SUS836L(S32053)钢焊接工艺的确定
板厚为12mm的Q235钢板采用焊条电弧焊的焊接工艺评定
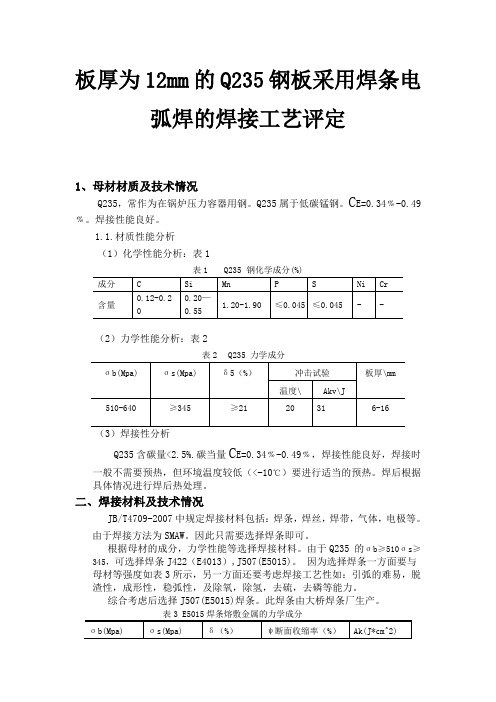
板厚为12mm的Q235钢板采用焊条电弧焊的焊接工艺评定1、母材材质及技术情况Q235,常作为在锅炉压力容器用钢。
Q235属于低碳锰钢。
C E=0.34﹪-0.49﹪。
焊接性能良好。
1.1.材质性能分析(1)化学性能分析:表1表1Q235钢化学成分(%)(2)力学性能分析:表2表2Q235 力学成分Q235含碳量<2.5%.碳当量C E=0.34﹪-0.49﹪,焊接性能良好,焊接时一般不需要预热,但环境温度较低(<-10℃)要进行适当的预热。
焊后根据具体情况进行焊后热处理。
二、焊接材料及技术情况JB/T4709-2007中规定焊接材料包括:焊条,焊丝,焊带,气体,电极等。
由于焊接方法为SMAW。
因此只需要选择焊条即可。
根据母材的成分,力学性能等选择焊接材料。
由于Q235 的σb≥510σs≥345,可选择焊条J422(E4013),J507(E5015)。
因为选择焊条一方面要与母材等强度如表3所示,另一方面还要考虑焊接工艺性如:引弧的难易,脱渣性,成形性,稳弧性,及除氧,除氢,去硫,去磷等能力。
综合考虑后选择J507(E5015)焊条。
此焊条由大桥焊条厂生产。
表3 E5015焊条熔敷金属的力学成分三、焊前准备1.坡口的选择与制备(1)坡口的选择:由于板厚为12mm,焊接方法为SMAW等焊接条件.选择V形坡口。
(2)坡口制备方法:应根据工件尺寸,形状,加工条件综合考虑。
目前有剪切,气割,刨边,车削,碳弧气刨等方法制备坡口。
考虑到坡口形式,加工质量和成本,选择气割加工坡口。
焊接坡口要求:间隙b=2-3mm,钝边P=2/mm,坡口角度60°+22.焊接区域的清理(1)焊前对坡口及附近10mm的油,锈,水等污物清理干净。
E5015焊接时清理要彻底。
否则极易产生气孔和裂纹。
(2)清理方法:①机械清理 a.钢丝刷 b.砂轮磨 c.喷丸处理②化学法 a.汽油除油 b。
酸除氧化皮 c.碱除油③必要时用氧-乙炔焰烘烤处理。
不锈钢复合材料焊接工艺探讨
不锈钢复合材料焊接工艺探讨
首先,不锈钢复合材料的种类较多,包括铝基复合板、碳纤维复合板等。
不同材料之间的焊接工艺也会存在差异。
但无论是哪种不锈钢复合材料,焊接都要遵守以下基本原则。
一、表面处理:焊接前必须对不锈钢复合材料表面进行彻底的清洁和抛光,以保证焊缝的质量。
二、选择合适的焊接方法:不同的不锈钢复合材料有不同的焊接方法,如TIG、MIG、电弧等焊接方法。
选择合适的焊接方法也是关键。
三、控制焊接工艺参数:不锈钢复合材料的焊接需要严格控制焊接电流、电压、焊接速度、和热输入等参数,以确保焊缝质量。
在具体的焊接工艺中,还需要注意以下几点。
一、确定焊接顺序:焊接时应根据不锈钢复合材料的特点和焊缝的形状,合理确定焊接顺序,减少应力集中和退火等负面影响。
二、防止变形:焊接过程中,不锈钢复合材料容易发生变形,因此需选用合适的夹具或预设同型以保证焊接前后的尺寸不变化。
三、焊接质量检验:焊接完成后,必须进行质量检验,包括外观检验、无损检验和化学检验。
总之,不锈钢复合材料的焊接工艺需要根据不同材料的性质和具体情况,选择合适的焊接方法,并控制各项参数,以确保焊接质量。
通过不断探索和实践,可以进一步完善不锈钢复合材料的焊接工艺,更好地服务于工业生产。
316l焊接工艺和焊接方法
316l焊接工艺和焊接方法
嘿,你问 316L 焊接工艺和焊接方法啊?这事儿咱可得好好唠唠。
316L 这材料吧,焊接起来可得小心点。
首先呢,得选对焊接方法。
常见的有手工电弧焊、氩弧焊啥的。
要是小活儿呢,手工电弧焊可能就够用了。
但要是要求高的,那氩弧焊就比较靠谱啦。
选好焊接方法,接着就得准备好焊接材料。
焊条得选对型号,不能瞎用。
就跟穿衣服得选合适的尺码一样,焊条不合适,那焊出来的效果可就差远了。
焊接的时候呢,得注意环境。
不能有风,有风会把焊缝吹坏喽。
也不能太潮湿,不然容易出气孔啥的。
就像人干活得找个好环境,焊接也一样。
还有啊,焊接的电流、电压得调好。
电流大了容易烧穿,电流小了焊不透。
这就跟开车一样,油门得踩得合适,不然车跑不起来或者跑太快都不行。
焊接的手法也很重要哇。
要均匀地移动焊条,不能太快也不能太慢。
太快了焊缝不漂亮,太慢了容易堆焊。
就像画画一样,得一笔一笔地画好。
我给你讲个事儿哈。
我有个朋友,他接了个活,要焊316L 的管道。
一开始他没太在意,随便选了个焊条就开始焊。
结果焊出来的焊缝有气孔,还不结实。
后来他请教了老师傅,老师傅告诉他得选对焊条,调好电流电压,注意环境。
他按照老师傅说的做,嘿,第二次焊出来的焊缝可漂亮了,又结实又好看。
所以啊,316L 的焊接工艺和焊接方法可得掌握好,这样才能焊出好活儿。
钢制压力容器焊接工艺评定

中国化工装备协会
JB/T4709–2023钢制压力容器焊接 规程
4.焊接工艺评估和焊工
4.1施焊下列各类焊缝旳焊接工艺必须按 JB4708原则评估合格。
1.受压元件焊缝;
2.与受压元件相焊旳焊缝;
3.熔入永久焊缝内旳定位焊缝;
4.受压元件母材表面堆焊、补焊;
5.上述焊缝旳返修焊缝。
焊接工艺评估试件检验项目也只要求检 验力学性能(拉伸、弯曲、冲击)。
三.试件采用规则-焊接工艺评估试件分类对 象
在阐明焊接工艺评估试件分类对象前, 首先要阐明焊接工艺评估旳对象是焊缝而 不是焊接接头。
焊缝形式分为:对接焊缝,角焊缝,塞 焊缝,槽焊缝和端接焊缝共五种。
焊接接头形式分为:对接接头,T形接头, 十字接头,搭接接头,塞焊接头
(GB150-1998《钢制压力容器》第2号 修
改单:制造、检验与验收中增长新条文压力 容器用钢焊条应符合JB/T4747-2023压 力容器用钢焊条订货技术条件。)
3.术语
原则共采用14个定义(术语)其中3.8下转 变温度和3.9上转变温度术语值得注意:对 于奥氏体金属因为在加热过程无相变,所 以不存在此相变温度。
1.范围
本原则要求了钢制压力容器焊接工艺评 估规则、试验措施和合格指标。
本原则合用于钢制压力容器旳气焊、焊 条电弧焊、埋弧焊、熔化极气体保护焊 (MIG)、钨极气体保护焊(TIG)、电渣 焊、耐蚀堆焊等旳焊接工艺评估。
JB4708中有三类焊接工艺评估,评估目 旳各不相同,评估规则也不一至,在进行 焊接工艺评估时应分别遵守相应旳每一项 要求。
T形接头和角接头旳型式试验,耐蚀层堆焊 旳焊接工艺评估,换热管与管板接头旳焊
S32205双相不锈钢焊接工艺分析

S32205双相不锈钢焊接工艺分析前言某PTA装置管道介质腐蚀性强,PTA装置大量使用奥氏体不锈钢、双相不锈钢、哈氏合金以及钛管道来输送含腐蚀介质。
由于双相不锈钢具有较好的抗点蚀、缝隙腐蚀、应力腐蚀和晶间腐蚀能力,且具有较高的屈服强度,因此本装置大量采用双相不锈钢材料。
应INVISTA公司要求,现场参加双相不锈钢焊接的每名焊工施焊试件,检验-40℃低温冲击值、焊接接头中铁素体与奥氏体两相比例值,以检验焊工对双相不锈钢材料特性的掌握能力。
试件由厂家提供,试件规格为300mm×125mm×10mm。
1 化学成分分析母材及焊材为上海鹰霸金属材料有限公司提供,其中,母材选用OUTOKUMPU公司生产的S32205;焊丝选用A VESTA公司生产的ER2209。
由于管道壁厚较薄,厂家只提供氩弧焊焊丝。
母材、焊丝化学成分见表1、表2。
表12 化学成分的作用Cr、Mo为铁素体形成元素,促使铁素体形成。
在合金元素中占的比值大,因此双相不锈钢开始凝固时为100%铁素体。
C、Ni、Mn、N、Cu为奥氏体形成元素。
促使奥氏体从铁素体中析出,保证在一定冷却速度下从铁素体中析出足够数量的奥氏体组织。
3 物理性能分析理想的双相不锈钢中,铁素体和奥氏体两相各占50%。
在铁素体固熔线温度以上金属全部为铁素体组织,低于固熔线温度后开始逐渐析出奥氏体,在材料制造和焊接过程中,实际双相不锈钢中铁素体和奥氏体相的比例受合金成分、冷却速度等因素影响造成两相不是均衡的。
但较少相占的比例最低≥40%,才能达到性能要求,两相比值越接近50%,材料的综合性能越好。
双相不锈钢综合了奥氏体不锈钢所具有的良好的耐蚀性、优良的塑韧性和焊接性与铁素体不锈钢所具有的高强度和耐氯化物应力腐蚀能力,使之兼具奥氏体和铁素体的优点。
其综合力学性能好,不仅有较高的屈服强度,还有良好的塑韧性。
双相不锈钢对晶间腐蚀不敏感,但有较好的抗点蚀能力和优良的耐应力腐蚀能力。
奥氏体不锈钢316L与双相不锈钢2205的焊接工艺及问题分析

316 L 含有 Al 、Mo 等合金元素 ,是奥氏体不锈 钢 316 的变种 ,它的含碳量虽然低于奥氏体不锈钢 316 ,但其耐高温性能 、加工硬化性能和抗腐蚀性能 均优于奥氏体不锈钢 316 ,可以使用在恶劣环境中 。 2. 2 双相不锈钢
海水淡化装置包括蒸发器 (本体) 系统 、海水供 水和分配系统 、蒸汽供汽系统 、抽真空系统 、产品水 收集系统 、浓盐水收集系统等 。蒸发器筒体直径6. 7 m ,壳体厚度 11 mm ,壳体材料为奥氏体不锈钢 316 L (简称“316 L ”) ; 一级喷射器 、二级喷射器的抽汽 管道材料为双相不锈钢 2205 (简称“2205 合金”) ,直
2205 合金
≤0. 03
≤1. 00
≤2. 00
≤0. 03
≤0. 030
21. 00 ~23. 0
4. 50 ~6. 50
2. 50 ~3. 50
保外型美观 ; i. 外观检验合格后进行 100 %渗透探伤检验 。
4 焊接过程中的问题及解决措施
管道对口焊接过程中发现坡口间隙相差较大 , 为了保证焊接质量和外观美观 ,决定采用氩弧焊打 底 。打底时首先用氩弧焊打底背面充氩方式 (见图 1) 进行试验 ,发现 :由于管道表面为圆弧型 ,充氩装 置与罐体间的密封效果较差 ;若充氩装置太大 ,则氩 气密度低 ,保护效果差 ,反之则在焊接过程中容易引 燃密封胶管 。
图 1 氩弧焊打底背面充氩方式
3 316 L 与 2205 合金的焊接工艺
316L不锈钢管道焊接工艺要求
316L不锈钢管道焊接工艺要求一焊接方法根据不锈钢的特点,尽可能减少热输入量,故采用手工电弧焊,氩弧焊两种方法。
d>φ159mm 的采用氩弧焊打底,手工电弧焊盖面;d<φ159mm的采用氩弧焊。
焊机采用手工电弧焊/氩弧焊两用WS7-400逆变式弧焊机。
二焊接材料奥氏体不锈钢是特殊性能用钢,为满足接头具有相同性能,应该遵循“等成分”原则选择焊接材料。
同时为增强接头抗热裂纹和晶间腐蚀能力,使接头出现少量铁素体,选择HooCr19Ni12Mo2氩弧焊用焊丝。
手工电弧焊用焊条CHS022作为填充材料。
其成化学分见表1和表2;表1 焊丝HooCr19Ni12Mo化学成分表2 焊条CHS022化学成分三焊接参数奥氏体不锈钢的突出特点是对过热敏感,故采用小电流,快速焊,多层焊时要严格控制层间温度,使层间温度小于60℃。
具体参数见表3;表3焊接参数四坡口形式及装配定位焊坡口形式采用V形坡口。
由于采用了较小的焊接电流,熔深小,因而坡口的钝边比碳钢小,约为0-0.5mm,坡口角度比碳钢大,约为65-70度。
因为不锈钢热膨胀系数比较大,焊接时产生较大的焊接应力。
要求采用严格的定位焊。
对于d≤φ89mm的管道采用两点定位。
d=φ89-φ219mm采用三点定位。
D≥φ219mm的采用四点定位,定位焊缝长度6-8mm。
五焊接技术要求⑴手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接⑵焊前应将焊丝用不锈钢丝刷刷掉表面的氧化皮,并且用丙酮情洗。
焊条应该在200-250度的温度烘干1小时。
每个焊工配一个保温桶,把烘好的焊条装入保温桶里,随用随取。
⑶焊前将工件坡口两侧25mmX围内的油污等清理干净,并用丙酮清洗坡口两侧25mmX围。
⑷氩弧焊焊接不锈钢时,背面必须充氩气保护,才能保证背面成型。
采用在管道内局部充氩的方法,流量为5-14L/min,正面氩气流量为12-13L/min。
⑸打底焊时,焊缝厚度应该尽量薄,与根部熔合良好。