微孔发泡成型技术
tpee发泡工艺

tpee发泡工艺
tpee发泡工艺是一种将热塑性弹性体(TPEE)通过高温、高压的方式进行发泡加工的技术。
这种工艺可以使TPEE材料获得更好的弹性和柔软性,同时也能够增加其轻质化、耐磨性和吸音性能。
tpee发泡工艺包括了原材料的选取、制备、发泡、成型等多个步骤。
其中,原材料的选取是关键,需要选择具有较好发泡性能的TPEE材料。
制备的过程中需要将TPEE加入到发泡剂中,混合均匀后进行加热。
发泡过程是使用高温高压来促进发泡剂的分解和膨胀,从而使TPEE材料表面形成微孔结构。
这种结构可以提高TPEE的吸音性能和舒适度。
成型过程则是将发泡后的TPEE材料经过模具成型,制成各种形状和用途的制品。
这种工艺可以制造出各种TPEE发泡制品,如座椅垫、护膝、鞋垫等。
总之,tpee发泡工艺是一种具有广泛应用前景的新型加工技术,可以为TPEE材料赋予更多的优良性能,为产品的研发和生产提供更多的选择。
- 1 -。
注塑机工艺流程注塑成型工艺过程详解
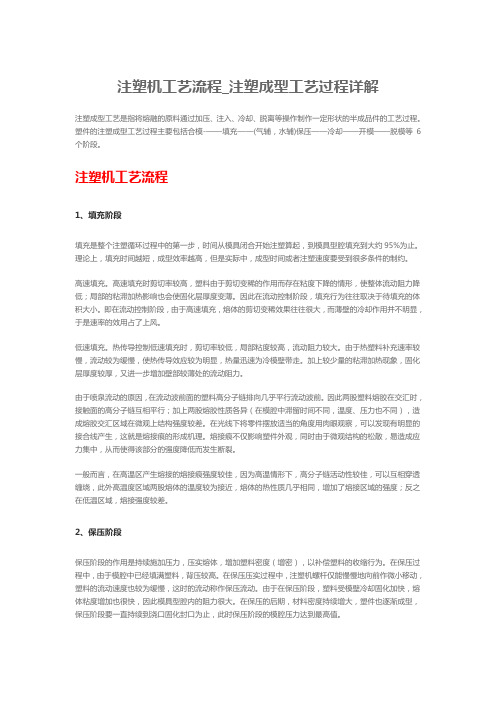
注塑机工艺流程_注塑成型工艺过程详解注塑成型工艺是指将熔融的原料通过加压、注入、冷却、脱离等操作制作一定形状的半成品件的工艺过程。
塑件的注塑成型工艺过程主要包括合模-——填充——(气辅,水辅)保压——冷却——开模——脱模等6个阶段。
注塑机工艺流程1、填充阶段填充是整个注塑循环过程中的第一步,时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止。
理论上,填充时间越短,成型效率越高,但是实际中,成型时间或者注塑速度要受到很多条件的制约。
高速填充。
高速填充时剪切率较高,塑料由于剪切变稀的作用而存在粘度下降的情形,使整体流动阻力降低;局部的粘滞加热影响也会使固化层厚度变薄。
因此在流动控制阶段,填充行为往往取决于待填充的体积大小。
即在流动控制阶段,由于高速填充,熔体的剪切变稀效果往往很大,而薄壁的冷却作用并不明显,于是速率的效用占了上风。
低速填充。
热传导控制低速填充时,剪切率较低,局部粘度较高,流动阻力较大。
由于热塑料补充速率较慢,流动较为缓慢,使热传导效应较为明显,热量迅速为冷模壁带走。
加上较少量的粘滞加热现象,固化层厚度较厚,又进一步增加壁部较薄处的流动阻力。
由于喷泉流动的原因,在流动波前面的塑料高分子链排向几乎平行流动波前。
因此两股塑料熔胶在交汇时,接触面的高分子链互相平行;加上两股熔胶性质各异(在模腔中滞留时间不同,温度、压力也不同),造成熔胶交汇区域在微观上结构强度较差。
在光线下将零件摆放适当的角度用肉眼观察,可以发现有明显的接合线产生,这就是熔接痕的形成机理。
熔接痕不仅影响塑件外观,同时由于微观结构的松散,易造成应力集中,从而使得该部分的强度降低而发生断裂。
一般而言,在高温区产生熔接的熔接痕强度较佳,因为高温情形下,高分子链活动性较佳,可以互相穿透缠绕,此外高温度区域两股熔体的温度较为接近,熔体的热性质几乎相同,增加了熔接区域的强度;反之在低温区域,熔接强度较差。
2、保压阶段保压阶段的作用是持续施加压力,压实熔体,增加塑料密度(增密),以补偿塑料的收缩行为。
飞机用微孔塑料连续挤出成型技术

关 键词 : 民航 ; 微孔塑料; 气泡成核; 挤出成型
Co tn u tuso o d n c o o y o ir c lu a a tc n i uo sEx r i n M l i g Te hn l g fM c o el l rPl sis
KONG i Le
个 /m 时 的 泡 沫 塑 料 称 为 “ 微 孔 塑 料 (laMcoea c 极 U t i cl r r r l
Pats” lsc)。由于这两种微孔 塑料 的泡孔直径小于可见光 的波 i 长, 故可制成透 明的材料。 L 微孑 塑料具有的这些 良好的性能使 得它在汽车 、 飞机制造 、 民航运输等领域有特殊 的用途。
为初始裂纹 的发源地 , 降低 了材料 的机械性能 。为了满 足工 业上要求 降低某些 塑料 产品 的成本而 不降低其机械性能 的
要求 ,0世纪 8 2 0年代初期, 国麻省理工大 学( T) 美 MI 的学者 J .at iJ oo . M rn、 C hn以及 NPSh等 以 C 2N 等惰性气体作 E i . .. u O、 为发泡剂研制 出泡孑 直径为微米级的泡沫塑料 , L 并将泡孑 直 L 径为 1 m~1 m,泡孔密度为 1 0 0 0 ~1 个 / c 的泡沫塑 m 料定义为微孔塑料 ( c clr lsc) Mioe a Pats。典型 的微孔塑料的 r l i
( u nzo iiA it nC l g , u n zo 5 0 0 ,C ia G a gh uCv v i o ee G agh u 4 3 hn) l ao l 1
Ab t a t h o t u u xr so l i g t c n lg fmi r c l l rp a t s wa u s r c :T e c n i o se t i n mo d n e h oo y o c o el a l si s s mma ie .F o t e n u u c r d r m h z
光学成像技术在微孔泡沫塑料成型研究中的应用

料 相 比 , 疲 劳 寿命 可 延长 5倍 , 其 断裂 韧性 可 提 高近 4倍 , 击 强 度 可 提 高 6—7倍 , 收 冲 击 能 量 可 增 冲 吸
加 5 7倍 。 由 于微 孔 泡 沫 塑 料 具 有 以上 各 种优 点 , 因此 其
是 由非 平 衡 条件 引 起 的 ; 典 成 核 理 论 将 气 泡 成 核 经
发潜 力 , 微孔 泡 沫 塑 料 制 造 技 术 的难 度 比一 般 的 但
等) 的影 响, 在实际 的挤 出发 泡成型或 注塑发泡 而
成 型过 程 中 , 塑料 熔 体 是 在 流 出 口模 后 才 成 核 膨 胀
的。拉伸与剪切流动使聚合物熔体 的分子链发生取
向 , 变 了分 子链 间空 穴 尺 寸 大小 的分 布 情况 , 改 这必 然影 响 到 气泡 的成 核 行 为 。在 聚合 物熔 体 挤 出 口模
摘要
介 绍 了 微 孔 泡 沫 塑料 的 特 点 及 其 应 用 , 分析 了 国 内外 对微 孔 泡 沫 塑料 的 研 究现 状 。提 出 了在 微 孔 泡 沫
塑料的 成型研 究中, 利用 光学成像技 术来观 察挤 出熔体 中的发 泡情 况的方 法。采 用这一 方 法可直观 地观 察 气泡的 成核和 气泡的 生长状 况 , 而达到对微孔 泡沫塑料 的成 型进 行在 线 实时检测 的 目的。指 出了光 学成 像技 术在微 孔 从
过 程看 成 是 孤立 的和 在 静 态 条件 下进 行 的 , 理 论 该
没有 反 映 出 口模 流 场 中动 态 条 件 ( 伸 、 切 、 动 拉 剪 振
用 途很 广 , 汽 车 、 空 和其 它 运输 器 材等 领域 有 着 在 航 特 殊 的应用 价 值 ; 孔泡 沫 塑料 的 泡孔 极小 , 微 可用 于 食 品包 装 、 物 医学 材 料 、 压 电缆 绝 缘 层 及 通 讯 、 生 高 电信 等 方 面 。因此 微 孔泡 沫 塑料 是 一种 具 有极 宽 广 的 应用 领域 的新 型 高性 能 功 能 材 料 , 有 极 大 的 开 具
微孔塑料注塑成型技术及其发展

( c o l fMa e il ce c n n i e rn S h o t r sS in ea d E gn e ig,Ja g u Unv r i o a in s ie st y,Z e ja g ,in s 2 2 1 ) h n in Ja g u, 1 0 3
Ab ta t sr c :Th r c s n h q ime t fmir c l lrijcin mo dn r r s n ep o e sa d t ee up n so co el a n e t lig a ep e e — u o
关 键 词 : 微 孔 塑 料 微孔 注 塑 工 艺 超 临界 流 体 述 评
M ircl lrIjcinM odn n t D vlp n co el a n t liga dIs eeo me t u e o
W a ia ng Leg ng GuYa u nr H ua o ng Ya W a g Yu n n
mo e n h r c s fmir c lua n e t n a er c mme d d Th e eo ig p o p c d la dt ep o e so co el lrijci r e o o n e. ed v lpn r s e t
o co ellrijcin mo dn sf rc se . fmirc l a n e t li gi o e a td u o Ke r s mir c l lrp a t ;mir c l lrijc inmodn e h oo y u e cii ywo d : co el a ls i u c c o el a e t li gt c n lg ;s p rrt— u n o
td b ify e rel.Th h rc eit sa d t ea a t bl iso c oc l lrijc in modn n ec a a trsi n h d p a i t fmir lel a n e t l ig a d c ie u o ta i o a ne t n p o e s s a e c mp rd a d a ay e n d ti Th r dt n lijci r c s e r o a e n n lz d i eal i o . e CAE smua ig i lt n
超临界CO_2微孔发泡技术制备PLA生物医用材料的研究

第31卷第10期实验室研究与探索Vol.31No.10超临界CO 2微孔发泡技术制备PLA 生物医用材料的研究金承钰a ,b ,朱丽娟b,左军b ,陈万涛b (上海交通大学a.分析测试中心,上海200240;b.医学院附属上海市第九人民医院,上海200011)摘要:采用超临界CO 2发泡技术(SCF )结合高压差示扫描量热仪(DSC ),通过发泡温度调节PLA 的结晶状态,制备了PLA 多微孔三维立体结构。
该结构无泡孔塌陷现象,孔壁及界面平滑,孔隙间小微孔为连通孔,开孔率较好。
CAL27细胞在多孔PLA 上生长良好,完全铺展并伸出丰富的丝状伪足与相邻细胞紧密接触,不同浓度多孔PLA 材料浸提液中细胞培养48小时后生长状态良好并可成功装载10%顺铂于多孔PLA 基材。
由此可见,SCF 技术制备的多孔PLA 材料三维连通结构良好,具有优良的生物相容性,且无毒无害,能装载药物,可作为生物医用材料选择之一。
关键词:超临界CO 2发泡;多孔PLA ;顺铂载药中图分类号:Q 81文献标志码:A 文章编号:1006-7167(2012)10-0280-03Fabrication of PLA Microcellular Foams withSupercritical Carbon Dioxide TechnologyJIN Cheng-yu a ,b,ZHU Li-juan b ,ZUO Jun b ,CHEN Wan-tao b(a.Instrumental Analysis Center ,Shanghai 200240;b.Affiliated Shanghai 9th People ’s Hospital ofMedicine School ,Shanghai Jiaotong University ,Shanghai 200011,China )Abstract :In this study ,supercritical carbon dioxide (scCO 2)was applied to produce PLA microcellular foams with open cell structure.The foam cell wall was smooth with open pores.The CAL cells cultured on PLA microcellular foams were spread well and the filopodia were connected with each other.The cells grew well with 48h incubation of different concentrations of PLA foams extractive solution.10%of cisplatin was loaded successfully on PLA microcellular foams.Thus ,it is proved that supercritical CO 2is a suitable choice to fabricate PLA microcellular foam with open cell structure for their good properties ,such as biocompatibility ,non-toxicity and easily drug loading in biomedical material field.Key words :supercritical CO 2foam ;PLA microcellular foams ;cisplatin-loaded收稿日期:2012-06-01基金项目:上海交通大学“医工交叉研究基金”(YG2010MS92)作者简介:金承钰(1974-),江苏常州人,女,博士,副研究员,研究方向:纳米结构与细胞的相互作用,E-mail :cyjin@sjtu.edu.cn 0引言PLA 系列是一种典型的、分子链均呈线性结构的低熔体强度聚合物,因其具有良好的生物相容性、可降解成对生物体无毒的小分子并通过代谢排出体外等特点,因而被广发应用于组织工程领域[1]。
工程塑料 物理微球发泡
工程塑料物理微球发泡
工程塑料的物理微球发泡是一种常见的塑料加工技术,通过在塑料中引入微小的气泡来降低材料的密度,同时提高材料的隔热、隔音和缓冲性能。
该技术的基本原理是在塑料熔融状态下,将惰性气体(如氮气、二氧化碳等)注入其中,形成微小的气泡。
这些气泡在塑料中均匀分布,形成了一种多孔的结构。
物理微球发泡技术具有许多优点。
首先,它可以显著降低塑料的密度,从而减轻制品的重量。
这对于汽车、航空航天和电子设备等领域非常重要,可以降低能耗和提高产品的便携性。
其次,发泡后的塑料具有较好的隔热和隔音性能,可以提高产品的热稳定性和噪音隔离效果。
此外,微球发泡还可以提高塑料的缓冲性能,使其在受到冲击或振动时能够更好地吸收能量,保护产品免受损坏。
在实际应用中,物理微球发泡技术可以与其他塑料加工技术相结合,如注塑、挤出、吹塑等,以制备各种不同形状和性能的产品。
同时,通过控制发泡的参数,如气体压力、温度和时间等,可以调整泡沫的密度、孔径和力学性能,以满足不同应用的需求。
总的来说,工程塑料的物理微球发泡技术为塑料材料的改性和性能提升提供了一种有效的途径,使其在轻量化、隔热、隔音和缓冲等方面具有更优异的表现。
一分钟掌握十大塑料成型工艺
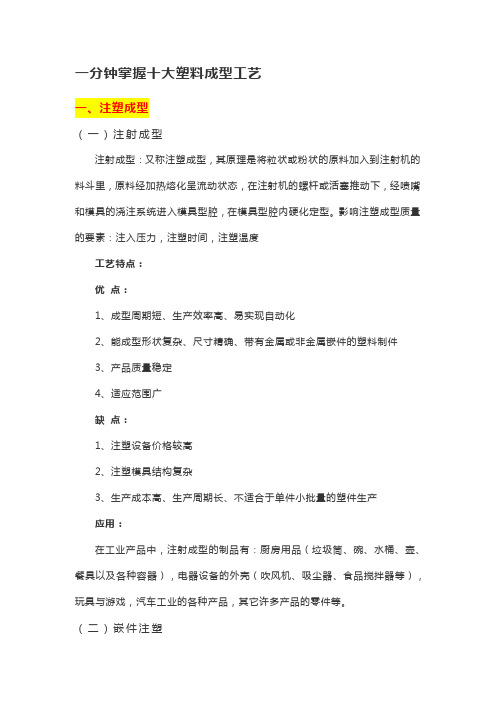
一分钟掌握十大塑料成型工艺一、注塑成型(一)注射成型注射成型:又称注塑成型,其原理是将粒状或粉状的原料加入到注射机的料斗里,原料经加热熔化呈流动状态,在注射机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进入模具型腔,在模具型腔内硬化定型。
影响注塑成型质量的要素:注入压力,注塑时间,注塑温度工艺特点:优点:1、成型周期短、生产效率高、易实现自动化2、能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件3、产品质量稳定4、适应范围广缺点:1、注塑设备价格较高2、注塑模具结构复杂3、生产成本高、生产周期长、不适合于单件小批量的塑件生产应用:在工业产品中,注射成型的制品有:厨房用品(垃圾筒、碗、水桶、壶、餐具以及各种容器),电器设备的外壳(吹风机、吸尘器、食品搅拌器等),玩具与游戏,汽车工业的各种产品,其它许多产品的零件等。
(二)嵌件注塑嵌件注塑:嵌件成型(insertmolding)指在模具内装入预先准备的异材质嵌件后注入树脂,熔融的材料与嵌件接合固化,制成一体化产品的成型工法。
工艺特点:1、多个嵌件的事前成型组合,使得产品单元组合的后工程更合理化。
2、树脂的易成型性、弯曲性与金属的刚性、强度及耐热性的相互组合补充可结实的制成复杂精巧的金属塑料一体化产品。
3、特别是利用了树脂的绝缘性和金属的导电性的组合,制成的成型品能满足电器产品的基本功能。
4、对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑成型制成一体化产品后,可省去排列密封圈的复杂作业,使得后工序的自动化组合更容易。
(三)双色注塑双色注塑:是指将两种不同色泽的塑料注入同一模具的成型方法。
它能使塑料出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的使用性和美观性。
工艺特点:1、核心料可以使用低黏度的材料来降低射出压力。
2、从环保的考虑,核心料可以使用回收的二次料。
3、根据不同的使用特性,如厚件成品皮层料使用软质料,核心料使用硬质料或者核心料可以使用发泡塑料来降低重量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微孔发泡成型技术
微孔发泡成型技术是一种新型的材料成型方法,其原理是在高压下将液态物质注入到具有微小孔隙的模具中,通过蒸发或反应使其快速发泡,最终形成具有一定形状和结构的固体材料。
该技术具有以下优点:一是可以制备出具有均匀孔隙分布和孔径大小可调的材料,具有优异的吸附、隔热、吸声等性能;二是可以制备出复杂形状的材料,如多孔体、泡沫板、管材等;三是工艺简单,无需使用昂贵的设备和材料,成本低廉。
目前,微孔发泡成型技术已经在多个领域得到了广泛应用,如建筑、汽车、航空航天、环保等领域。
在建筑领域,它可以用于制备隔音吸音材料和保温材料;在汽车领域,它可以用于制备轻量化零部件,提高汽车的燃油经济性和安全性;在环保领域,它可以用于制备高效吸附剂和污染治理材料等。
未来,随着科技的不断进步和应用范围的拓展,微孔发泡成型技术将会得到更广泛的应用,并为各行各业的发展带来更多机遇和挑战。
- 1 -。