提花织物设计(自编讲义)
提花组织123

应用:依靠色纱组合来形成花纹图案,设计时采 用花型意匠图来表示。
4
3 2 1
——色纱1 ——色纱2
2. 单面不均匀提花: 在一个完全组织中,每个纵行的线圈数不 相等。一般采用单色纱线。
素色提花(结构提花):
由单一颜色纱线通过浮线和拉长线圈形成结 构花纹效应,如凹凸、褶裥等。
3
3 2
3
2
2
1
——成圈
完全提花组织 双面提花组织 不完全提花组织
二、单面提花组织
1. 单面均匀提花: 在一个完全组织中,每个纵行 的线圈数相等。一般采用多色 纱线。
色纱提花: 由两种或两种以上颜色的纱线编织而 成,当一种色纱成圈时,其他纱线以 浮线的形式存在于成圈纱线的后面。
Ⅲ Ⅲ Ⅱ Ⅰ 线圈结构图 意匠图 5 6 3 4 Ⅱ 1 2 Ⅰ 6 5 4
3
2 1 编织图
单面均匀提花组织的特点:
1. n色提花织物的每一横 列最多有n根纱组成。
2. 线圈大小相同、结构 均匀、外观平整。
3. 每个线圈后面都有浮 线,浮线数等于色纱 数减一。
4. 每枚织针编织次数相同,即每个横列中只 参加一次编织。 5. 浮线太长,容易勾丝,一般在4-5个圈 距为宜。
1.完全提花组织
织物反面呈横条纹状外观。在编织反面线 圈时,每一成圈系统所有上针全都参加编织。
Ⅳ Ⅲ Ⅱ Ⅰ 正面意匠图
7 8 5 6 3 4 1 2 反面意横列由两根或两根以上纱线编织而成;
反面一横列由一根纱线编织而成。
正面形成所要求的花纹,反面形成横条纹。
——浮线
1
1
意匠图
编织图
4
4
3 2 1
——成圈
【精品】涤棉混纺提花织物设计与生产设计

2012届毕业设计题目涤棉混纺提花织物设计与生产专业纺织品检测与贸易学号姓名指导老师交稿日期毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:摘要涤棉混纺织物是我国在20世纪60年代初期开发的一个品种,因具有挺括、滑爽、快干、耐穿等特点,深受广大消费者的喜爱。
特别是涤棉产品,色彩丰富,轻薄易洗,一般价格相对较低,绝大多数消费者都能接受。
本文根据涤棉的性能,对涤棉混纺织物进行了工艺设计,通过对纱线络筒、整经、浆纱、穿结经、织造及后整理工艺流程的设计,还介绍了生产中各个工序要注意的问题,使织制出的织物充分体现了涤棉织物的风格特征。
关键词:涤棉混纺工艺设计工艺流程作者:李娜娜导师:刘华AbstractPolyestercottonblendedfabricisourcountryintheearlynineteensixtiesdev elopedavariety,thefiberhasacrisp,smooth,durable,quick-dryingfeatures ,wasthefavoriteofconsumers.Especiallypolyestercottonprintingproducts ,richcolors,lightandeasytowash,generallyrelativelylowprices,mostcons umerscanaccept.Accordingtothepropert iesofpolyester/cotton,polyester/cottonblendedfabriconbytheprocessdes ign,throughtheyarnwinding,warping,sizing,wearnodesvia,weavingandfini shingprocessdesign,alsointroducedintheproductionofvariousprocessshou ldpayattentiontotheproblem,sothatthefabricmadefromfabricfullyembodie sthepolyestercottonfabricstyle.Keywords:Polyester/co ttonblendedfabricbytechnologicaldesignandprocess.Author:linana Tutor:liuhua绪论涤纶织物具有较高的强度与弹性恢复能力。
关于纺织品提花织造工艺与花型设计关系的探讨

关于纺织品提花织造工艺与花型设计关系的
探讨
纺织品提花织造工艺是指将花型捻线或钩绒结合在布料而成的一
种织法,常见的纺织品提花工艺有印花、梳皱、水洗等多种。
它们不
仅能增添织物外观的美观度,还能强化布料的形状特性,提供出色的
手感和触摸感。
花型设计对于纺织品提花织造工艺的叙述有着重要的作用。
从整
体的概念上考虑,花型构图可以使布料更加活泼有趣,结构更加规整,而且形象更为醒目,这样可以提高纺织品提花工艺的质量。
从每个细
节考虑,比如不同的布料和钩绒,应当根据花型构图来匹配,以避免
布料受到织造过程中捻线花型形状和解析度的影响,从而使纺织品提
花工艺表现出最佳效果。
总而言之,纺织品提花织造工艺和花型设计的关系密切而重要。
花型的设计可以增强纺织品提花织造工艺的质量,使整个布料更加规整、有序及富有层次感。
因此,织物企业在提花织造中都要特别重视
相关的花型设计,以使纺织品提花工艺实现最佳的效果。
色织小提花织物仿样设计实验

色织小提花织物仿样设计实验一.实验目的:1.熟悉色织小提花织物特点2.掌握织物分析法3.掌握小样工艺设计4.掌握全自动/半自动小样织机操作二.实验主要原理或内容:A.分析1.取样、正反面、经纬向(1)取样根据客户来样,取5cm×5cm的试样,不仅满足经纬向一个循环,同时避开有疵点的部位。
(2)确定正反面有凸出清晰花纹的一面是正面。
(3)区分织物的经纬向一般密度大的方向为经向。
(4)工具的准备工具包括:显微镜、密度镜、照布镜、打火机、台灯、直尺等。
2.测定经纬密度经纬密度是指单位长度内经纬纱的排列根数,单位长度一般指10cm或1in。
通常工厂生产中采用英制单位,即根/in。
测定经纬密度的方法一般有三种:直接测定法(织物分析镜,注意平筘和花筘)、间接测定法、拆纱法。
间接测定法来测得经纬密度,见公式所示-经向密度(根/in)-纬向密度(根/in);:一个完全组织经纱循环的根数;:一个完全组织纬纱循环的根数;—沿经(纬)向1英寸长度内,组织循环个数;-加头数。
3.成分纤维种类及其含量是标志纺织品品质的重要内容之一,也是消费者购买纺织品时的关注点,因此在纺织生产管理或产品分析时,常常要对纤维材料进行鉴别。
若是混纺产品,则还需要进一步分析其混纺百分比。
常用的鉴别方法有手感目测法;显微镜观察法;燃烧法;药品着色法;密度梯度法;荧光法。
一般选用燃烧法,若条件允许,则采用化学溶解法。
4.纱支测定纱支的方法有两种:克重法和对照纱卡法。
方法1:克重公式算出,即1000m长纱线在公定回潮率下的重量克数。
方法2:对照纱卡法,是从织物中直接抽出纱线与纱卡进行比较,从而得出织物的纱支。
方法1得到的结果比较准确,方法2比较适合有经验的工艺员,可采用两个方法结合来进行验证。
采用称重法,在试样中拆取n根长m米的纱样,经烘干,再结合公定回潮率,得出重量为a g,m为纱线拉直的长度。
对于棉纱线,其纱支(英制)计算见公式所示5.色纱排列与组织采用织物分析镜,结合拆纱法,确定色经和色纬的排列循环。
小提花

第一节提花一.提花织物有大提花和小提花,小提花组织是一种机织物的组织结构。
小提花组织是利用多臂织机,通过两种或两种以上织物组织的变化,在织物表面形成各种小花纹的组织。
如在平纹地或斜纹地上配置各种与地组织同色或异色的小花纹组织。
小花纹是以一种组织点相对集中或经纬浮线。
花纹类型有线型、条格型、散点花纹型等。
实际生产中,小提花组织织物以色织为多,经纬纱全部或部分异色,或者采用不同原料、不同细度、捻度、捻向等经纬纱搭配,也可以使用花式纱线。
小提花组织织物外观紧密、细致,花纹不很突出、夸张,多用于薄型织物,且应用日趋广泛。
小提花织机是用多臂来控制综框的升降的,通过多臂内的刀片对综框的升降来决定经丝的运动规律,一般的多臂只能控制16片综框,也就是只有16种经丝的运动规律可以控制.织出来的花型比较小,如果要织大点的花型只有通过放大穿综和起综的循环来实现.进口的小提花织机的多臂最多能控制24片综框.但这是很少见的,常见是16片和20片的.而大提花织机是通过纹针来控制经丝的上下运动规律的,一般1400号提花机的实用纹针是1480针.也就是说有1480种经丝的运动规律可以控制.这就大大增加了花形的面积。
小样机大提花机第二节提花,印花,绣花的区别.提花面料的制造工艺复杂。
经纱和纬纱相互交织沉浮,形成不同的图案,凹凸有致,多织出花、鸟、鱼、虫、飞禽走兽等美丽图案。
特点:质地柔软、细腻、爽滑的独特质感,光泽度好,悬垂性及透气性好,色牢度高(纱线染色)。
大提花面料的图案幅度大且精美,色彩层次分明立体感强。
提花四件套很显高贵。
印花是指布织好后,图案再印上去,有活性印花和一般印花之分。
绣花是指布织好后,图案是用机器(一般情况下)绣上去的,与印花相比较而言,洗涤时不会褪色.透气吸湿性好等特点.提花是面料上的图案指在织时,用不同颜色的纱织起来的,相比较绣花面料而言,造价成本更高,质量,透气性能更好.。
第三节织物组织织物组织的概念·织物组织是指在织物内经纱和纬纱相互交错或彼此浮沉的规律。
提花组织与编织工艺
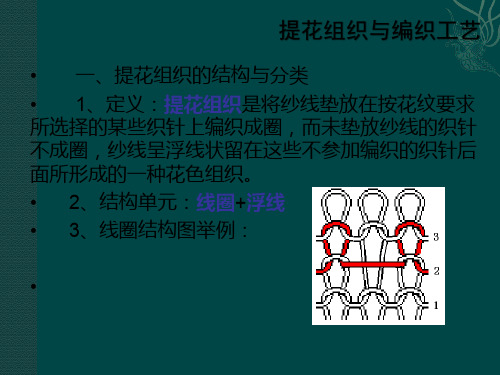
• 上图(1)表示织针1和3受到选针而参加编织 ,退圈并垫上新纱线a,织针2未受到选针而退出工 作,但旧线圈仍保留在针钩内;图 (2)表示织针1和3
•下降,新纱线编织成新线圈。而挂在针2针钩内的旧 线圈由于受到牵拉力的作用而被拉长,要到下一成圈 系统中针2参加编织时才脱下。在针2上未垫人的新 纱线呈浮线状,处在提花线圈的后面。
• 1.完全提花组织
• 完全提花组织是指每一成圈系统在编织反面线 圈
•时,所有反面织针(在圆机中即上针盘织针)都参加 编织的一种双面提花组织。上图所示为一双面均匀完 全提花组织。从图中可以看出,正面由两根不同的色 纱形成一个完整的提花线圈横列,反面一种色纱编织 一个完整的线圈横列,从而形成彩色横条效应。在这
• 双面完全提花组织的编织方法:其中图 (1)表示 下针2,6在这一路被选针机构选中上升退圈,与此 同时上针1、3、5在针盘三角的作用下也退圈,接着 退圈的上下针垫入新纱线a。而下针4未被选中,既 不退圈也不垫纱。图 (2)表示下针2、 6和上针1、3 、
•5完成成圈过程形成了新线圈,而下针4的旧线圈背 后则形成了浮线。图 (3)表示在下一成圈系统下针4 和上针1、3、5将新纱线b编织成了新线圈,而未被 选中的下针2、6既不退圈也不垫纱,在其背后也形 成了浮线。
• 2.单面不均匀提花组织
• 不均匀提花组织更多采用单色纱线。上图为一 单色单面不均匀提花组织。在这类组织中,由于某些 织针连续几个横列不编织,这样就形成了拉长的线圈 。这些拉长了的线圈抽紧与之相连的平针线圈,使平
•针线圈凸出在织物的表面,从而使针织物表面产生 凹凸效应。
•线圈指数:表示编织过程中某一线圈连续不脱圈的 次数。线圈指数愈大,一般拉长的线圈越大。例如在 上图中,线圈a的指数为0,线圈b的指数为1,线
提花面料的介绍和特点
提花面料的介绍和特点嘿,大家好呀!今天咱来聊聊提花面料。
要说这提花面料啊,那可是面料里的“明星”呢!它就像是面料界的魔法大师,能变出各种美丽又独特的花样来。
你瞧,当你第一眼看到提花面料做成的东西时,那感觉就像是走进了一个华丽的艺术展。
那些精美的花纹,不是简单地印上去的哦,而是一根根线编织出来的,就像艺术品一样精致。
提花面料的特点那可是杠杠的!首先呢,就是它特别的结实耐用。
不像有些面料,稍微一拉扯就变形或者破个洞啥的。
提花面料那是相当“皮实”,就算你经常使用、摩擦,它也能保持住自己的“美貌”和品质。
简直就像个坚强的“战士”!而且啊,提花面料的手感也特别好。
摸上去就像是在抚摸着云朵一样,软绵绵的,特别舒服。
穿上用提花面料做的衣服,你就感觉自己像个被温柔相待的小公主或者小王子,那种舒适感,哎呀,简直妙不可言!咱再说说这提花面料的透气性。
它就像个会呼吸的小精灵,能让空气自由地穿梭其中。
夏天穿着不闷热,冬天穿着也不会觉得闷得慌。
这可真是四季皆宜啊!还有很重要的一点,提花面料的花样那叫一个丰富多彩!不管你是喜欢小清新的花朵图案,还是霸气的几何图案,或者是充满古典韵味的传统图案,提花面料都能满足你。
穿上带有独特提花图案的衣服,走在街上,那回头率肯定高高的。
我就有一件提花面料的睡衣,每次穿上它,我都感觉自己像是睡在云朵里的小仙女。
而且那图案简直太好看了,每次朋友来我家看到,都要夸上几句。
总之呢,提花面料真的是个了不起的存在。
它既有颜值,又有实力,还特别耐用。
如果还没尝试过提花面料的东西,那可得赶紧去体验一下啦,相信你会爱上它的!怎么样,是不是已经迫不及待想去感受一下提花面料的魅力啦?赶紧行动起来吧!。
纬编-提花组织结构与特性认识-
9
单面不均匀提花组织的应用
应用范围:袜品
目的:不均匀提花组织用 来编织短浮线的单面提花 组织 ,使浮线减少而将提 花线圈与平针线圈纵行适 当排列。
10
11
(二)双面提花组织
1、分类: 可分为:完全提花组织、不完全提花组织 或分为:均匀提花组织、不均匀提花组织
3
3.分类:单面提花组织 双面提花组织
4
(一)单面提花组织 分类:均匀(规则)提花
不均匀(不规则)提花
5
1.单面均匀提花组织
• 特点:
1)在每一个横列中,每一种色纱都出现一次,如果是 双色提花,每一个横列中有两种色纱出现;
2)线圈大小相同、结构均匀、外观平整;
3)每个线圈后面都有浮线,浮线数等于色纱数减一, 如果是双色提花,每个线圈后面只有一根浮线(两色 浮线交换处除外);
二、提花组织的特性与用途
1、特性: 1)由于浮线的存在,织物延伸性小。 2)脱散性小,织物厚,平方米克重大。 3)生产效率低。 2、用途 1)服装用布 2)装饰用和其他产业用
19
模块二
任务十 单面多针道圆机 编织提花织物的上机工艺
20
提花组织的编织工艺 生产设备:具有选针功能的针织机 选针机构的分类: 1.直接式选针 ——通过选针机件(三角、钢米)直接作用于
12
2. 完全提花组织——指 每一路成圈系统在编 织反面线圈时,所有 反面织针(在圆机中 即上针盘织针)都参 加编织的一种双面提 花组织。
13
完全提花组织特点: 1)反面形成横条效应 2)反面线圈的纵密>正面线圈纵密;色纱数应在2 -3色为宜。
提花工艺资料
提花工艺在纺织品生产中的技术优势
提花工艺具有较高的生产效率和质量稳定性
• 相比于印花和绣花工艺,提花工艺生产周期较短
• 提花工艺可以大规模生产,适用于工业化生产
提花工艺在纺织品性能方面的优势
• 通过纹样设计和材质选择,提高纺织品的舒适度和耐用性
• 提花工艺可以调节纹理和透明度,满足不同需求
提花工艺在节能减排方面的优势
• 主要使用竹签和绷子进行提花操
• 西周时期,提花工艺得到进一步
了提花工艺的传播
作
发展
• 唐朝时期,提花工艺达到鼎盛,
• 纹样主要以几何图案为主,如菱
• 东周时期,提花工艺广泛应用于
成为丝绸的代表
形、方形等
丝绸生产
• 宋朝时期,提花工艺不断创新,
• 丝绸品种以薄纱为主,适合轻盈
出现更多的图案和纹样
的服饰
提花工艺的艺术性和工艺性,为时尚设计提供灵感
• 通过纹样设计和色彩搭配,展现提花工艺的独特美感
• 通过创意设计和跨界融合,提高提花工艺的时尚价值
提花工艺在高端时尚领域的应用
• 高品质的提花纺织品成为奢侈品和设计师品牌的象征
• 提花工艺满足了消费者对品质和设计的追求
提花工艺在日常时尚领域的应用
• 通过亲民价格和多样化设计,提花工艺成为大众时尚的选择
传统提花工艺的主要技法
提花织法:通过提花机上的纹针控制
经线的升降,形成图案
刺绣提花:在纺织品上
手绘提花:通过手绘技
通过刺绣技法进行提花
法在纺织品上绘制图案
装饰
• 提花织法可分为垂直提花和水平
• 刺绣提花可分为线绣、布绣等,
• 手绘提花具有较高的创意性和个
扇形提花织物及其编织方法和应用与设计方案
本技术涉及一种扇形提花织物的编织方法,包括以下步骤:于计算机中绘制第一织物裁片模型,第一织物裁片模型包含间隔设置的第一编织部和第一停针区,第一编织部用于形成所述扇形织物;将第一织物裁片模型转换成与其尺寸相同的矢量图,矢量图包含对应于第一编织部的第二编织部,以及对应于第一停针区的第二停针区;将第二编织部进行旋转合并,得扇形编织图;获取提花图案,将提花图案固定在所述扇形编织图上,再对带有提花图案的所述第二编织部进行旋转还原,得第二织物裁片模型;根据第二织物裁片模型进行提花和编织,即得。
解决了带有停针区的裁片模型提花时,各种图案拆分对位的技术难题。
技术要求1.一种扇形提花织物的编织方法,其特征在于,包括以下步骤:于制版系统中绘制第一织物裁片模型,所述第一织物裁片模型包含间隔设置的第一编织部和第一停针区,所述第一编织部用于形成所述扇形提花织物;将所述第一织物裁片模型转换成与其尺寸相同的矢量图,所述矢量图包含对应于所述第一编织部的第二编织部,以及对应于所述第一停针区的第二停针区;将所述第二编织部进行旋转合并,得扇形编织图;获取提花图案,将所述提花图案叠放于所述扇形编织图之上,再对带有所述提花图案的所述第二编织部进行旋转还原,得第二织物裁片模型;根据所述第二织物裁片模型进行提花和编织,即得。
2.根据权利要求1所述的扇形提花织物的编织方法,其特征在于,将所述第一织物裁片模型转换成与其尺寸相同的矢量图的方法为:采用图像编辑软件将所述第一织物裁片模型的像素放大N倍,转换成大倍数矢量图,再缩小N倍,即得,所述N≥10。
3.根据权利要求2所述的扇形提花织物的编织方法,其特征在于,所述图像编辑软件选自Photoshop。
4.根据权利要求1-3任一项所述的扇形提花织物的编织方法,其特征在于,所述第一编织部呈梯形,数量≥2。
5.根据权利要求1-3任一项所述的扇形提花织物的编织方法,其特征在于,所述第一停针区呈梯形或三角形,数量≥2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(四)纹板首端在机前,挂通丝时与右手机同,将纹板重新编排:
纹板次序:从1号→N号。其余均与(三)同,绸面花纹与右手机完全一样。
第三节提花机装造基本类型及纹针数计算
一、基本装造类型:
目板上横向划分的区域称花区,纵向划分称造。一个花纹循环中一根纹针控制的经丝数称把吊。
通丝的全长=114.3+把吊圈环长+目板以下通丝长+吊柱捏手长度
=114.3+11+14+7=146.3取147cm
通过查表通丝全长为160,双把吊应-12,得148CM
习题:用1320针单造单把吊制织某纹织物,提花机高度220cm,目板穿幅138cm,全幅6花,试计算通丝长度.
例:某产品的纹针数720针,单造单把吊织造,钢筘的内幅127.2cm,全幅7.6花,提花机的高度210cm,目板纵深26cm,求通丝长度和根数。
2、每10厘米内有33行目孔,列数为55列。
3、使用时需将多块目板根据品种镶拼起来。
4、目板的拼接宽度:为钢筘内幅+3厘米×2或比织机内墙板小20—30厘米。
二、目板的计算:
(一)目板穿幅:目板穿幅=筘内幅或筘内幅+1—2厘米。且目板穿幅应安排在居中位置,然后根据花数画出每花宽度,各花交界处应空出两行目孔。若要采用棒刀,目板上要留出7行目孔的位置,供穿棒刀麻线用。
小造纹针数=大造纹针数×大造把吊数/大造比数
注意:纹针数要进行修正
1、选用的纹针数应是地组织经丝循环数的倍数;
2、纹针数最好是8或16的倍数。
三、提花机规格:
以号数(口数)来表示提花机规格大小,号数越大,纹针数越多。
花筒横向排列的孔眼称列,大多为16列。花筒纵向排列的孔眼称行。号数不同,行数有所不同。
设计样卡的基本要求:
1、样卡上的纹针数应等于实用纹针数。分造装造时样卡上须划出分造界线并指明造数。
2、样卡上应标明各辅助针的位置。
3、样卡正面首端一般用“号”表示,以免首尾、正反搞错。
4、样卡设计应便于轧花操作和保护纹板,应注意以下几点:
(1)纹针有多余时,首先空出零针行,其次空出零针行周围的整行。
(二)单造多把吊:
纹针数=一花经丝数/把吊数=内经丝数/(花数×把吊数)=花幅×(经密/把吊数)
(三)双造:(或多造)
纹针数=一造纹针数×造数
一造纹针数=一花经丝数/造数=内经丝数/(花数×造数)
(四)大小造:
大造可用单把吊,也可用双把吊。
大造纹针数=大造内经丝数/(花数×把吊数)
小造一般用单把吊。
一台织机通丝总根数=纹针数×每把通丝根数
三、柱线:
又分中柱线和小柱线,多把吊时要用小柱线。在装造时,将中柱线尽量上提,使综丝上部贴紧木条,这样,综眼就在同一位置。
中柱线的作用:
1、确定综眼的统一位置。
2、供穿棒刀用。多把吊时分离经线,使其能在纹针不动时,经线能单独运动。
四、综丝:
分为素机综丝、花机综丝、线综。
一、右手织机提花机各构件编号:
从机前看,花筒在左侧,纹板首端在机前。
纹板孔次序为自右而左,自上而下。(上即首端)
横针与纹板孔相对应,机前最上一针为第一针,自上而下,自前向后。
竖针与横针相对应,机前最左侧为第一针,自左向右,自前向后。
目板孔次序为自机前向机后,自左向右。
经丝次序为自左向右。
纹板编连次序为1号→N号。
=内经丝数/(筘内幅×目板行密)
=筘号×筘入数/目板行密
目板规格为10厘米33行,计算时取目板行密为3.2行/ cm
(2)纹针尽量安排在中段,前后段安排得较少,且前后段应尽量安排得相同。
(3)应用零针行时,一般最多用12针或8针,以保护大孔周围的牢度。
(4)边针最好安排在纹板首端,不要夹在中间,以利于挂边时在机前可分左右。
(5)棒刀针的安排应使提花机负荷均匀,通常位于机前机后,不能夹在中间,以免棒刀麻线夹起通丝。生产中常用2针或3针控制一片棒刀,以保证安全和减少单根纹针的负荷。
(二)纹板与右手机同,首端向机后
横针、竖针的次序同(一)
挂通丝时将目板机后右侧的第一根通丝挂在龙头后Байду номын сангаас第一竖针上。
目板孔次序:从后向前,从右向左。
经丝次序:从右到左。
绸面花纹与右手机的花纹方向左右相反。
(三)纹板与右手机同,首端向机前:
竖针、目板孔、经丝次序同右手机,横针从下到上,从前向后。
纹板次序:从N号→1号。
3棒刀前后各3行,排在纹针的首尾;
4边针就安排在首尾段零针行.
例2在1400号提花机上,使用纹针数为720×2针,双造单把吊,边针6针.
解: 1计算纹针应用的整数行=720×2/16=90行
2在1400号提花机上完整行数82行,需要安排零针行.前后造纹针数相同,样卡为对称性安排.零针行数=(90-82)×16/12=10行零8针
2、一台织机中,通丝的捻向要一致。
(三)通丝计算:
1、通丝长度计算:取决于提花机高度和所制织物的宽度。
例:制织人造丝织锦缎,目板穿幅为97.5cm,目板纵幅深26cm,单造双把吊,提花机高度为180cm,计算通丝长度.
解: h=180-90=90cm B=97.5cm D=26cm
通过计算L=114.3cm
五、综锤(下柱):
连接在每根综丝的下综环中,起迅速回综作用。
第五节目板计算及基本穿法
一、目板规格及镶拼:
(一)目板的作用:
1、供穿通丝用。将每根通丝穿入一个目孔内,正确地隔离通丝,使其不紊乱。
2、使经丝通按钢筘的幅度和密度均匀排列,以利于织造。
(二)目板规格:
1、与经丝平行的目孔称行;与纬丝平行的目孔称列。(与纹板的行列相对应)
(6)其他辅助针应安排在机后零针行。
例1在1400号提花机上,使用纹针数为1200针,单造双把吊,棒刀前后段各48针,边针6针.
解: 1计算纹针应用的整数行=1200/16=75行
2在1400号提花机上完整行数82行,所以首先考虑零针行全空.中间段用28行,前后段各用(75-28)/2=23.5行,是样卡前后对称,便于调头.
意匠图中:一个纵格代表一根纹针(经丝),纵格的次序从右到左,即意匠图右侧第一纵格代表第一根纹针,管理每花左侧的第一根经丝。一个横格代表一块纹板(纬丝),横格的次序从下到上,意匠图最下面第一横格代表第一块纹板,织造中的第一根纬线。
左右手提花机的区别:
右手机—手柄在右,花筒在左,花筒顺时针转动。
左手机—手柄在左,花筒在右,花筒逆时针转动。
第一节提花机工作原理
一、提花机各构件名称:
二、提花机工作原理:
纹板有孔,经丝提升,形成上层梭口;
纹板无孔,经丝不提升,形成下层梭口。
第二节提花机各构件顺序与纹样方向的关系
在提花机上,为使装造工作中的穿挂吊接不搞错,必须将横针、直针、通丝等各构件编号,编号顺序根据意匠图来定。
意匠图→纹板→横针→竖针→通丝→综丝→经丝(织物)
若意匠图为左半花则意匠图右面第一纵格为花芯按右手机纹板号在机前第一纹针所管理的经丝应按花芯要求运动对右手机来讲最末一把通丝挂于第且该经丝应排列于花纹中心则目板穿法应采用花边起穿若意匠图为右半花第一纵格为花边第一纹针下的经丝应按花边的要求运则最先穿的第一把通丝应从花芯开始即花芯起穿
纹织设计概述
一、织物的分类:
L=142cm第一档通丝全长=142+11+22+7=182cm
第二档通丝H=210cm,B=127.2cm,D=26cm,h=126.5cm
L1=151cm第二档通丝全长=151+11+22+7=191cm
通丝把数=纹针数=720把
每把通丝根数=花数8根通丝的把数=432把
7根通丝的把数=288把
注:织物图案若要与意匠图一致,织物应反织,织机上织物正面纹样与意匠图相反,下机后两者纹样一致。但若织物图案左右对称,则可正织。
二、左手机各构件编号:(四种装造)
(一)纹板与右手机同,首端在机后:
横针次序:从上向下,从后向前。
竖针次序:从右向左,从后向前。
将目板上左前方的通丝挂在龙头右后方第一竖针下,其他同右手机,绸面花纹同右手机。
(2)自行分档后,查表求各通丝的长度;
(3)计算通丝把数、每把通丝根数、每台织机的总通丝数。
2、一台织机通丝总根数计算:
(1)单把吊时:通丝把数=纹针数
每把通丝根数=花数
一台织机通丝总根数=通丝把数×每把通丝数
(2)多把吊时:偶数,每把通丝根数=花数×(把吊数/2)
奇数,每把通丝根数=花数×[1+(把吊数-1)/2]
(一)素织物:应用基原组织构成表面素洁的织物。
(二)花织物:
小花纹织物:用变化组织及联合组织所构成的织物,在多臂机上制织。
大花纹织物:简称纹织物,一个花纹循环的经纬线数很多,必须在提花机上制织。
二、纹织设计和工作步骤:
要经过品种设计、纹样设计、意匠、轧纹板、装造、试织等工序。
第一章提花机装造
使经丝受提花机控制并按照纹样与组织设计的要求作开口运动的工作称为装造。它包括综锤、综丝及通丝的准备;穿目板,挂通丝,吊柱及穿经、穿筘,吊棒刀,加装伏综、半综、前综等辅助装置。
3大造9行零4针,64整行,小造1行零4针,18整行.
第四节纹线结构
定义:提花机上直针带动经丝作单独升降运动的系统称为纹线。
一、首线及钩子:
首线套于直针下端,首线下端套有首线钩,用于挂通丝
二、通丝:
通丝上端套于首线钩,下端穿过目板,与综丝上的中(小)柱线连接。
(一)选用通丝需注意:
1、一台织机中,棉麻通丝不能混用。
(二)确定目板所穿行列数: