铣刀按国家标准规定,直径 d=80~250mm,螺旋角β= 10°,刀齿数 Z= 10~26。 硬质合金端铣刀与高速钢铣刀相比,铣削速度较高、加工表面质 量也较好,并可加工带有硬皮和淬硬层的工件,故得到广泛应用。 硬质合金端铣刀按刀片和刀齿的安装方式不同,可分为整体式、 机夹一焊接式和可转位式。
整体式硬质合金端铣刀是将硬质合金刀片焊在刀体上成一整体, 目前在数控加工中用得较少。见图 1-4-4 (a)。 实用标准文案 精彩文档 (a) 整体焊接式面铣刀图 1-4-4 端铣刀
硬质合金机夹—焊接式端铣刀是将硬质合金刀片焊接在小刀头 上,再采用机械夹固的方法将刀装夹在刀体槽中。如图 1-4-4 (b) 所示,刀头报废后可换上新刀头,因此延长了刀体的使用寿命。这类 铣刀的重磨方式有体外刃磨和体内刃磨两种。 硬质合金可转位端铣刀: 它是将硬质合金可转位刀片直接用机械夹固的方法安装在铣刀 体上,磨钝后,可直接在铣床上将刀片转位更换切削刃或更换刀片。 其刀片的夹固方法与可转位车刀的夹固方法相似。 与可转位车刀一样 且有效率高、寿命长、使用方便、加工质量稳定等优点。可转位面铣 刀已形成系列标准。
(b) 机夹—焊接式面铣刀 图 1-4-4 端铣刀
端铣刀的几何角度: 见图 1-4-5 ,端铣刀的几何角度由于截面的 不同,测得的角度也不同。 前角 0 :端铣刀的前角规定为在主刀刃主剖面 P0(主截面)中测 得的前刀面与基面之间的夹角。 实用标准文案 精彩文档 后角 0 :端铣刀的后角也规定为在主剖面 P0(主截面) 中测得的 后刀面与切削平面之间的夹角。 刃倾角 s :端铣刀的刃倾角是主切削刃与基面之间的夹角, 也在 切削平面中测量。它是铣刀的重要角度之一。刃倾角取正值时,可以 保护刀尖,但切屑流向已加工表面, 刃倾角取负值时, 刀尖容易损坏, 但切屑流出顺利。 主偏角 kr : 端铣刀的主切削刃与已加工表面之间的夹角是主偏 角。也就是主切削刃与进给方向在基面上投影间所夹的角度。 主偏角的大小影响刀尖部分的强度和散热条件, 影响铣削分力之 间的比值。减小主偏角,刀尖部分的强度与散热条件可得到改善;同 时,切削厚度减小,切削宽度增大,使刀刃上的负荷减轻,这样可以 提高刀具耐用度。 副偏角 kr' :端铣刀副切削刃与已加工表面之间的夹角是副偏角。 也就是副切削刃与进给方向在基面上投影间所夹的角度。 副偏角的作 用主要是减小副切削刃、 副后刀面与工件已加工表面之间的摩擦。 端 铣刀的副偏角一般取 2o ~3o 。 实用标准文案
精彩文档 图 1-4-5 端铣刀的几何角度 圆柱铣刀: 圆柱铣刀可以看成是由几把切刀均匀分布在圆周上而成, 由于铣 刀呈圆柱形,所以铣刀的基面是通过切削刃上选定点和圆柱轴线的假 想平面。为了使铣削平稳, 排屑顺利,圆柱铣刀的刀齿一般都做成螺 旋形。 圆柱铣刀一般有粗齿、中齿、密齿三种类型。 如图 1-4-6 所示,圆柱铣刀切削部分的几何角度主要有:
图 1-4-6 圆柱铣刀切削部分的几何角度 前角 当圆柱铣刀的螺旋角为 0o 时,前角的基本概念与切刀 完全相同。当螺旋角不等于 0o 时,前角有法截面前角 n 和端截面前 角 0 之分,为了设计与制造方便, 规定圆柱铣刀的前角用法平面前角 n 表示, n 与 0 的换算关系如下: tg n tg 0 cos 一般高速钢铣刀,前角取 10o 实用标准文案 精彩文档 ~20o 。被加工材料较硬时,前角 取较小数值;被子加工材料较软时,前角取
较大值。 一般铣削钢 件时,取 0 =10°~ 20°;铣削铸铁件时,取 0=5°~ 15°。
后角 螺旋齿圆柱铣刀同样有法截面后角和端截面后角, 为测 量和刃磨的方便, 其后角规定在正交平面内, 圆柱铣刀的后角是正交 平面后角 (亦即端截面后角) 。 后角的作用是减少后面与已加工表面之间的摩擦, 不损坏已加工 表面,使切削过程顺利进行。软材料取大值,硬材料取小值。通常粗 加工时取 0 =12°,精加工时取 0 = 16°。
圆柱铣刀的主偏角 kr为90o ,无副偏角(因没有副切削刃) ; 螺旋角 螺旋齿刀刃的切线与铣刀轴线间的夹角称为圆柱铣 刀的螺旋角。圆柱形铣刀的螺旋角 就是其刃倾角 s,它能使刀齿 逐渐切入和切离工件, 使铣刀同时工作的齿数增加, 故能提高铣削过 程的平稳性。螺旋角还有使切屑顺利流出的作用。 常用的圆柱铣刀,螺旋角为 25o ~35o ,铣削宽平面用大螺旋角 40o ~45o ,精铣用细齿铣刀的螺旋角可以小些, 因为精铣时余量小, 振动小,反
之,粗铣用粗齿铣刀的螺旋角取大些。 楔角: 楔角也有法面和端面两种,在同一截面内,楔角、前角和 后角之后为 90o 。楔角越小,刀刃越尖,容易切入金属,但强度较 差,导热性也差。反之,刀刃强度好,但较难切入金属,影响前角和 后角的数值。
加工直角沟槽用的铣刀: 主要有立铣刀、盘形铣刀、键槽铣刀、 锯片铣实用标准文案 精彩文档 刀等。 立铣刀:立铣刀主要用于加工沟槽、 台阶面、平面和二维曲面 (如 平面凸轮的轮廓)。习惯上用直径表示立铣刀名称,如:Ф 16 表示 直径为Ф 16mm的立铣刀。
直径较小的立铣刀,一般制成带柄形式。φ 2~φ 7mm的立铣刀 为直柄;φ6~φ 63mm的立铣刀为莫氏锥柄; φ 25~ 80mm的立铣刀为 带有螺孔的 7:24 锥柄,螺孔用来拉紧刀具。 直径大于φ 40~φ 160mm 的立铣刀可做成套式结构。 立铣刀圆周上的切削刃是主切削刃, 每个刀齿的主切削刃分布在 圆柱面上,呈螺旋线形,其螺旋角在 30o ~45o 之间,这样有利于提 高切削过程的平稳性,提高加工精度;端面上的切削刃是副切削刃, 切削时一般不宜沿铣刀轴线方向进给。 为了提高副切削刃的强度, 应 在端刃前面上磨出棱边。用立铣刀铣槽时,槽宽有扩张,所以应取直 径比槽宽略小的铣刀。 为了改善切屑卷曲情况,增大容屑空间,防止切屑堵塞,刀齿数 应该比较少, 容屑槽圆弧半径则应较大。 一般粗齿立铣刀齿数 Z=3~ 4,细齿立铣刀齿数 Z= 5~8,套式结构 Z=10~20,容屑槽圆弧半径 r = 2~ 5mm。当立铣刀直径较大时,还可制成不等齿距结构,以增强 抗振作用,使切削过程平稳。