PLC冗余控制系统
西门子S7-PLC冗余系统在石油化工上的应用

障 高 发 期 , 制 系 统 技 术 升 级 改 造 工 作 迫 在 眉 睫 。在 选 择 可 靠 、 程 相 连 ; 控 编 方 便 、 用 性 广 泛 的 自 动 控 制 产 品 过 程 中 , 门 子 P C~ 7系 统 无 疑 适 西 L S
是 最合 适 的选 择 。
二 、控 制 方 案 的 选 择 原 则
根 据 生 产 工 艺 的 要 求 , 各 系 统 和 机 组 复 杂 程 度 不 同 、 对 实 时 别 。 同时 由于 改 造 资 金 的影 响 , 方 案 选 择 上 应全 面 考虑 各 方 面 因 素 。 在
某 炼 油 厂 的 重 油 催 化 气 压 机 组 是 由 陕 西 鼓 风 机 厂 于 18 9 9设 计
由 于 石 化 行 业 开 停 工 的 操 作 复 杂 和 耗 费 大 量 的 资 金 , 及 上 下 原 来 的 P C则 选 用 的 是 美 国 八 十 年 代 初 期 推 出 的 M8 以 L 4系 列 的 产 品 .
游 装 置 关 联 紧 密 性 , 之 非 计 划 停 工 造 成 的 装 置 不 安 全 因 素 和 巨 额 由 于 该 产 品 已 使 用 多 年 , 障 出 现 频 繁 , 模 板 更 换 庸 烦 ( 换 时 需 加 故 且 更 的 经 济 利 益 损 失 。 生 产 平 稳 连 续 性 对 高 度 自 动 化 控 制 设 备 的 安 全 可 要 拆 卸 所 有 其 它 IO 模 板 ) 同 时 该 产 品 现 已 淘 汰 无 法 购 到 。 因 此 , / , 靠 性 要 求 很 高 , 制 设 备 的 可 靠 运 行 就 是 石 化 行 业 连 续 运 行 时 间 和 给 正 常 的 生 产 造 成 了 很 大 的 影 响 。 为 此 , 我 们 改 用 西 门 子 S 30 控 7— 0 经 济 效 益 的 基 本 保 证 。 核 心 设 备 的 控 制 系 统 可 靠 性 能 是 一 个 基 础 方 P C 作 为 其 控 制 系 统 。 虑 到 控 制 系 统 的 重 要 性 和 经 济 性 , 们 通 过 L 考 我
冗余控制系统ppt课件

冗余控制系统概述
• 冗余控制原理
•
冗余控制一般采用硬件冗余或者软
件冗余。其中,硬件冗余是指通过热设备
或者冷设备实现冗余所需的数据同步和主
冗余控制系统概述
冗余系统的功能 • 系统的核对统一性检查 • 系统的切换功能 • 运行模式的变更 • 热备传送功能 • 在线程序写入的冗余跟踪功能 • 从控制系统向待机系统的存储复制功能 • 在线更换模块
冗余控制系统关键技术
信息同步技术 故障检测技术 故障仲裁及切换技术 热拔插技术 故障隔离技术
信息同步技术
它是工作、备用部件之间实现无扰动 (Bumpless)切换技术的前提,只有按控 制实时性要求进行高速有效的信息同步, 保证工作、备用部件步调一致地工作,才 能实现冗余部件之间的无扰动切换。
在热备用工作方式下,其中一块处于工作 状态(工作卡),实现系统的数据采集、 运算、控制输出、网络通讯等功能;而另 一块处于备用状态(备用卡),它实时跟
冗余控制主要原理
双 处 理 器 在 冗 余 系 统 的 切 换
电源系统冗余
• 2) 电源系统冗余。 • 电源是整个控制系统得以正常工作的动
力源泉,一旦电源单元发生故障,往往会 使整个控制系统的工作中断,造成严重后 果。要使控制系统能够安全、可靠、长期、 稳定地运行,首先稳定的供电必须得到保 证。可热插拔的冗余电源,正常工作时, 两台电源各输出一半功率,从而使每一台 电源都工作在轻负载状态,有利于电源稳
• 4)冷却系统冗余。 • 利用控制柜内可自动切换的冗余风扇,
对风扇和机柜内温度进行实时监测,发现 工作风扇故障或柜内温度过高时都会自动 报警,并自动启动备用风扇。
信息冗余
• 5) 信息冗余。 • 除了硬件部件的冗余,还采用了信息冗
基于PLC的空压机冗余控制系统设计

LU Qu,YANG Wei-ming ,He Jin ,Li Qian ,GUO Guo—tao ,ZHOU M in (1.School ofPhysical&Electrical Technology,Hubei University,Wuhan,Hubei 430062,China;
matic joint control principle and s7—300 PLC control diagram of the air compressor were introduced.Finally,the system have
achieved the redundant power supply,CPU redundancy,and with t h e PC bus industrial Ethernet redundancy.M oreovec hot plug is perm i ̄ed for the I/O module.Compared with conventional control system,t he cost ofthe presented system has been reduced, and the reliability of the system has been im proved. K ey words:A ir Com pressor ̄PLC ;Redundancy Contro1
1 空压 机控 制 系统结构 与 分析
空压机控制系统主要 由工控上位机系统 、PLC下位 机、压 力变送器 、嵌入式触摸屏等组成 。图 l所 示是用 WinCC制作 的本 系 统 运 行 的主 画 面 。
谈谈西门子S7-400冗余控制的优势
谈谈西门子 S7-400冗余控制的优势摘要:在本篇文章中,主要对西门子S7-400冗余PCL控制系统整体结构进行了简单的论述,提出了西门子S7-400冗余控制的基本优势以及总结了PLC系统维修方式,经过相关探究表明,科学合理的使用相关方式有利于将故障彻底排除,从根本上提升操作技能。
关键词:西门子S7-400;冗余控制优势当前阶段,西门子S7-400冗余控制系统因为优势极高而在工业领域内得到了普遍的应用,其功能特别强大,冗余设计和程序设计有着繁琐性特征,对于相关技能提出了十分严格的要求,在出现故障以后无法快速的定位和将故障彻底排除。
在本篇文章中简单论述了S7-400冗余控制系统整体结构,总结了该项系统的操作方式,将故障有效解决。
1、PLC的概念基于计算机和数字通信技术的创新和改进,计算机控制在所有工业领域内得到了普遍的应用。
当代社会明确要求制造行业快速对市场需求加以反应,生产出小批量和多品种以及质量较高的成本,为了与该项需求相符合,生产设备和自动生产线的控制系统应当体现出可靠性和灵活性的特征,可编程序控制器正是在这一要求的基础上形成的,以微处理器微为主的通用工业控制装置,可编程序控制器被简单称之为PLC,具备应用面积广、功能强大、使用便利等一系列特征。
可编程序控制器和有关设备都应当使工业控制系统形成十分统一的整体,正弦扩充功能的基本原则加以设计。
在发展领域中,PLC被广泛应用到了工业部门中,伴随着性能价格比的提升,应用范围随之拓展和延伸,比如PLC使用专门的指令或者运动控制模块,有效的控制直线运动或者圆周运动的位置,能够实现单独和多轴联动的位置控制,将运动控制和顺序控制功能全面结合到一起。
PLC运动控制功能被广泛用到了各项机械中,比如金属切削机床、金属成型机械等。
2、S7-400的组成结构以及特征体现S7-400是一项有着中高档性能的PLC,主要是采取模块化无风扇设计,适合应用可靠性要求非常高的复杂控制系统,机架用于对模块加以固定,提供模块工作电压和实现局部接地,通过信号总线把不同模块相互连接到一起,将S7-400的模块插座焊接到机架的总线连接板中。
冗余PLC在楼宇自动控制系统中的运用

1 冗余 P C—B L AS 系统
融 中 心 A 座 办 公 大楼 冗 余 P C— A L B S系 统 结 构 图 如 图 1 示 。 所
在 楼 宇 自动 控 制 领 域 中 ,要 求 拥 有 一 种 能 够 满 足 经 济 、 环
保 、 能 的 高度 自动 化 系 统 , 时具 有 冗 余 及 故 障安 全 功 能 的可 节 同
档 , 作 员 通 过 工作 站 对 各 类 设 备 进行 有效 的监 控 和 操作 。 金 操 某
信 号 到 上位 机 , 层 采 用 R 4 5技 术 传 输 现 场 传 感 所 采 集 的 信 下 S8
号 到控 制 器 。 B S为 中心 的 集成 模 式 可 通 过 开 发 与第 三 方 系 以 A 统 的 网 络 接 口 ( 关 或 网络 控 制 器 )将 各 种 系 统 数 据 集 成 到 网 网 , 络 主干 上 ,这 样 B S网关 就 能 将 S S、A A A F S等第 三 方 系 统 的协 议 转化 为 B S级 通 信 主干 协 议 ,从 而 实 现 了 以 B S为 中心 的 A A
务 器 、 余 通讯 介 质 、 余 接 口模 块 I 5 — 冗 冗 M1 3 2等 。 软冗 余 的实 现 通 过 系统 运 行过 程 中 两个 CP 同 时启 动 和 运行 ,在 正 常运 行 时 U 只有 主 CP 发 出控 制命 令 ,而备 用 C U检 测 主 CP 状态 和 记 U P U 录主 C U发 出 的命 令 , 主 CP 发生 故 障 时 能够 延 续 当 时 的实 P 当 U
《 业 控 制 计算 机} 0 2年 第 2 工 21 5卷 第 4期
冗余 P C在楼宇 自动控制系统中的运用 L
施耐德PLC 冗余pdf

Quantum PLC的IO冗余解决方案新的利润增长点2010.11作者:王斌Make the most of yourenergy© 2010年Schneider Electric 。
保留所有权利。
未经版权所有人的书面许可,不得使用、复制、复印、发送或用任何性质的存2 取系统存储本文的任何部分。
摘要本文详细介绍了IO 冗余的原理,模板IO 冗余和通道IO 冗余的区别,以及Quantum PLC 的IO 冗余的硬件实现方法和软件编程等。
© 2010年Schneider Electric 。
保留所有权利。
未经版权所有人的书面许可,不得使用、复制、复印、发送或用任何性质的存 3 取系统存储本文的任何部分。
引言当前在很多行业,如焦化行业的化产、冷鼓控制系统、水电站的升船机控制系统、锅炉控制系统、化工或石化控制系统等,为了提高系统的可靠性和稳定性,要求采用IO 冗余的解决方案。
目前,施耐德所有PLC 产品中只有Safety Quantum 和Premium PLC 支持IO 冗余的解决方案,而这两种PLC 由于功能限制目前无法满足上述控制系统的要求。
Quantum PLC 在中国得到了广泛的应用,该PLC 具有可靠性高、稳定性较好、支持模板类型较多、通讯功能较强、性价比较高等优点。
如果能利用Quantum PLC 实现IO 冗余功能,将大大拓展了Quantum PLC 的应用领域。
1 IO 冗余概述1.1 IO 冗余定义当系统包含两套模块,且这些模块被组态为冗余对,并作为冗余对操作时,即被视为冗余I/O 模块。
I/O 冗余的使用提供了最高程度的冗余,即:当系统中CPU 发生故障,或信号模块故障,不会影响到控制系统的安全、可靠运行。
IO 冗余根据冗余的功能又分为:1)模板冗余 2) 通道冗余1.1.1 模板冗余IO 冗余主要利用整个模板实现相应的冗余功能,即:当在第一个冗余模板发生通道错误时,整个模板及其通道都切换至去功能化状态。
PLC控制系统概述
4.3.5 准备安装
• 如果前面的选择正确,则可以选择 “Install”进行安装,需要修改,就选择 “Back”。
4.3.6 正在安装……
4.3.7 错误询问画面
• 安装EDS(电子数据表)过程中,由于没有找到<CHT>,而 使用默认的“English”,询问你是否以后还需要看到此 消息。选“否”。
4. PLC软件
• 主要分为编程软件和组态软件。 • AB编程软件为RsLogix 5000,最新版本为 V16.0,组态软件有RsView32和RsView SE , 常用Intouch或iFix; Modicon编程软件有 Concept和UnityPro,现常用UnityPro,最新版 本为V4.0,组态软件常用Intouch或iFix。 • AB需要安装软件比较多,重点介绍其安装 和使用。
• Modicon Quantum I/O模块,支持通道工程 值定标,但不能对所有通道单独定标。
3.5 热备模块
• 热备模块保持主从机架的通讯,在同步期 间检查冗余机架上对等方模块是否兼容, 通过”心跳线”监测主控制器状态,提供主从 控制器程序交叉加载的路径,当主控制器 故障时切换到从控制器。
• 冗余机架上的一对热备模块通过光纤进行 连接。 • Modicon Quantum 140 CPU 67160带热备功 能,冗余配置中不需要热备模块。
• 常见通讯设备为交换机,用于以太网通讯中. 串口通讯时需要在上位机上安装相应通讯 卡件. • HMI包括触摸屏和工控机。工控机中需要安 装编程软件和组态软件,实现程序的下载 上传以及修改,流程监控和编辑修改。
2. PLC工作原理
• 核心部分为控制器(CPU). • CPU与安装在机架上的模块通过机架背板总 线进行通讯,所需系统电源由电源模块提 供。 • CPU在机架上电后首先进行硬件自检,判断 各槽位是否安装了正确的模块,然后进入 程序扫描执行。 • I/O模块通道值写入CPU映像存储区,在每 个程序执行周期内不更新,执行结束时扫 描到数值改动进行更新。
S7-300 400 PLC 系统软件冗余调试的常见问题
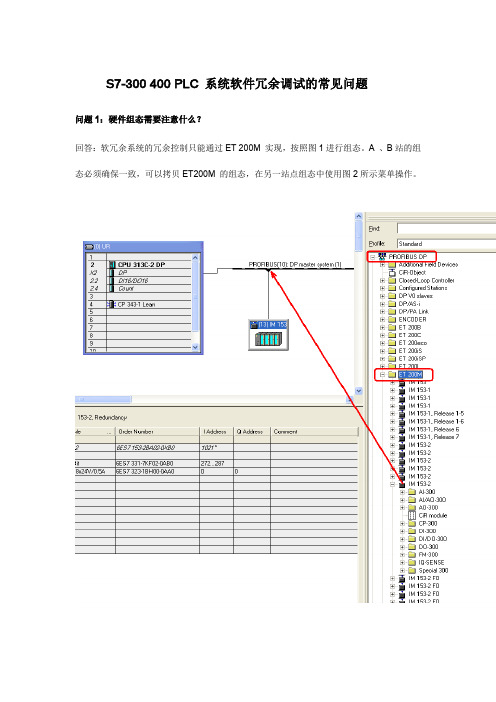
S7-300 400 PLC 系统软件冗余调试的常见问题问题1:硬件组态需要注意什么?回答:软冗余系统的冗余控制只能通过ET 200M实现,按照图1进行组态。
A、B站的组态必须确保一致,可以拷贝ET200M的组态,在另一站点组态中使用图2所示菜单操作。
图1图2问题2:哪些模块可以支持软冗余?回答:可以通过软冗余手册查询,或参考以下链接的FAQ。
问题3:FC100“SWR_START”中定义的数据区,哪些是冗余数据区?哪些是非冗余数据区?有什么区别?回答:如图3红色区域,冗余同步数据区包括:过程映像输出区/DB/IEC/M;如图3绿色区域,非冗余数据区包括:DB。
冗余数据区,主站的数据会通过冗余链路覆盖到备用站,保证主备之间数据同步;非冗余DB区,无论主备,数据按照定义的A-B B-A方向传递。
注意!无论冗余数据区还是非冗余数据区,A、B站点的长度必须一致。
如果不需要使用,长度定义为0。
图3问题4:软冗余中DB块的影响。
回答:软冗余系统中会使用一些特殊功能的DB块,在FC100“SWR_START”中定义,如图4:图4A:软冗余工作DB,程序会自动生成,不要在项目中手动添加;“DB_SEND_NO”、“DB_RCV_NO”定义的DB,在冗余站两侧一致。
B: FB101“SWR_ZYK”的背景数据块,注意生成DB5的长度。
如果创建出错,CPU能够正常运行但是SF灯报错,诊断缓冲区如图5:图5查看DB5的长度如图6,只有100字节,此时双击打开DB5看不到内部参数,如图7。
可以删除DB5,重新生成FB101“SWR_ZYK”背景数据块。
正常MPI同步-194字节;以太网/PROFIBUS同步-358字节。
图6图7C:冗余DB区,主站的数据随时同步备用站。
需要手动创建,IEC定时器的背景数据块也需要生成,A、B站点长度一致;生成的DB块的长度需要大于2个字(新生成的DB块,内部只有一个INT变量,长度2字节)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC冗余控制系统
某些过程控制系统,如化学、石油、造纸、冶金、核电站等工业部门的某些系统,
要求控制装置有极高的可靠性。如果控制系统出现故障,由此引起的停产和设备的损坏
将造成极大的经济损失,某些复杂的大型生产系统,如汽车装配生产线,只要系统中一
个地方出问题,就会造成整个系统停产。仅仅通过提高控制系统的硬件及软件的可靠性
来满足上述工业部门对可靠性的要求是不可能的。因为可编程序控制器本身的可靠性的
提高有一定的限度,并且可靠性的提高会使成本急剧增加。使用冗余(Redundancy)系
统或热备用(HOT Back-up)系统能够有效地解决上述问题。
在冗余控制系统中,整个可编程序控制器控制系统(或系统中最终要得部分,如CPU
模块)由两套完全相同的“双胞胎”组成。是否使用备用的I/O系统取决于系统对可靠
性的要求。两块CPU模块使用相同的用户程序并行工作,其中一块是主CPU,另一块是
备用CPU,后者的输出是被禁止的。当主CPU失效时,马上投入备用CPU,这一切换过
程是用所谓冗余处理单元RPU(Redundant processing)控制的,I/O系统的切换也是用
RPU完成的。在系统正常运行时,由主CPU控制系统的工作,备用CPU的I/O映像表和
寄存器通过RPU被主CPU同步的刷新;接到主CPU的故障信息后,RPU在1~3个扫描周
期内将控制功能切换到备用CPU。
另一类系统没用冗余处理单元RPU,两台CPU用通信接口联在一起,当系统出现故障
时,由主CPU 通知备用CPU,这一切换过程一般不是太快。这种结构较简单的系统叫做
热备用系统。