金属材料细晶强化工艺综述
超细晶对制备方法的总结、及一些制备方法的分析
有关纳米晶/超细晶问题的研究一、纳米晶/超细晶介绍1、定义:纳米材料是指在三维空间尺寸至少有一维是处于纳米数量级 (d<100nm)的材料,而处于亚微米数量级 (0.1<d<lμm)的材料称为超细晶材料。
纳米晶/超细晶金属材料的最大优点是纯金属的强度达到甚至超过了相应合金的水平。
目前,对纳米晶/超细晶材料的研究主要集中在两个方面:纳米晶超细晶材料的制备方法和纳米晶/超细晶材料的组织结构与性能的研究。
其中,纳米晶/超细晶材料的制备技术是关键环节,细化材料微观组织成为目前新型高性能材料发展的共同趋势。
2、纳米晶/超细晶各方面的性能当金属材料的晶粒被细化到超细晶时,材料将表现出优异的力学、热学、光学、电学和磁学性能。
其各方面的性能变化原因主要体现在以下几个方面:1)力学性能和变形行为超细晶材料的性能改变首先表现在力学性能的提高上,Hall--Petch指出,常规多晶体的屈服应力与晶粒尺寸之间存在关系式:式中一一材料发生0.2%变形时的屈服应力一一移动单位个位错时产生的晶格摩擦阻力K一一常数d一一平均晶粒直径H--P关系式是在多晶体的位错塞积模型基础上导出的.对于传统的多晶材料而言,相对于晶粒内部,晶界的自由能很高,是阻碍位错运动的势垒.在外力作用下,为了在相邻晶粒内产生切变变形,晶界处必须产生足够大的应力集中。
细化晶粒可产生更多的晶界,如果晶界的结构未发生变化,则需施加更大的外力才能产生位错塞积,从而材料得到强化。
因此,细化晶粒一直是改善材料强度的一种有效手段。
如果H--P关系式成立,则材料的屈服应力或硬度与几之间为斜率大于零的线性关系,即材料强度随晶粒尺寸的减小而迅速提高。
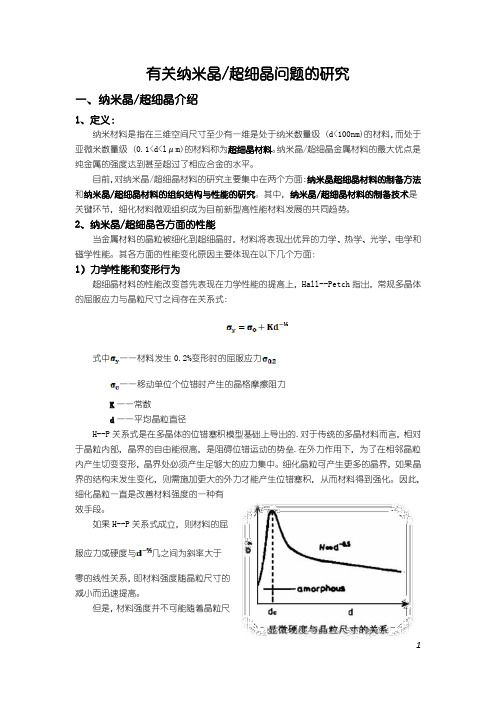
但是,材料强度并不可能随着晶粒尺寸减小而无限地增加.右图为与d之间关系的示意图。
理论上,材料强度不可能超过其完整晶须的强度,这可视为对应关系的上限。
此外,在晶粒非常细小的情况下,晶界处任何弛豫过程均可使强度下降;同时,如果晶粒小到不能容纳一个位错时,H--P关系式将不再成立,此即右图中的d<时的情况。
金属材料的强化和韧化一、金属材料的强化1.1材料强化简介材料强度强

金属材料的强化和韧化一、金属材料的强化1.1材料强化简介材料强度:强度是指材料抵抗变形和断裂的能力。
通过合金化、塑性变形和热处理等手段提高金属材料的强度,称为金属的强化。
随试验条件不同,强度有不同的表示方法,如室温准静态拉伸试验所测定的屈服强度、流变强度、抗拉强度、断裂强度等;压缩试验中的抗压强度;弯曲试验中的抗弯强度;疲劳试验中的疲劳强度;高温条件静态拉伸所测的持久强度。
强化机理主要有:固溶强化、形变强化、细晶强化和第二相弥散强化等四种,以下将分别予以介绍。
1.2 固溶强化即利用金属材料内部点缺陷(间隙原子置换原子)对金属基体(溶剂金属)进行强化。
合金元素的固溶强化效果一般可以表示为:△σs= K i C i n式中,K i为系数;C i n为固溶度。
对于C、N等间隙原子,n=0.33~2.0;对于Mo、Si、Mn等置换原子,n=0.5~1.0。
固溶强化的机理:原子固溶与钢的基体中,一般都会使晶格发生畸变,从而在基体中产生了弹性应力场,弹性应力场与位错的交互作用将增加位错运动的阻力,宏观上即表现为提高了材料的强度。
1.3 形变强化金属在塑性变形过程中位错密度不断增加,使弹性应力场不断增大,位错间的交互作用不断增强,因而位错的运动越来越困难—位错强化。
作用是为了提高材料的强度,使变形更均匀,防止材料偶然过载引起破坏。
金属晶体中的位错是由相变和塑性变形引入的,位错密度愈高,位错运动愈困难,金属抵抗塑性变形的能力就愈大,表现在力学性能上,金属强度提高,即当造成金属晶体内部位错大量增殖时,金属表现出强化效果。
理论研究同时也说明:制成无缺陷,几乎不存在“位错”的完整晶体,使金属晶体强度接近理论强度,则会使金属强化效果表现得更为突出。
因此,金属有两种强化途径:一是对有晶体缺陷的实际金属,即存在位错金属,可以通过位错增殖而强化,二是制成无晶体缺陷的理想金属,使晶体中几乎不存在位错,则金属强化效果会更大。
形变强化遵循以下规律:第一,随着变形量增加,强度提高而塑性和韧性逐渐降低,逐渐接近于零。
金属强化的四种机理
金属强化的四种机理金属强化是指通过一系列的工艺和技术手段,使金属材料的力学性能得到提高的过程。
金属强化的机理可以分为四种:晶粒细化、位错增多、析出硬化和变形诱导强化。
一、晶粒细化晶粒细化是指通过控制金属材料的晶粒尺寸,使其变得更小,从而提高材料的强度和硬度。
晶粒细化的机理主要是通过加工变形来实现的。
在加工变形过程中,金属材料的晶粒会被拉伸和压缩,从而发生变形和细化。
此外,还可以通过热处理来实现晶粒细化,例如退火和等温退火等。
二、位错增多位错是指金属材料中的晶格缺陷,它们可以通过加工变形来增多。
位错增多的机理是通过加工变形使晶体中的位错密度增加,从而提高材料的强度和硬度。
位错增多还可以通过热处理来实现,例如冷变形和等温退火等。
三、析出硬化析出硬化是指通过在金属材料中形成固溶体和析出相,从而提高材料的强度和硬度。
析出硬化的机理是通过在金属材料中形成固溶体和析出相,从而限制晶体的滑移和扩散,从而提高材料的强度和硬度。
析出硬化还可以通过热处理来实现,例如固溶处理和时效处理等。
四、变形诱导强化变形诱导强化是指通过加工变形来引起金属材料中的位错和晶界移动,从而提高材料的强度和硬度。
变形诱导强化的机理是通过加工变形来引起金属材料中的位错和晶界移动,从而限制晶体的滑移和扩散,从而提高材料的强度和硬度。
变形诱导强化还可以通过热处理来实现,例如等温退火和时效处理等。
综上所述,金属强化的机理可以分为晶粒细化、位错增多、析出硬化和变形诱导强化四种。
这些机理可以通过加工变形和热处理等工艺手段来实现,从而提高金属材料的力学性能。
金属的强化方法及机理
实验证明,金属的屈服强度与其晶粒尺寸之 间有下列关系: σs=σ0+ K/d1/2 此式称为霍耳-配奇公式。 式中:σ0 ——为常数,相当于单晶体的屈服强度; d——为多晶体中各晶粒的平均直径; K——为晶界对强度影响程度的常数, 与晶界结构有关。 σs ——开始发生塑性变形的最小应力
细晶强化机制:晶界是位错运动过程中的障碍。 晶界增多,对位错运动的阻碍作用增强,致使位 错在晶界处塞积(即位错密度增加),金属的强 度增加;在单个晶粒内部,塞积的位错群的长度 减小,应力集中较小,不足于使位错源开动,必 须增加外力。 生产中细化晶粒的方法: 1、加快凝固速度 2、变质处理(如纯铝铸锭) 3、振动和搅拌
能量状态,金属易与周围介质发生化学反应,使 抗腐蚀性能降低。
(四)第二相强化 第二相粒子可以有效地阻碍位错运动,运动着 的位错遇到滑移面上的第二相粒子时,或切过, 或绕过,这样滑移变形才能继续进行。这一过 程要消耗额外的能量,需要提高外加应力,所 以造成强化。但是第二相粒子必须十分细小, 粒子越弥散,其间距越小,则强化效果越好。 这种有第二相粒子引起的强化作用称之为第二 相强化。根据两者相互作用的方式有两种强化 机制:弥散强化和沉淀强化。
晶须强度 晶须强度
强属 位错密度
金属强度与位错 密度关系示意图
冷加工过程中,除了力学性能的变化, 金属材料的物理化学性能也有所改变。 例如:冷加工后位错密度增加,晶格畸变很大,
给自由电子的运动造成一定程度的干扰,从而使
电阻有所增加;由于位错密度增大,晶体处于高
弹性交互作用
化学交互作用
电学交互作用
(二)细晶强化(P14) 金属的晶粒越细,单位体积金属中晶界和亚晶 界面积越大,金属的强度越高,这就是细晶强化。 晶粒大小对纯铁力学性能的影响 晶粒的平 均直径 d(mm) 9.7 7.0 2.5 抗拉强度 b(MPa) 168 184 215
细晶钢技术

第四章细晶钢及超细晶钢及其生产技术钢铁材料作为人类使用的最传统和最主要的结构材料,其经济性和性能多样性的结合是目前任何一类工程材料难以媲美的,并在今后相当长的时间内仍将发挥主导作用。
但也应该看到,钢铁材料的生产正面临着能源、资源和环境问题的巨大压力,同时也面临着其它材料的激烈竞争。
因此,从上世纪末开始,世界上许多国家(如日本、韩国、中国、欧盟等)陆续启动了旨在大幅度提高钢材的强韧性和使用寿命的大型科研项目,掀起了新一轮钢铁材料研究的热潮[1-3]。
我国于1999年正式启动了“新一代钢铁材料的重大基础研究”项目,其主要目标是保证生产经济性的前提下,使钢材的强度和韧性提高一倍,或强度、韧性没有明显增加,但其使用寿命提高一倍[1]。
提高材料强度的方法有多种,但晶粒细化是唯一既能提高强度又能改善韧性的方法,其它方法均会损害韧性。
因此,超细晶组织应是新一代钢最主要的特征。
根据Hall-Petch关系,低碳碳素钢的屈服强度从目前的200MPa级提高到400MPa级,其铁素体晶粒尺寸应细化至3-5μm;而对于低合金钢和微合金钢,其屈服强度从目前的400MPa级提高到800MPa级,铁素体晶粒应细化至1μm或更小。
这是新一代钢所追求的目标[1]。
自上世纪六十年代以来,人们一直致力于钢材晶粒细化的研究和开发工作,先后开发出未再结晶控轧(传统控轧)、再结晶控轧以及控制冷却等晶粒细化工艺,并在实际中得以广泛应用[4]。
但是,运用上述工艺获得的铁素体最小晶粒尺寸,对于碳素钢为10μm,而对于微合金钢为4~5μm,其屈服强度分别在200~300MPa级和400~500MPa级[4]。
自上世纪九十年代开始,一些新的晶粒细化方法又相继问世,如超大塑性变形、极限热机械加工等[34, 39-48],铁素体晶粒可细化至亚微米甚至纳米级,材料的强度大幅度提高。
但是,这些方法目前仅能在实验室中实现,而且制备出的材料尺寸小,成本高,不符合我国新一代钢低成本、大规模生产的要求。
固溶强化和细晶强化的相同点和不同点

固溶强化和细晶强化的相同点和不同点1.引言1.1 概述固溶强化和细晶强化都是金属材料中常见的强化方法,通过对金属结构的处理来提高材料的强度和硬度。
固溶强化主要通过溶解其他元素来改变基体的原子排列结构,从而增加材料的强度。
而细晶强化则是通过控制晶粒尺寸来提高材料的性能。
尽管二者的目的相同,但它们的实现方法和效果有所不同。
固溶强化是向金属基体中引入其他元素,并通过热处理使这些元素均匀溶解在基体中,从而改变基体的晶格结构。
这样做可以使原子之间的间隙更小,增加了晶体之间的相互阻挡效应,从而提高了材料的强度和硬度。
固溶强化的过程就像是在基体中添加了“障碍物”,阻碍了晶体的滑移和位错的运动。
相比之下,细晶强化主要通过控制金属材料的晶粒尺寸来提高材料的性能。
通常情况下,细小的晶粒能够提供更多的晶界强化效应,晶界能够有效地阻碍位错的滑移和扩展。
细晶强化的方法主要包括变形加工、热处理和添加强化剂等。
在这些方法的作用下,原本较大的晶粒会被细化,从而增加材料的强度和塑性,并且提高材料的耐疲劳和耐腐蚀性能。
总的来说,固溶强化和细晶强化都是在金属材料中引入一些外部因素来改善材料性能的方法。
固溶强化主要通过控制金属晶体的组成来增加强度,而细晶强化则通过控制晶粒尺寸来提高材料的性能。
这两种方法在理论和实践上都有其独特的优势,并在不同的应用领域中得到了广泛的应用。
在接下来的篇章中,我们将详细讨论固溶强化和细晶强化的要点,以及它们之间的相同点和不同点。
1.2文章结构文章目录中的1.2 "文章结构"部分应包括有关整篇文章的结构和组织的信息。
以下是可能包括在该部分的一些内容:在本文中,将详细介绍固溶强化和细晶强化的相同点和不同点。
本文将按照以下结构展开讨论:首先,引言部分将简要介绍固溶强化和细晶强化的概念和背景。
其次,正文部分将分为两个小节,分别讨论固溶强化和细晶强化的要点。
在固溶强化的要点部分,将探讨固溶强化的原理、影响因素以及在材料加工中的应用。
镁合金的晶粒细化工艺
Vol 50 No7J u l.2001铸造F O UN D R Y3 73专题综述镁合金的晶粒细化工艺张世军, 黎文献, 余琨, 谭敦强( 中南大学材料科学与工程系, 湖南长沙41 00 83 )摘要: 综述了镁合金晶粒细化的几种工艺方法, 如采用加入几种含Zr 和C 等元素的晶粒细化剂或过热处理细化铸造组织的液态工艺、半固态成形工艺、采用等静道角压( E CA E) 或大比率挤压等的铸锭变形工艺、铸造粉末冶金成形工艺。
细小等轴的晶粒组织可改善镁合金塑性变形能力, 晶粒细化工艺对镁合金的广泛应用起着非常重要的作用。
关键词: 镁合金; 晶粒细化工艺; 综述中图分类号: T G290 2; T G146 2+ 2 文献标识码: A 文章编号: 1001 4977 ( 2001) 070373 03 The G r a i n R e f i n e m e n t P r o c e ss e s of M a gn e s i u m A ll o y sZH AN G S h i j un,LI Wen x i a n,Y U Kun, TAN Dun q i a n g(Department of M a t e r i a l s S c i e n c e and E n g i n ee r i n g, C e n tr a l South U n i v e r s i t y,Changsha 410083, Hunan, C h i n a)Abs tract: In t h i s paper, the g r a i n r e f i nement p r o c e ss e s of m a gn e s i u m a l l o y s are r e v i ewed. Su ch as t h e li qu i d s tate p r o c e ss e s by u s i ng the g r a i n r e f i ner c on t a i n i ng Zr and C or the e xt e r n a l energy by s u p e r h ea t i ng the li qu i d m a gn e s i u m a l l o y, the s e m i s o l i d f o r m i ng process, the s o li d state p r o c e ss e s i n c l ud i ng the e qu a lc h a nn e l a ngu l ar e xtr u s i on( ECAE) or the e xtr ud i ng w i th a h i gh r a t i o, and the powder m e t a l l u r g y p r o c e ss.The f i ne e qu i axed c ry s t a l s structure c ou l d make the f o r m i ng a b il i ty of m a gn e s i u m a l l o y s better. And t h eg r a i n r e f i n ement p r o c e ss e s of m a gn e s i u m a ll oys p l ay a s i gn i f i cant r o l e to the w i d e r a pp li cat i on of m a gn e s ium a l l o y s.Keywords: m a gn e s i u m a l l o y s;g r a i n r e f i n ement proces ses; r e v i e w镁合金不仅具有重量轻( 纯镁的密度为1 74g/c m3, 镁合金的密度为1 75~1 90g / c m3) 、比强度和比刚度高的特点 1 , 而且还具有优良的阻尼性能、较好的尺寸稳定性和机械加工性能及较低的铸造成本。
高温合金晶粒细化技术的进展_郑建邦
0 .4mm) 晶 粒 度 , 接 近 A S T M 0 级 (0 .36mm)水平 , 这种工艺已用于生产如 280-C 1 发动机的 I nco nel706 整铸涡轮 。
80 年代中期 , H ow met 公司又发展 了第二代晶粒细化的铸造工艺 , 称为 M icroca st-X 法 。这种工艺采用热控法细化 晶粒 (浇注温度高于液相线 10 ℃), 在整 铸轮盘零件上得到了 ASTM 3 ~ 5 级 (125 ~ 65μm)的晶粒度 。与 G r anix 铸造 法的树枝晶结构相比 , M icroca st-X 法的 显微结构是胞状结晶结构 , 这大大抑制了 缩孔和显微偏析 ,提高了低周疲劳特性 。
推测方法 振动法 热控法 热控法 不详 喷雾成形
采用 合金 IN7 06 IN7 13 LC IN7 13 IN7 38 IN1 00
晶粒等级 ASTMM9~ 13 AST M 1~ 2 AST M 3~ 5 AST M 3~ 5 AST M 6~ 8
用孕育剂有 Co Al2O 4 、 Co2 SiO4 、 W O3 及
会成为疲劳裂纹源 , 这将会影响到铸 件 的低周疲劳特性 ;而且硼的加入将会 显 著地降低合金的初 熔温度 , 而初熔温 度 的降 低 会降 低 合 金的 热 加工 性 能 和 塑 性 。因此许多在有色合金或钢铁冶金上行 之有效的形核剂都不适合于高温合金 , 这 样就使得细化剂的选择十分困难 。
·高温合金熔铸参数的控制 由 于铸件的晶粒细化 需要产生大 量 的结晶核心并抑制 晶粒的生长 , 就需 要 增加熔体的过冷度 。因此高温合金细 化 工艺中也可以通过 控制铸造参数 (包 括 浇注温度 、铸型预热温度等)或产生局部 激冷的方法实现 。 80 年代 初美国 Ai Rear ch 公 司研 制 出一种晶粒细化的制造工艺 FG P 法 , 采 用低的浇注温度 (高于熔点 22 ℃)、 低的 熔体过热处理温度 、 低的铸型处理温 度 (1100 ℃) 以 及 局 部 激 冷 的 方 法 , 在 IN 713L C 和 M A R-M 247 合 金中 得到 了 A S T M 1 ~ 2 级 (0 .25 ~ 0 .18m m)的晶粒 度。 采 用低的浇注温度和 低的铸型预 处
机械工程材料试题及答案(1)
一、填空题(每空1分,共20分)1.常见的金属晶格类型有:体心立方晶格、面心立方晶格、密排六方晶格。
2.空位属于____点__缺陷,晶界和亚晶界分别_____线_____ 缺陷,位错属于________面_______缺陷。
3.金属的实际结晶温度总是低于理论结晶温度,这种现象称为____过冷______。
4.原子在溶剂晶格中的分布不同,可将固溶体分为______间隙______固溶体和_____置换____ 固溶体。
5.室温下Fe-Fe3C合金中的4种基本组织是:铁素体、珠光体、渗碳体、莱氏体6.常见的金属的塑性变形方式有_____滑移___和____孪生____两种类型。
7.钢的热处理工艺是:加热、保温、冷却_三个步骤组成的。
8.铁碳合金为双重相图,即铁-渗碳体相图和铁-渗碳体相图。
<二、单项选择题(每题2分,共20分)( B )1.两种元素组成固溶体,则固溶体的晶体结构。
A.与溶质的相同B.与溶剂的相同C.与溶剂、溶质的都不相同D.是两种元素各自结构的混合体( D )2.铸造条件下,冷却速度越大,则。
A.过冷度越小,晶粒越细B.过冷度越小,晶粒越粗C.过冷度越大,晶粒越粗D.过冷度越大,晶粒越细( A )3.金属多晶体的晶粒越细,则其。
A.强度越高,塑性越好B.强度越高,塑性越差C.强度越低,塑性越好D.强度越低,塑性越差&( B )4. 钢的淬透性主要取决于。
A.冷却介质B.碳含量C.钢的临界冷却速度 D.其它合金元素( D )5.汽车、拖拉机的齿轮要求表面具有高耐磨性,心部具有良好的强韧性,应选用。
A.45钢表面淬火+低温回火B.45Cr调质C.20钢渗碳、淬火+低温回火D.20CrMnTi渗碳、淬火+低温回火( A )6.完全退火主要适用于。
A.亚共析钢B.共析钢C.过共析钢D.白口铸铁( A )7.铸铁如果第一、第二阶段石墨化都完全进行,其组织为。
A.F+G B.F+P+G C.P+G +P+G( D )8.对于可热处理强化的铝合金,其热处理方法为。
材料成型及控制工程
1.如何提高金属材料的强度?举例说明。
典型的工艺有弥散强化、固溶强化和细晶强化。
(1)弥散强化:指一种通过在均匀材料中加入硬质颗粒的一种材料的强化手段。
是指用不溶于基体金属的超细第二相(强化相)强化的金属材料。
为了使第二相在基体金属中分布均匀,通常用粉末冶金方法制造。
(2)固溶强化:融入固溶体中的溶质原子造成晶格畸变,晶格畸变增大了位错运动的阻力,使滑移难以进行,从而使合金固溶体的强度与硬度增加。
这种通过融入某种溶质元素来形成固溶体而使金属强化的现象称为固溶强化。
在溶质原子浓度适当时,可提高材料的强度和硬度,而其韧性和塑性却有所下降。
(3)细晶强化:通常金属是由许多晶粒组成的多晶体,晶粒的大小可以用单位体积内晶粒的数目来表示,数目越多,晶粒越细。
晶粒越细,晶界面积越大,晶界越曲折,越不利于裂纹的扩展。
故工业上将通过细化晶粒以提高材料强度的方法称为细晶强化。
通常采用的方法有:(1)表面进行喷丸处理可以提高强度。
(2)进行控制轧制和控制冷却获得较细小的晶粒。
(3)进行热处理工艺,按照所需要的性能和组织进行热处理,淬火,回火,正火等。
(4)通过形变和时效析出一些化合物可以提高强度。
(5)还有一些单晶的物质有较高的强度,主要是里面位错较少,所以减少位错也可以提高强度2. 为什么美国在B-2、F-22、F-117等新型军用飞机上的尾翼、蒙皮、翼缘等部位采用纤维增强树脂基复合材料替代钛合金?举例说明纤维增强树脂基复合材料有哪些类型。
纤维增强树脂基复合材料是目前技术比较成熟且应用最为广泛的一类复合材料, 这种材料是用短切的或连续纤维及其织物增强热固性或热塑性树脂基体经复合而成, 因具有高比强度、高比刚度、耐腐蚀、安全破损性好、疲劳寿命高等优点。
在飞机的运用上,同时它质量轻也是一大优势。
但由于它耐高温能力不是非常出色。
也制约了它的应用范围。
但是世界航空发动机技术先进国家已经开发了耐更高温度的多种树脂基复合材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属材料细晶强化工艺综述 于朝清 (重庆川仪一厂, 重庆 400702) 摘要:介绍了金属材料的细晶强化工艺。采用不同的工艺方法 ,可使金属材料的晶粒尺寸在熔铸阶段得到细化, 并向微米、亚微米、纳米晶方向发展 , 为材料的后续加工和进一步提高其物理机械性能奠定良好基础。 关键词:金属材料;熔铸;纳米;细化;晶粒 中图分类号: TM205. 1 文献标志码:A 文章编号:1671 - 8887 (2006) 03 - 0034 – 07 1 引言 金属材料的机械性能 (强度、硬度,耐磨性、弹性、抗疲劳和延展性、韧性等)以及导电、导热、耐蚀性等与其结晶状态 (晶粒大小和形貌) 有着密切关系。它不仅影响到仪表电子元器件乃至电子产品的稳定性和使用寿命, 而且在最大限度地发挥仪表电子功能材料的应用潜能、有效地节约稀贵金属资源方面意义重大。金属材料的性能指标随着晶粒细化程度的提 高而提高已成为不争的事实, 纳米材料与器件是未来新材料的重要发展方向之一。金属材料纳米技术研究主要集中在纳米弥散强化、纳米晶、纳米粉体材料、纳米膜材料等方面。实践证明,纳米弥散强化和纳米晶对提高金属材料的力学性能效果十分显著 , 有些工艺方法已经达到实用化阶段。本文对金属细晶强化工艺进行了介绍, 重点介绍了细晶强化的连铸工艺及技术。 2 熔炼合金化细化 2. 1 微合金化 微合金化技术较为成熟,应用广泛。如含 Nb 铁素体钢 , 当 Nb 含量由 0. 1 %增加到 0. 5 %时 , 晶粒由 40μm 细化到 1μm , 屈服强度由 150~230 MPa提高到 600~650 MPa ,并有望达到 800 MPa[1 ]。目前可供实行微合金化的元素主要有Al、 Sc、Ti、 V、Y、 Zr、 Nb、 Ce、 La 等 ,添加量为 0. 1 %~0. 5 %。其作用机理为: (1) 微合金元素在金属熔炼中处于晶粒成长的前沿 ,有助于加大前沿金属的过冷度,提高一次成核率 ,增加均质成核数量,使金属晶粒细化。 (2) 微合金元素一般化学性质活泼,与O、 N 及金属元素形成化合物,聚集在晶界上,成为弥散强化相 ,阻止晶粒继续长大。 (3) 弥散分布的微合金元素化合物, 在金属塑性变形时,根据奥罗万机制,阻止金属晶界滑移,强化金属本体。如, AgCe0. 5是应用普遍的电接触材料 , Ce 的作用不仅可强化和韧化Ag 基体 (包括 Ag基合金) ,而且对提高抗电蚀、改善电接触性能有特殊功效。Ce 的这种特性在早年研发的 WCe 电极材料中 , 在改善起弧特性、提高抗电弧烧损方面得到应用。刘生发 [2 ]等研究了 Ce 对镁合金组织细化的影响。 2. 2 纳米弥散强化 纳米弥散强化技术在贵金属器具中的应用成效卓著 , 如 , Ti- Pt (Al 2O3增强) , ZGS- Pt (ZrO2增强) , ODS- Pt ( Y2 O3 增强) 及重庆川仪一厂的CYQ- Pt (ZrO2、 Y2O3复合增强)及 PtRh 合金。可节约贵金属用量,提高使用寿命,经济效益显著。纳米弥散强化的制备工艺有粉末冶金法和合金内氧化法。蒋丽娟等[3 ]用粉末冶金法制得的纳米弥散强化铂 , ZrO2颗粒小于 7 nm , ZrO2的含量为 0. 6 %~1. 0 %。室温下材料的屈服强度 ≥ 400 MPa ,1 400 ℃高温下的屈服强度 ≥15 MPa。内氧化法目前已普遍应用 ,适于批量生产。纳米弥散强化相多为高熔点化合物,如 Al 2O3、ZrO2、 Y2O3、 WC、 SiC、 Ta 2O5等。由于纳米弥散强化相极度分散, 在金属基体中起到“钉扎作用” , 强化金属基体的作用相当明显 , 尤其在高温工作条件下 ,弥散强化相稳定,其强化效果更加显著。当强化相含量为 0. 1 %~0. 5 %时 ,不会对基体的本质特性带来影响,有时还会增强材料的高温抗蚀性。纳米弥散强化工艺技术在其他金属材料中也有应用 ,如 W-Al 2、 Cu-Al 2、 Cu-Cr-Zr- Y等[4 ] 。3 铸锭晶粒细化 3. 1 电磁振荡 现代冶金基本采用电冶金,如感应炉、电弧炉、电渣炉、自耗炉等。感应炉按电流频率不同分为工频、中频、超音频、高频、甚高频等。相应的频率范围分别为 50 Hz、1~10 kHz、10~100 kHz、200~300 kHz 及 300 kHz 以上。感应炉配有真空冶炼系统。可控硅变频和整流技术及自动控温等先进技术的应用 , 使冶炼技术日趋完善, 感应炉成为金属材料生产过程中的关键设备。感应冶炼过程中, 物料在感应线圈中交变磁场作用下 ,产生感应电流(涡流) ,焦耳热使物料迅速升温和熔化,熔体在交变磁场作用下,按照磁力线方向翻腾 , 达到均热均质的目的。在铸锭过程中如果施加不同频率和相位的交变磁场, 可以改变液态金属的流动状态及凝固条件,增加过冷度和一次成核率,对初始粗大的柱状晶进行破坏, 可以达到细化晶粒的目的[5 ],其作用机理为: (1)感应电流与磁场作用下产生的洛伦磁力对金属熔体产生强力搅拌, 熔池温度均匀, 过冷度增加 ,形成爆发式形核,增加一次成核率,细化晶粒。 (2)异相磁场增加结晶前原子团簇的能量,相互碰撞摩擦,使枝晶生长困难,晶粒近似球状。 (3)熔体运动对枝晶起到冲刷、熔断的作用, 抑制枝晶生长,增加形核核心。 (4)熔体与结晶器接触后, 产生大量初始晶坯,在熔体冲刷下,重新进入熔体,成为晶核。 (5)用于二次搅拌的感生电流所产生的焦耳热, 由于集肤效应,有助于减小铸锭中心与边部的温差,使结晶器壁上的初始晶核游离 , 重新进入熔体成核。 (6)电磁力的脉冲分量能够使金属熔体产生受迫振动 ,改变晶间熔体的运动方式,减小凝固前沿的温度梯度和成分过冷,避免枝晶长大,起到细化晶粒和提高等轴晶比例的作用。此外 ,在异相交变磁场作用下,使金属熔体产生径向推力, 减小凝固过程中金属熔体与结晶器的接 触压力 , 能提高铸锭表面质量, 可以省去表面切削(扒皮) ,为无切削轧制工艺技术研究打下基础。为获得理想的电磁振荡效果, 应选择合理的感应器设计参数。如铸造 60 mm2的方坯 ,选择的参数为异向位内线圈 120匝 ,外线圈 30匝 ,相位差 90° ;通工频电流(50 Hz) 100 A ,功率 22 kW ;线圈中心电流强度、相位、频率可以分别调整,以选择最佳振荡效果 ,达到改善铸锭内在质量和表面质量的目的。 3. 2 功率超声波 功率超声波可以使一些物质的物理、化学和生物特性或状态发生改变。用于金属铸锭过程可以达到增加过冷度、缩短凝固时间、排除有害气体、细化晶粒、提高力学特性的效果[6 ]。其机理为: (1)超声波导入金属熔体后,在其中产生“空化”现象。空化泡破裂时产生强力冲击波, 对已形成的晶胚进行破碎,增加成核数量。 (2) 超声波引起金属熔体的微弱振荡, 有助于加大熔体的过冷度,提高一次成核数量。 (3) 超声波引起晶间熔体的微弱振荡, 对已有的结晶进行冲刷摩擦, 阻碍其生长, 使其趋向等轴状态。 (4) 超声波振荡加快了金属熔体的流动, 使成分和温度均匀, 并加速气体和夹杂排放, 使金属均质纯净。 (5) 超声波振荡加快了结晶潜热的散发, 缩短了凝固时间, 抑制枝晶生长, 使铸锭成为均细的等轴晶状态。 4 连续铸轧工艺 连续铸轧工艺是近期研发并成功用于生产的新技术 ,可大幅度提高成材率,缩短工艺流程,节能降耗 ,属环保型工艺技术。20世纪 90年代美国、卢森堡、挪威、法国等国建成了二辊、四辊型的高速连续铸轧机, 用于超薄铝合金带生产。为了提高铸轧速度 ,日本开发了水平式二辊铸轧机(MDTRC) 、水平履带式铸轧机 (MDBRC) 、喷淋式铸轧机(METRC) 、立式二辊铸轧机(HPTRC)等多种铸轧生产线。连续铸轧技术在中国尚处试验研究阶段[7 ]。重庆大学已开展了二辊连续铸轧工艺技术的研究[8 ] 。4. 1 水平式二辊铸轧机 水平式二辊铸轧机(melt drag twin roll cas-ter , MDTRC) 的轧辊为水冷铜辊或不锈钢辊, 上辊为变形辊, 下辊为凝固辊。薄带经凝固辊凝固成形后 ,经变形辊进行轧制(见图 1) 。金属熔体在半固态 (固相率 5 %~10 %) 经轧辊激冷和轧制变形,一次成核率很高, 结晶致密, 晶粒细化, 带坯表面光洁。为了提高熔体的固相率,可以配置导流槽,形成MDTRC - CS (melt drag twin roll caster coolingslope)结构形式(图 2) 。 4. 2 水平履带式铸轧机 为了提高铸轧带坯表面质量 , 在 MDTRC 和MDTRC-CS 的基础上作改进,增加传送带,使铸带运行平稳,形成 MDBRC(melt drag belt roll cast2er) 和 MDBRC-CS (melt drag belt roll castercooling slope)的结构形式(图 3、 4) 。铸带速度可达20 m/ min。 参考文献: [ 1] 闫肃,刘景辉,刘云旭 . 低碳钢铁素体超细化技术[J ] . 金属热处理,2005(10) :13 - 16. [ 2] 刘生发,黄尚宇,徐萍 . Ce 对Az91镁合金铸态组织细化的影响[J ] . 金属学报,2006(4) :443 - 448. [ 3] 蒋丽娟,徐颖,李明利 . 纳米氧化弥散强化铂[D] . 稀贵金属纳米材料和低维材料学术研讨会论文集,昆明,2002 ,11 :129 - 131. [ 4] 刘勇,刘平,董企铭,等 . 变形对接触使用Cu-Cr-Zr- Y合金时效特性和力学性能的影响[J ] . 有色金属学报,2006(3) :417 -420. [ 5] 王哲峰,崔建中,林风贤 . 空心管坯的异相位电磁连铸[J ] . 中国有色金属学报,2005(3) :500 - 503. [ 6] 张勇,刘青梅,宋耀林,等 . 功率超声对 T10钢凝固特性的影响[J ] . 铸造 2006. 2 :188 - 190. [ 7] 鲍培玮,李培杰 . 双辊薄带高速铸轧机新技术[J ] . 铸造,2005(9) :847 - 851. [ 8] 杨明波,梁小平,潘复生,等 . 双辊薄带———铸辊界面平均换热系数的测定[J ] . 铸造,2002(12) :772 - 775. [ 9] 王少鹏,谢发勤,吴向清 . 块体纳米材料深过冷制备技术的发展[J ] . 铸造,2006(2) :105 - 107. [ 10] 王正品, 张路, 贾玉宏 . 金属功能材料[M] . 北京:化学工业出版社,2004. [ 11] 王培堂, 田荣璋 . 铜合金加工手册[ K] . 长沙:南大学出版社,2002. [ 12] 刘楚明, 刘子娟, 朱秀荣,等 . 镁及镁合金的动态再结晶研究进展[J ] . 中国有色金属学报,2006(1) :1 - 10. [ 13] 林高用, 张振峰,周佳,等 . C194铜合金引线框架材料的形变热处理[J ] . 金属热处理,2005(12) :16 - 19.