包装机变螺距螺杆的设计及加工
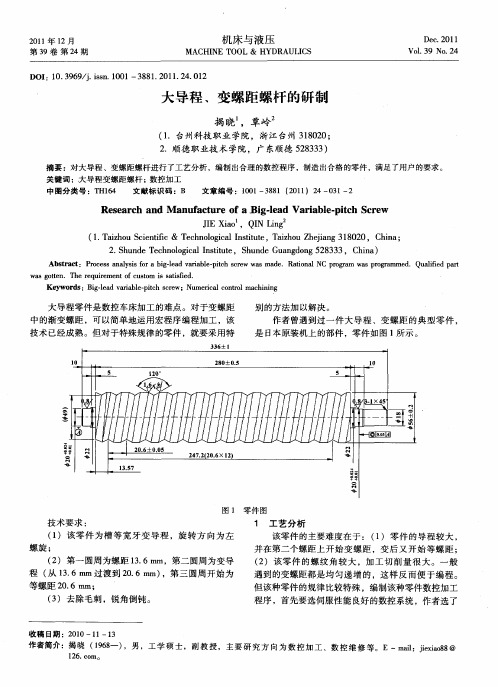
大导程、变螺距螺杆的研制
5 . 5 8:
wHL [#G 85 D 1 IE 2 E4. 】 0 ;
G0 ≠ 0 X} 2: C0l W 一0. 5 F 0 8: 0 . G3 一 1 . 3 6: 2Z 3 6 F1 .
21 0 1年 1 2月
机床与液压
MACHI NE 00L & HYDRAULI T CS
De . 01 c2 1 Vo. 9 No 2 13 . 4
第3 9卷 第 2 4期
D :1 . 9 9 j i n 1 0 OI 0 3 6 / .s . 0 1—3 8 . 0 1 2 . 1 s 8 12 1.4 0 2
并在第二个螺距 上开始 变螺距 ,变 后又 开始等 螺距 ; ( )该零 件 的螺纹 角较 大 ,加工 切 削量很 大 。一 般 2 遇到 的变螺距都是 均匀递 增 的 ,这样 反 而便于 编程 。
但该种零件 的规律 比较特殊 ,编制该种零件数控加工 程序 ,首先要选伺服性能 良好 的数控系统 ,作者选 了
wa ot n s g t .T e r q i me t fc so i s t f d e h e ur e n u tm s aii . o se Ke wo  ̄ :Bi—e d v r b e p th s r w;Nu rc o to c ii g y r gla ai l- i ce a c me a c n rlma h n n i l
JE X a I ig I i 。Q N Ln o ( . a h uS i t c& T cn l i l ntue T i o hj n 0 0,C ia 1 T i o ce i z nf i eh oo c stt , az uZ e a g3 2 g aI i h i 1 8 hn ;
螺杆设计
4.主要技术参数的设计:①螺杆直径:原螺杆直径是150mm,最大生产PE料为9770克,要生产出18000克PE料,螺杆直径(ф)为:ф2:1502=18000:9770ф2=41453ф=203.6(mm)取整后为205mm.②注射压力原螺杆直径为205mm后,注射压力(F)为:F=1640x(1502/2502)=878kgf/cm2该参数达到生产地台板的要求.5.设计限制:( 1 )由于注射座油缸长度的限制,螺杆料筒只能加长 2 0 0 mm 普通螺杆的长径比为 1 6 —2 0 ,原螺杆的长径比为 1 7 . 8 5 ,现在增大了螺杆的直径,螺杆长度不能相应增长,按原来的长径比17.85计算,要增长 9 8 1 mm,现只能增长 2 00 mm,因此新螺杆的长径比减少了,只达到 1 4 ,会影响到螺杆的塑化效果。
( 2 )由于塑化液压马达的限制,螺杆尾部直径不能大于 1 3 0 mm由于使用原来的塑化马达,不能改变油马达的轴孔尺寸,螺杆尾部直径不能大于1 30 m m,所以螺杆强度大大地削弱了,螺杆很容易被扭断。
( 3 )由于注射座安装料筒的孔径的限制,料筒尾部直径不能大于 3 0 0 mm 由于使用原来的注射座,不能改变注射座的安装孔,料筒的尾部直径不能大于 3 00 mm,因此螺杆的危险断面直径只有 3 1 5 m m,螺杆壁厚只有 5 5 m m,注射时容易破裂。
6. 螺杆各段参数的设计①长径比和分段原螺杆设计参数为:直径150 ,螺杆总长3738 ,螺纹长度为2678 ,长径比为17.85,新螺杆设计参数为:直径 205 ,因受注射座油缸长度的限制,螺杆只加长 2 0 0 mm,所以螺杆总长3938,螺纹长度为2878,长径比为 1 4 。
我公司主要生产的原料为 P E、 P P 、 A B S,为能都生产以上材料,决定采用通用型螺杆,通用型螺杆设计分段为:加料段为 4 5—5 0 %,压缩段为 2 0 3 0 %,均化段为 2 0—3 0 %。
第二章包装机械设计
具有一定粘度的流体物料按其粘度一般可分为低粘度物料
及高粘度物料。 低粘度物料多属牛顿型流体,这种物料通常在重力 作用下就可沿管道或溜槽流动,如液体饮料、牛奶、食 用植物油等。高粘度物料一般多属于非牛顿型流体,其 流动的基本特证是其剪切力与剪切速率不成正比,即其 粘度不是常数,而是随剪切速率的增加而下降。 二、典型供送机构 1.成型式供送机构
如图2-9(a),首先靠人工定向 ,再分批地放入存槽内,由 等速回转的齿鼓将其逐个接出。适合细杆形硬质物件,如铅笔 芯、圆珠笔芯等供送。 (b)叶轮式给料器 如图 2-9 ( b),叶轮的环形区间匀布若干支板 , 形成与物 件外廓相对应的孔型,使落入的物件自动定向,排列于外壳的出 口导槽内。适合圆锥台形和圆凸台形的硬质物件,如瓶塞、大 头螺钉等供送。
图2.1 链带式供送机构简图 1-台面板 2-挡板 3-料库活门 4-推板 5-主动链轮 向滑轨 8-推板 6-从动轮 7-导
这种推料装置结构比较简单紧凑,所占空间不大,又易同其 他传动装置联动,只是运动惯性较强,工作速度不能过高。 三、动梁式供送装置 图2.3所示为双曲柄式动梁供送装置。动梁4与定梁3等长, 动梁作等速的正圆平动。两梁均有等间距的V形槽用来支撑 和拖动被供送的圆柱形或长条形(如干电池、安瓿等)物件。 考虑到物件是作间歇的圆弧线运动,因而需控制适当的主动 轴转速,以尽量减缓起落时所产生的冲击力。若保持槽间距 一定而仅改变被供送物件的动停比,则应调整两曲柄2的回转 半径及定梁的上下位置,从这一点看,双曲柄式动梁机构比较 灵活。 四、拨轮式供送装置
如图2.10(a)所示
已拌合好的这类物料可用泵或不锈钢斗式小车送至 料斗1内,而后由细腰转鼓3和双联螺旋2挤压入成型转台 4(转台已展开)活塞5下的模腔中,活塞5与转台4模腔同
塑料螺杆设计制造及螺杆与料筒间隙的确定与调整

塑料螺杆设计制造及螺杆与料筒间隙的确定与调整螺杆是塑料加工机械的塑化部件,螺杆结构的好坏会对塑料加工产生关键影响。
螺杆从外形看是有一定长度带螺纹的圆柱体,看似简单不复杂,但是塑料从整个塑化过程中发生在螺杆上的变化却是相当复杂的。
在塑料输送过程中还有压力的产生、能量的传递和转换以及塑料物态变化。
所以,螺杆的设计显得尤为重要。
通过本文介绍,就会对螺杆设计有深入了解。
三段长度、螺杆导程、螺棱宽度、进料段和出料段的螺槽深度以及压缩比确定,常规通用型的螺杆参数就设定完毕了。
但实际使用还要考虑到螺杆和机筒的配合,螺杆和机筒之间的间隙也是重要的参数。
间隙经验值(最小间隙~最大间隙)螺杆直径30:0.10 ~0.25螺杆直径45:0.15 ~0.30螺杆直径65:0.20 ~0.40螺杆直径90:0.30 ~0.50螺杆直径120:0.35 ~0.55螺杆直径150:0.40~0.60国产挤出机螺杆参数表(请横屏查看)特殊螺杆设计之分离型BM螺杆除了普通三段式经典螺杆设计外,为了一步提高混炼和塑化效果,常见的还有各种带混炼结构的螺杆设计。
这些混炼结构多位于压缩段和计量段头部。
其中分离型BM螺杆是最常见的类型之一。
分离型螺杆(英文名barrier screw或者barrier flight screw),是在普通三段式螺杆的基础上研发出来的新型螺杆,其基本机构与普通三段式螺杆相似。
不同点在于整根螺杆有两段螺纹组成,可以有导程不等的前螺纹和后螺纹组成,也可以导程相同的主螺纹和副螺纹组成。
由于固相熔融而形成的熔膜越过间隙进入液相螺槽中,未容固相留在固相槽,形成固液分离。
故名分离型螺杆。
分离型螺杆设计参数设定S1:主螺纹导程S2:副螺纹导程e:螺棱宽度θ:螺纹升角常见分离型螺杆主螺纹和副螺纹螺棱宽度一致,螺纹圈数相差一圈。
基于经过的长度相同得到如下等式:ZS1+(2e+2K)/cosθ=(Z+1)S2推导出设计参数设定公式:(S1-S2)Z=S2-(2e+2K)/cosθ其中Z=L/S1注:K是副螺纹起始时和主螺纹的间距,Z是主螺纹和副螺纹相交时主螺纹行程圈数,一般取整数然后推导出L数值分离型螺杆有如下特点:一、只有熔化了的塑料才能越过间隙进入液相螺槽,尚未完全塑化的小颗粒在通过间隙时在高剪切速率的作用下也能完全塑化。
进出瓶螺旋杆的螺旋线简化设计及加工

科技资讯2016 NO.18SCIENCE & TECHNOLOGY INFORMATION工 业 技 术66科技资讯 SCIENCE & TECHNOLOGY INFORMATION之前讨论了“进出瓶螺旋杆的结构、材料及设计要求”,从螺旋杆的结构、材料及螺旋线的运动规律等方面做了一定的阐述。
使人们了解到:为使生产线上灌装瓶子达到一定的运动规律,达到灌装要求,螺旋杆的螺旋线应该同样满足该运动规律。
此前的文章提到过可以将螺杆分成三段式组合螺杆:进口端的等速段、中间过渡段的变速段、出口端与星型拨轮衔接的等加速段。
许多读者会有一定的理解误区,认为该螺杆就是一个变螺距的螺杆,通常会认为采用变螺距的指令进行车削。
这个观点是错误的,螺旋杆的设计是将瓶子的运动规律反映到螺旋杆的螺旋线设计上。
也就是将螺杆螺旋线按照一定运动规律设计就能满足瓶子的运动规律。
下面将对螺旋杆的螺旋线的设计做一些介绍。
首先,其基础速度、位移公式为:V=V 0+at S=V 0t+1/2at 2其中,V 0为瓶子初始速度(单位:毫米/转);a为瓶子移动加速度(单位:毫米/转2);t为螺杆转动圈数(单位:转)。
其次,了解认识三段螺旋线参数设计。
1 螺杆的进口端即该螺杆的等速段,为使瓶子平稳地导入螺旋槽,螺杆必须每转移动量至少大于等于容器的外径,才能使瓶子顺序平稳地被送入。
则公式:V 1=2R+△(mm/r) (△为两相邻容器的平均间隙2~5mm计算,通常加工时忽略取值为零)设等速段螺旋线的最大圈数为t 1(常取0.5~2圈),则等速段的轴向位移:S 1=V 1t 12 螺杆的中间过渡段即该螺杆的变加速段,研究人员通常采用以余弦、正弦、多项①作者简介:彭志荣(1974,10—),男,贵州平坝人,本科,讲师,主要从事机械数控技术教学工作。
DOI:10.16661/ki.1672-3791.2016.18.066进出瓶螺旋杆的螺旋线简化设计及加工①彭志荣(海南省技师学院 海南海口 570203)摘 要:该文主要介绍包装机械自动化生产线关键零件进、出瓶螺旋杆的概念及应用,该文作为此系列之一,主要探讨:(1)螺旋线的设计;(2)浅析其结构、材料要求,螺旋杆设计要求;(3)利用多轴数控机床进行该零件数控加工的方法以及数控程序的编写。
nx在变距螺杆建模及加工中的应用
扇设 设 设x2=97.87+92.85b/360原26.14sin (180b/360/2.5);
设
缮设 设y2=50cos b;
(2)
设
设
z设
墒设
2=50sin
b。
式中,0臆b臆2.5伊360。
在NX表达式对话框中建立等螺距、变螺距螺旋线变
使用扫掠体命令可沿路径扫掠实体,扫掠体可以控
制工具相对于路径的方向,还可以从目标体中减去扫掠
工具或将目标体与扫掠工具相交。
1)螺杆基本体创建。等变距螺杆的主体部分由准66圆
柱体与准26、准15.1孔组成,可使用“旋转”命令一次完成。
应用【旋转】命令,在X-Y 平面绘制草图(如图4),并
指定X轴为回转轴,完成旋转特征创建。
6.3 h 0.6 A
20
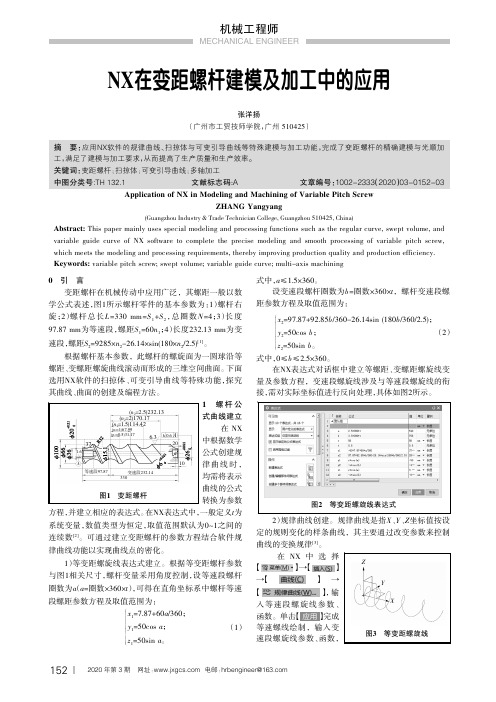
1 螺杆公 式曲线建立
在 NX 中根据数学 公式创建规
A 等速段97.87
变速段232.14 330
10 律 曲 线 时 , 均需将表示
图1 变距螺杆
曲线的公式 转换为参数
方程,并建立相应的表达式。在NX表达式中,一般定义t为
பைடு நூலகம்
系统变量,数值类型为恒定,取值范围默认为0~1之间的
中图分类号:TH 132.1
文献标志码:粤
文章编号:员园园圆原圆猿猿猿(圆园20)03原园152原园3
Application of NX in Modeling and Machining of Variable Pitch Screw
ZHANG Yangyang
(Guangzhou Industry & Trade Technician College, Guangzhou 510425, China)
高速灌装机变螺距转向分件进瓶螺杆的设计与制造
高速灌装机变螺距转向分件进瓶螺杆的设计与制造赵炎【摘要】首先对某国外客户高速灌装机变螺距转向分件进瓶螺杆图纸进行分析,并根据图纸技术要求计算出各段螺旋线螺距及长度;然后通过CREO3.0软件设计出螺旋线,以此螺旋线作为扫描轨迹,运用比较直观的近似截面逼近法设计出螺杆的三维模型;最后运用Autodesk PowerMill 2019软件编制螺杆四轴联动加工程序.【期刊名称】《现代制造技术与装备》【年(卷),期】2019(000)003【总页数】3页(P51-53)【关键词】高速灌装机;变螺距;转向分件;进瓶螺杆【作者】赵炎【作者单位】广州达意隆包装机械股份有限公司,广州 510530【正文语种】中文现代包装机械输送装置进瓶螺杆可将不规则排列容器,按照工艺要求逐个输送至灌装或贴标工位,并且可以根据工艺要求完成增距、减距、转向或翻身等动作。
因此,进瓶螺杆被称为整个包装机械设备或生产线的“咽喉”,其构造合理与否将直接影响产品质量、工效、总体布局及自动化水平。
随着自动灌装机日益高速化,进瓶螺杆设计与加工要求越来越高,传统构形设计已不能满足实际生产要求。
作为CAD及CAM行业内顶尖的软件,Creo3.0与PowerMill 2019凭其强大的功能,实现了高精技术零件设计与制造。
1 分析图纸设计进瓶螺旋螺旋线某国外客户灌装机因为瓶型更换缘故,需要重新设计制造变螺距转向分件进瓶螺杆。
由于在国外设备供应商处购买成本太高,于是将该设计制造任务发给了国内制造商。
进瓶螺杆结构如图1所示,需要根据进瓶螺杆安装尺寸及瓶型件在输送过程中的技术要求,计算各段螺旋线螺距及长度,并在软件中按数据绘制出扫描用的螺旋线。
通过测量瓶型件,获得该进瓶螺旋长、宽方向尺寸为52.64mm×24.91mm。
翻译图纸技术要求可知,图纸要求瓶型件以紧凑排布横向进入进瓶螺杆,然后匀加速将其分开一段距离;接着从横向0°分四次转向至竖向90°位置;中间旋转角度分别为15°、45°和75°。
螺旋式自动定量包装机设计
螺旋式自动定量包装机设计
1.结构设计:螺旋式自动定量包装机通常包含下料装置、螺旋输送装置、称重系统、包装机构等部件。
在设计时需要合理布置各个部件的位置,确保物料的流畅输送和精确计量。
2.材料选择:包装机的主要部件应采用食品级、医药级或化工级材料,以确保包装物料的卫生安全和质量标准。
3.称重系统设计:为了保证包装物料的精确计量,可以选择高精度的
称重传感器和控制系统,并进行校准和调试。
此外,还可以添加自动反馈
调整功能,实现包装重量的实时监控和调整。
4.控制系统设计:包装机需要具备自动化和智能化的控制功能,可以
根据设定的包装重量和速度实现自动启停和调节。
可以采用PLC(可编程
逻辑控制器)或其他控制器实现包装机的自动化控制。
5.安全设计:包装机应考虑安全防护措施,例如可靠的安全门、急停
按钮、传感器等,以确保操作人员的安全。
6.清洁和维护:包装机应具备易于清洁和维护的设计,例如可拆卸的
部件,易于清洗的表面材料等,以确保包装机的使用寿命和卫生标准。
7.数据记录和追溯:可以考虑添加数据记录和追溯功能,以便对每个
包装批次的信息进行记录和跟踪,以满足质量管理和法规要求。
总之,螺旋式自动定量包装机的设计需要综合考虑结构、材料、称重
系统、控制系统、安全设计、清洁和维护、数据记录和追溯等方面,以确
保其实用性、可靠性和安全性。
变距螺杆基于UG平台的精确建模
相似文献(1条)
1.期刊论文 蔺小军.任军学.史耀耀.田荣鑫 基于UG的变距螺杆造型与数控加工 -航空制造技术2003(8)
变距螺杆是石油、化工、轧钢等行业的关键零件,双头双楔型端面变深变距螺杆是其中较复杂的一种.本文介绍了基于UG软件的该类变距螺杆的造型 和数控加工技术,该技术已应用于实际加工.
本文链接:/Periodical_sxjx201004065.aspx 授权使用:武汉工业学院(whgyxy),授权号:a70fee92-33ca-4b48-8784-9e930111c1d5
a0----0//螺旋线的起始角 am360//螺旋线的终止角 N=10//螺旋线圈数 t=1//UG系统参数变量 R一20//螺旋线半径 s=(1一t)*ao+a*t//螺旋线角度变量 xt=R*COS(N*s)//螺旋线X轴变量 yt=R*sin(N*s)//螺旋线Y轴变量 zt=200*t‘2+50*t//螺旋线Z轴变量 2变距螺杆螺旋线的生成
变距螺杆的设计要根据输送物的初始速度、截面 形状、运动规律和螺杆的直径、变速圈数等已知条件, 确定螺旋线的运动方程;再用UG中的二次开发语言 GRIP进行编程将其转化成UG能识别的参数方程。 在此过程中,尽管不同的螺杆有不同的方程,但是方 法和原理是相同的。因篇幅所限,此处不展开讨论。以 下是某变距螺杆的参数方程:
第4期(总第161期) 2010年8月
机械工程与自动化 MECHANICAL ENGINEERlNG & AUTOMATl0N
文章编号:1672-6413(2010)04一0176一02
No.4 Aug.
变距螺杆基于UG平台的精确建模
成小军
(广东省技师学院,广东 博罗
516100)
摘要:对变距螺杆基于UG平台的精确建模过程进行了研究。分析了建模过程中出现自交实体不能进行布尔运
一种分瓶螺杆的设计与多轴数控加工的研究
一种分瓶螺杆的设计与多轴数控加工的研究广东中山中山火炬职业技术学院魏文强摘要:本文介绍一种全新的、更为直观的分瓶螺旋杆设计及四轴数控加工方法。
关键词:分瓶螺旋杆设计;三维建模;多轴数控加工。
一、问题的提出在饮料灌装过程中,需要将包装容器(瓶子)定时定距平稳地输送到包装工位,完成这一要求的装置称为定距分隔定时供给装置。
分瓶螺杆在螺旋输送机械设备机械中,通常都是与星形拨轮配合使用的。
在实际的生产工艺设计中,当瓶子直径比较大时,初段应采用与瓶子直径相等的等螺距螺旋线;当瓶子直径比较小时,瓶高或瓶子直径大于等于2.5倍时,瓶子受输送链条、护栏以及设备本身的震动等影响,特别是高速灌装线上的瓶子会发生一些抖、颤、震动的现象。
分瓶螺杆每回转一周,从分瓶螺杆入口导入一个容器,螺旋槽中的容器前进一个螺距,螺杆出口端排出一个容器。
螺杆的转速与包装机装填装置的执行构件之间保持一定的传动比,从而间接实现定时供给容器的要求。
要达到定距分隔定时供给的工艺要求,这条螺杆必须满足以下几个条件:1、把容器顺畅导入螺旋槽;2、容器沿分瓶螺杆前进时应平稳;3、容器与星形拨轮能够顺利衔接。
二、分瓶螺杆的设计根据以上三个条件,我们可以把螺杆设计成组合螺杆:初段应采用与瓶子直径略大一点的等螺距螺旋线,更利于瓶子的顺利过渡,小瓶子的强度虽小,与输瓶链条摩擦力也很小,不会对分瓶螺杆的寿命造成较大影响。
当设计分瓶螺杆的中间断螺旋线时,可以参照设计圆柱凸轮的曲线模式。
螺旋输送机械设备分瓶螺杆与圆柱凸轮具有结构等效性,滚子在圆柱凸轮内的运动,可视为玻璃瓶子在分瓶螺杆内的运动,圆柱凸轮等效于分瓶螺杆。
所不同的是圆柱凸轮的螺旋线多数是闭合的,而分瓶螺杆的螺旋线则全部都是非闭合型的。
但两者之间并不矛盾,只是闭合型的圆柱凸轮的螺旋线在空间上的方向是相反的,滚子沿凸轮轴线运动既有向前的时候,也有相反运动的时候,最终从动体还会回到出发点,整条曲线是闭合的。
非闭合型的圆柱凸轮的螺旋线在空间上的方向是一致的,所以我们可以将凸轮的设计方法应用到分瓶螺杆的设计中去。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包装机变螺距螺杆的设计及加工
包装机变螺距螺杆的设计及加工
在包装机的工作过程中,螺距螺杆是关键的零部件之一。
而如果包装机需要应用于不同的物料袋,其螺距螺杆也需要随之改变,这就需要一种可以自主调整螺距的包装机。
因此,设计一种可以变螺距的螺杆成为保证包装机多方面适用的必要单元。
但这样的螺杆是需要设计和制造的,接下来将对包装机变螺距螺杆的设计及加工进行简要介绍。
一、螺距螺杆的简介
螺距螺杆是包装机传递物料的一种重要机构,它与包装材料一起再次工作。
上层旋转的螺旋将固体材料向下运动,推到下层螺杆,下层螺杆用与物料接触的推杆将物料推向管道出口。
螺距螺杆是螺纹机械中的一种,由诸多的螺旋线交织而成,并可以通过螺距的不同,调整物料在运输过程中的精度,以适应不同包材的要求。
因此,常常被用来传输粉状或颗粒状物料。
二、设计螺距螺杆的三种方法
1.变速梯形。
变速梯形的设计是在螺距的不同段使用不同的梯形,从而实现螺距的变化。
如图1所示,在变速梯形螺杆中,螺旋线在远离轴线处的宽度比接近轴线的宽度大,这就使得螺杆输送物料的效率大大提高。
在远离轴线处,材料数量较大,角速度相
对较低,然后逐步增长,直至远离轴线处角速度最低,如此追求更高的设备效率和可靠性。
变速梯形适用于输送不同的细度和颗粒度,例如粉末和颗粒物料。
2.变螺距的立体螺旋。
另一种设计方法是变螺距的立体螺旋,其特点是在输送过程中可以实现螺距的调整,并且自动转换。
这种设计方法适用于输送物料时需要保证一定的精度,例如片状和块状物料。
如图2所示,这种螺杆的设计贴近开放式变量的技巧, 可以自由地调节内径和外径,使得这种设计方法更具灵活性。
3.分段式多螺距螺旋。
分段式多螺距螺旋是按照不同规格划分,例如在同一螺杆上,既有粗距、中距又有细距。
在操作中可以根据实际条件调整螺距。
如图3所示,这种螺杆的设计方法适用于输送大块、半块和小块状的物料。
三、螺距螺杆的加工
在进行螺距螺杆的加工过程中,需要注意以下几点:
1.根据所应用的包装机进行选材,考虑强度、刚度、平面度等技术指标,选择适当的钢材或铜材。
2.根据设计方案进行处理,将钢材或铜材加工成具有螺旋线的形状,保证其切削工具的精度。
3.在进行加工时,可采取先铣再滚的方法,即先把杆件外形加工出来,然后再用滚齿机将螺旋线加工出来。
这样可以保证螺杆的精度和质量。
4.要注意到螺杆四个角落处的余料要足够,以便进行后续的加工,比如特殊的精度滚揉和磨削,以及必要的校准和调整。
5.在加工前需要进行合理的试验和测试,确保螺杆的各项指标和性能均符合设计要求。
综上所述,螺距螺杆的设计和加工过程非常重要,需要考虑其设计方案、加工材料、加工方法等多个方面。
通过合理的设计和加工过程,可以获得高质量的螺距螺杆,从而保证包装机的工作效率和可靠性。