轴向间隙测量方法
止推轴承的检修与间隙的检测调整
止推轴承的检修与间隙的检测调整现场测量常用方法是,在外露的轴端上沿轴向装一只千分表,然后,来回窜动转子,千分表上前后读数差值即为止推轴承的间隙;也可待推力轴承全部装配好后,将千分表固定在静止件上,使测量杆顶在转子上的某一个光滑端面上,并与轴平行,盘动转子,用专用工具或杠杆将转子依次分别推向前、后两极限位置,同时记下两极限位置的千分表数值,其数值之差即为轴向间隙。
止推轴承的检修与间隙的检测调整在测量时,应同时装上一只千分表来测量瓦壳的移动量。
推动转子应有足够大的轴向推力,使推力盘紧靠所有瓦块。
调整止推轴承的间隙,可以用加、减止推轴承背面垫片的厚度来实现。
2006年大修后催化烟机转子实际轴向窜量(双侧推力瓦分别贴紧后)为0.54mm(标准要求0.4mm),其正常运行时位置回复到1/2处做为传感器调整的零点位置。
则调整计算间隙量为0.54/2=0.27mm,对于本特利3300系列轴位移测量系统,普通电涡流传感器的测量间隙不大于 1.27mm,灵敏度为7.87V/mm(7.87mv/μm),基准电压为-10V。
则调整量=0.27×7.8 ≈2.1V,此时传感器是靠近测量基准面,则间隙电压绝对值相减(如果传感器远离测量基准面,则间隙电压绝对值相加)。
所以调整间隙电压=10-2.1=7.9V,所以实际测量间隙电压调整为-7.9V;风机轴向窜量(双侧推力瓦分别贴紧后)为0.28mm,其正常运行时位置回复到1/2处,则调整计算间隙量为0.28/2=0.14mm,则调整量=0.14×7.8≈1.1V,此时传感器是靠近测量面,则调整间隙电压=10-1.1=8.9V,所以实际测量间隙电压调整为-8.9V。
轴位移报警值设定值为±0.4mm、停机设定值为±0.8mm。
理论上由于烟机转子检修允许轴向最大窜量是0.4mm,正常运行位置(传感器零点位置)在允许最大窜量的1/2处,所以运行中当转子处于推力瓦磨损故障时,转子首先移动0.2mm 后,推力瓦贴合,再磨损0.2mm,机组开始报警,此时转子实际轴向窜量为0.4mm(仪表设定的报警值);当推力瓦继续磨损达到0.6mm后,机组保护停机,此时转子实际轴向窜量为0.8mm(仪表设定的保护停机值)。
配对角接触球轴承的轴向内部游隙(测量间隙)

常便饭烘托得热气腾腾,宾主尽欢。可但凡含有酒精的东
12 1226 26 30 20 25 3040 45
50 40 45 5060 65 70 50 65
常便饭烘托得热气腾腾,宾主尽欢。可但凡含有酒精的东
8065 80 100 30 30 3555 55 60
65 70 8590 95 110 9 10 1027
常便饭烘托得热气腾腾,宾主尽欢。可但凡含有酒精的东
6070 70 80 2 2 210 12 12
6 7 1218 21 26 16 18 2030
常便饭烘托得热气腾腾,宾主尽欢。可但凡含有酒精的东
32 40 26 28 3040 44 50 24
30 4030 40 50 20 20 2040 40
常便饭烘托得热气腾腾,宾主尽欢。可但凡含有酒精的东
60 70 8585 95 110 100 120 140120
140 160 40 45 4565 75 75 100
常便饭烘托得热气腾腾,宾主尽欢。可但凡含有酒精的东
110 125125 140 155 12 15 1537 40
40 65 75 8090 105 110 100 120
110130 140 155 170185 200 1)包括通过测量负载造成的间隙增加。
2dy0f9c7a 打鸟/
常便饭烘托得热气腾腾,宾主尽欢。可但凡含有酒精的东
28 30 35 40 5060 65 75 60
70 8085 95 105 90 110 130115 汽车轴承型号查询 135
常便饭烘托得热气腾腾,宾主尽欢。可但凡含有酒精的东
155 5 6 617 18 20 17 18
2035 40 45 35 40 5560 65 80
止推轴承的检修与间隙的检测调整
止推轴承的检修与间隙的检测调整现场测量常用方法是,在外露的轴端上沿轴向装一只千分表,然后,来回窜动转子,千分表上前后读数差值即为止推轴承的间隙;也可待推力轴承全部装配好后,将千分表固定在静止件上,使测量杆顶在转子上的某一个光滑端面上,并与轴平行,盘动转子,用专用工具或杠杆将转子依次分别推向前、后两极限位置,同时记下两极限位置的千分表数值,其数值之差即为轴向间隙。
止推轴承的检修与间隙的检测调整在测量时,应同时装上一只千分表来测量瓦壳的移动量。
推动转子应有足够大的轴向推力,使推力盘紧靠所有瓦块。
调整止推轴承的间隙,可以用加、减止推轴承背面垫片的厚度来实现。
2006年大修后催化烟机转子实际轴向窜量(双侧推力瓦分别贴紧后)为0.54mm(标准要求0.4mm),其正常运行时位置回复到1/2处做为传感器调整的零点位置。
则调整计算间隙量为0.54/2=0.27mm,对于本特利3300系列轴位移测量系统,普通电涡流传感器的测量间隙不大于 1.27mm,灵敏度为7.87V/mm(7.87mv/μm),基准电压为-10V。
则调整量=0.27×7.8 ≈2.1V,此时传感器是靠近测量基准面,则间隙电压绝对值相减(如果传感器远离测量基准面,则间隙电压绝对值相加)。
所以调整间隙电压=10-2.1=7.9V,所以实际测量间隙电压调整为-7.9V;风机轴向窜量(双侧推力瓦分别贴紧后)为0.28mm,其正常运行时位置回复到1/2处,则调整计算间隙量为0.28/2=0.14mm,则调整量=0.14×7.8≈1.1V,此时传感器是靠近测量面,则调整间隙电压=10-1.1=8.9V,所以实际测量间隙电压调整为-8.9V。
轴位移报警值设定值为±0.4mm、停机设定值为±0.8mm。
理论上由于烟机转子检修允许轴向最大窜量是0.4mm,正常运行位置(传感器零点位置)在允许最大窜量的1/2处,所以运行中当转子处于推力瓦磨损故障时,转子首先移动0.2mm 后,推力瓦贴合,再磨损0.2mm,机组开始报警,此时转子实际轴向窜量为0.4mm(仪表设定的报警值);当推力瓦继续磨损达到0.6mm后,机组保护停机,此时转子实际轴向窜量为0.8mm(仪表设定的保护停机值)。
联轴器端面间隙计算方法
联轴器端面间隙计算方法(原创实用版4篇)目录(篇1)1.联轴器端面间隙的定义与重要性2.联轴器端面间隙的计算方法3.影响端面间隙的因素4.端面间隙的测量方法5.结论正文(篇1)一、联轴器端面间隙的定义与重要性联轴器端面间隙是指联轴器突出的齿面与联轴器座的间隙。
它是保证联轴器正常运转和传递扭矩的关键参数,对于防止轴向力、减小磨损和提高传动精度具有重要意义。
二、联轴器端面间隙的计算方法联轴器端面间隙的计算方法通常根据联轴器的类型、传动扭矩、转速、齿数等因素来确定。
一般联轴器端面间隙的计算公式为:端面间隙 = (传动扭矩×齿数) / (2 ×π×联轴器半径)三、影响端面间隙的因素影响联轴器端面间隙的主要因素有:1.联轴器的类型:不同类型的联轴器端面间隙的要求不同。
例如,弹性联轴器需要较大的端面间隙来补偿轴向偏差,而刚性联轴器则要求较高的同心度。
2.传动扭矩:传动扭矩越大,所需的端面间隙就越大。
3.转速:转速越高,端面间隙越小,以减小摩擦损失和磨损。
4.齿数:齿数越多,端面间隙越小,以提高传动精度。
四、端面间隙的测量方法端面间隙的测量方法主要有以下几种:1.卡尺测量:用卡尺测量联轴器端面的径向间隙。
2.千分表测量:用千分表测量联轴器端面的轴向间隙。
3.激光测距仪测量:利用激光测距仪测量联轴器端面的间隙。
五、结论联轴器端面间隙的计算和测量是保证联轴器正常运行和传递扭矩的关键。
正确选择端面间隙可以提高传动精度、减小磨损和防止轴向力。
目录(篇2)1.联轴器端面间隙的定义与重要性2.联轴器端面间隙的计算方法3.影响端面间隙的因素4.端面间隙的测量方法5.结论正文(篇2)一、联轴器端面间隙的定义与重要性联轴器端面间隙是指联轴器突出的齿面与联轴器座的间隙。
这个间隙对于联轴器的正常工作和传动效率具有重要意义,因为适当的端面间隙可以保证联轴器在传递扭矩时不会产生轴向力,从而避免对轴的损伤和传动误差。
浅谈汽轮机安装检修中的间隙测量与调整

浅谈汽轮机安装检修中的间隙测量与调整摘要:汽轮机是利用蒸汽热能做功的旋转式原动机,汽轮机本体结构通常由转动部分和固定部分组成。
转动部分主要有:叶片、叶轮、主轴和联轴器等部件;固定部分主要有:汽缸、蒸汽室、喷嘴组、隔板、隔板套、汽封、轴承、轴承座和机座等部件组成。
汽轮机的大修及安装施工复杂,要求精度高。
汽轮机大修、安装中过程中按照技术要求,对台板,键,汽封,轴瓦等配合间隙调整。
这些间隙影响的汽轮机的振动,热膨胀,中心及效率等,此项工作是汽轮机安装检修的重要内容。
关键词:汽轮机安装检修;间隙消除;间隙测量;间隙调整1、汽轮机安装中台板垫铁间隙的消除汽轮机的大修及安装大部分时间在调整间隙值,文章针对双抽汽凝汽式汽轮机机组检修安装过程中间隙及调整方法分析和阐述,给出标准,总结调整技巧,确保汽轮机各部件安装的准确到位,避免汽轮机出现碰磨、膨胀受限、受力振动等问题,保证机组动而不偏,转而平稳。
汽轮机安装过程中用于放垫铁的混泥土基础与垫铁,垫铁与台板,台板与汽缸或轴承座接触面都必须充分的接触。
消除间隙,有效减少机组运行时的振动。
1.1基础的研磨基础研磨在土建基础检查合格交接后进行,确定垫铁位置。
以研磨好的垫铁做基准,用磨光机打磨垫铁轮廓内的区域,再垫铁上涂红丹,与垫铁位置研磨后打去高点。
研磨时要同时保证这个区域的水平度和平面度,与垫铁面接触面积75%以上,0.03mm塞尺塞不进。
1.2垫铁及台板研磨研磨垫铁以台板为基准,在台板上涂红丹,然后将垫铁放在台板上研磨,用磨光机打去高点,反复直到高点均匀分布,接触面积75%以上合格。
1.3间隙消除在轴承座和缸体找平找正后用0.03mm塞尺检验基础与垫铁,垫铁与垫铁,垫铁和台板以及台板和轴承座之间的间隙,如果有要及时消除。
方法和研磨台板类似,处理时要兼顾到调好的水平和中心。
2、汽轮机安装检修中间隙的测量调整2.1滑销系统间隙的调整机组在启动或加负荷时,由于受热,汽缸以各个膨胀死点为中心向四周移动膨胀,本体设置的各个横向、纵向键进行引导,确保按照规定方向膨胀,保证汽轮机各部件不跑偏,产生动静碰磨,滑销系统需设置合适的间隙配合。
球轴承轴向间隙标准
球轴承是机械设备中常用的一种轴承类型,具有较大的承载能力和良好的旋转性能。
在球轴承的设计和安装中,轴向间隙是一个非常重要的参数,它直接影响着轴承的工作性能和使用寿命。
因此,球轴承轴向间隙的标准是非常重要的。
本文将围绕球轴承轴向间隙的标准进行详细的介绍,以便读者对此有更深入的了解。
首先,需要明确的是,轴向间隙是指在轴承内径和外径的轴线方向上的间隙。
合适的轴向间隙能够保证轴承在工作时具有适当的变形量和变形角,从而使得轴承在承载和旋转时能够得到均匀的负荷分布,减小滚动体和轨道的接触应力,延长轴承的使用寿命。
在实际应用中,轴向间隙通常由设计者根据实际工况和使用要求来确定,并且需符合相应的标准要求。
目前,国际上对于轴向间隙的标准主要有ISO、GB/T和企业标准等,下面将分别介绍这几种标准的内容。
首先是ISO标准,ISO对于轴向间隙的标准有一系列的规定,其中最常用的是ISO 5753-1:2009《滚动轴承-内径和外径间的径向间隙和轴向间隙-第1部分:术语、定义和方法》和ISO 5753-2:1987《滚动轴承-内径和外径间的径向间隙和轴向间隙-第2部分:公称值》。
这些标准规定了轴承在不同型号和尺寸下的公称值和公差范围,以及测量方法和检验规则等内容,为轴承的设计和选择提供了参考依据。
其次是GB/T标准,GB/T是中国国家标准化管理委员会发布的国家标准。
针对轴向间隙,GB/T 4604-2005《滚动轴承-径向间隙和轴向间隙》是比较常用的标准,其中详细规定了滚动轴承的径向间隙和轴向间隙的符号表示、公称值、公差和测量方法等内容,为国内轴承行业提供了重要的技术支持。
此外,不同企业也可能会根据自身的实际情况和需求制定相应的标准,这些标准通常会结合国际标准和国家标准,并根据具体产品的特点和使用条件进行调整和完喫。
因此,在选择轴承时,除了要符合国际标准和国家标准外,还需要关注生产厂家的企业标准,以确保所选择的轴承能够满足实际的使用要求。
轴向间隙的检查与调整

• 2.曲轴的检验
• 检查曲轴的油道,必要时,用管道清洁 器或合适的刷子清洁曲轴油道。另外应重 点检查以下各项:检查曲轴键槽和螺纹, 看有无损伤。
• 1)曲轴的裂纹一般出现在应力集中部位:横向裂纹(环形 裂纹)、纵向裂纹(斜角形裂纹)以及淬火微细裂纹。
• 常用的检查方法有:磁力探伤、超声波探伤、x射线探伤 和浸油敲击法等。用磁力探伤法检查时,使磁力线通过被 检查的部位,如果轴颈表面有裂纹,在裂纹处磁力线会偏 散而形成磁极,将磁性铁粉撤在表面上,铁粉会被磁化并 吸附在裂纹处,从而显现出裂纹的位置和大小。浸油敲击 法检查是将曲轴置于煤油中浸一会儿,取出后擦净并撤上 白粉,然后分段用锤子轻轻敲击,如有明显的油迹出现, 即该处有裂纹。
• 偏心磨削法:按磨损后的连杆轴颈表面来定位磨削的。
• 连杆轴颈磨削后,要求连杆轴线与主轴颈轴线的平行度 误差应不大于0.01mm。连杆轴颈轴线与主轴颈轴线的距 离偏差应不大于0.15mm。所以,在连杆轴颈磨削时应尽 量减小曲柄半径的增加量,以保证同方位连扦铀颈轴心线 的同轴度误差不大于土0.10mm,这样才能保证曲轴运转 中的平衡。
• 轴向间隙的检查与调整:曲轴轴向间隙的检查方法可用千分尺(或塞 尺)触杆顶在曲轴平衡重上,前后撬动曲轴,观察表针摆动数值。轴 向正常间隙为0.07一0.17mm,磨损极限为0.25mm。捷达轿车发动机 新曲轴的轴向间隙为0.07—0.17mm,磨损极限为0.25mm。
• 轴向间隙过小或过大时,应更换或修刮止推垫片进行调整。
• 三、曲轴轴承的修理
• 曲轴并非直接在轴承上转动,而是在轴承与轴 颈表面间的油膜上转动,这些油是由发动机机油 泵供给的。如果曲轴轴颈失圆、出现锥度或被划 伤,油膜不能很好生成,则轴颈将和轴承接触, 从而引起轴承的过早磨损。因为主轴承和连杆轴 承一般都由含有铅、钢、锡或铝的合金制成,它 们都是比曲轴软的材料。由于用软材料,都会先 在轴承上出现磨损。轴承故障的早期诊断往往不 致过分损伤曲轴,在修配时只需更换轴承即可。
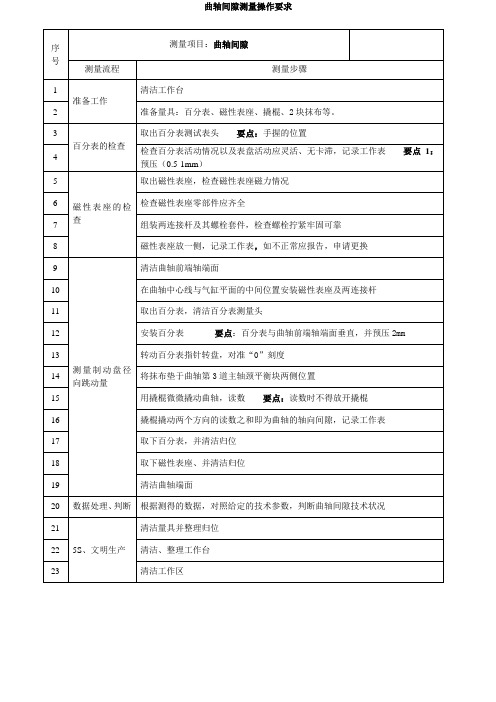
曲轴间隙测量操作
序号
测量项目:曲轴间隙
测量流程
测量步骤
1
准备工作
清洁工作台
2
准备量具:百分表、磁性表座、撬棍、2块抹布等。
3
百分表的检查
取出百分表测试表头要点:手握的位置
4
检查百分表活动情况以及表盘活动应灵活、无卡滞,记录工作表要点1:预压(0.5-1mm)
5
磁性表座的检查
取出磁性表座,检查磁性表座磁力情况
21
5S、文明生产
清洁量具并整理归位
22
清洁、整理工作台
23
清洁工作区
4预压051mm5取出磁性表座检查磁性表座磁力情况6磁性表座的检检查磁性表座零部件应齐全查7组装两连接杆及其螺栓套件检查螺栓拧紧牢固可靠8磁性表座放一侧记录工作表如不正常应报告申请更换9清洁曲轴前端轴端面10在曲轴中心线与气缸平面的中间位置安装磁性表座及两连接杆11取出百分表清洁百分表测量头12安装百分表要点
13
转动百分表指针转盘,对准“0”刻度
14
将抹布垫于曲轴第3道主轴颈平衡块两侧位置
15
用撬棍微微撬动曲轴,读数要点:读数时不得放开撬棍
16
撬棍撬动两个方向的读数之和即为曲轴的轴向间隙,记录工作表
17
取下百分表,并清洁归位
18
取下磁性表座、并清洁归位
19
清洁曲轴端面
20
数据处理、判断
根据测得的数据,对照给定的性表座零部件应齐全
7
组装两连接杆及其螺栓套件,检查螺栓拧紧牢固可靠
8
磁性表座放一侧,记录工作表,如不正常应报告,申请更换
9
测量制动盘径向跳动量
清洁曲轴前端轴端面
10
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴向间隙测量方法
轴向间隙的测量方法有多种,包括手指法、游标深度计法和压力计法等。
以下是一些测量方法的具体操作步骤:
1. 手指法:将轴承放在一只手上,用另一只手的手指顶住轴承环的一端,用力沿着轴线方向推动轴承。
轴向间隙的大小可以通过手指的感觉来判断。
2. 游标深度计法:将轴承环静置于工作台面上,然后将游标深度计插入轴承环的一侧,轻轻地向轴承环的另一侧移动深度计,观察显示值并记录。
然后将深度计在轴承环上插入另一侧,以同样的方式移动深度计,并记录显示值。
最后将两侧的测量值相减得到轴向间隙的测量结果。
3. 压力计法:将轴承环静置于工作台面上,然后将一个内径略小于轴承环内径的塑料圆盘放置在轴承环上,然后用手压住圆盘向下压,通过测量圆盘压缩变形的程度得到轴向间隙的大小。
需要注意的是,测量前要保证轴承环的表面光滑无缺陷、内径和深度计或压力计的直径相匹配、垂直度防止误差产生等。
同时不同测量方法的准确度有差异,应选择合适的测量方法。
轴向间隙大小直接关系到轴承的使用寿命和性能,因此通过测量轴向间隙可以了解轴承的装配质量,判断轴承是否具有预期的使用寿命。
1。