切削力学作业—钛合金切削的有限元分析
基于DEFORM_3D的钛合金切削过程有限元仿真

80
90
图5
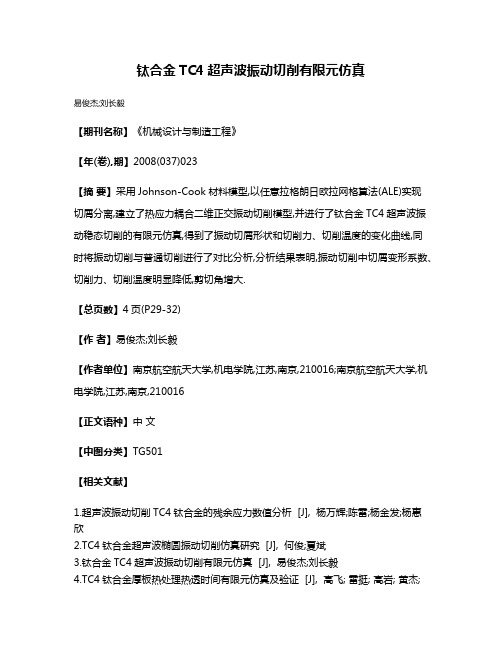
fz = 0.7 mm/z 时切削速度对切削力的影响
说明了切屑的形成过程。通过 DEFORM- 3D 模拟的结果展示 了工件材料在刀具的作用下发生变形, 产生切屑, 切屑逐渐与 工件分离, 并发生卷曲变形的过程。
表 3 和表 4 为背吃刀量 ap、 每齿进给量 fz 和切削速度 Vc 对切削力 Fy 影响程度的数据分析。
觶
觶觶 觶 觶觶
m
(1 )
式 (1 ) 中, A、 B、 n、 C 和 m 是由材料自身决定的常数; Tm 为材料的熔点; Tr 为室温; ε 0 为参考应变速率;等号右边第一 部分表示应变 ε 对流动应力 σ 的影响,第二部分表示应变速 率 ε 对流动应力 σ 的影响,而最后一部分表示温度 T 对流动 应力 σ 的影响。 本文中 TC4 材料模型采用的 J- C 模型为: 軈 軍 =觶 軈)0.375 觶 σ · 1+0.0394 ε 968.88+567.17(ε 觶 ε0 代分析得来的。
700
500
300
20
40 60 切削速度 Vc(m/min)
80
图4
1600 切削力 Fy(N)
fz = 0.3mm/z 时切削速度对切削力的影响
ap=0.5mm ap=1mm
1100
2
仿真及结果分析
图 2 中的显示了刀具切削加工过程的仿真过程,同时也
600 20
30
40
50 60 70 切削速度 Vc(m/min)
钛合金 TC4 的物理力学性能参数[3]
泊松比 0.307 热膨胀系 热导率 λ 比热容 c 数 w(m/K) [w(m/K)] [J/(gK)] 7.89 7.89 9.01 9.3 9.24 9.39 9.4 5.44 6.7 8.79 10.47 12.56 14.24 15.49 0.678 0.691 0.703 0.741 0.754 0.879
钛合金切削参数

钛合金切削参数
钛合金是一种难以切割的金属材料,由于其化学成分稳定性和物理性能特点,几乎被
应用于所有先进制造领域。
钛合金制品具有韧性高、强度高、抗腐蚀性好、耐高温等优点,对于飞机、火箭、导弹等高性能产品的制造,使用钛合金是不可缺少的。
但由于钛合金的
特殊性质,切削加工工艺参数需要特别注意。
刀具选择
钛合金材料具有高韧性,所以要使用具有高硬度的刀具,例如PCD或CBN刀具。
这类
刀具具有抗磨损、高硬度、高耐热性和良好的刚性。
机床状态
因为钛合金是一种高硬度的材料,切削过程中的冷却液需足够充足,以保证切削润滑
效果。
同时也要让刀具和工件之间保持足够的接触,避免上述磨损给刀具造成损害。
切削速度
由于高韧性材料的需要,采用较低的切削速度,具体的切削速度应根据刀具材料、切
削液、切削用量及切削条件等来共同进行制定。
高速度钢刀具
切削速度Vc = 10 – 40m/min
深度a = 0.5 – 2.5mm
铣削及钻削常用的切削参数如下:
铣刀:
直钻:
Threading:
进给速度pf = 0.1-0.25mm/转。
考虑热力耦合作用的钻削钛合金材料有限元仿真研究

考虑热力耦合作用的钻削钛合金材料有限元仿真研究
李康帅;朱红梅
【期刊名称】《工具技术》
【年(卷),期】2022(56)3
【摘要】针对钛合金板钻削过程中考虑热力耦合和不考虑热力耦合的情况,分别建立三维钻削模型并进行有限元仿真分析。
采用单因素法分析每转进给量和钻削速度对三维钻削模型和扭矩的影响。
结果表明,采用大钻削速度和小进给量能减小钛合金钻削时产生的轴向力。
考虑热力耦合模型的轴向力和扭矩大于不考虑热力耦合模型的轴向力和扭矩,但在相同钻孔参数下曲线变化趋势基本一致。
采用多元线性回归分析拟合了钛合金板钻削过程中考虑热力耦合和不考虑热力耦合的轴向力预测公式。
【总页数】6页(P80-85)
【作者】李康帅;朱红梅
【作者单位】西南石油大学土木工程与测绘学院;西南石油大学机电工程学院【正文语种】中文
【中图分类】TG146.23;TG937
【相关文献】
1.TC4钛合金钻削力和钻削温度仿真研究
2.钛合金超声振动辅助钻削有限元仿真中不同刀具几何的评价
3.双沟槽钻头超声辅助钻削钛合金有限元仿真研究
4.高速钻
削碳纤维/铝合金叠层复合材料的钻削力有限元仿真5.碳纤维增强复合材料/钛合金叠层结构钻削仿真研究
因版权原因,仅展示原文概要,查看原文内容请购买。
基于有限元模拟的金属切削力分析

基于有限元模拟的金属切削力分析金属切削力是在工业中广泛应用的一个重要参数,它对于刀具寿命、加工精度和机床刚度等方面都有着重要的影响。
为了准确地分析金属切削过程中的切削力,有限元模拟成为一种常见而有效的方法。
本文将基于有限元模拟来分析金属切削力,并探讨其在实际应用中的意义与挑战。
金属切削力分析是通过模拟金属切削过程中力的产生和传递来实现的。
有限元模拟是一种数值计算方法,将复杂的连续体问题离散化成有限个简单区域,通过数学方法求解区域内的物理方程,从而得到问题的解。
在金属切削力分析中,有限元模拟可以将工件、切削刀具和切削过程中的载荷等要素简化为有限个简单区域,通过建立适当的数学模型,计算得到切削力的分布和变化规律。
金属切削过程中的切削力主要包括切削力和法向力,它们受到多种因素的影响,如工件材料的力学性质、刀具材料和几何形状、进给速度和切削深度等。
有限元模拟可以模拟这些力的产生和传递过程,并通过仿真分析来评估不同工艺参数对切削力的影响。
在实际应用中,准确地预测金属切削力可以为工业生产提供重要的参考,比如在刀具选择、切削参数优化和切削质量控制等方面发挥重要作用。
然而,金属切削力的有限元模拟也面临着一些挑战。
首先,精确地建立金属切削力的数学模型是关键。
模型的建立需要考虑到金属切削过程中的热、力和位移等多重因素的相互作用,并综合考虑金属材料的非线性变形和切削效应等。
其次,有限元模拟需要准确地描述金属切削过程中的边界条件。
切削力的分析需要确定工件和刀具的接触情况、切削刃的磨损和热耗散等。
最后,有限元模拟还需要考虑到计算效率和准确性的问题。
随着计算资源的提升和算法的改进,有限元模拟在金属切削力分析中的应用也取得了不断的发展与完善。
在金属切削力分析的实际应用中,有限元模拟可以通过优化切削参数和改进工艺流程来降低切削力的大小,从而提高加工效率和零件质量。
同时,有限元模拟还可以为刀具设计提供科学依据,减轻刀具磨损和延长刀具寿命。
钛合金TC4超声波振动切削有限元仿真
钛合金TC4超声波振动切削有限元仿真
易俊杰;刘长毅
【期刊名称】《机械设计与制造工程》
【年(卷),期】2008(037)023
【摘要】采用Johnson-Cook材料模型,以任意拉格朗日欧拉网格算法(ALE)实现
切屑分离,建立了热应力耦合二维正交振动切削模型,并进行了钛合金TC4超声波振动稳态切削的有限元仿真,得到了振动切屑形状和切削力、切削温度的变化曲线,同
时将振动切削与普通切削进行了对比分析,分析结果表明,振动切削中切屑变形系数、切削力、切削温度明显降低,剪切角增大.
【总页数】4页(P29-32)
【作者】易俊杰;刘长毅
【作者单位】南京航空航天大学,机电学院,江苏,南京,210016;南京航空航天大学,机电学院,江苏,南京,210016
【正文语种】中文
【中图分类】TG501
【相关文献】
1.超声波振动切削TC4钛合金的残余应力数值分析 [J], 杨万辉;陈雷;杨金发;杨惠
欣
2.TC4钛合金超声波椭圆振动切削仿真研究 [J], 何俊;夏斌
3.钛合金TC4超声波振动切削有限元仿真 [J], 易俊杰;刘长毅
4.TC4钛合金厚板热处理热透时间有限元仿真及验证 [J], 高飞; 雷挺; 高岩; 黄杰;
陈永辉
5.TC4钛合金板料激光冲击成形过程的有限元仿真 [J], 戴维;李国和;赵巍
因版权原因,仅展示原文概要,查看原文内容请购买。
钛合金切削加工技术研究

钛合金切削加工技术研究摘要:钛合金是以Ti为主要成分的合金,并含铝、钒、铁和锰等元素以提高其性能。
钛合金是典型的难加工材料,加工时刀-屑接触面积小、应力大、温度高,刀具粘结磨损、扩散磨损严重。
刀具材料的合理选择是应对钛合金加工的首要问题,含钛刀具在高速下可以用于切削钛合金。
在一定条件下刀具表面形成稳定的钛合金粘接层,可以起到抑制磨损的作用。
随着数值计算理论和软件工具的不断发展,切削过程仿真和预测必将在钛合金切削加工理论和技术的研究中起到越来越重要的作用。
本文就钛合金切削加工技术展开探讨。
关键词:钛合金切削加工;技术引言钛合金材料因比强度高、密度低、耐腐蚀和耐高温等优良性能而被广泛应用在航空航天领域中。
但由于钛合金导热系数小、弹性模量低和化学活性大等特性,使得钛合金材料在加工时切削温度高,刀具磨损严重等,影响了钛合金的加工效率,因此如何提高钛合金的切削效率一直是航空航天行业迫切需要解决的难题。
1钛合金材料的基本性能相比其他合金,钛合金具有高比强度、耐腐蚀、轻质、耐热性和耐低温性等特性,并且具有超导、贮氢和形状记忆的特殊属性。
根据钛合金相的相对含量可以把钛合金分为α型、β型和α+β型,其相应的国内牌号为TA,TB和TC。
α相钛合金属于密排六方结构,具有较高的强度、韧性和可焊性,并且在高温环境下对氧污染具有明显的抵抗性、耐磨性高于纯钛、具有较好的切削加工性,但成型能力较差,典型合金有TA7。
β相钛合金属于体心立方结构,在室温下具有较高的强度、较好的冷成型性,但其热稳定性较差、在成型过程中易受污染而损坏、切削加工性相对较差,使用较少,典型合金有TB1和TB2。
α+β相钛合金具有良好的室温强度和成型性能,材料组织稳定,切削加工性能介于α型和β型钛合金之间,适用范围广用量较大,典型合金有TC4。
钛合金根据应用领域的不同,其研究的侧重点也会有所差异。
在航天航空领域中多以材料的比强度、耐热性、疲劳寿命和韧性等作为研究重点,以发展综合力学性能优异的钛合金材料为目的;在非航空领域中多以材料的可加工性、耐腐蚀性等性能作为研究重点,以发展成分简单或低合金化的合金材料为目的。
钛合金切削加工研究现状及发展趋势
I ndustry development行业发展钛合金切削加工研究现状及发展趋势杨 涛摘要:钛合金广泛应用于各个领域,提高其切削性能和降低加工成本,开发出性能更好的新型钛合金是目前钛合金加工的主要研究方向。
钛合金的三种基体组织分别为α合金、(α+β)合金和β合金,我国分别以TA、TC和TB表示,其中TC4钛合金最受青睐。
国内外学者对钛合金进行了大量研究工作,特别是对TC4钛合金进行了深入研究。
关键词:钛合金;切削加工;现状;发展趋势钛合金具有低密度、高韧性和强抗腐蚀性等优点,常被用于制造航空发动机关键零部件,如叶轮和叶片。
优异的物理特性提升了钛合金的服役性能,但同时也增加了加工难度,如刀具寿命短、加工表面质量不可控等问题,使得钛合金成为典型的难加工材料。
钛合金切削过程中产生锯齿形切屑,不仅导致切削力的周期性波动,而且影响加工零件的表面质量。
此外,由热塑性变形引起的表面残余应力对零件的疲劳寿命和服役性能也有显著影响。
因此,准确预测切屑形态和表面残余应力对刀具设计和工艺优化具有重要指导意义。
1 钛合金切削仿真技术研究现状通过建立高速切削三维有限元模型,对切屑的形成过程进行了仿真研究。
研究发现最大应力值出现在第Ⅰ变形区,最大切削温度出现在第Ⅱ变形区。
模型只考虑了模型底部的完全约束,并未考虑夹紧和夹具的定位对加工变形的影响。
另外,建立了变刚度三维仿真模型和热力耦合三维动态铣削模型,误差控制在0.0681mm和0.0255mm内,但为了减小计算量,两种模型均为简化模型。
还建立了高速铣削TC4钛合金的三维全热—力耦合有限元模型,对铣削温度进行了模拟分析结果表明,铣削热只影响被加工表面层的温度,刀具温度随铣削速度和径向切削深度的增加而升高且影响小于切削速度。
在基于TC4钛合金三维铣削有限元仿真模型的基础上,研究发现,切削参数对铣削力的影响程度为轴向切削深度>刀具速度>进给速度。
另外,通过建立斜切模型,对最小切削厚度进行了仿真计算,降低了由于切削厚度设置误差导致的最终仿真误差。
有限元法在切削加工过程分析中的应用
有限元法在切削加工过程分析中的应用有限元法在切削加工过程分析中的应用班级:姓名:学号:摘要:介绍了切削加工过程有限元分析的发展,研究了切削加工过程有限元分析的关键技术;在总结有限元法在切削加工分析方面的主要应用的基础上,展望了切削加工过程有限元分析的未来研究趋势。
关键词:有限元法;切屑形成;断裂;积屑瘤1、引言切削加工是机械制造行业中应用最广的金属成形工艺,世界各国投入了大量的人力和物力用于研究切削加工的机理。
针对切削过程中各影响因素建立一个综合的数学—力学模型,就是对切削过程进行全面分析、从而预测不同切削条件下的切削状况。
Merchant 根据切削层中,塑性剪切平面应发生在消耗切削能量为最小的方向上这一假设,导出了Merchant 切削方程式。
Lee 和Shaffer 提出了一个由均匀场构成的滑移线场切削模型。
Shaw 认为切削层中的塑性剪切平面和最大剪切应力的方向存在一个偏转角度,据此提出了自己的方程式。
Oxley 根据材料的加工硬化,提出了一个考虑加工硬化、温度及应变速率因素的分析模型,使理论分析的结果和实验结果有了较好的一致性。
从切削模型的发展过程可以看出:人们越来越倾向于采用更严谨的理论和更复杂的方式来力图改善近似的方法,并致力于建立更完善的,即更接近于实际过程的数学—力学模型,以期得到更全面的分析结果。
但是采用传统的解析法在求解考虑材料的加工硬化以及几何非线性等复杂切削模型时往往导致不可解。
近年来,随着计算机性能和运算速度的迅速提高,有限元法不但自身日趋完备,而且在与其他技术相结合方面也取得了较大的进展,如自适应网格划分、三维场建模求解、耦合问题和开域问题等。
有限元法在求解非线性和多场耦合方面的强大功能也日益明显,从而被广泛地应用到对切削加工过程的研究中。
采用有限元法分析切削加工过程不仅有利于对切削机理的理解,而且也是机械加工工艺优化的有利工具。
与直接实验方法相比,该方法费用低,耗时短,在考虑多因素时其优势尤为显著,同时,随着计算机运算和视觉技术的发展,也必将促进虚拟加工的进一步发展。
切削过程的有限元模拟
重新划分的判据
(1)几何判据,如边长,内角角度范围; (2)拓扑关系,工件与刀具接触面的接触穿透量; (3)物理判据,如单元体积变化量、等效塑性应变。
重新划分方法(1)特征法;(2)网格细化(3)网格 粗化。
接触穿透现象如图示,由于计算中所用的是节点参数, 穿透往往发生在积分点处,可以通过判定接触穿透量判 定是否需要重构网格
切削中的有限元应用
切削有限元模型的建立(几何模型、材料
模型、摩擦模型、传热模型、刀具磨损模 型)
切削过程的有限元分析(网格自适应划分、
切屑分离准则)
一、几何模型
最为常用的二维正交切削,两大假设:
1、平面应变状态假设:当切削宽度大于等于5倍进给量 时,将模型看成平面应变状态,在二维空间中研究切削 现象。 2、刚体假设:由于刀具相对于材料的弹性模量通常比 较大,在加工过程中相对于材料的大塑性变形,刀具的 变形可以忽略不计,因而将刀具看作刚体
2 2 0 0 F1 EA 2 3 1 u P 2 L 0 F 0 1 1 3
可解出F1,F3,u2,进而得出应力值。 可验证结果与传统求解方法结果一致。
一、从以上分析步骤看有限元: 有限元分析(finite element analysis,FEA)将连 续体离散成有限个微小单元,利用数学方法对真实 物理系统进行模拟,求解出满足总的约束条件的每 个微小单元的解,对其进行综合、累积获得整体问 题的解。 二、步骤:确定求解域物理性质与几何区域——理 想化、离散化——建立位移函数与形状函数——得 出单元力学特性——建立结构平衡方程——求解计 算——结果的解释分析
用矩阵表示如下:
钛合金Ti-6Al-4V切削仿真温度分析
钛合金Ti-6Al-4V切削仿真温度分析1. 引言1.1 背景介绍钛合金Ti-6Al-4V是一种常用于航空航天和生物医学领域的高强度、耐腐蚀性能优异的金属材料。
由于其优异的力学性能和化学稳定性,钛合金Ti-6Al-4V广泛应用于航空发动机、汽车制造、医疗器械等领域。
由于其高温时容易发生氧化和热疲劳等问题,对其进行切削加工时需要特别注意其温度变化情况。
1.2 研究目的研究目的是探究钛合金Ti-6Al-4V在切削过程中的温度分布规律,为优化切削工艺提供理论依据。
钛合金Ti-6Al-4V具有高比强度、耐腐蚀性和良好的热性能,在航空航天、汽车制造、医疗器械等领域有广泛应用。
切削仿真可以模拟切削过程中的温度变化,为预测工件表面质量、延长刀具寿命提供帮助。
本研究旨在建立钛合金Ti-6Al-4V切削仿真的温度分析模型,分析其温度分布规律,深入探究影响温度的因素,为实际切削加工提供参考。
通过理论分析和数值模拟,揭示钛合金Ti-6Al-4V切削过程中的温度变化规律,为提高切削效率、降低成本、改善切削表面质量作出贡献。
1.3 研究方法针对钛合金Ti-6Al-4V切削仿真温度分析的研究目的,本研究将采用计算机辅助仿真方法,结合有限元分析和数值模拟技术,通过建立钛合金Ti-6Al-4V切削过程的热力学模型和温度分析模型,对刀具与工件之间的热交换过程进行模拟和分析。
具体研究步骤如下:1. 确定切削仿真模型:根据钛合金Ti-6Al-4V的特性和切削工艺参数,确定切削仿真模型的几何结构和初始条件。
2. 建立有限元模型:利用有限元软件,建立钛合金Ti-6Al-4V切削仿真的三维有限元模型,包括工件、刀具和切削流场等几何结构。
3. 设定边界条件:设置刀具与工件之间的接触面热边界条件和边界热流条件,以及切屑和冷却液的影响。
4. 进行数值模拟计算:通过数值方法,对钛合金Ti-6Al-4V的切削过程进行热力学仿真计算,得到温度分布和变化规律。