数控机床关键部件技术:液压刀塔结构设计看懂你也能设计维修组装
数控机床维修技术浅谈
主要是采用长光栅或圆光栅 的增量式位移编码器。
数控系统的主要特点是 : 可靠性要求高 , 因为一 旦数控系统发生故障, 即造成巨大经济损失; 有较高 的环 境适 应能力 , 因为 数控系 统一般 为工业 控制 机 , 其工 作环境 为车 间 环境 , 要求 它 具 有在 震 动 , 高温 ,
真填 写维修 记录 , 每 次故 障都 有据 可查 , 断积 累维修 经验 。 使 不 主题词 : 数控机 床 ; 维修 ; 断 ; 析 ; 除 诊 分 排 随着 电子 技术 和 自动 化 技术 的发 展 , 控技 术 数 的应用越来 越 广泛 。以微 处 理器 为基 础 , 以大规 模
集成电路为标志的数控设备 , 已在我 国批量生产 、 大 量引进和推广应用 , 它们给机械制造业的发展创造 了条件, 并带来很大的效益 。但同时 , 由于它们的先 进性、 复杂性和智能化高 的特点 , 在维修理论、 技术 和手段上 都发 生 了飞跃 的变 化 。 另外任何一 台数控设备都是一种过程控制设 备, 这就要 求 它在 实 时 控 制 的每 一 时刻 都 准 确无 误 地工作。任何部分 的故障与失效 , 都会使机床停机, 从 而造 成 生 产 停 顿 。 因 而对 数 控 系统 这 样 原 理 复 杂、 结构精密 的装置进行维修就显得十分必要 了。 我分厂引进的 C C机床 , N 都花费 了几 十万元 , 这些 设备均处于关键 的工作岗位 , 若在出现故 障后不及 时维修排除故障, 就会造成较大的经济损失。 下面我们从现代数控系统 的基本构成入手 , 探 讨数控系统的诊断与维修 。
现 X 0 4 X 0 5 X 0 6 X 0 7的值 均为零 , 0 . ,0 . , 0 . , 0 . 因为
3 现场维修
数控车床液压尾座设计含全套CAD图纸

本科毕业设计(论文)题目:数控车床尾座套筒液压装置设计系别机电信息系专业机械设计制造及其自动化班级姓名学号导师2021年4 月27日数控车床尾座套筒液压装置设计摘要为了完本钱课题的设计,在设计之前的预备工作必需做好,第一是搜集和分析资料,要紧包括国内外数控机床的进展现状;液压技术和液压传动系统的大体资料;一样机床液压尾座的图纸和资料等。
第二是初步确信液压尾座的整体布局,包括配置形式、液压系统的布置及选择液压能源及相应的配套元件等。
最后主若是关于尾座的设计计算。
数控机床变档卡紧及尾座顶紧的操纵方式大体上是手工操纵,在通常的加工进程中,需先用手工操纵的方式完成变档和卡紧工作,然后再进行装夹,在装夹完毕后还需要利用手工操纵的方式完成尾座的顶紧工作。
由此可知,在数控机床的加工作效率效率并非高,而且工人劳动强度大,耗时又耗力,还会增加企业本钱。
因此,本课题研究所要达到的预期成效是在数控车床加工进程中,当需要利用尾座时,利用本课题所设计的尾座能够提高加工进程的机械化和自动化水平,提高生产效率,降低工人的劳动强度,降低企业本钱。
关键词:数控机床;尾座;液压系统;液压缸The design of CNC machine Tailstock Hydraulic systemAbstractTo accomplish this design, I collected and analysed the information before the design, including domestic and international development of CNC machine tools; hydraulic system of hydraulic technology and the basic information; equal hydraulic machine Tailstock the drawings and information . Then is tentatively determined the overall layout of hydraulic Tailstock, including the allocation of form, layout and the hydraulic system of hydraulic energy, and select the appropriate matching components, such as. This was followed by the main Tailstock the design and calculation.CNC machine tools changed file cards bear and Tailstock top tight is basically manual control, in the conventional process, the change required manual card file and clamping a tight and then again after the fixture also need to use a manual Tailstock The top tight. Therefore, in the process of CNC machine tools in efficiency is not high, workers in labor intensity and great. Therefore, the issue of the Institute to achieve the desired results in the CNC lathe processing, when the need to use Tailstock, the use of this issue by the Tailstock design can improve the process of mechanization and automation level, increase production efficiency and reduce Workers in the labor intensity.Key words:Numerically-controlled machine;Tailstock;Hydraulic system;Hydraulic cylinder inside diameter目录1 绪论 (4)研究背景和意义 (4)液压传动介绍 (4)国内外数控机床的进展现状 (5)1.3.1国外数控机床进展现状 (5)1.3.2国内数控机床进展现状 (6)本文研究对象 (7)2 液压尾座液压传动整体设计 (8)尾座简介 (8)回路设计 (9)2.2.1液压尾座顶针液压回路 (9)2.2.2液压尾座顶针加紧液压回路 (10)3 尾座液压系统设计 (12)液压系统压力 (12)顶针油缸的计算 (12)3.2.1顶针轴向力 (12)3.2.2液压油缸计算 (14)液压泵的设计 (15)3.3.1液压泵工作压力的确信 (16)3.3.2液压泵流量的确信 (16)3.3 ....................................................................................................................................... .3电动机功率的确信 (18)液压元件的选择 (18)3.4.1油管及管接头 (18)3.4.2过滤器的选择 (19)3.4.4油箱容积的确信 (20)液压系统的性能验算 (21)3.5.1液压系统压力损失验算 (21)3.5.2液压系统发烧温升的验算 (21)4 液压尾座结构设计 (24)液压尾座箱体设计 (24)尾座顶尖的设计 (24)尾座主轴的设计 (26)尾座导轨的设计 (26)尾座孔系设计 (27)4.5.1套筒与尾座体的配合 (28)4.5.2套筒与顶尖、尾座活塞轴的配合 (28)4.5.3孔和键的设计 (28)5 尾座精度的设计 (30)表面粗糙度的确信 (30)尾座与机床形位公差的确信 (30)底面及立导向面形位公差的确信 (30)结论 (32)参考文献 (33)致谢 (34)毕业设计(论文)独创性声明 (35)1 绪论研究背景和意义随着科技的进步,生活水平提高,为了减小工人工作强度,自动化技术被普遍运用到各行各业。
数控车床刀塔原理及改造
数控车床刀塔原理及改造【摘要】本文主要介绍电动刀塔的结构和液压刀塔的改造。
MJ-460数控刀塔原采用的电动刀塔,发生故障后,严重影响生产,采用国产液压刀塔成功地实现了进口意大利DUPLOMATIC电动刀塔的国产化改造,而且早期引进的数控车床刀塔大部分已经到达使用寿命,本次改造极大的提高了生产效率。
【关键词】刀塔;控制方式;可编程控制器1.数控车床刀塔改造MJ-460数控刀塔原采用的电动刀塔故障后,严重影响生产的情况,尤其是早期引进的数控车床刀塔大部分已经到达使用寿命,改造极大的提高了生产效率。
1.1 液压刀塔的工作原理及控制方式结合图1.1举例说明一个8工位液压刀塔的工作原理。
例如由一号刀换到四号刀。
电磁阀A通电,刀盘松开。
确认刀盘锁紧信号G没有感应,(刀盘已松开)电磁阀B通电液压马达带动刀盘开始旋转。
开始刀位信号检测,当刀塔到达四号刀时,通过软件进行奇偶校验检测正确,电磁阀B立即断电刀塔旋转停止。
电磁阀A断电刀盘锁紧,刀盘锁紧信号G得到,确认刀盘锁紧,换刀过程结束[1]。
1.2 液压刀塔的控制方式该液压刀塔的刀号识别:三个接近开关的状态排列组合代表不同的刀号,根据接近开关的状态确认当前的刀位。
并通过相应电磁阀来执行控制的动作。
(如表1.2是刀号与接近开关的对应关系表)2.数控车床刀塔PMC控制程序编写2.1 PMC编写过程(1)将数控机床的PMC程序,使用CF卡从数控机床的ROM中传出。
(2)将PMC中原来的刀塔控制部分删除,重新编写刀塔的控制程序。
(3)将编写好的程序重新传入机床,对机床进行调试。
使之符合要求,完成改造任务。
2.2 机床的PMC硬件FANUC 0i-MA数控系统的控制单元有内置的I/O卡,用于机床各检测元件信号的采集和控制各种气、液压阀组件,指示灯等的动作。
在控制单元内置的I/O卡,其输入点的点数为96点,输出点点数为64点。
如输入输出数量未能满足要求时,就需要通过控制单元上的I/O LINK扩展I/O 单元来满足使用的要求,并在编写PMC程序时,对各I/O设备的地址进行分配。
SAUTER数控刀塔典型维修实例

SAUTER数控刀塔典型维修实例千登;闫秦川;赵亮亮【摘要】CNC turret fault in CNC lathe fault occupies a large proportion,and the structure of the CNC turret is complex,before the maintenance of the turret structure and working principle of in-depth analysis,in order to effectively troubleshoot.In this paper,three different types of German SAUTER CNC turret fault,for example,detailedly introduce the causes of failure and solution process,and briefly draw the CNC turret mechanical failure reason-"gap",for CNC turret maintenance reference significance.%数控刀塔故障在数控车床故障中占有较大比例,且数控刀塔结构复杂,在维修前应对刀塔的结构和工作原理进行深入分析,才能有效的排除故障.以3种不同类型德国SAUTER数控刀塔故障为例,详细介绍了故障原因和解决过程,并简要得出数控刀塔机械故障的原因——“间隙”,为数控刀塔的维修提供参考意义.【期刊名称】《制造技术与机床》【年(卷),期】2018(000)004【总页数】5页(P148-152)【关键词】SAUTER数控刀塔;间隙;鼠牙盘;动齿盘;定齿盘【作者】千登;闫秦川;赵亮亮【作者单位】西安航天发动机有限公司,陕西西安710100;西安航天发动机有限公司,陕西西安710100;西安航天发动机有限公司,陕西西安710100【正文语种】中文【中图分类】TH17数控刀塔作为数控机床的关键一环,其精度将对工件质量产生直接的影响。
浅谈六鑫凸轮车床刀塔

1 设备现状和具体的机械性能六鑫刀塔是六鑫股份有限公司生产刀塔内部机械为日内瓦式开歇机械,配合精密曲齿离合器,换刀定位精度在0.003mm以内。
该刀塔显要特点是可承受重载车削,且其主体转塔刀位分度由内部共轭凸轮定位分度,刀位旋转和拉紧松开动力源来自液压。
在企业使用中经常出现多种多样的故障,大部分故障呈现出机械化特点,电气类局部故障较少。
此类刀塔为机械凸轮式机械结构,定位理解比较抽象,故对该类车床刀塔内部进行机械及电气分析。
2 六鑫车床刀塔故障种类结合自身维修该类刀塔经历,总结该类刀塔故障大概分为6类,故障现象表现具体如下。
第1类,换刀后,刀盘连续旋转,不停止。
第2类,换刀后,刀盘旋至刀位,不锁紧。
第3类,换刀时,刀盘转动不顺或中途停止。
第4类,启动换刀后,刀盘停止于原刀号而未动作。
第5类,刀盘不锁紧,刀盘旋转至定位不对正。
第6类,换刀连续旋转就是不就近选刀。
以上6种故障根源与其机械结构和电气性能密不可分。
图1为刀塔外部示意图。
图1 刀塔外部示意图在处理该类刀塔存在的问题时,必须深刻认识刀塔运动步序,否则处理故障问题往往会盲目。
需理解其运动原理和电气控制原理,迅速、准确地判断故障点。
设备维护行业要求维护人员具备强大的反映性、判断力和迅速性,因此平时的积累非常重要,需积极学习所负责运动设备和行业新兴类似设备的基本情况。
3 刀塔机械结构3.1 刀盘锁紧推出定位该类刀塔结构在离合停止方面采用了常规曲齿离合器,公母离合齿盘,多分度精确定位原理,动力依靠轴套油缸液压拉紧。
3.2 刀位分度定位如图2所示,六鑫刀塔与一般车床程控刀塔不同,采用凸轮机械定位,内部有一组12或8工位共轭凸轮,配合一两片凸轮同时控制一从动件,使从动件在两个方向能加以限制。
共轭凸轮的两片凸轮必须严格保证一进一退,否则机械机构会很快卡死。
一进一退运动过程中,周围环境必须侵入品质良好的润滑油,避免凸轮表面发生掉皮、起渣等现象。
3.3 刀塔轴转动方面为使刀塔转动平稳速度可控稳定,刀塔轴上配有直齿精密减速齿轮,对共轭凸轮传递过来的较快速度进行平稳减少,以增大其输出力矩,保证刀塔在加工中的可抗重载性能,如图3所示。
发那克(FANUC)故障与维修经验总结
发那克(FANUC)故障与维修经验总结发那克(FANUC)故障与维修经验总结cnc,电脑锣数控机床的故障分析:数控机床的应用越来越广泛,其加工柔性好,精度高,生产效率高,具有很多的优点。
但由于技术越来越先进、复杂,对维修人员的素质要求很高,要求他们具有较深的专业知识和丰富的维修经验,在数控机床出现故障才能及时排除。
我公司有几十台数控设备,数控系统有多种类型,几年来这些设备出现一些故障,通过对这些故障的分析和处理,我们取得了一定的经验。
下面结合一些典型的实例,对数控机床的故障进行系统分析,以供参考。
一、NC系统故障1.硬件故障有时由于NC系统出现硬件的损坏,使机床停机。
对于这类故障的诊断,首先必须了解该数控系统的工作原理及各线路板的功能,然后根据故障现象进行分析,在有条件的情况下利用交换法准确定位故障点。
例一、一台采用德国西门子SINUMERIK SYSTEM3的数控机床,其PLC采用S5─130W/B,一次发生故障,通过NC 系统PC功能输入的R参数,在加工中不起作用,不能更改加工程序中R参数的数值。
通过对NC系统工作原理及故障现象的分析,我们认为PLC的主板有问题,与另一台机床的主板对换后,进一步确定为PLC主板的问题。
经专业厂家维修,故障被排除。
例二、另一台机床也是采用SINUMERIK SYSTEM3数控系统,其加工程序程序号输入不进去,自动加工无法进行。
经确认为NC系统存储器板出现问题,维修后,故障消除。
例三、一台采用德国HEIDENHAIN公司TNC155的数控铣床,一次发生故障,工作时系统经常死机,停电时经常丢失机床参数和程序。
经检查发现NC系统主板弯曲变形,经校直固定后,系统恢复正常,再也没有出现类似故障。
2.软故障数控机床有些故障是由于NC系统机床参数引起的,有时因设置不当,有时因意外使参数发生变化或混乱,这类故障只要调整好参数,就会自然消失。
还有些故障由于偶然原因使NC系统处于死循环状态,这类故障有时必须采取强行启动的方法恢复系统的使用。
盘类零件的加工
随着数控加工技术的普及,产品质量要求的不断提高,盘类零件已大量采用数控车床进行加工。
正确的工艺、工装设计使数控车床呈现出加工精度高、加工灵活等众多特点。
发动机飞轮、刹车盘等是典型的汽车盘类零件。
本文将通过加工实例来分析、阐述此类零件在工艺设计、工装设计上的一些关键点及常用设备的选择意见。
工艺设计盘类零件的数控加工工艺设计,最重要的是将有相互行位公差要求的加工面安排在一道工序内,在一次装夹下完成加工,消除二次装夹误差。
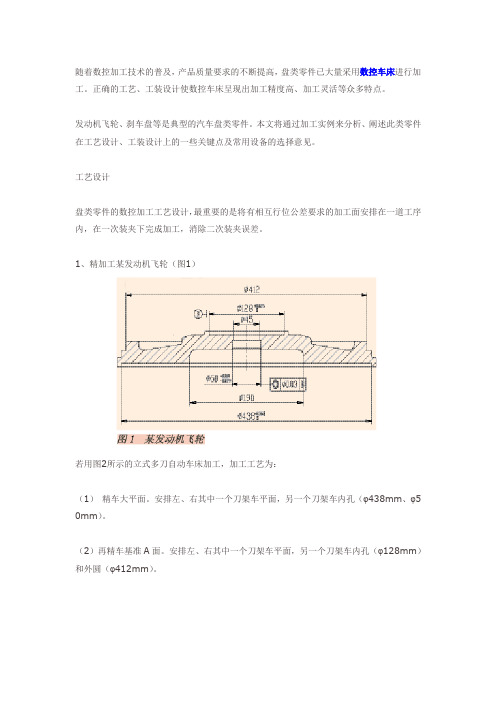
1、精加工某发动机飞轮(图1)若用图2所示的立式多刀自动车床加工,加工工艺为:(1)精车大平面。
安排左、右其中一个刀架车平面,另一个刀架车内孔(φ438mm、φ5 0mm)。
(2)再精车基准A面。
安排左、右其中一个刀架车平面,另一个刀架车内孔(φ128mm)和外圆(φ412mm)。
图2 立式多刀自动车床该工艺受机床动作功能限制φ128mm孔与φ50mm孔不能在同一工序内完成,需正反两次装夹加工,由于重复定位误差及夹具制造误差的存在,很难稳定满足产品两孔的同轴度要求。
为满足产品设计要求,稳定控制产品质量,可采用如图3的数控车床加工,工艺设计上利用数控车床的自动换刀功能采用内孔背镗刀用程序控制从A面加工φ50mm内孔,将φ128 mm、φ50mm安排在同一道工序内加工完成。
避免重复定位误差及夹具制造误差对加工精度的影响,保证产品φ0.03mm的同轴度要求。
图3 立式数控车床2、精加工某发动机飞轮正反两个平面(图4)一般传统工艺是先精车一面,然后下道工序再精车另一面。
第二序工件再次装夹的质量对加工精度(平行度)的影响非常大(用一般三爪卡盘夹紧,工件易产生夹紧抬起)。
若采用数控车床,工艺设计上可根据工件的结构特点设计专用刀具(如图5)在一道工序上完成两面的精加工:大平面朝上,程序控制专用刀具背镗F面。
因为内孔直径为φ48mm,F面最大加工直径φ100mm,切削宽度26mm,图示专用刀杆的强度最弱处尺寸为20mm,用于精加工强度足够。
8刀位盘型电动刀塔设计

e题目 8刀位盘型电动刀塔设计学生姓名 ee 学号所在学院机械工程学院专业班级 ee指导教师完成地点2009年06月10日8刀位盘型电动刀塔设计###(ee)指导教师:###[摘要]数控刀架的发展趋势是:随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺服驱动方向发展。
根据加工对象不同,有四方刀架、六角刀架和八(或更多)工位的圆盘式轴向装刀刀架等多种形式。
回转刀架上分别安装四把、六把或更多刀具,并按数控装置的指令换刀。
本部分主要对八工位盘型式电动刀架的机械部分的设计,并对以上部分运用PRO/e做图,并生成二维装配图,以便对刀塔有更直观的了解。
本次设计为八工位盘型电动刀塔,刀盘转位、刀盘的轴向移动以及动力刀头的旋转均通过同一台三项异步电机驱动,动力通过一级齿轮减速后,分为两个传递路线,其中一条直接传递到动力刀头轴,为动力刀具旋转提供动力;而另一条则再通过一级齿轮减速后,传递到刀盘轴,为刀盘转位和轴向移动提供动力。
这两条传递路线的接通与断开均由电磁离合器控制,当需要转位时电磁离合器1将第一条传递路线断开,电磁离合器2将第二条传递路线接通,此时动力刀头轴不旋转,刀盘先轴向移动,当端齿盘完全脱开后,刀盘开始转动,实现换刀过程,当刀盘转到位时,控制系统发信号,立即进行制动,电机开始反转,左右端齿盘啮合以锁紧刀盘。
当需要的动力刀具旋转时,电磁离合器将第一条传递路线接通,电磁离合器2将第二条传递路线断开,此时刀盘即不转位也不移动,可进行车削加工、钻削加工、铣削加工等加工。
[关键词]:数控刀架 ;车削中心 ;电动刀塔;八位盘型The Design of Eight Locations Disc Turret for CNCAutomatic Lathe Center###(ee)Totur: ###Abstract:The numerical control tool rest's trend of development is: Along with the numerical control lathe's development, the battery solution combination actuation and the servo fast actuates the direction to develop. It is different according to the processing object, has the squaring head, the turret head and eight (or more) the location disk axial attire knife tool rest and so on many kinds of forms. On the turret saddle installs four, six or more cutting tools separately, and trades the knife according to the numerical control installment's instruction. This part mainly to eight location vertical electrically operated tool rest's mechanical design. Then makes the chart to above part using PRO/e, and has a more direct-viewing understanding to the automatic tool turret. The design for the electric drive eight locations disc turret, turn the cutter bit, the cutter head axial rotation movement and momentum are by the same three asynchronous motor drive, power through a gear reducer, the divided two transmission lines, one directly to the power head shaft-driven rotary powered tool; the other one after another through a gear reducer, passed to the cutter shaft, the cutter translocation and axial movement to provide power. These two transmission lines connected and disconnected by the electromagnetic clutch control, when to change position when the electromagnetic clutch 1 will disconnect the first delivery route, the electromagnetic clutch 2, the second transmission line will connect, then power head shaft not rotating cutter first axial movement, when the crown wheel completely torn off, the cutter began to turn, to achieve tool change process, as the cutter to position, the control system signal, immediately braking, the motor began to reverse , left-side gear tooth plate to lock cutter. When it comes to power tool rotation, electromagnetic clutch to connect the first transmission line, electromagnetic clutch 2, the second transmission line will disconnect at this time that does not turn the cutter bit is not mobile, could be turning, drilling, mi lling and other processing.Key word:numerical control tool rest;CNC automatic lathe center;electrically operated tool turret; eight locations disc turret目录目录...................................................... I I 前言. (1)1.绪论 (2)1.2自动换刀装置 (3)1.3国内外数控车床的研究状况与成果 (5)2.数控车床自动换刀装置....................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床关键部件技术:液压刀塔结构设计看懂你也能设计维
修组装
简介
液压刀塔
是数控车床的自动换刀装置。
液压刀塔包括壳体,壳体内有圆柱形腔体,壳体前端的腔体口有轴线与腔体轴线在同一直线上的圆环形固定端齿盘,固定端齿盘与腔体之间有圆环形液压缸,腔体内有轴线与腔体轴线在同一直线上的刀盘轴,
刀盘轴的前端从固定端齿盘前伸出,刀盘轴的前端连有刀盘,刀盘连有与固定端齿盘啮合的圆环形活动端齿盘,刀盘轴的后端从腔体后的腔体口伸出,刀盘轴的后端连有刀盘轴直齿轮,刀盘轴在腔体内的一段上有与环形液压缸相配合的环形活塞,壳体上有轴线与刀盘轴的轴线平行的直齿轮轴,直齿轴上有与刀盘轴直齿轮啮合的直齿轮,直齿轮轴连有旋转驱动装置。
数控车床在使用过程中需要换刀时,先用立式液压刀塔的环形液压缸推动刀盘轴上的环形活塞沿轴向向前运动,带动刀盘轴和刀盘沿轴向向前运动,使刀盘上的活动端齿盘脱离与固定端齿盘的啮合,然后用刀盘轴的旋转驱动装置驱动刀盘轴旋转,让下一加工步骤所用的
新刀较为准确地转到工作位置,再用环形液压缸推动刀盘轴上的环形活塞沿轴向向后运动,让刀盘上的活动端齿盘与固定端齿盘恢复啮合,压紧端齿盘,使刀盘精准地定位而实现换刀。
但通过活动端齿盘与固定端齿盘啮合使其刀盘定位,定位时容易产生移动,使其定位效果差且定位及精度较低。
液压刀塔结构设计
图中,1、箱体;2、刀塔座;3、主轴;3a、环形凸肩一;4、转动鼠牙盘;5、固定鼠牙盘;6、移动鼠牙盘;7、电机;8、齿轮一;9、齿圈;10、传动齿轮组件;10a、转轴;10b、齿轮三;10c、齿轮四;11、缸体;11a、环形凸台;12、活塞套;12a、环形凸肩二;13、轴承。
液压刀塔,包括箱体 1、刀塔座 2,箱体 1 上穿设有主轴 3,刀塔座 2 穿设在主轴 3 上且刀塔座 2 能够相对主轴 3 轴向固定周向转动,主轴 3 上穿设有转动鼠牙盘 4,转动鼠牙盘 4 与刀塔座 2 相固连,箱体 1 上还设有能够带动转动鼠牙盘 4 转动的驱动机构一,驱动机构一包括固定在箱体 1 上的电机 7,电机 7 的输出轴固连有齿轮一 8,转动鼠牙盘 4 的外缘具有与其一体制造的齿圈 9,齿圈 9 与转动鼠牙盘4 采用一体制造,具有结构简单紧凑、刚性好,使本液压刀塔具有较长的使用寿命。
电机 7 可采用伺服电机。
齿圈 9 与齿轮一 8 之间设有传动齿轮组件 10,传动齿轮组件 10 包括与箱体 1 轴向固定周向转动的转轴 10a,转轴 10a 的一端固连有与齿轮一 8 相啮合的齿轮三 10b,转轴 10a 的另一端固连有与齿圈 9 相啮合的齿轮四 10c。
主轴 3 上还穿设有移动鼠牙盘 6 以及能够带动所述的移动鼠牙盘6 平移的驱动机构二,驱动机构二包括缸体 11 以及能够与缸体 11 轴向移动的活塞套 12,缸体 11 和活塞套 12 均呈筒状且均穿设在主轴 3 上,活塞套 12 的一端与缸体 11 的腔体之间具有密封腔一,主轴 3 上具有环形凸肩一3a,活塞套12 的内壁设有环形凸肩二12a,环形凸肩一 3a 与环形凸肩二 12a 具有密封腔二,活塞套 12 的另一端与移动鼠牙盘 6 相固连。
主轴 3 上设有油道一与油道二,油道一与密封腔一相连通,油道二与密封腔二相连通。
主轴 3 上还穿设有固定鼠牙盘5 且固定鼠牙盘 5 固定在箱体 1 上,固定鼠牙盘 5 能够同时与转动鼠牙盘 4 以及固定鼠牙盘 5 相啮合或者相分离。
缸体 11 的一端具有环形凸台 11a,环形凸台 11a 的一端与刀塔座 2 之间设有轴承 13。
刀塔座2 上安装有若干把刀具。
工作时,通过油道二往密封腔二内注入液压油,使活塞套12 左移,并带动移动鼠药盘左移,使移动鼠牙盘 6 与转动鼠牙盘 4 以及固定鼠牙盘 5 同时处于分离状态,此时电机 7 通过传动齿轮组件 10 带动转动鼠牙盘 4 以及刀塔座 2 转动,当刀塔座2 转动到指定的刀位时,通过油道一往密封腔一内注入液压油,使活塞套 12 沿其轴向右移,带动移动鼠牙盘 6 右移,使移动鼠牙盘 6 与转动鼠牙盘 4 以及固定鼠牙盘 5 处于啮合状态,此时达到更换刀位的目的。
由于增加固定鼠牙盘 5 对转动鼠牙盘 4 的锁定,具有定位效果较好的优点。
通过传动齿轮组件 10 将电机 7 的动能传递到齿圈 9 并带动刀塔座 2 的转动,具有传动扭矩大、刚性好、传动较为平稳可靠的优点。
通过将油道一与油道二设置在主轴3 上,使本刀塔的结构简单紧凑,且油道一与油道二不易受到顺坏,使本液压刀塔具有较长的使用寿命。
固定鼠牙盘 5、所述的转动鼠牙盘 4、所述的移动鼠牙盘 6 的齿牙均为弧面结构,当移动鼠牙盘 6 与固定鼠牙盘 5 以及转动鼠牙盘 4 啮合时,具有接触面积大,使本液压刀塔具有较高的定位精度。
作为另一种方案,驱动机构一包括固定在箱体 1 上的电机 7,电机 7 的输出轴固连有齿轮一 8,转动鼠牙盘 4 的外缘固定有齿圈 9,齿圈 9 与齿轮相啮合。
电机 7 通过齿轮一 8 与齿圈 9 的传动,将动力传递到转动鼠牙盘 4 上,具有传动效率较高且结构简单的优点。