冲模等高套筒规格和参数表
螺纹套筒拧紧扭矩值螺距牙距最小尺寸参数表

适用钢筋强度级别
套筒类型
型号
尺寸
钢筋直径
12
14
16
18
20
22
≦400级
墩粗直螺纹
标准型
正反丝型
外径D
19.0
22.0
25.0
28.0
31.0
34.0
长度L
24.0
28.0
32.0
36.0
40.0
44.0
剥肋滚轧直螺纹
标准型
正反丝型
外径D
18.0
21.0
24.0
正反丝型
外径D
40.0
44.5
51.0
57.0
63.0
78.5
长度L
62.0
68.0
76.0
84.0
92.0
112.0
注1:表中最小尺寸是指套筒原材料采用符合GB/T699中45号钢力学性能要求(实测屈服强度和极限强度分别不应小于355MPa、600MPa)、套筒生产企业有良好质量控制水平时可选用的最小尺寸。
正反丝型
外径D
38.5
43.0
48.5
54.0
60.0
/
长度L
50.0
56.0
64.0
72.0
80.0
/
剥肋滚轧直螺纹
标准型
正反丝型
外径D
37.0
41.5
47.5
53.0
59.0
74.0
长度L
56.0
62.0
70.0
78.0
86.0
106.0
直接滚轧直螺纹
标准型
常用标准件螺栓套筒规格
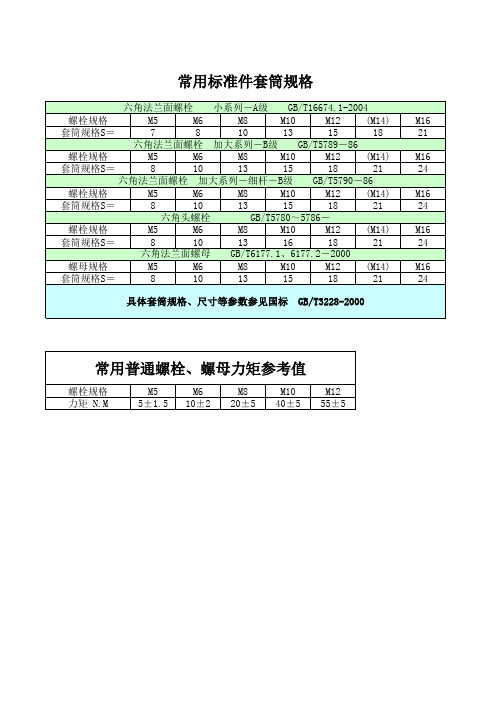
螺栓规格 力矩 N.M M5 5±1.5 M6 10±2 M8 20±5 M10 40±5 M12 55±5
常用标准件套筒规格
六角法兰面螺栓 小系列-A级 GB/T16674.1-2004 螺栓规格 M5 M6 M8 M10 M12 (M14) 套筒规格S= 7 8 10 13 15 18 六角法兰面螺栓 加大系列-B级 GB/T5789-86 螺栓规格 M5 M6 M8 M10 M12 (M14) 套筒规格S= 8 10 13 15 18 21 六角法兰面螺栓 加大系列-细杆-B级 GB/T5790-86 螺栓规格 M5 M6 M8 M10 M12 (M14) 套筒规格S= 8 10 13 15 18 21 六角头螺栓 GB/T5780~5786- 螺栓规格 M5 M6 M8 M10 M12 (M14) 套筒规格S= 8 10 13 16 18 21 六角法兰面螺母 GB/T6177.1、6177.2-2000 螺母规格 M5 M6 M8 M10 M12 (M14) 套筒规格S= 8 10 13 15 18 21 具体套筒规格、尺寸等参数参见国标 GB/T3228-2000 M16 21 M16 24 M16 24 M16 24 M16 24
常用标准件套筒规格螺栓规格m5m6m8m10m12m14m161013151821螺栓规格m5m6m8m10m12m14m16101315182124螺栓规格m5m6m8m10m12m14m16101315182124螺栓规格m5m6m8m10m12m14m16101316182124螺母规格m5m6m8m10m12m14m16101315182124六角法兰面螺栓小系列a级gbt1667412004套筒规格s六角法兰面螺栓加大系列b级gbt578986套筒规格s六角法兰面螺栓加大系列细杆b级gbt579086套筒规格s六角头螺栓gbt57805786套筒规格s六角法兰面螺母gbt61771617722000套筒规格s具体套筒规格尺寸等参数参见国标gbt32282000常用普通螺栓螺母力矩参考值螺栓规格m5m6m8m10m12515102205405555力矩nm
数冲加工参数规定

一.数冲模具参数
注意:上模高度为去除导套后的尺寸!下模有效高度须≧27MM,不够30MM垫垫片处理!
设此数据参数意图为统一本公司所有成型模具的上下模高度,加快成型模具调试,提高生产效率,减少爆模发生!
三.M代码参数
注意①对模具高度要求较高,模具尺寸必须与机床内输入数值保持一致!
注意②可作为本公司所有阿玛达数冲统一设置!①
②
注意③等待位置数为成型高度加上②的数值,减缓位置可以不变,切入深度为调膜实际尺寸,每次调模调动值为0.1至0.5之间!
③ 四 .
机床速度参数。
公司冲压模具设计规范(附表部分)
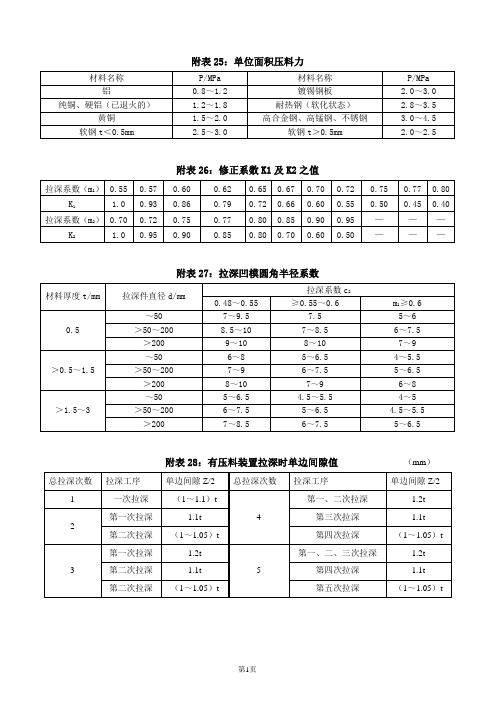
附表25:单位面积压料力附表26:修正系数K1及K2之值附表27:拉深凹模圆角半径系数附表28:有压料装置拉深时单边间隙值(mm)附表29:凸模制造公差与凹模制造公差(mm)附表30:模具工作零件的常用材料及热处理要求附表31:模具一般零件的常用材料及热处理要求附表32:冲模零件的表面粗糙度要求附表33:各种加工方法可能达到的表面粗糙度附表34:冲模零件的公差配合要求附表35:螺孔(或沉孔)、销钉之间及至刃壁的最小距离螺纹孔 M4 M6M8 M10 M12 M16 M20 M24 螺孔(或沉孔)中心至模板边缘的距离 淬火 8 10 12 14 16 20 25 30 不淬火 6.5 8 10 11 13 16 20 25 螺孔(或沉孔)中心至刃壁的距离淬火 7 12141719 242835沉孔边缘间距、沉孔边缘与销钉孔边缘间距 淬火 5 不淬火3 销钉孔d/mm 2 34 5 6 8 10 12 16 20 25 销钉孔中心至模板边缘的距离 淬火 5 6 7 8 9 11 12 15 16 20 25 不淬火 3 3.5 4 5 6 78 10 13 16 20附表36:凹模刃口的常用型式及主要参数表刃口型式序号 结构简图特点及适用范围直筒形刃口11.为直通式,强度高,修磨后刃口尺寸不变。
2.用于大型或精度高的零件,有顶出装置。
不适用于下漏料模具。
21.刃口强度高,修磨后刃口尺寸不变。
2.凹模内易积存废料或工件,刃口磨损快。
3.用于复杂形状或高精度的工件。
31.特点同序号2,刃口强度稍低。
2. 用于复杂形状或高精度的中小型工件。
3.可用于装有顶出装置的模具。
41.凹模硬度较低,一般为40HRC ,可用锤击刃口外侧斜面调整间隙。
2.用于薄而软的金属或非金属零件。
锥形刃口51.刃口强度较差,修磨后刃口尺寸增大。
2.凹模内不易积存废料或工件,刃口磨损慢。
3.用于形状简单、精度要求不高的工件。
61. 特点同序号5。
圆筒冷冲模说明书

产品图如图1所示生产批量:中批量材料:10钢材料厚度:0.8mm图1一.工艺分析:工艺性是指冲压件对冲压工艺的适应性。
工件:此工件只有落料和拉深两个工序.工件形状简单,并且工件为无凸缘圆筒件,要求形尺寸,拉深时厚度不变,因此工件能满足落料拉深要求.工件的底部圆角半径r=2mm≥t,满足再次拉深圆角半径要求.尺寸φ55.5 0+0.4mm为IT13级,也满足拉深工序对工件的公差等级要求。
材料:10钢为低碳钢,由于强度低,塑性好,适用于制造受力不大的冲压件和拉深件,并有利于冲压成形和制件质量的提高,还具有良好的冲压成形性能,即有良好的抗破裂性,良好的贴模和定形性,所以具有良好的冲压性能。
一.工艺方案的确定:1.先确定拉深次数:确定拉深次数,先判断能否一次拉出总拉糸数m总=d n/D中的, d n实际上是零件所要求的直径.当m总> m1时,则该零件只需要一次拉出,否则就要进行多次拉深计算毛坯尺寸:查[1]中表6-2得修边余量△h, h/d=43.6/56.3=0.77,取△h=2mm毛坯直径公式D= d2+4dh-1.72rd-0.56r2参数:d = 56.3mm参数:h = 43.6+2=45.6mm参数:r = 2mm计算结果D=114.9mm查[1]中表6-6得,取m1=0.53~0.55,取m1=0.55;取m2=0.76~0.78,取m2=0.78总拉深糸数: m总=d n/D=56.3/114.9=0.49<m1=0.55,则可以判断出一次拉不出.则第一次拉深直径d1=m1D=0.55×114.9≈63.2mm第一次拉深的高度:h1=0.25[(D2/d1)-d1]+(0.43r1/d1)(d1+0.32r1) 参数:d1=63.2mm参数r1=5.5mm计算结果h1≈39mm第二次拉深直径d2=m2d1=0.78×63.2≈49.3mm由此可得知,d2〈 d工件则产品是通过二次拉深所得到的。
冲模设计规范
300T
508~762
550
200~220
280~300
250T
450~550
500
200~220
250
200T
340~450
400
200
200
160T
300~400
200
200
110T
260~350
180
180
80T
250~330
180
180
60T
230~300
150
150
40T
220~280
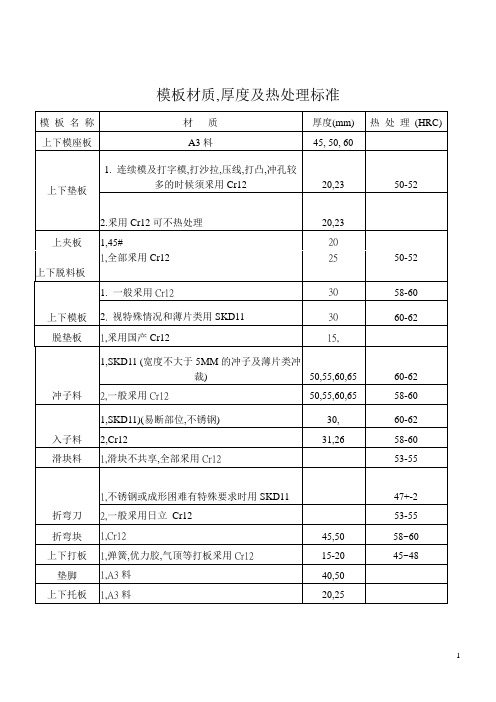
8.脱料板材质要釆用SKD11料,厚度为25MM;
9.下垫板的异形逃料孔要线割加工;
10.上下模座板之间要锁附限位柱,控制模具闭合高度;
11.上下模座板之长宽要大于上下模板单边40~50MM,以方便架模;
12.上下模板板厚度要求为50MM以上;
13.上下模座板应根据实际需要,依据所使用机台的T型槽尺寸加工出U型沟槽;
1,A3料
40,50
上下托板
1,A3料
20,25
基本要求
一.螺丝孔(螺丝沉头孔),导柱孔及固定销孔在模板上的基本分布.
1.1>.下模板
下面例图为下模板螺丝沉头及导柱孔,固定销孔的基本排布尺寸,螺丝之间的距离为80—100MM之间,导柱孔位置及固定销位置需设计防呆(设定直径相同,釆用位置不同防呆)对角之沉头孔内需攻牙,以方便拆装模板;
3.模板上的相似或相同的入块及冲子要有防呆设置;
4.模板上的刀口入块以锁沉头螺丝方式或加固定销方式固定;
5.与导柱导向配合的导套或模板要在非钢料上进行排气处理,禁止在热处理板上进行加工;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲模等高套筒规格和参数表
【原创版】
目录
1.冲模等高套筒的概念与作用
2.冲模等高套筒的规格
3.冲模等高套筒的参数
4.冲模等高套筒的应用领域
正文
冲模等高套筒是一种用于冲压加工的模具组件,其主要作用是在冲压过程中对材料进行定型和切断。
它具有结构简单、使用方便、效率高等优点,因此在冲压行业中得到了广泛的应用。
冲模等高套筒的规格主要根据其外径、内径、长度等尺寸来划分。
常见的规格有φ20mm、φ25mm、φ30mm 等,长度则根据实际需要进行定制。
冲模等高套筒的参数主要包括套筒的精度、硬度、抗拉强度等。
其中,精度通常要求在±0.01mm 以内,硬度一般在 HRC55 以上,抗拉强度要求在 800MPa 以上。
冲模等高套筒广泛应用于各类冲压加工领域,如汽车制造、电子产品制造、家电制造等。
第1页共1页。