2热轧带钢生产工艺
轧钢工艺流程(1)
轧钢工艺流程从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行轧制以后,才能成为合格的产品。
从炼钢厂送过来的连铸坯,首先是进入加热炉,然后经过初轧机反复轧制之后,进入精轧机。
轧钢属于金属压力加工,说简单点,轧钢板就像压面条,经过擀面杖的多次挤压与推进,面就越擀越薄。
在热轧生产线上,轧坯加热变软,被辊道送入轧机,最后轧成用户要求的尺寸。
轧钢是连续的不间断的作业,钢带在辊道上运行速度快,设备自动化程度高,效率也高。
从平炉出来的钢锭也可以成为钢板,但首先要经过加热和初轧开坯才能送到热轧线上进行轧制,工序改用连铸坯就简单多了,一般连铸坯的厚度为150~250mm,先经过除磷到初轧,经辊道进入精轧轧机,精轧机由7架4辊式轧机组成,机前装有测速辊和飞剪,切除板面头部。
精轧机的速度可以达到23m/s。
热轧成品分为钢卷和锭式板两种,经过热轧后的钢轨厚度一般在几个毫米,如果用户要求钢板更薄的话,还要经过冷轧。
与热轧相比,冷轧厂的加工线比较分散,冷轧产品主要有普通冷轧板、涂镀层板也就是镀锡板、镀锌板和彩涂板。
经过热轧厂送来的钢卷,先要经过连续三次技术处理,先要用盐酸除去氧化膜,然后才能送到冷轧机组。
在冷轧机上,开卷机将钢卷打开,然后将钢带引入五机架连轧机轧成薄带卷。
从五机架上出来的还有不同规格的普通钢带卷,它是根据用户多种多样的要求来加工的。
冷轧厂生产各种各样不同品质的产品,那飞流直下,似银河落九天的是镀锡板,那银光闪闪的是镀锌板,有红、黄、兰各种颜色的是彩色涂层钢板。
镀锡板是制造罐头和易拉罐的原料,又叫马口铁,以前我国所需要的镀锡板全靠进口,自从武钢镀锡板大量生产后,部分替代了进口货。
武钢生产镀锡板采取的是电镀锡工艺,这些镀锡板好像镜子一样,光鉴照人,就像诗人描写的:“轧钢工人巧手绘锦帐,千万面银镜送给心爱的姑娘,你知道不知道,在那爱妻牌洗衣机上,有我们汗水的芬芳”。
镀锌板的生产工艺有两种,一种是热镀锌,一种是电镀锌。
涟钢炼钢、轧制生产工艺流程
四辊粗轧机
用途:与E立辊轧机一起经 5-7道次轧制。 型式:四辊可逆。 轧制压力:55000 KN 主电机功率:11000KW 轧制速度:0-3.25-6.5 m/s 最大压下量:50 mm 压下速度:0-40 mm/s 压下方式:电动APC+液压 HGC 工作辊尺寸: Ф1250/Ф1150×2250 mm 工作辊材质:高鉻钢 工作辊磨辊:可带箱磨辊
●钢板(或板带钢)按轧制温度分为热轧钢板和冷轧钢板;
按用途分为桥梁板、锅炉板、造船板、汽车板、电工板 ●钢板是应用最为广泛的钢材之一,用厚×宽来表示。
0.2~3mm的钢板称为薄板,热轧薄板(包括带钢)在工 业发达国家中已占钢板总量的80%左右,占钢材总产量 的50%以上,因而在现代轧钢生产中占有重要地位。
6、板材认证
序号 1 认证产品 管线钢 牌号 认证机构
X80及X80以下 国家质检总局 HP295 HP325 LGNS1
2 3
气瓶钢 耐硫酸露点腐蚀钢
国家质检总局 中国烟草总公司
4
船板用钢
A、B级
CCS
5
火车车厢板
09CuPCrNiA Q450NQR1
■ 型钢可分为大型材、中型材和小型材等。 接和镀层等钢材; 低合金钢等等;
■ 根据加工方式分为热轧材、冷轧、冷拔、 锻压、焊
■ 根据钢的材质或性能分为:优质钢、普通钢、合金钢、
■ 根据钢材的用途分为:造船板、锅炉板、油井管、油
气输送管、电工用钢等等。
三) 轧制的基本概念 ●轧钢是利用金属的塑性使金属在两个旋转的轧辊之间 受到压缩产生塑性变形,从而得到具有一定形状、尺寸和 性能的钢材的加工过程。 ●被轧制的金属叫轧件;使轧件实现塑性变形的机械设 备叫轧钢机;轧制后的成品叫钢材。 ●经加工变形后的金属中,随着温度的增加,其晶体组 织有出现重新改组为新晶粒的现象,称为金属的再结晶。 ●金属进行再结晶的最低温度称为金属的再结晶温度。 T再=(0.35-0.40)TM TM:金属的熔点,以绝对温度K表示。
轧钢工艺基础知识
一、轧钢的基本概念及分类:
一、轧钢的基本概念及分类:
一、轧钢的基本概念及分类:
轧制过程是靠旋转的轧辊与轧间之间形成的摩擦力将轧 件拖进辊缝之间,并使之受到压缩产生塑性变形的过程。轧制 过程除使轧件获得一定形状和尺寸外,还必须使组织和性能得 到一定程度的改善。为了了解和控制轧制过程,就必须对轧制 过程形成的变形区及变形区内的金属流动规律有一概括的了解。
7、飞剪
飞剪位于热卷箱后,精轧机组 前,主要用于切去中间坯不规则的 头部和尾部,以便于精轧机的咬入。 设备形式: 转鼓式 ,两对刀片,一对弧形 刀片用于切头,一对弧形刀片用于 切尾。剪刃在转鼓上呈180°布置。 技术参数: 最大允许剪切力 14000KN 剪切断面 55×2000mm(max) 最低剪切温度 ≥900 ℃
一、轧钢的基本概念及分类:
按金属塑性变形的加工方式,即综合考虑工具的特征及工件的变形方式, 可将塑性变形方法分为五大类(见下表)
类别 锻造 挤压 拉拔 冲压 轧制
工具特征 直线运动的锻锤或锻模 直线运动的挤压板及带挤压模的液压缸 直线运动的夹头及拉拔模架 直线运动的冲模 直线运动的轧辊
工件变形方式 在锻模件体积变形 在挤压模孔中挤出 在拉拔模孔中拉出 在冲模间板料成形 在轧辊间压缩成形
12、钢卷运输
钢卷运输装置位于卷取机出口,主要用于从卷取机下线的成品钢卷输送 至钢卷库。
二、热轧带钢设备、技术发展过程:
我国第一套热轧宽带轧机 1957年 鞍钢 全套苏联引进 2800/1700 半连轧 板卷:1.8~8.0mm 钢板:4~50mm 设计能力: 80万吨 1999年273万吨
武钢1700 1978年 引进日本新日铁 本钢1700 攀钢1450 国内自行设计制造 技术水平低 经过了多次改造
热连轧过程及计算机控制(L-2)
(3) 半连续式热带轧机(Semi-continuous Hot Strip Mills)(图2-3a) 粗轧机有两个以上的可逆机座,或者全部为可逆机座。
(4) 3/4连续式热带轧机(3/4 Continuous Hot Strip Mills)(图2-3c) 4座粗轧机中有一个可逆机座。
生产效率提高。 (5)热加工变形可引起组织性能的变化,以满足对产品某些组织与性能的要求。
WUST
图1-1 铁碳合金相图
WUST
热加工变形除具有上述优点,使之在生产实践中得到广泛的应用外,同其 他加工方法相比较它也有如下的不足:
(1) 对薄或细的轧件由于散热较快,在生产中保持热加工的温度条件比较 困难;
(2) 热加工后轧件的表面不如冷加工生产的尺寸精确和光洁; (3) 热加工后产品的组织及性能不如冷加工时均匀; (4) 从提高钢材的强度来看,热加工不及冷加工。
热加工变形可以认为是加工硬化和再结晶两个过程的相互重叠。在此过 程中由于再结晶能充分进行和变形时靠三向压应力状态等因素的作用,可使:
(1) 铸态金属组织中的缩孔、疏松、空隙、气泡等缺陷得到压密或焊合。 (2) 在热加工变形中可使晶粒细化和夹杂物破碎。 (3)金属在热变形过程中产生带状组织。
(5) 带卷取箱的热带轧机(图2-4)
WUST
Left Furnace Coiler
FourHight Mill
Right Furnace Coiler
Slab Feed roll
Fig.2-1 Schematic diagram of Steckel mill
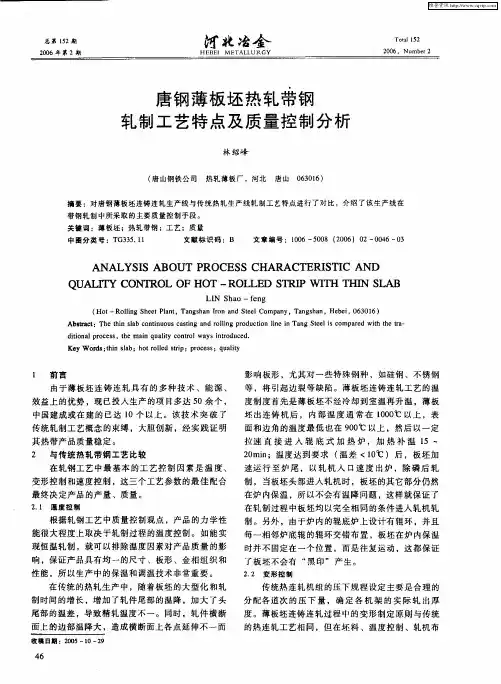
唐钢薄板坯热轧带钢轧制工艺特点及质量控制分析
冶舭
全一QUALr Y ONTRoL FHoT—RoI 皿 r C o J
dton lpr c s ii a o e s,te m an q l y c tolw a s ito c d. h i uai onr y n r du e t
由于薄板 坯 连铸 连 轧 具 有 的 多种 技 术 、能 源 、
效益 上 的优势 ,现 已投 入生产 的项 目多 达 5 0余 个 ,
中国建成 或在 建 的 已达 l 0个 以上 。该 技 术 突 破 了
度制 度首先 是 薄板 坯不 经冷却 到室温再 升温 ,薄 板
坯 出连铸 机 后 , 内部 温 度 通 常 在 10 o 00 C以上 ,表
Ab t c :Th h n sa o t u u a t g a d r l n r d ci n l e i n te s c mp r d wi h r — sr t a e t i lb c n i o sc si n o l g p o u t i n Ta g S e li o a e t te ta n n i o n h
响 ,保 证产 品具 有均 一 的尺 寸 、板形 、金 相组 织 和
每 一相 邻炉 底辊 的辊 环交错 布 置 ,板坯 在炉 内保 温
时并 不 固定 在一 个位 置 ,而是 往 复运动 ,这 都保 证
了板 坯不会 有 “ 印” 产 生 。 黑
22 变 彩控 制 .
性 能 ,所 以生产 中的 保温 和调温 技术非 常重 要 。
轧钢工艺汇报ppt课件
轧钢的一些基础性概念
轧钢概念 轧钢原料 轧钢过程 轧钢产品
一.热轧 优点:可以破坏钢锭的铸造组织,细化钢材的晶粒 ,并消除显微组织的缺陷,从而使钢材组织密实,力学性能 得到改善。这种改善主要体现在沿轧制方向上,从而使钢材 在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹 和疏松,也可在高温和压力作用下被焊合。 缺点:1.经过热 轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物 ,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层 使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝 收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈 服点应变的数倍,比荷载引起的应变大得多; 2.不均匀冷 却造成的残余应力。残余应力是在没有外力作用下内部自相 平衡的应力,各种截面的热轧型钢都有这类残余应力,一般 型钢截面尺寸越大,残余应力也越大。残余应力虽然是自相 平衡的,但对钢构件在外力作用下的性能还是有一定影响。 如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。
辊道、夹送辊、助卷辊和卷筒的速度均超前于末
机架轧制速度;
当带钢被卷取机咬入以后,热输出辊道、
夹送辊、卷取机随精轧机速度同步;
当带钢尾部离开末机架后,热输出辊道、
夹送辊要滞后于卷取机卷取速度。
g) 钢卷运输、检查、称重、喷印、 入库
钢卷运输系统采用快速运输链、步进 梁、提升回转装置、回转台组合运输方式。 依次完成开卷检查取样、打捆、标记、入 库等。
工艺流程
镀层、剪切和包装 需镀层的钢板送镀锌、镀锡或有机涂层
机组加工。 一般冷轧板于平整后剪切。有纵剪和横
剪,纵剪是剪边或按需要的宽度分条,横剪 是将带卷按需要长度切成单张板。剪切好的 成品板带,经检查分类后,涂防锈油包装出 厂。
轧钢热轧冷轧工艺介绍PPT学习教案课件
2)冷加工无缝钢管的生产方法 用冷加工方法生产无缝钢管主要有冷轧、冷拔和冷
旋压法。 3)焊管生产方法
焊管生产的实质是:将管坯(钢板或带钢)用不 同成型方法弯曲成所需要的钢管形状,然后用不同的 焊接方法将其焊接成钢管。
第39页/共41页
②电焊管生产 电焊管生产具有尺寸范围广、可以生产各种成分的钢管
连铸机
隧道式加热
结
炉
晶
器
摆动剪
精轧机
飞剪 除鳞箱 第33页/共41页
卷取机 层流冷却
② ISP工艺(Inline Strip Production )
ISP工艺,即在线热带生产工艺。 1992年1月在意大利的阿尔维迪 公司建成世界上第一条生产线,该类生产线是目前世界上最短的薄板坯 连铸连轧生产线。世界上已经建成5条。
宝钢5m轧机采用世界最先进工艺与设备,试 车成功。
第28页/共41页
(3)中厚板生产的工艺流程
原料
加热
除鳞
轧制
冷矫
冷床
热矫
层流冷却
冷床
剪切
喷印
包装
第29页/共41页
轧制
中厚板的轧制过程大致可分为粗轧和精轧。
(1)全纵轧法 当板坯宽度大于或等于钢板宽度时,即可不用展宽而直接纵轧成
成品。
(2)横轧-纵轧法或综合轧制法 先进行横轧将板坯展宽至所需宽度以后再转90°进行纵轧完成。
1)冷轧的含义 金属学说法:加工温度低于该钢种在特定变形条件下的再 结晶温度的压力加工称为“冷加工”;
工业上的习惯:坯料事先不经过再加热的常温轧制过
程。
2)冷轧的工艺特点 (1)冷轧中的加工硬化; (2)冷轧中的工艺冷却和润滑; (3)冷轧中的张力轧制。
3.2 轧制
缝隙,产生压缩变形,主要在长度
方向产生延伸的过程。
轧制演示
•
轧制的目的
成形 改质、提高性能
• 轧制得到广泛应用,大部分金属以轧态使用。如:
• 钢材 90% • 铝及合金 35—45% • 铜及合金 60—70%
压下系数 h0 h1 压下率 h h 100% 0 l1 延伸系数 l0 宽展b b1 b0
2. 轧制过程的金属流动
设:轧件无宽展,垂直截面水平流动速度相同,则按体积不变条件可知, 变形区流动速度变化: • • • 在轧辊入口:金属的流动速率 < 轧辊表面圆周速度 在轧辊出口:金属的流动速率 > 轧辊表面圆周速度 则在变形区存在一个金属流速 = 轧辊表面园周速度的地方→中性面
B/H的大小代表了生产技术的难度。
(2)分类 ① 板带材按厚度分为三大类:
中4 ~ 20m m 中厚板 厚20 ~ 60m m 特厚 60m m 薄板和带材0 2 ~ 4m m 极薄带材和薄材0 001~ 0 2m m
② 按用途可分为:
进,在固定的顶头作用下,穿成 空心毛管。
② 轧管: 穿孔机形成的毛管表面极不平整,尺寸精度差。因此,要在 自动轧管机上轧成薄壁荒管,然后,再经2-3道次轧制到成
品壁厚。总延伸率1.8-2.2
③ 均整 消除荒管的内外表面缺陷和椭圆度、壁厚均匀化。
用带芯棒斜轧方法完成。均整后管材直径扩大3-9%,
长度缩短1-6%
在简单轧制情况下,驱动两辊的轧制力矩
M M1 M 2
M pRh(b0 b1 )
热轧带钢生产中的板形控制(三篇)
热轧带钢生产中的板形控制热轧带钢是一种由连续轧机通过高温轧制过程中制造的带状钢材,具有广泛的应用领域,如建筑、机械制造、汽车工业等。
然而,在热轧带钢生产过程中,由于各种因素的影响,往往会出现板形问题,即钢带在轧制过程中出现不平整、弯曲或起波等现象。
这不仅影响了带钢的质量和性能,还会给下道工序的加工带来困难和影响。
因此,热轧带钢生产中的板形控制至关重要。
板形问题的产生原因多种多样,下面将分析几个主要的因素,并介绍相应的控制措施。
1. 型辊和辊系的设计和调整:型辊是轧制过程中起着塑性变形和形状控制作用的关键元件。
首先,型辊的选择应根据带钢的要求和钢种的性质进行选择,以确保能够得到所需的板形公差。
其次,型辊和辊系的调整是关键,应确保辊系的轴线垂直于水平线,并且各辊之间的间隙和压力均匀,以避免板形问题的产生和扩大。
2. 加热温度的控制:加热温度是热轧带钢生产中的重要参数之一,直接影响到钢材的塑性变形和板形控制。
在加热过程中,应控制好加热温度的均匀性和稳定性,避免温度过高或不均匀导致的板形问题。
此外,还应注意控制加热速度和冷却速度,以控制好板坯的温度梯度,避免板坯的不均匀热胀冷缩引起的板形问题。
3. 轧制工艺的优化:轧制工艺是实现板形控制的关键。
首先,应合理选择轧制规范,确定合适的轧制温度和轧制比例,以控制好板材的塑性变形和减小残余应力。
其次,应注意轧制过程中的控制,在控制好板材的进给速度和板坯的温度梯度的同时,要控制好辊系的磨损和辊承力等参数,以避免板形问题的产生。
4. 板形测量和反馈控制:板形问题的产生往往是由于辊系和工艺参数的变化引起的,因此要及时发现和识别板形问题的存在和变化,就需要进行板形的测量和反馈控制。
目前,常用的板形测量方法主要有激光束法、光干涉法和摄像机法等,通过对板形的实时测量和分析,可以及时调整辊系和工艺参数,以达到板形控制的目的。
总之,热轧带钢生产中的板形控制是一个复杂的问题,需要从多个方面进行综合分析和控制。
热轧带钢层流冷却技术
汇报人: 日期:
目录
• 层流冷却技术概述 • 层流冷却技术的基本原理 • 层流冷却技术的设备与系统 • 层流冷却技术的工艺与控制 • 层流冷却技术的实验研究与案例分析 • 参考文献
01
层流冷却技术概述
定义与特点
层流冷却技术定义
层流冷却是一种热轧带钢冷却技术,通过控制冷却水流量和 喷嘴布置,实现带钢表面和心部的均匀冷却,达到控制钢材 组织和性能的目的。
层流冷却设备的类型与结构
横流式冷却设备
横流式冷却设备是一种常见的层 流冷却设备,其特点是将带钢横 向通过冷却水幕,实现带钢的均
匀冷却。
竖流式冷却设备
竖流式冷却设备是一种将带钢上 下移动通过冷却水幕的设备,其 优点是可以实现带钢的快速冷却
。
复合流式冷却设备
复合流式冷却设备是一种结合横 流和竖流特点的设备,其优点是 可以根据工艺需求实现任意比例 的横竖流组合,达到最佳的冷却
发展趋势二
绿色制造和可持续发展成为主流趋势,层流冷却技术将更 加注重环保和节能减排,减少对环境的影响和资源消耗。
06
参考文献
参考文献
1 2
引用文献1
作者1,出版年份1,标题1,期刊/出版社1,卷 号1,期号1,页码1-1-1-20。
引用文献2
作者2,出版年份2,标题2,期刊/出版社2,卷 号2,期号2,页码2-1-2-30。
层流冷却设备的维护与保养
01
02
03
定期检查
定期对层流冷却设备进行 检查,包括喷嘴、水泵、 过滤器等关键部件,确保 设备正常运行。
清洗保养
定期对喷嘴系统进行清洗 保养,防止喷嘴堵塞或磨 损,保证冷却效果。
更换部件