SMT焊接推力检验标准
038 SMT元器件焊接强度推拉力无铅工艺判定标准

NING BO ZERUILIGHTING CO.,LTD
SMT元器件焊接强度推拉力无铅工 艺判定标准
文件编号 版本 编制日期 页码 编制部门
ZRQT-QA-038 A/0
2021.03.03 第1页 共1页
品质部
NO. 版本 修订日期 1 A/0 2018.06.20
文件修订履历 修订内容
新制订
页数 1
修订人 姚义鹏
NO. 规格类别
1
CHIP0402
2
CHIP0603
3
CHIP0805
图片说明测试方法源自推力标准 (Kgf)实际试 验推力 (Kgf)
试验结 果
判定 结果
1、消除阻碍0402元器件边缘的其它 元器件; 2、选用推力计,将仪器归零,≤30 度角进行推力试验; 3、检查元器件是否脱焊,记录元器 件脱焊的数值; 4、 ≥0.60Kgf判合格。
0.65
1.00 焊盘未脱 合格
4
5 6 7 8 9
10
备注
1.抽 检方 2.CR 缺陷 3.ROS H保证
制定:
审核:
核准:
推力测试检验规范
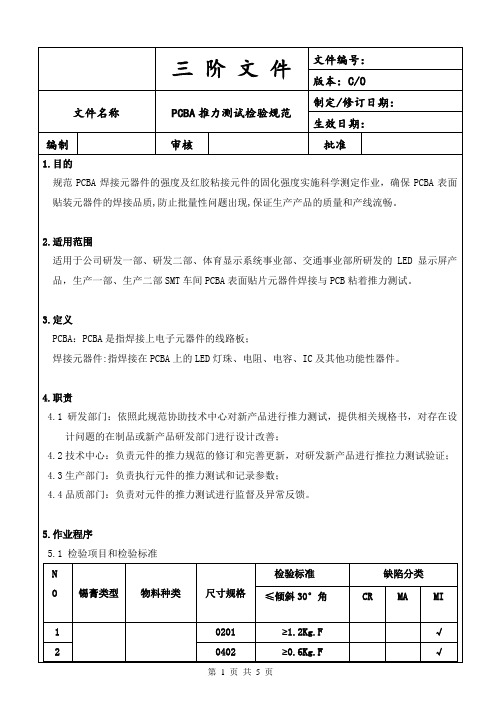
版本:C/0
文件名称PCBA推力测试检验规范制定/修订日期:生效日期:
编制审核批准
45 TF卡座常规≥4.5Kg.F √
46 晶体常规≥2.0Kg.F √
47 开关常规≥3.5Kg.F √
特殊说明:对于特殊机型需根据实际情况评估LED灯的焊接度,例如(①.PCB型号:DT10-MC3535-EMC2-48*16-2SF2-02机型,中温锡膏,美卡乐MC3535灯;②.PCB型号:DT10-1R1PG1B-MC3535-EMC2-48*16-2SF2-01机型, 中温锡膏,君耀3535灯)LED焊接强度推力在3.0~3.2Kg.F即可。
5.2检验方法
5.2.1清除所测元器件边缘的其它件;
5.2.2选用推力计,将仪器归零,≤30度角进行推力实验;
5.2.3当推力达到推力标准时,检查元件是否脱焊。
5.3检验注意事项
5.3.1用来做推力的PCBA必须完全冷却,即出回流焊30分钟以上的板;
5.3.2做推力测试时必须是逐渐加力,不可以猛加力或加猛力,达到要求的力即可;
5.3.3测试时必须带防静电手套,防静电手环,做好防静电措施;
5.3.4测试元件推力时,推力计针头应顶住元器件封装体的侧面中间位置施加推力,不可顶住
引脚位置,铜柱测试只需钩住逐渐施加拉力即可,见图1、图2所示:
5.3.5除指定的推力方向,其余均以器件较长的一面进行推力测试;
5.3.6测试频率:每4小时测试一次,换线或工艺更改时加测一次,每次测试3PCS,从样品。
SMT焊接质量检验标准
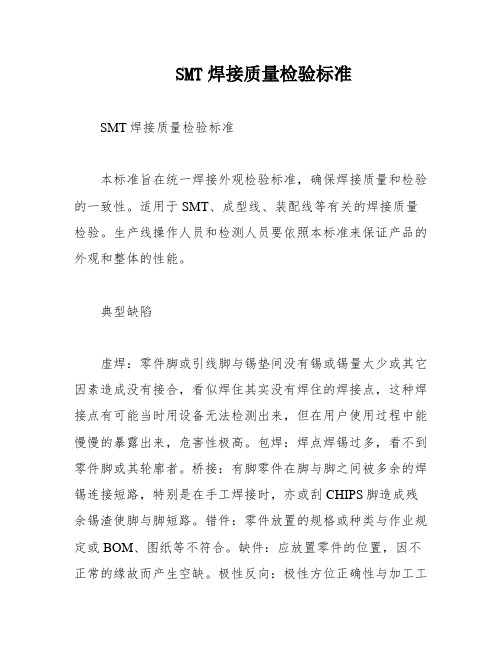
SMT焊接质量检验标准SMT焊接质量检验标准本标准旨在统一焊接外观检验标准,确保焊接质量和检验的一致性。
适用于SMT、成型线、装配线等有关的焊接质量检验。
生产线操作人员和检测人员要依照本标准来保证产品的外观和整体的性能。
典型缺陷虚焊:零件脚或引线脚与锡垫间没有锡或锡量太少或其它因素造成没有接合,看似焊住其实没有焊住的焊接点,这种焊接点有可能当时用设备无法检测出来,但在用户使用过程中能慢慢的暴露出来,危害性极高。
包焊:焊点焊锡过多,看不到零件脚或其轮廓者。
桥接:有脚零件在脚与脚之间被多余的焊锡连接短路,特别是在手工焊接时,亦或刮CHIPS脚造成残余锡渣使脚与脚短路。
错件:零件放置的规格或种类与作业规定或BOM、图纸等不符合。
缺件:应放置零件的位置,因不正常的缘故而产生空缺。
极性反向:极性方位正确性与加工工程样品装配不一样,象电解电容,二极管都是极性元件,要特别注意。
零件偏位:零件焊接点与焊盘发生偏移,易引起管脚之间短路。
焊盘损伤:在补焊或维修时使用烙铁不当导致焊盘被破坏,这极易引起主板报废,造成重大损失。
焊点的质量要求对焊点的质量要求,应该包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
插件元件焊接可接受性要求:引脚凸出不应超过 2.3mm,最小不低于0.5mm。
对于厚度超过2.3mm的通孔板(双面板),引脚长度已确定的元件(如IC、插座),引脚凸出是允许不可辨识的。
焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。
焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。
贴片(矩形或方形)元件焊接可接受性要求:贴片元件位置的歪斜或偏移不应超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。
末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
接头部件的位置偏移和倾斜必须避免与邻近的导体接触。
(整理)SMT焊接检验标准及元器件推力标准
不合格图示合格图示不合格图示
101
错
误
不合格图示102正确
器件浮起>0.3 mm,不允许;器件一端倾斜>0.3 mm
0.3mm 0.3mm
<03mm
不合格图示
不合格图示合格图示
不合格图示合格图示器件脚与锡未完全融合。
不合格图示合格图示不应导通而导通的。
不合格图示
应导通而未导通的。
不合格图示
缺陷定义描述及图示
不合格图示
以器件脚的宽度为准,偏移不可0.1mm
0.3mm
器件水平偏移不可PAD
W
<1/2W
<1/2W
焊点四周及PCB板面上不得有锡球或其他焊锡
残渣等。
PCB板面不得有划伤。
不合格图示
合格图示单面不允许>0.5mm,
不合格图示
不合格图示
正负极性反向。
黑
线
是
负
极不合格图示黑
线
是
负
极合格图示
不合格图示合格图示不合格图示合格图示
不合格图示合格图示不合格图示合格图示不合格图示合格图示不合格图示合格图示不合格图示合格图示
不合格图示合格图示
5mm
不合格图示2.5mm
合格图示。
SMT元器件焊接强度推力测试标准

元器件焊接强度推拉力无铅工艺判定标准
0 晶体
推力
(两
个
脚)
疗" 推力
RF连接(六
个
脚〉
1、消除阻碍晶振元器件边缘的其它元器件:
2、选用推力计,将仪器归零,W30度角进行推力试
3、检查元器件是否脱焊,记录元器件脱焊的数值;
4、2判合格。
1、消除阻碍RF连接器边缘的其它元器件:
2、选用推力计,将仪器归零,W30度角进行推力试验:
3、检查元器件是否脱焊,记录元器件脱焊的数值:
4、左判合格。
第1页,共
2页
1、将测试主板固定好,避免出现测试时有晃动现象<=
2、 选用推力计,将仪器归零,W30度角(如图所 示)
进行 推力试验: 3、
检查元器件脱焊的力,2屏蔽罩无变形判合格
实验的时候,必须力量施加为渐进(无冲击〉,并持续10S 。
2页,共2页
T-
Flash 卡座 Flash 卡
插 拔方
向推。
SMT焊接质量检验-标准最新版本
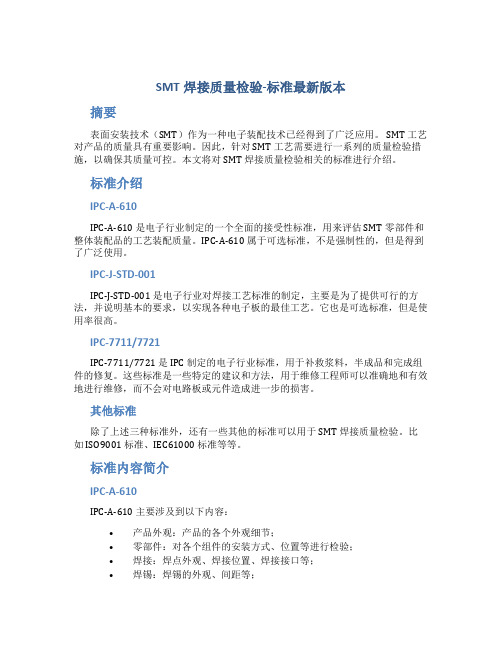
SMT焊接质量检验-标准最新版本摘要表面安装技术(SMT)作为一种电子装配技术已经得到了广泛应用。
SMT 工艺对产品的质量具有重要影响。
因此,针对 SMT 工艺需要进行一系列的质量检验措施,以确保其质量可控。
本文将对 SMT 焊接质量检验相关的标准进行介绍。
标准介绍IPC-A-610IPC-A-610 是电子行业制定的一个全面的接受性标准,用来评估 SMT 零部件和整体装配品的工艺装配质量。
IPC-A-610 属于可选标准,不是强制性的,但是得到了广泛使用。
IPC-J-STD-001IPC-J-STD-001 是电子行业对焊接工艺标准的制定,主要是为了提供可行的方法,并说明基本的要求,以实现各种电子板的最佳工艺。
它也是可选标准,但是使用率很高。
IPC-7711/7721IPC-7711/7721 是 IPC 制定的电子行业标准,用于补救浆料,半成品和完成组件的修复。
这些标准是一些特定的建议和方法,用于维修工程师可以准确地和有效地进行维修,而不会对电路板或元件造成进一步的损害。
其他标准除了上述三种标准外,还有一些其他的标准可以用于 SMT 焊接质量检验。
比如 ISO9001 标准、IEC61000 标准等等。
标准内容简介IPC-A-610IPC-A-610 主要涉及到以下内容:•产品外观:产品的各个外观细节;•零部件:对各个组件的安装方式、位置等进行检验;•焊接:焊点外观、焊接位置、焊接接口等;•焊锡:焊锡的外观、间距等;•焊接电子元件:电子元件安装的方式、位置、状态等;•印刷文本:检查电路板上的印刷文字是否正确;•产品的各种性能和功能检查。
IPC-J-STD-001IPC-J-STD-001 主要包括以下内容:•焊接材料规范:包括有关易碎焊料的要求;•外观检验:采用放大镜进行检查;•电路板检验:检查电路板上的插座、接触点等;•元件质量检验:包括元件大小、发热量等;•电气检验:包括通过测试电路板上的电气线路。
SMT焊接质量检验-标准最新版本
焊接质量检验标准焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一.它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
(一)焊点的质量要求:对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
(1)插件元件焊接可接受性要求:1.引脚凸出:单面板引脚伸出焊盘最大不超过2.3mm;最小不低于0.5 mm。
对于厚度超过2。
3mm的通孔板(双面板),引脚长度已确定的元件(如IC、插座),引脚凸出是允许不可辨识的。
2.通孔的垂直填充:焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。
3.焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。
4.插件元件焊点的特点是:①外形以焊接导线为中心,匀称、成裙形拉开.②焊料的连接呈半弓形凹面,焊料与焊件交界处平滑,接触角尽可能小。
③表面有光泽且平滑,无裂纹、针孔、夹渣。
(2) 贴片(矩形或方形)元件焊接可接受性要求:1.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙.2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
3.最小焊点高度为焊锡厚度加可焊端高度的25%或0。
5 mm,其中较小者。
(3)扁平焊片引脚焊接可接受性要求:1.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,且不违反最小电气间隙.2.末端焊点宽度最小为元件引脚可焊端宽度的75%。
3.最小焊点高度为正常润湿。
(二)焊接质量的检验方法:⑴目视检查目视检查就是从外观上检查焊接质量是否合格,也就是从外观上评价焊点有什么缺陷。
目视检查的主要内容有:①是否有漏焊,即应该焊接的焊点没有焊上;②焊点的光泽好不好;③焊点的焊料足不足;④焊点的周围是否有残留的焊剂;⑤有没有连焊、焊盘有滑脱落;图2正确焊点剖面图(a)(b)凹形曲线主焊体焊接薄的边缘⑥焊点有没有裂纹;⑦焊点是不是凹凸不平;焊点是否有拉尖现象。
SMT推拉力测试判定标准
0402
≥0.8
2
0603
≥1.0
3
0805
≥1.2
4
1206
≥1.5
5
二極管
≥2.0
6
三極管
≥2.5
7
IC
≥3.0
補充說明:當紅膠為客供時,其推拉力允收標準,則依客戶標準執行.
5.作業內容:
5.1.對制程中所生產的每款機種平均抽取5PCS/2H,進行推拉力檢測,並將結果記錄於《推拉力測試日報表》上。
5.2.當測試推力不足時,依照《不合格品控制程序》執行作業,並追蹤當批的改善結果,直到正常為止。
6.相關記錄:
6.1《推拉力測試日報表》6.2《品質異常處理單》
版序
V0
核准:
審核:邓武军
編制:湯霞
頁次
1/1
生效日期
2009.12.25
SUNALLELECTRONICS TECHNOLOGY LIMITED.
SMT推拉力測試判定標準
文件編號
QR-QD-005
1.目的:
為使IPQC/QA檢驗人員對SMT紅膠固定推拉力要求標準有章可依,避免與生產部、外發、客戶端在標準上產生分岐而制定。
2.適用範圍:
凡本廠內
推拉力計
4.檢驗判定標準:
NO.
SMT規格
推力(KG)
備注
SMT元器件焊接强度推力测试标准
仪器(Kgf)推力(Kgf)结果1CHIP04020602-220J8A-B000推力推力计1、消除阻碍0402元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥0.60Kgf判合格。
0.60 1.00焊盘未脱合格2CHIP06030602-225K2C-C000推力推力计1、消除阻碍0603元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.00Kgf判合格。
1.00 1.30焊盘未脱合格3CHIP08050602-106M2C-D000推力推力计1、消除阻碍0805元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.50Kgf判合格。
1.502.10焊盘未脱合格2105-06W129-0010推力(六个脚)推力计1、消除阻碍SIM卡元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角(如图所示)进行推力试验;3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ 6.00 Kgf 判合格。
6.009.05焊盘未脱,但塑胶变形合格2105-50006P-0000推力(六个脚)推力计1、消除阻碍SIM卡元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角(如图所示)进行推力试验;3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ 5.00 Kgf 判合格。
9.20焊盘未脱,但塑胶变形合格2105-CCA242-0000推力(六个脚)(左右方向)推力计1、消除阻碍SIM卡元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角(如图所示)进行推力试验;3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ 5.00 Kgf 判合格。
5.007.30焊盘未脱,但塑胶变形合格1602-XH414E-0000推力(两个脚)推力计1、消除阻碍钮扣电池元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角(如图所示)进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥ 2.00 Kgf 判合格。
SMT推力检验标准
推力值
位置
推力值
保存期:3个月 保存单位:生产部(炉后QC记录表)、品质部(IPQC记录表)
0201
≥1.5 Kg.F
推拉力计
√
20
0402
≥1.8 Kg.F
推拉力计
√
21
0603
≥2.0 Kg.F
推拉力计
√
22
其余零件均需
≥2.2 Kg.F
推拉力计
√
推力测试条件:
1、测试时推力计与PCB面呈45度角;
2、从组件宽的一面推;
3、冷却后方可进行推力测试。
4、测试前必须确定检验工具是在已校准的有效期内。
拟制审批规格尺寸0201040206030805120602010402060308051206标准10kgf12kgf15kgf20kgf25kgf12kgf15kgf20kgf22kgf28kgf28kgf30kgf35kgf25kgf20kgf检验工具推拉力计cr推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计缺点分类ma备注电阻mi电容1206以上阻容组件meifsofic8脚ic8脚以上sot23封装元件sot14封装元件其余未标出均按其体积和上述相同0201040202010402060310kgf15kgf15kgf18kgf20kgf22kgf推拉力计推拉力计推拉力计推拉力计推拉力计推拉力计20其余零件均需文件编号wiqa0027生效日期2006623版本次a0smt推力测试记录表测试记录位置日期时间线别产品型号元件规格记录人对策备注推力值位置推力值保存期3个月保存单位生产部炉后qc记录表品质部ipqc记录表qrqa035a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT焊接推力检验标准
简介
表面贴装技术(SMT)是一种将元件表面直接焊接在印制电路板(PCB)上的
工艺。
SMT焊接技术已经成为了电子制造业的主流工艺之一,具有高效、高精度
和高可靠性的特点。
在SMT焊接过程中,焊接质量的好坏直接影响到整个电子产
品的质量和可靠性。
其中,焊接推力检验是衡量SMT焊接质量的重要指标之一,
本文主要介绍SMT焊接推力检验标准。
检验标准
检验设备
进行SMT焊接推力检验需要用到推力试验机、导轨、夹具和样品。
推力试验机是用来测试样品在水平方向(即与PCB表面平行的方向)下受到的最大推力的设备。
导轨是用来固定样品和夹具的设备,使其能够在试验机上进行平稳的推力试验。
夹具是用来固定PCB和样品的设备,能够准确地获取样品在推力试验过程中受到的推力值。
样品是经过SMT焊接成型的PCB板,其焊点应当符合IPC-A-610F标准。
检验步骤
1.准备夹具和样品:将样品放在夹具中,夹具的固定点应当与样品焊点
的中心重合。
2.垂直方向调整:将夹具固定在导轨上,通过微调手轮让夹具垂直水平
方向。
3.水平方向调整:将夹具固定在导轨上,通过微调手轮让夹具与试验机
导轨水平方向保持一致。
4.进行推力试验:将夹具和样品放在推力试验机平台上,进行推力试验。
试验过程中,将获取样品在水平方向下受到的最大推力值。
5.记录推力值:在试验过程中,随时记录受到的最大推力值,直至样品
失效或试验结束。
检验参数
进行SMT焊接推力检验需要确定的参数有:
1.检验标准:确定哪个标准作为检验的依据。
2.检验条件:确定推力试验机的工作条件、样品的制备条件、夹具和试
验方法的具体实施方案。
3.推力值:确定样品在受力过程中的最大推力值,以判断焊接质量是否
合格。
4.失效判断:当样品发生破裂或者出现明显形变时,视为失效。
通过SMT焊接推力检验,可以有效的判断SMT焊接的质量,保证焊接的可靠性和稳定性。
本文介绍了SMT焊接推力检验的标准和具体实施方法,供电子制造业相关从业人员参考。