MT咬花规范
咬花
三.各類花紋之比較
噴砂 (HN20-23,1000-1017, 加工:一日-三日
No.1-12 HN 3000-3013)
特徵:1.交貨期短 2.維修簡單 3.價格較便宜 4.可取得細緻均勻圖樣 注意點:耐久性短,細砂 中砂
5000--10000 射次 20000--50000 射次
粗砂 50000--100000 射次 * 樹脂過硬及模具硬度低則壽命會短 維修:可以部份修理.先將初期製造的成品保管起來.可依照花紋進行修理 噴砂
Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 09.81 Um Rz = 56.24 Um Rm = 64.32 Um Nr = 00032/cm
柄 NO:26
Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 23.79 Um Rz = 91/.16Um Rm = 92.64 Um Nr = 00012/cm
1 . 5 .
模具的脫脂 清洗
2 . 6 .
封貼 防鏽
3 .
噴砂加工
4 .
除去貼紙
梨地
( 24-31 ,418-422 ,
梨地 No. 1-9 , HN 2000-2060 12000-
)
加工:一日-四日 特徵:1.交貨期短 2.可取得中程度且均勻的圖樣. 3.比噴砂可多一倍的 耐性, 100000--200000 射次 . 4 .粗紋可隱藏睆接線和凹陷 注意點:耐久性比皮紋低,複雜且深窄形狀會形成花紋不均 維修 :與噴砂同
mold-tech咬花资料
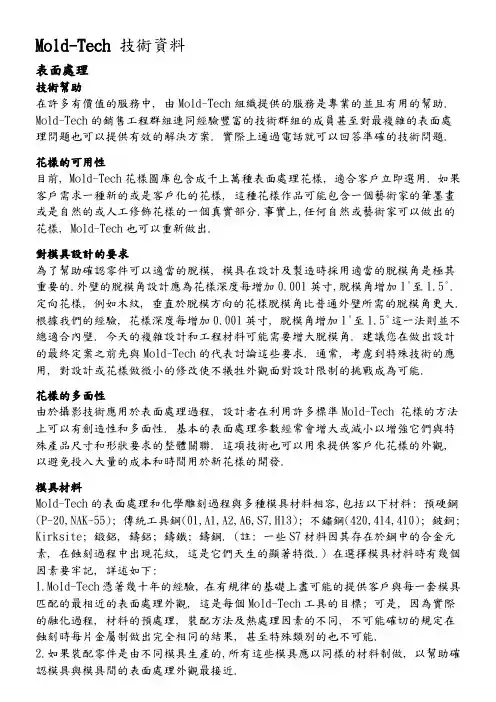
Mold-Tech技術資料表面處理技術幫助在許多有價值的服務中, 由Mold-Tech組織提供的服務是專業的並且有用的幫助. Mold-Tech的銷售工程群組連同經驗豐富的技術群組的成員甚至對最複雜的表面處理問題也可以提供有效的解決方案. 實際上通過電話就可以回答準確的技術問題.花樣的可用性目前, Mold-Tech花樣圖庫包含成千上萬種表面處理花樣, 適合客戶立即選用. 如果客戶需求一種新的或是客戶化的花樣, 這種花樣作品可能包含一個藝術家的筆墨畫或是自然的或人工修飾花樣的一個真實部分.事實上,任何自然或藝術家可以做出的花樣, Mold-Tech也可以重新做出.對模具設計的要求為了幫助確認零件可以適當的脫模, 模具在設計及製造時採用適當的脫模角是極其重要的.外壁的脫模角設計應為花樣深度每增加0.001英寸,脫模角增加1°至1.5°. 定向花樣, 例如木紋, 垂直於脫模方向的花樣脫模角比普通外壁所需的脫模角更大. 根據我們的經驗, 花樣深度每增加0.001英寸, 脫模角增加1°至1.5°這一法則並不總適合內壁. 今天的複雜設計和工程材料可能需要增大脫模角. 建議您在做出設計的最終定案之前先與Mold-Tech的代表討論這些要求. 通常, 考慮到特殊技術的應用, 對設計或花樣做微小的修改使不犧牲外觀面對設計限制的挑戰成為可能.花樣的多面性由於攝影技術應用於表面處理過程, 設計者在利用許多標準Mold-Tech 花樣的方法上可以有創造性和多面性. 基本的表面處理參數經常會增大或減小以增強它們與特殊產品尺寸和形狀要求的整體關聯. 這項技術也可以用來提供客戶化花樣的外觀, 以避免投入大量的成本和時間用於新花樣的開發.模具材料Mold-Tech的表面處理和化學雕刻過程與多種模具材料相容,包括以下材料: 預硬鋼(P-20,NAK-55); 傳統工具鋼(01,A1,A2,A6,S7,H13); 不鏽鋼(420,414,410); 鈹銅; Kirksite; 鍛鋁, 鑄鋁; 鑄鐵; 鑄鋼. (註: 一些S7材料因其存在於鋼中的合金元素, 在蝕刻過程中出現花紋, 這是它們天生的顯著特徵.) 在選擇模具材料時有幾個因素要牢記, 詳述如下:1.Mold-Tech憑著幾十年的經驗, 在有規律的基礎上盡可能的提供客戶與每一套模具匹配的最相近的表面處理外觀, 這是每個Mold-Tech工具的目標; 可是, 因為實際的融化過程, 材料的預處理, 裝配方法及熱處理因素的不同, 不可能確切的規定在蝕刻時每片金屬制做出完全相同的結果, 甚至特殊類別的也不可能.2.如果裝配零件是由不同模具生產的,所有這些模具應以同樣的材料制做, 以幫助確認模具與模具間的表面處理外觀最接近.咬花方式比較。
咬花知识整理_Bonnie_2015.11.3
当您准备选择纹理时,可从以下几个方面考虑: 1.采用该纹理的产品的类别; 2.产品外观的整体风格; 3.产品的材质; 4.纹理的手感; 5.抗磨损性; 6.光泽度; 7.深度; 8.时尚性; 9.经济效应.
蚀纹前准备
模具的蚀纹技术涉及很多方面,其中在蚀纹前的工作对蚀纹的效果有着重要作用,因此不可忽视一套模具在蚀纹前所 需的每一点细节。 模具蚀纹前的知识 A、脱模角度要求(500mm 高度以下),每 13micron 至少需要 1 度(特别的纹理除外) B、抛光要求 5microns 左右的要求用 1200 以上砂纸 10microns 左右的用 1000 砂纸
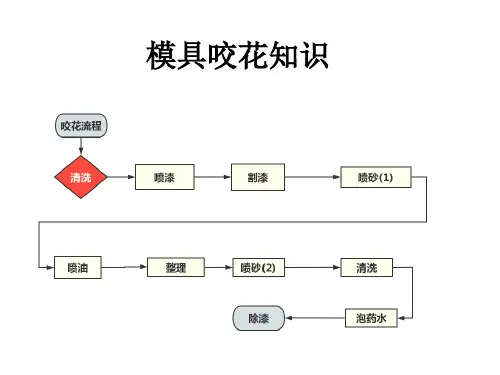
模具咬花知识
在咬花过程中,前期处理时间较长,药水浸泡时间 较短,一般都在15分钟以内,有些甚至会以秒计,例如: 在材料为718的模具上咬类似于MT11020的花纹只需 40秒. 有些咬花需浸两次药水才能使咬花比较均匀, 即喷两次油,后泡两次药水
八:除漆检查
三:割漆
待模具上保护漆完全Байду номын сангаас之后(约3~4h), 用刀子将要咬花部分的漆割掉,让它完 全裸露,只有等漆完全干后才能割得比 较准确,否则保护漆会收缩,导致范围扩 大,咬花不准
四:喷砂(1):
咬花前喷砂主要是为了清洗模具,清际 模具表面油污杂质,喷砂颗粒主要是三 氧化二铝,碳化钛
五:整理
对喷砂后的漆面进行整理,漆面不得有 缝隙,跷起等现象
六:喷油
对于一些不规则的花纹,采用喷油枪在 模具表面喷上一层保护油,有油地方会 被保护起来,无油粒地方被腐蚀,靠眼睛 来判断油粒大小与疏密程度与标准板或 样板是否一致. 对于一些规则花纹,要用 菲林进行处理
七:泡药水
喷油确认OK后,就可开始泡药水,对于小模具可将模具 全部放入到药水中,对于大模具可将药水放入模具中.
泡好药水的模仁检查 OK,就做好清理,与保护。送检与验收。
模具咬花知识
一:清洗
模具放入到NaOH溶液中加热或 用其它有机溶剂际去表面油污,再 用水冲洗,并用清洁布吸干水份
二:喷漆
模具清洗后要对不咬花部分进行保护, 对于小模具或不规则模具就会用喷枪在 模具上喷上一层保护漆,而对于大模具 或规则模具,会在模具上贴上一层保护 膜,它们都具有密封性好,耐高温,耐腐蚀 的性能.
咬花标准
四 . 咬花事前检查项目 : ( 咬花厂品检项目 )
1 .确定咬花范围,成品图,模具图及成形品是必要的. 2 .模具钢材的确定. 3 .放电加工的有无. 4 .熔接的有无以及掌握其条件. 5 .模具的硬度 ( 热处理,氮化 ). 6 .脱模角度. 7 .有无配合的关连品 ( 成品 ). 8 .成形材料的种别. 9 .模具的总数量. 10 .确认咬花番号及其咬花加工面上的打光程度. 11 .模具表面的伤痕,锈的检查.
DRAFT 3 4 5.5 3 4 5.5 10 15 1.5 2.5 4 4.5 5.5 7.5 3 3 4.5 °
DEEP. .002 .0025 .0035 .002 .0025 .0035 .007 .010 .0005 .0015 .0025 .003 .0035 .005 .002 .002 .003
Hommer Tester T1000 C - 320
Dat:-------------Nr:----------------
Lt = 15 mm Lc = 2.5 mm Ra = 09.81 Um Rz = 56.24 Um Rm = 64.32 Um Nr = 00032/cm
15 mm
Hommer Tester T1000 C - 320
15 mm
Hommer Tester T1000 C - 320
Dat:-------------Nr:----------------
Lt = 184 Um Rm = 64.88 Um Nr = 00023/cm
15 mm
NIHON ETCHING 咬花制作参考数据
TEXTURE # DRAFT
HN1000
1°
HN1001
1
3产品蚀纹与拔模角关系
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
咬花
六. 咬 花 粗 度 比 较 / 精 密测 试
以下是使用德国 HOMMEL TESTER T1000 型表面粗度测定器所测出 表面粗度, 深度及图形, 藉此可 明白区分喷砂, 梨地,皮纹及写真等类花 纹之不同. 主要符号说明如下: Ra: 算 术平 均 粗 度 值 Rz: 山 谷 平 均 值 Rm: 最 大 山 谷 深 度 值 喷 砂
1 .一次脱脂-----模具全体
四 . 咬花事前检查项目 : ( 咬花厂品检项目 )
.确定咬花范围,成品图,模具图及成形品是必要的. 1 . .模具钢材的确定. 2 . .放电加工的有无. 3 . .熔接的有无以及掌握其条件. 4 . .模具的硬度 ( 热处理,氮化 ). 5 . .脱模角度. 6 . .有无配合的关连品 ( 成品 ). 7 . .成形材料的种别. 8 . .模具的总数量. 9 . .确认咬花番号及其咬花加工面上的打光程度. 10 . .模具表面的伤痕,锈的检查. 11 .
15 mm
15 mm
15 mm
15 mm
MOLD-TECH
TEXTURE # MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11040 MT-11150 MT-11160 DRAFT 1°? MIN 1.5 2.5 3 4.5 6.5 4.5 4.5 3 5.5 9 4 3 4 4 4 6 DEEP. .0004 .001 .0015 .002 .003 .0045 .003 .003 .002 .0035 .006 .0025 .002 .0025 .0025 .00275 .004
塑胶件表面处理:咬花
特徵:1.交貨期短 2.維修簡單 3.價格較便宜 4.可取得細緻均勻圖樣
注意點:耐久性短,細砂 5000--10000 射次
中砂 20000--50000 射次 粗砂 50000--100000 射次 * 樹製造的成品保管起來.可依照花紋進行修理
有針孔,熔接不良等現象出現. 5 . 放電加工過的模具其表面變成硬化層會影響咬花加工,因此必須磨
掉硬化層,尤其是不鏽鋼系模具鋼的放電硬化層不反應在藥物上, 一定要打光到除去為止,否則不可能咬花. 6 . 放電層的確認是將模具表面的油分用溶劑將模具洗淨,塗上第二鹽 化鐵液,不在藥物上產生反應的放電層其所留的光澤,容易以肉眼 分辨出來. 7 . SUS 系列不鏽鋼的 STAVAX , PD555 , 420 等,在熱處理之後幾乎 尺寸不變,等模具加工完之後再熱處理,磨剩的放電層也會軟化變 成與母材同硬度,便可咬花.
要做良好的咬花之前的檢查事項
1. 模具的脫模角度
OK----GO NO----換淺的花紋或加大脫模角度
2. 模具的材質是否一樣 OK-- --GO
NO----請先告知咬花廠
3. 模具的打光
OK----GO NO----再加強打光
4.成形材料是否一樣
OK----GO NO----請教材料商或告知 咬花廠
加工 : 四日---七日 特徵 : 1.具耐久性 100,000-500,000 射次
2.不易破壞製品 注意點 : 1.加工時間長.
2.價格偏高. 維修 : 1.可以做部份修理,但100%的修理不可能.
2.生鏽,瓦斯燒灼,只須做表面處理既可.
流程圖 皮紋 1 . 模具的脫脂 2 . 封貼 3 . 咬花加工面的脫脂 4 .描繪圖型 5 .烘烤 6 . 修正圖形 7 .第二次封貼 8. 蝕刻 9 .噴砂用封貼 10 .除去貼紙 11 . 洗淨 12 . 防鏽
模具加工法-咬花制程
模具加工法-咬花製程單位:SZ_MID_TOOLING姓名:熊家宏(Kuma_hsiung)日期:2006.10.06本內容摘錄自《CHEERS雜誌》課程主題介紹學習重點:⏹1.咬花的目的⏹2.什麼是咬花?⏹3.拔模與咬花關係⏹4. 各類花紋之比較⏹5.咬花事前檢查項目⏹6.慎選模具材料與製造方法⏹7.補模銲接時應注意事項⏹8.精密測試/咬花粗度比較⏹9.咬花面與成形品關係咬花的目的1.增進塑膠零件的外觀質感2.使產品呈現多變化或全新的設計3.增加表面耐磨、防刮傷4.防止灰塵、防止髒污5.避免人對光線折射不舒服感覺6.降低成本,提高產能什麼是咬花?⏹最淺的咬花深度是0.002mm,常用於壓克力的顯示窗,防止光線亂射及防止反射等加工處理。
⏹最深的咬花深度是3mm,仿大理石,常用於浴室的磁磚。
何謂良好的咬花?1.與設計相調和2.附加價值感3.均勻一致的加工4.不易損傷商品本身(G-TYPE的噴砂、梨地、皮紋)5.成形壽命長(1.皮紋;2.梨地;3.噴砂)6.價廉、交貨快(1.噴砂;2.梨地;3 .皮紋)7.維修簡單(1.噴砂;2.梨地;3 .皮紋)要做良好的咬花之前的檢查事項1.模具的脫模角度OK→GONG→換淺的花紋或加大脫模角度2.模具的材質是否一樣OK→GONG →需告知咬花廠3.模具的打光OK→GONG →再加強打光4.成形材料是否一樣OK→GONG →確認材資並告知咬花廠5.熔接(銲接)OK→GOYES →退火OK →GO→退火NG →重來拔模與咬花關係⏹拔模角度太小時會造成拉花現象無法順利開模。
因此,在設計ID時就需考慮到拔模角是否足夠問題,是否會造成開模時拉模現象。
⏹咬花花紋的圓滑度(花紋尖端圓弧角)會影響拔模,花紋愈尖愈會造成拉模現象。
⏹成型材料的種類(縮水率)會影響拔模,縮水率愈大愈不會造成拉模現象。
⏹成形條件會些微影響拔模,成形壓力愈大時花面愈尖(轉寫很好),愈會造成拉模現象。
相反的成形壓力愈小花面愈圓(轉寫不良),較不易拉模。
模具中产品蚀纹与拔模角关系
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
3°
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#800
HN3002
°
7~9
#800
HN3003
°
8~11
#800
HN3004
3°
10~15
#600
HN3005
3°
16~18
#600
HN3006
°
17~20
#600
HN3007
°
7~9
#600
HN3008
2°
9~11
#600
HN3009
°
12~14
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
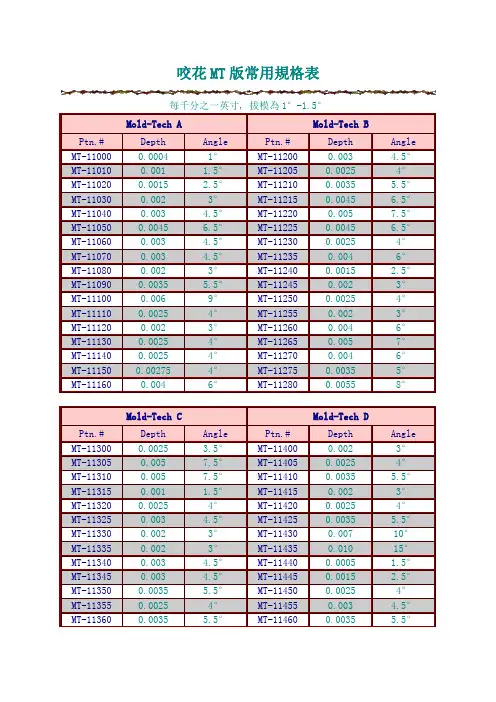
每千分之一英寸, 拔模為1°-1.5°
Mold-Tech A Mold-Tech B
Ptn.# Depth Angle Ptn.# Depth Angle
MT-11000 0.0004 1° MT-11200 0.003 4.5°
MT-11010 0.001 1.5° MT-11205 0.0025 4°
MT-11020 0.0015 2.5° MT-11210 0.0035 5.5°
MT-11030 0.002 3° MT-11215 0.0045 6.5°
MT-11040 0.003 4.5° MT-11220 0.005 7.5°
MT-11050 0.0045 6.5° MT-11225 0.0045 6.5°
MT-11060 0.003 4.5° MT-11230 0.0025 4°
MT-11070 0.003 4.5° MT-11235 0.004 6°
MT-11080 0.002 3° MT-11240 0.0015 2.5°
MT-11090 0.0035 5.5° MT-11245 0.002 3°
MT-11100 0.006 9° MT-11250 0.0025 4°
MT-11110 0.0025 4° MT-11255 0.002 3°
MT-11120 0.002 3° MT-11260 0.004 6°
MT-11130 0.0025 4° MT-11265 0.005 7°
MT-11140 0.0025 4° MT-11270 0.004 6°
MT-11150 0.00275 4° MT-11275 0.0035 5°
MT-11160 0.004 6° MT-11280 0.0055 8°
Mold-Tech C Mold-Tech D
Ptn.# Depth Angle Ptn.# Depth Angle
MT-11300 0.0025 3.5° MT-11400 0.002 3°
MT-11305 0.005 7.5° MT-11405 0.0025 4°
MT-11310 0.005 7.5° MT-11410 0.0035 5.5°
MT-11315 0.001 1.5° MT-11415 0.002 3°
MT-11320 0.0025 4° MT-11420 0.0025 4°
MT-11325 0.003 4.5° MT-11425 0.0035 5.5°
MT-11330 0.002 3° MT-11430 0.007 10°
MT-11335 0.002 3° MT-11435 0.010 15°
MT-11340 0.003 4.5° MT-11440 0.0005 1.5°
MT-11345 0.003 4.5° MT-11445 0.0015 2.5°
MT-11350 0.0035 5.5° MT-11450 0.0025 4°
MT-11355 0.0025 4° MT-11455 0.003 4.5°
MT-11360 0.0035 5.5° MT-11460 0.0035 5.5°
MT-11365 0.0045 7° MT-11465 0.005 7.5°
MT-11370 0.004 6° MT-11470 0.002 3°
MT-11375 0.004 6° MT-11475 0.002 3°
MT-11380 0.004 6° MT-11480 0.003 4.5°
Plaque #6 Plaque #7 Plaque #8 Plaque #10
Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# Depth
MT229 0.003 MT325 0.003 MT588 0.0085 MT980 0.004
MT392 0.004 MT964 0.003 MT888 0.013 MT901 0.003
MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT945 0.0065
MT889 0.004 MT1043 0.002 MT1067 0.013 MT970 0.002
MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT972 0.0025
MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035
MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT974 0.0025
MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT978 0.003
MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT985 0.0025
MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-1 0.0001
MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-2 0.0045
MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-3 0.0005
MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-4 0.0075
MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055-5 0.001
MT1125 0.006 MT2020 0.002 MT1235 0.0035 MT1055 0.0015
MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055-6 0.0017
MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-7 0.0225
MT1526 0.0135 23064 0.0015 23031 0.0085