轴套零件的工艺分析和加工(毕业设计)

零件图
轴套三维图
轴套三维图
轴套类零件的工艺设计与加工
摘要:随着数控技术的发展,数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,它对国计民生的一些重要行业的发展起着越来越重要的作用。随着科技的发展,数控技术也在不断的发展更新,现在数控技术也称计算机数控技术,加工软件的更新快,CAD/CAM 的应用是一项实践性很强的技术。如像UG , PRO/E , Cimitron , MasterCAM ,CAXA制造工程师等。
数控技术是技术性极强的工作,尤其在模具领域应用最为广泛,所以这要求从业人员具有很高的机械加工工艺知识,数控编程知识和数控操作技能。本文主要通过c 车削加工配合件的数控工艺分析与加工,综合所学的专业基础知识,全面考虑可能影响在车削加工中的因素,设计其加工工艺和编辑程序,完成配合要求。
关键词: 车削;CAD/CAM;配合件零件加工
前言
毕业设计是专业教学工作的重要组成部分和教学过程中的重要实际性环节。
毕业设计的目的是:通过设计,培养我们综合运用所学的基础理论知识,专业理论知识和一些相关软件的学习,去分析和解决本专业范围内的一般工程技术问题的能力,培养我们建立正确的工艺设计思维,学会查找工具书,掌握数控工艺设计的一般程序,规范和方法。
本次设计选择的课题为轴类零件的车削加工工艺设计及其数控加工程序编制。
这次毕业设计让我们对机械制图的基础知识有了进一步的了解,同时也
为我们从事绘图工作奠定了一个良好的基础。并锻炼了自己的动手能力,达到了学以致用的目的。它是一次专业技能的重要训练和知识水平的一次全面体验,是学生毕业资格认定的重要依据,同时也为我们将来走向
工作岗位奠定了必要的理论基础和实践经验。
目录
前言
第一章零件工艺分析......................................... 错误!未定义书签。
零件的分析........................................ 错误!未定义书签。
零件的结构分析.............................. 错误!未定义书签。第二章毛坯的选择........................................... 错误!未定义书签。
毛坯的种类........................................ 错误!未定义书签。
选择毛坯的原则.................................... 错误!未定义书签。第三章数控加工工艺设计..................................... 错误!未定义书签。
定位基准的确定.................................... 错误!未定义书签。
基准的概念及分类............................ 错误!未定义书签。
定位基准的选择.............................. 错误!未定义书签。
工艺路线的拟订.................................... 错误!未定义书签。
表面加工方法的选择.......................... 错误!未定义书签。
机床设备与工艺装备的选择.......................... 错误!未定义书签。
加工阶段的划分.................................... 错误!未定义书签。
工序的划分........................................ 错误!未定义书签。
工序顺序的安排.................................... 错误!未定义书签。
加工余量的确定.................................... 错误!未定义书签。
影响加工余量的因素.......................... 错误!未定义书签。
加工余量的确定——计算法、查表法和经验估计法错误!未定义书签。第四章工序卡制定........................................... 错误!未定义书签。第五章数控程序编制......................................... 错误!未定义书签。参考文献..................................................... 错误!未定义书签。谢辞 ........................................................ 错误!未定义书签。附表1 ................................... 错误!未定义书签。附表2 ................................... 错误!未定义书签。附表3 ................................... 错误!未定义书签。附表4 ................................... 错误!未定义书签。
第一章零件工艺分析
1.1零件的分析
1.1.1零件的结构分析
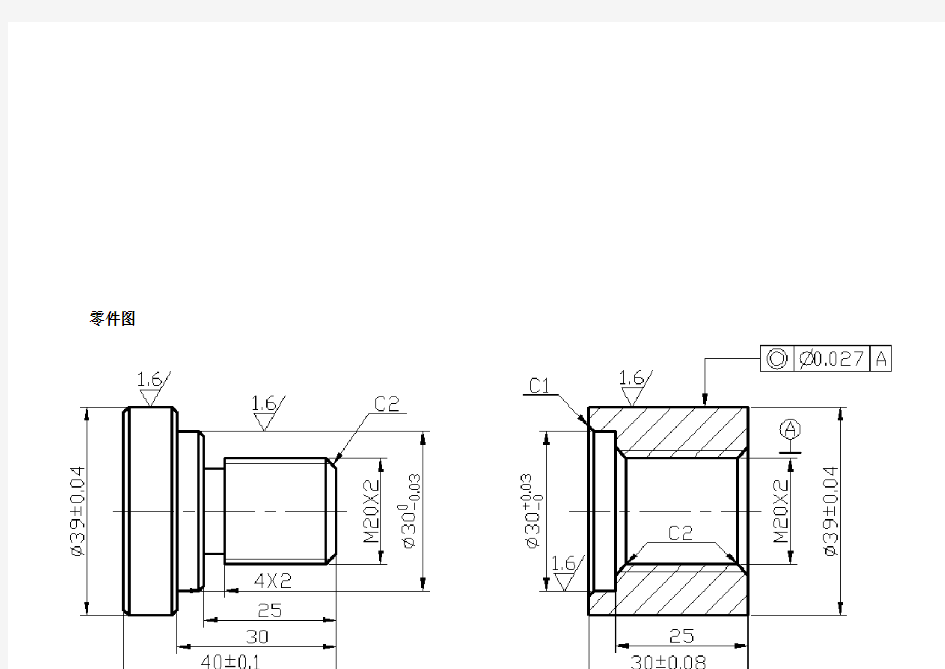
该零件为轴类零件。表面由外圆柱面,阶梯外圆面,退刀槽及螺纹等表面组成,其中Φ39,Φ30这两个直径尺寸有较高的尺寸精度和表面粗糙度要求。表面粗糙度要求为,为了保证同轴度通常减小切削力和切削热的影响,粗精加工分开,使粗加工中的变形在精加工中得到纠正,采用粗车——半精车——精车——粗磨——抛光,加
工时需要零件材料为45号钢,毛胚尺寸为Φ45X 80,切削加工性能较好,无热处理和硬度要求。
具体加工步骤如下:
(1)车外圆和端面确定机床坐标原点(对刀)。
(2)装夹左端面,车右端面并用尾座小钻头确定孔位,然后用顶尖装置顶紧。
(3)粗车外圆留加工余量。将图纸上尺寸加到到Φ,Φ,Φ。(4)精加工各外圆尺寸,到达图纸的要求,重点保证Φ30外圆尺寸。(5)加工退刀槽,槽4x2。
(6)用60°螺纹刀粗——精加工M20x2的螺纹达到图纸要求。(7)调头装夹,选用4mm的槽刀切断工件的同时将右端进行倒角。(8)去除毛刺,检测工件的各项要求。
该套类零件→外圆柱面,内孔,内槽,内螺纹组成。其主要特点是内外圆柱面和相关端面的形状。同轴度要求高,加工内螺纹时要与外螺纹配合进行加工,使其达到图纸要求的配合精度。加工时将上道
工序切断的棒料进行装夹,加工右面的端面,该棒料是45#钢,切削性能较好,无热处理。
加工步骤如下:
(1)车外圆和端面确定机床坐标原点。
(2)车端面并用尾座小钻头钻定孔位,然后用顶尖装置顶紧。(3)粗车Φ39外圆,同时留余量2mm进行精加工,松开顶锥,然后用Φ15的钻孔刀钻至30mm的深度。
(4)用内孔车刀镗孔粗加工内孔M20带有螺纹的孔,精镗孔的精加工余量为。
(5)用内螺纹车刀加工M20内螺纹,并与轴的外螺纹配合进行加工。(6)用45°硬质合金端面车刀倒角。
(7)调头车削左端面,保证长度为30误差为正负
(8)用内孔车刀粗加工内孔Φ30的孔,精镗孔的精加工余量留。(9)精加工Φ3的孔,保证配合件间隙在~。
(10)用45°硬质合金端面车刀倒角。
(11)去除毛刺,检测工件各项尺寸要求。
通过上述分析,可采用以下几点工艺措施:
(1)对图样上给定的几个精度要求较高的尺寸,因其公差数值较小,
故编程时要取平均值,以更好的保证加工完的零件在图纸要求
的精度范围以内。
(2)在轮廓曲线上,有三处为圆弧,其中两处为既过象限又改变进
给方向的轮廓曲线,因此在加工时应进行机械间隙补偿,以保
证轮廓曲线的准确性。
(3)为便于装夹,工件2的坯件左端应预先粗找正,车出夹持部分,
右端面也应先粗找正,车出夹持部分并钻好中心孔。工件一也
是先找正车除左右两端的夹持部分,为该零件的加工建立粗基
准。
第二章毛坯的选择
2.1毛坯的种类
(1)铸造毛坯:适合做形状复杂零件的毛坯
(2)锻造毛坯:适合做形状简单零件的毛坯;
(3)型材:适合做轴、平板类零件的毛坯;
(4)焊接毛坯:适合板料、框架类零件的毛坯。
2.2选择毛坯的原则
(1)选择原则
毛坯的形状和尺寸应尽量接近零件的形状和尺寸,以减少机械加工。
(2)毛坯选择应考虑的因素
1)生产纲领的大小:对于大批大量生产,应选择高精度的毛坯制造方法,以减少机械加工,节省材料。
2)现有生产条件:要考虑现有的毛坯制造水平和设备能力。
(3)举例
a.轴类零件:车床主轴:45号钢模锻件;阶梯轴(直径相差不
大):棒料
b.箱体:铸造件或焊接件
c.齿轮:小齿轮:棒料;大多数中型齿轮:模锻件;大型齿轮:
铸钢件
对于本零件的加工我们采用棒料来加工,选用45号钢,Φ50X100的材料加工工件一,Φ50X90的材料加工工件2,因为我们都是单件生产,所以我们以便于加工为主要目的。
第三章数控加工工艺设计
3.1定位基准的确定
3.1.1基准的概念及分类
1、基准的定义:
在零件图上或实际的零件上,用来确定其它点、线、面位置时所依据的那些点、线、面,称为基准。
2、基准的分类:
按其功用可分为:
1)设计基准:
零件工作图上用来确定其它点、线、面位置的基准,为设计基准。2)工艺基准:
是加工、测量和装配过程中使用的基准,又称制造基准。
a.工序基准:是指在工序图上,用来确定加工表面位置的基准。
它与加工表面有尺寸、位置要求。
b.定位基准:是加工过程中,使工件相对机床或刀具占据正确
位置所使用的基准。
c.度量基准(测量基准):是用来测量加工表面位置和尺寸而使
用的基准。
d.装配基准:是装配过程中用以确定零部件在产品中位置的基
准。举例如下:
各种基准示例
定位基准表示法
3.1.2定位基准的选择
定位基准包括粗基准和精基准。
粗基准:用未加工过的毛坯表面做基准。
工件一工件二的粗基准都是采用毛坯面。
精基准:用已加工过的表面做基准。
工件一的精基准为Φ36的外圆柱面,工件二的精基准是Φ46的外圆柱面。
3.2工艺路线的拟订
拟订工艺路线是设计工艺规程最为关键的一步,需顺序完成以下几个方面的工作。
工件一的工艺路线:下料→车左端面→钻引正孔→钻孔→热处理→粗车→精车→掉头→粗车→精车→检验
工件二的工艺路线:下料→正火→平端面→钻引正孔→钻孔→热处理(调制)→粗车→精车→切断→掉头→粗车→精车→检验3.2.1表面加工方法的选择
(1)各种加工方法的经济加工精度和表面粗糙度
不同的加工方法如车、磨、刨、铣、钻、镗等,其用选各不相同,所能达到的精度和表面粗糙度也大不一样。即使是同一种加工方法,在不同的加工条件下所得到的精度和表面粗糙度也大不一样,这是因为在加工过程中,将有各种因素对精度和粗糙度产生影响,如工人的技术水平、切削用量、刀具的刃磨质量、机床的调整质量等等。
某种加工方法的经济加工精度:是指在正常的工作条件下(包括完好的机床设备、必要的工艺装备、标准的工人技术等级、标准的耗用时间和生产费用)所能达到的加工精度。
加工成本与精度的关系
(2)加工方法和加工方案的选择
1)根据加工表面的技术要求,确定加工方法和加工方案;
这种方案必须在保证零件达到图纸要求方面是稳定而可靠的,并在生产率和加工成本方面是最经济合理的。
2)要考虑被加工材料的性质;
例如,淬火钢用磨削的方法加工;而有色金属则磨削困难,,一般采用金刚镗或高速精密车削的方法进行精加工。
3)要考虑生产纲领,即考虑生产率和经济性问题。如:大批大量生
产应选用高效率的加工方法,采用专用设备。例如,平面和孔可用拉削加工,轴类零件可采用半自动液压仿型车床加工,盘类或套类零件可用单能车床加工等。
4)应考虑本厂的现有设备和生产条件:即充分利用本厂现有设备和工艺装备。
在选择加工方法时,首先根据零件主要表面的技术要求和工厂具体条件,先选定它的最终工序方法,然后再逐一选定该表面各有关前导工序的加工方法。
3.3机床设备与工艺装备的选择
(1)机床设备和工艺装备的选择
1、所选机床设备的尺寸规格应与工件的形体尺寸相适应;
2、精度等级应与本工序加工要求相适应;
3、电机功率应与本工序加工所需功率相适应;
4、机床设备的自动化程度和生产效率应与工件生产类型相适应。(2)工艺装备的选择将直接影响工件的加工精度、生产效率和制造成本,应根据不同情况适当选择。
1、在中小批生产条件下,应首先考虑选用通用工艺装备(包括夹具、刀具、量具和辅具);
2、在大批大量生产中,可根据加工要求设计制造专用工艺装备。(3)机床设备和工艺装备的选择不仅要考虑设备投资的当前效益,还要考虑产品改型及转产的可能性,应使其具有足够的柔性。
3.4加工阶段的划分
2)将零件的加工过程划分为加工阶段的主要目的是:
(1) 保证零件加工质量(因为工件有内应力变形、热变形和受力变形,
精度、表面质量只能逐步提高,);
(2) 有利于及早发现毛坯缺陷并得到及时处理;
(3) 有利于合理利用机床设备。
(4) 便于穿插热处理工序:穿插热处理工序必须将加工过程划分成几
个阶段,否则很难充分发挥热处理的效果。
此外,将工件加工划分为几个阶段,还有利于保护精加工过的表面少受磕碰损坏。
3.5工序的划分
轴套零件车削工艺分析
实训一轴类零件加工工艺 传动轴机械加工工艺实例 轴类零件是常见的典型零件之一。按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。 1.零件图样分析: 图A-1传动轴
图A-1所示零件是减速器中的传动轴。它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。轴肩一般用来确定安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q 以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。这些技术要求必须在加工中给予保证。因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。 2.确定毛坯: 该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。 3.确定主要表面的加工方法: 传动轴大都是回转表面,主要采用车削与外圆磨削成形。由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。外圆表面的加工方案(参考表A-3)可为:粗车→半精车→磨削。 4.确定定位基准:
数控复杂轴类零件毕业设计
镇江高专 ZHENJIANG COLLEGE 毕业设计(论文) 复杂轴类零件的编程与仿真加工Programming and Simulation of complex shaft parts 系名:装备制造学院 专业班级:机电D132 学生姓名:朱忠康 学号:130104404 指导教师姓名:钱绍祥
指导教师职称:副教授 2016年3月
摘要 摘要 随着科学技术的快速发展,产品的精度越来越高,也越来越复杂。一种新型的机床在这种需求下产生了,数控机床不仅可以满足产品高精度和高复杂度的要求,而且还具有通用性和灵活性。数控机床包括了计算机技术、自动控制技术、伺服驱动技术、自动检测技术、精密机械技术等,是典型的机电一体化产品。数控机床体现了世界机床技术进步的主流,也反映出一个国家在制造和自动化水平技术的高低,在柔性生产和计算机集成制造等先进制造技术中起着重要作用。数控机床自动化程度高、精度高和效率高的特点被广泛应用。 本次设计选用广州数控GSK980TD机床,利用CAD软件完成零件的平面图形绘制,并对零件图进行工艺分析、确定加工路线、工艺流程等,然后手动编程,最后运用斯沃软件进行仿真加工。 关键词:工艺分析;数控编程;加工工艺;数控车削仿真加工;
镇江市高等专科学校毕业设计(论文) Abstract With the rapid development of science and technology, the precision of the products is higher and higher, also more and more complicated.A new type of machine tool is produced under this kind of demand,CNC machine tools can not only meet the requirements of high precision, high complexity, but also has the versatility and https://www.360docs.net/doc/0114013886.html,C machine tools including computer technology, automatic control technology, servo drive technology, automatic detection technology, precision machinery technology, etc., is a typical mechanical and electrical integration products. CNC machine tool reflects the mainstream of world machine tool technology progress, also reflects a national high and low in manufacturing and automation technology, in flexible production and computer integrated manufacturing and advanced manufacturing technology plays an important role. CNC machine high degree of automation, high precision and high efficiency features is widely used. This design selects Guangzhou GSK980TD numerically controlled machine tool, using CAD software to complete parts of graphic drawing, and of parts for process analysis, determine the processing route, process flow and manual programming. Finally, we use Swansoft software simulation processing. Key words:Technology analysis; CNC programming; Processing technology; NC turning simulation processing;
毕业设计论文-轴套类零件加工工艺设计
课题名称:轴套类零件加工工艺设计 姓名: 院系:机电工程系 专业:机制 班级: 指导老师: 二零一七年四月十五日 机电工程系
轴套类零件加工工艺及夹具
目录 第三章轴类零件的加工工艺 轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,主要要求如下: 1 尺寸精度比一般的零件的尺寸精度要求高。轴类零件中支承轴颈的精度要求最高,为IT5~IT7;配合轴颈的尺寸精度要求可以低一些,为IT6~IT9。 2 形状精度高。 3 位置精度高,其一般轴的径向跳动为0.01~0.03,高精度的轴为0.001~0.005。 4 表面粗糙度比一般的零件高,支承轴颈和重要表面的表面粗糙度Ra常为0.1~0.8um,配合轴颈和次要表面的表面粗糙度Ra为0.8~3.2um。 轴类零件一般常用的材料有45钢、40Cr合金钢、轴承钢GCr15和弹簧钢65Mn,还有20CrMoTi、20Mn2B、20Cr等。轴类零件最常用的毛坯是棒料和锻件,只有一些大型或结构复杂的轴,在质量允许时才采用铸件。由于毛坯经过锻造后,能使金属内部纤维组织沿表面均匀分布,可获得较高的抗拉、抗弯及抗扭强度。所以除了光轴、直径相差不大的阶梯轴可使用热轧料棒料或冷拉棒料外,一般比较重要的轴大都采用锻件。另外轴类零件的毛坯还需要经过热处理。 轴的结构设计原则: 1 节约材料,减轻重量尽量采用等强度的外形尺寸,或大的截面系数的截面形状。 2 易于轴上零件的精确定位,稳固装配拆卸和调整。 3 采用各种减少应力应用和提高强度的结构措施。 4 便于加工制造和保证精度。 轴类零件中工艺规程的制订,直接关系到工件质量、劳动生产率和经济效益。一零件可以有几种不同的加工方法,但只有某一种较合理,在制订机械加工工艺规程中,须注意以下几点: 1 零件图工艺分析中,需理解零件结构特点、精度、材质、热处理等技术要求,且要研究产
轴套零件的工艺分析和加工(毕业设计)
零件图
轴套三维图
轴套三维图
轴套类零件的工艺设计与加工 摘要:随着数控技术的发展,数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,它对国计民生的一些重要行业的发展起着越来越重要的作用。随着科技的发展,数控技术也在不断的发展更新,现在数控技术也称计算机数控技术,加工软件的更新快,CAD/CAM 的应用是一项实践性很强的技术。如像UG , PRO/E , Cimitron , MasterCAM ,CAXA制造工程师等。 数控技术是技术性极强的工作,尤其在模具领域应用最为广泛,所以这要求从业人员具有很高的机械加工工艺知识,数控编程知识和数控操作技能。本文主要通过c 车削加工配合件的数控工艺分析与加工,综合所学的专业基础知识,全面考虑可能影响在车削加工中的因素,设计其加工工艺和编辑程序,完成配合要求。 关键词: 车削;CAD/CAM;配合件零件加工
前言 毕业设计是专业教学工作的重要组成部分和教学过程中的重要实际性环节。 毕业设计的目的是:通过设计,培养我们综合运用所学的基础理论知识,专业理论知识和一些相关软件的学习,去分析和解决本专业范围内的一般工程技术问题的能力,培养我们建立正确的工艺设计思维,学会查找工具书,掌握数控工艺设计的一般程序,规范和方法。 本次设计选择的课题为轴类零件的车削加工工艺设计及其数控加工程序编制。 这次毕业设计让我们对机械制图的基础知识有了进一步的了解,同时也 为我们从事绘图工作奠定了一个良好的基础。并锻炼了自己的动手能力,达到了学以致用的目的。它是一次专业技能的重要训练和知识水平的一次全面体验,是学生毕业资格认定的重要依据,同时也为我们将来走向
轴类零件加工毕业设计
单位代码 学号 分类号 密级 毕业论文 轴类零件的数控加工工艺及编程 院(系)名称工学院机械系 专业名称数控技术 学生姓名 指导教师 2011 年4月17日
黄河科技学院毕业论文开题报告表 课题来源:(1)教师拟订;(2)学生建议;(3)企业和社会征集;(4)科研单位提供 课题类型:(1)A—工程设计(艺术设计);B—技术开发;C—软件工程;D—理论研究;E—调研报告(2)X—真实课题;Y—模拟课题;Z—虚拟课题 要求(1)、(2)均要填,如AY、BX等。
轴类零件的数控加工工艺及编程 摘要 轴类零件在整个制造工业中发挥着重要作用。在汽车领域起着连接动力装置和运动装置的部位,在重型机械领域,起着传动动力,吊卸重物的重要组成部分等。阶梯轴作为轴类零件的一种,在整个轴类零件中也扮演着重要角色。现根据其零件特性,对其加工过程作详细分析,具体过程将在正文中得以说明,确定了加工过程中所选刀具的种类、型号及其注意事项,并总结出该轴类零件的加工过程。 关键词:数控车床加工加工刀具加工工艺数控编程
CNC lathe failure analysis and maintenance of Maintenance Technology Author XXX Tutor :XX Abstract Abstract: a high precision CNC machine tools Zuowei automation equipment, its ability to secure reliable operation, the machine depends largely on the proper use and daily maintenance, machine tool Zhang Qi Weiliaobaozheng safe and stable operation, maintenance Fei Yong Jiang Di, discover and eliminate risks, thereby enhancing the economic efficiency of enterprises. Maintenance of CNC machine tools through a typical daily work highlighted several practical fault diagnosis, repair and maintenance method for your reference. Keywords:CNC machine tools, automation, diagnostics, maintenance, service
轴套零件工艺分析
零件工艺分析 零件图纸: 一、零件结构工艺分析 1.零件的选材; 1) 通过图纸可知,零件需要渗碳处理,且对渗碳层深度有要求, 2)图纸给出,该零件有焊接的需要, 3)图纸上零件给出的材料是20Cr, 4)图纸给出代用材料,允许使用20CrMo , 5)20Cr晶粒为粗晶粒,20CrMo晶粒为细晶粒,材料性能更好,
6)20CrMo淬透性较高,无回火脆性,焊接性相当好,形成冷裂的倾向很小,可切削性及冷应变塑性良好。相比20Cr,材料具有更好的韧性且满足材料代用原则, 7)考虑到零件是成批生产,为了提高加工的效率,考虑选用铸件或者锻件, 8)图纸零件并不复杂,用模锻可以满足零件毛坯要求。同时锻件相比于铸件的力学性能更好。 9)综上所述分析,零件材料选用20CrMo带孔锻件毛坯。 2.零件结构工艺分析,零件的主要、次要表面划分; (1)、零件结构工艺分析 由轴套零件图可知。轴套属于一个轴类零件,它的外表面上有3个平面需要进行加工,中心有一个通孔。因此可将其分为两组组加工表面。它们相互间有一定的位置要求。现分析如下 1)、以外圆面为主要加工表面的加工面。这一组加工表面包括:φ42.2外圆面、φ32外圆面、φ27外圆面的加工;其中φ42.2表面粗糙度要求为0.8Ram,其余为1.6Ram 2)、φ20孔为主要加工表面的孔,粗糙度为1.6Ram,以φ20孔轴线为基 准的两端面。 (2)、零件的主、次要表面划分 主要表面:①φ42.2的外圆表面,②φ20孔,③φ32孔, 次要表面:①φ27外圆面,②两端面,③各台阶面 3.机械加工的工序基准选择。 粗基准选择:主要支承孔作为主要基准。即以轴套的输入轴和输出轴的支承孔作为粗基准
轴套零件的机械加工工艺规程及夹具设计
毕业设计说明书 课题:轴套零件的加工工艺规程及夹具设计 专业: 班级: 姓名: 学号: 指导老师: 陕西国防工业职业技术学院
二O一一届毕业设计(论文)任务书 专业:数控技术班级:数控姓名:学号:一、设计题目(附图): 轴套零件机械加工工艺规程制订及第 25 工序工艺装备设计。 二、设计条件: l、零件图; 2、生产批量:中批量生产。 三、设计内容: 1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图; 2、毛坯选择: 1)、毛坯类型; 2)、余量确定; 3)、毛坯图。 3、机械加工工艺路线确定: 1)、加工方案分析及确定; 2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。 4、工艺尺寸及其公差确定: 1)、基准重合时(工序尺寸关系图绘制); 2)、利用尺寸关系图计算工序尺寸; 3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。 5、设备及其工艺装备确定: 6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。 7、工艺文件制订: 1)、编写工艺设计说明书; 2)、填写工艺规程;(工艺过程卡片和工序卡片) 8、指定工序机床夹具设计: 1)、工序图分析; 2)、定位方案确定; 3)、定位误差计算; 4)、夹具总装图绘制。 9、刀具、量具没计。(绘制刀具量具工作图)
10、某工序数控编程程序设计。 四、上交资料(除资料2使用标准A3手写外,其余电子文稿指导教师审核后,打印上交) 1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写) 2、工艺文件一套(含工艺过程卡片、每一道工序的工序卡片,工序附图); 3、机床夹具设计说明书一份;(按统一格式撰写) 4、夹具总装图一张(打印图纸);零件图两张以上(A4图纸); 5、刀量具设计说明书一份;(按统一格式撰写) 6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。 7、数控编程程序说明书 五、起止日期: 2010年月日一2010年月日(共8周) 六、指导教师: 七、审核批准: 教研室主任:系主任: 年月日 八、设计评语: 九、设计成绩: 年月日
轴套类零件的加工
日 《机加工》 课题:轴套类零件的加工 学习目标: 1、了解轴类零件的功能。 2、掌握轴类零件的结构特点。 3、掌握轴类零件的技术要求。 学习重点、难点:。 1、轴类零件的工艺路线的确定。 预习案 1、轴类零件的功用 2、写出轴类零件的工艺路线。 探究案 探究知识点一、 1、根据结构形状的不同,轴类零件可分为光轴、__________、____________、 ____________ 2、根据生产规模的不同,毛坯的锻造方式有___________、_______________两种 3、轴类零件的几何形状精度主要是指___________________、____________________、_________________、____________________、__________________________. 4、套类零件在机器中主要起___________和_____________作用. 5、套类零件的常用材料有__________、___________、__________、__________、__________、_______ 6、套类零件的毛坯主要根据_____________、____________________、__________________及 _______________________等因素来选。 探究知识点二、 防止套类零件变形的工艺措施 1、 2、 3、
探究知识点三、 保证内外圆表面间的同轴度以及轴线与端面的垂直度要求方法: 1、 2、 探究知识点四、 写出内孔加工的方法 探究知识点五、 车削加工工艺的内容 当堂检测案 画出数控编程步骤 我的收获:
轴类零件的加工及工艺分析毕业设计
轴类零件的加工及工艺分析 设计说明书 前言 数控加工是机械制造中的先进的加工技术是一种高效率,高精度与高柔性特点的自动加工方法,数控加工技术可有效解决复杂、精密、小批多变零件的加工问题,充分适应了现代化生产的需要,制造自动化是先进制造技术的重要组成部分,其核心技术是数控技术,数控技术是综合计算机、自动技术、自动检测及精密机械等高新技术的产物,它的出现及所带来的巨大利益,已引起了世界各国技术与工业界的普遍重视,目前,国内数控机床使用越来越普及,如何提高数控加工技术水平已成为当务之急,随着数控加工的日益普及,越来越多的数控机床用户感到,数控加工工艺掌握的水平是制约手工编程与CAD/CAM 集成化自动编程质量的关键因素。 数控加工工艺是数控编程与操作的基础,合理的工艺是保证数控加工质量发挥数控机床的前提条件,从数控加工的实用角度出发,以数控加工的实际生产为基础,以掌握数控加工工艺为目标,在介绍数控加工切削基础,数控机床刀具的选用,数控加工的定位与装夹以及数控加工工艺基础等基本知识的基础上,分析了数控车削的加工工艺。课程设计分工名单: 曹阳:说明书的汇总与制作(前言、第一章、小结) 赵志城:零件数控仿真、生成NC代码程序及单说明(二、四、五章)
郭川: PPT幻灯片的制作 雷路:零件工艺分析与加工工艺卡片的制作(第三章) 目录 前言 第一章设计概要 (1) 第一节设计题目及目的 (1) 第二节选用设计软件 (1) 第二章实体设计 (2) 第一节CAXA平面图的绘制 (2) 第二节零件实体的构造 (4) 第三章工艺分析 (7) 第一节零件工艺分析 (8) 第二节刀具的选择 (9) 第三节刀具卡片 (10) 第四节确立工件的定位与夹具方案 (10) 第五节确定走刀顺序和路线 (11) 第六节切削用量的选择 (15) 第七节数控加工工艺文件的填写 (16) 第八节保证加工精度的方法 (17) 第四章数控加工程序 (18) 第五章零件仿真加工 (23) 第一节仿真软件简介 (23)
轴套零件加工工艺设计说明书1
轴套类零件加工工艺设计说明书 课程作业:机械加工工艺课程设计第三次作业 班级组别:机设1011第八组 指导老师:蔡海涛 组长:方航炳 成员:裘迟欢、邱炎、解益诚 编制:方航炳 2012年4月5号
目录 1、计算生产纲领,确定生产类型·2 2、零件图分析·3 2.1零件的作用·3 2.2零件的材料及其力学性能·3 2.3零件的结构工艺分析·3 3、毛坯分析及毛坯尺寸,设计毛坯图·4 3.1毛坯的选择·4 3.2毛坯图的设计·4 4、工序设计·7 4.1选择加工设备与工艺装备·7 4.2加工余量,工序尺寸,及其公差的确定·7 5、确定工序尺寸·8 5.1确定圆柱面的工序尺寸·8 6、工序30切削用量及基本时间的确定·9 6.1工时定额的计算与说明·9 7、三维造型·17 8、参考文献·20 附件
一、零件图 二、机械加工工艺过程卡 三、机械加工工序卡 四、零件检验卡
1 计算生产纲领,确定生产类型 零件的生产纲领可按下式计算:N=Qn(1+α%)(1+β%) 式中:N——零件的生产纲领(件/台); Q——产品的年产量(台/年); n——每台产品中,该零件的数量(件/台); α%——零件的备品率; β%——零件的平均废品率。 生产纲领决定生产类型,但是生产类型与零件的大小与复杂程度有关。生产类型可根据下表确定。 生产纲领和生产类型的关系 生产类型 零件的年生产纲领(件/年) 重型零件(30kg以上)中型零件(4-30kg)轻型零件(4kg以下) 单件生产<5 <10 <100 小批生产5-100 10-200 100-500 中批生产100-300 200-500 500-5000 大批生产300-1000 500-5000 500-50000 大量生产>1000 >5000 >50000 该产品年产量为5000件,其设备品率为1.5%,机械加工废品率为l.5%,现制订该套类零件的机械加工工艺规程。 N=Qn(1+α%)(1+β%) =10000×(1+1.5%)(1+1.5%) =10302.25件/年 N取整数则N=10303 套类零件的年产量为10303件,现已知该产品属于轻型机械,根据上表生产 类型与生产纲领的关系,可确定其生产类型为大批生产。 限制条件:φ60 → 70h7、φ80 →φ90、φ100 →φ120。
轴类零件的加工工艺数控与机械设计制造专业毕业设计毕业论文
轴类零件的加工工艺数控与机械设计制造专业毕业设计 毕业论文 无锡工艺职业技术学院 题目: 系部:_______________________ __ 专业:_____ _ 姓名:______________ _ _______ __ 学号:____ __ ____ __ 指导教师:_______ _ ________ _______ 职称: _ 二O一一年五月十五日 1 轴类零件的加工工艺 摘要 随着着科学技术飞速发展和经济竞争的日趋激烈,机械产品的更新速度 越来越快,数控加工技术作为先进生产力的代表,在机械及相关行业领域发挥着重要的作用,机械制造的竞争,其实质是数控技术的竞争。本次设计就是进行典型轴类零件的数控加工工艺与编程,该零件是具有椭圆、圆弧、斜度、外螺纹、凹槽、孔等特征的轴类零件,本文侧重于该零件的工艺分析、加工路线确定及加工程序的编制。并绘制零件图,加工路线图。用G代码编制该零件的数控加工程序,并附以编程尺寸的计算方法,其中零件工艺规程的分析是此次论文的重点和难点。 关键字:数控加工技术; 数控加工工艺与编程; 加工路线 With the rapid development of science and technology and economic competition is fierce,Mechanical products speed quickly,numerical
control machining as the representative of the advanced productive forces,Machine and related industries in the field play an important role,Machinery manufacturing competition,Is the essence of the numerical control technology competition.The design is a typical parts of the class numerical control processing and programming,The parts of the ovals and circles, tilt and the thread, the tank, waiting for the parts of the characteristics of such.This article focuses on the part of the process of analysis, the line of processing the application processing and planning. Draw the map, and the parts of the road map. Use the parts of the code numerical control processing program and enclose a programmatic way to calculate the dimensions of the parts of the process of analysis of this thesis is of key and difficult. Key words: numerical control machining; numerical control processing and programming; the line of processing 2 第一章前言 随着计算机技术的发展,计算机辅助设计/计算机辅助制造(CAD/CAM)技术在工程设计、制造等领域中具有重要影响的高新技术。CAD/CAM技术自动加工的实现对社会产生了巨大的经济效益。数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为这些行业所需装备的数字化已是现代发展的大趋势。
轴套类零件加工工艺分析
XX 省水利技术学院 毕业论文 课题:轴套类零件加工工艺分析专业:数控技术及应用 姓名:葛庆贺 班级:数控08441 指导老师:赵勇 房伟 2011年9月10日
目录 前言 (3) 第一章零件结构及毛坯分析 (6) 1.1零件结构及毛坯分析 (6) 1.2材料分析 (6) 1.3毛坯分析 (6) 第二章零件结构工艺 (8) 第三章选择加工设备与刀、夹具 (10) 3.1 机床的选择 (10) 3.2 刀具的选择 (11) 3.3 夹具的选择 (12) 第四章加工工艺分析 (14) 4.1 夹紧方式 (14) 4.2 定位基准的选择 (14) 4.3 加工顺序的安排 (15) 4.4 切削用量的确定及功率的校核 (16) 4.5 切削液的选择 (18) 第五章数控加工刀具卡 (20) 第六章数控加工工序卡 (23) 第七章程序的编制 (26) 第八章加工步骤 (29) 参考文献 (31)
前言 毕业设计是我们结束大学学习生活走向社会的一个中介和桥 梁。毕业设计是我们大学生才华的第一次显露,是向祖国和人民所交的一份有分量的答卷,是投身社会主义现代化建设事业的报道书。撰写毕业设计是我们在校最后一次知识的全面检验,是对基本知识,基本理论和基本技能掌握程度的一次总测试。 撰写毕业设计中需要将理论运用于实际操作中,并通过自己对知 识的掌握和学习将零件的结构分析清楚。并进一步对其进行工艺分析。 精密主轴的加工涉及到我们数控知识的很多方面。首先必须能够 作到1:合理选用材料和规定的相应热处理。2:掌握基本指令的综合使用能力。3:掌握综合轴类的加工工艺分析。4:能设计简单的夹具并选择相应的机床。5:能确定各工序有关的切削因素,能对加工质量进行分析处理。6:能熟练掌握基准的选择,掌握保证尺寸精度的技能技巧。 此次设计的磨床主轴加工方案的技能点主要在于锥面的加工,带 凹槽零件的编程,深孔的加工,内螺纹的加工,外圆的铣扁,高精度磨削。这些都是我们学习三年数控必须掌握的基础知识,也是考验我们是否能学以至用的时候。 通过对需要加工的零件,进行结构与技术要求的分析和加工工 艺的分析及刀具及机床的选择,使得自己对所学的知识做一次全面的总结。在这个过程中也了解到关于数控技能方面的一些操作规程。零
轴套类零件的认识
轴套类零件的认识报告单 姓名亮工号123B05 组别B组 课程名称轴套类零件编程加工与检 测 任务编号 撰写目的熟悉轴套类零件的加工过程 一、轴类零件的认识 二、套类零件的认识 三、轴套类零件的刀具、量具的准备 四、轴套类零件夹具的准备 五、轴套类零件的工艺分析 六、加工中遇到的问题 七、小结 教师评语:
一、轴类零件的认识 1、轴类零件的的特点和功用 特点:常见的轴类零件的基本形式是阶梯的回转体,其长度大于直径,主体由多段不同的直径的回转体组成。轴上一般有轴颈、轴肩、键槽、螺纹、挡圈槽、销孔、孔、螺纹子等,以及中心孔、退刀槽、倒角、圆角等机械加工工艺结构。 功用:轴类零件主要用于支承传动零部件,传递扭矩和承受载荷以及保证在轴上零件的回转精度等。 2、轴类零件的分类 根据承受载荷的不同,轴类零件可分为心轴(只承受弯矩)、传动轴(传递转矩)、转动轴(既传递转矩又承受弯矩)。 根据轴线形状的不同,轴类零件可分为直轴、曲轴和挠性钢丝轴。直轴又可分为光轴和曲轴。 3、轴类的尺寸精度 轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项: (一)尺寸精度起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。(二)几何形状精度轴类零件的几何形状精度主要是指轴颈、外锥面、莫氏锥孔等的圆度、圆柱度等,一般应将其公差限制在尺寸公差围。对精度要求较高的外圆表面,应在图纸上标注其允许偏差。 (三)相互位置精度轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的。通常应保证装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声。普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm ,高精度轴(如主轴)通常为0.001~0.005mm 。 (四)表面粗糙度一般与传动件相配合的轴径表面粗糙度为Ra2.5~0.63μm,与轴承相配合的支承轴径的表面粗糙度为Ra0.63~0.16μm。 4、轴的结构工艺性 1)一般轴结构设计成阶梯轴,目的是提供零件定位和固定的轴肩、轴环,区别不同的精度和表面粗糙度以及配合的要求,同时也便于零件的装卸和固定。 2)轴上要求磨削的表面,如滚动轴承配合出须在轴肩处留有砂轮越程槽,对于
毕业设计(典型轴类零件)
目录 第一章前言 ................................................................................ - 2 - 第一节轴类零件........................................................................................... - 2 - 第二节机械加工工艺................................................................................... - 3 - 第二章零件的工艺性审查........................................................ - 4 - 第一节零件的结构特点............................................................................... - 4 - 第二节主要技术要求................................................................................... - 4 - 第三节加工表面及其要求........................................................................... - 5 - 第三章进行毛坯的选择............................................................ - 6 - 第一节确定毛坯类型及制造方法............................................................... - 6 - 第二节确定毛坯的形状尺寸及公差........................................................... - 6 - 第三节毛坯的技术要求............................................................................... - 7 - 第四章选择基准 ........................................................................ - 7 - 第一节粗基准选择....................................................................................... - 7 - 第二节精基准选择....................................................................................... - 7 - 第三节定位基准选择................................................................................... - 7 - 第五章拟定机械加工工艺路线................................................ - 8 - 第六章确定机械加工余量、工序尺寸...................................... - 9 - 第七章选择机床及工艺设备.................................................. - 10 - 第一节选择机床......................................................................................... - 10 - 第二节选择工艺设备................................................................................. - 11 - 第八章确定切削用量.............................................................. - 14 - 第一节背吃刀量......................................................................................... - 14 - 第二节进给量............................................................................................. - 15 - 第三节主轴转速......................................................................................... - 15 - 第九章机械加工工艺卡片...................................................... - 16 - 第十章毕业总结 ...................................................................... - 18 - 第十一章致谢 .......................................................................... - 18 - 第十二章参考文献 .................................................................. - 19 - 第十三章附录 .......................................................................... - 19 -
轴套零件的机械加工工艺规程和夹具设计
成绩_________ 机械制造技术课程设计 题目轴套零件的机械加工 工艺规程和夹具设计 院(系)机械与汽车工程学院 班级机制 学生姓名 学号 指导教师 二○一五年六月
轴套零件的机械加工工艺规程和夹具设计 摘要:本设计是基于轴套零件的加工工艺规程及一些工序的专用夹具设计。轴套零件的主要加工表面是外圆及孔系。一般来说,保证平面的加工精度要比保证孔系的加工精度容易。因此,本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。主要加工工序安排是先以孔系定位加工出平面,在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。夹具选用专用夹具,夹紧方式多选用手动夹紧,夹紧可靠,机构可以不必自锁。因此生产效率较高。适用于大批量、流水线上加工。能够满足设计要求。 关键词:轴套类零件,加工工艺,专用夹具,设计
目录 第一章零件的分析 (3) 1.1零件的作用 (3) 1.2零件的工艺分析 (3) 1.3零件生产类型的选择 (4) 第二章确定毛坯类型绘制毛坯简图 (5) 2.1选择毛坯 (5) 2.2确定毛坯的尺寸公差和加工余量 (5) 2.3绘制毛坯-零件合图 (5) 第三章工艺过程设计 (7) 3.1定位基准的选择 (7) 3.2零件各表面加工方法的选择 (7) 3.3加工阶段的划分 (8) 3.4工序顺序安排 (8) 3.5热处理工序及辅助工序的安排 (8) 3.6确定总的工艺路线 (9) 3.7工艺装备的选择 (10) 第四章xxx机械加工工序设计 (11) 4.1 工序简图的绘制 (11) 4.2工序余量的确定 (11) 4.3工序尺寸的确定 (12) 4.4切削用量的确定 (12) 4.5时间定额估算 (14) 第五章xxx专用夹具设计 (15) 5.1夹具设计任务 (15) 5.2拟订钻床夹具结构方案与绘制夹具草图 (15) 5.3绘制夹具装配总图 (17) 5.4夹具装配图上标注尺寸、配合和技术要求 (18) 5.5夹具专用零件图设计绘制 (18) 第六章设计小结 (20) 参考文献 (21)
轴类零件的加工工艺
XX职业技术学院毕业论文 08 级 论文题目:典型轴类零件的加工工艺 姓名赵萌萌 班级数控084班 系别机电工程系 学校XX职业技术学院 指导教师蒲筠果 2011年6月8 日
典型轴类零件的加工工艺 摘要 本文综述了轴类零件的加工制定过程包括轴工艺分析、毛坯确定、工艺路线设计、工序设计完成了零件的数控加工工艺和编程。通过查阅相关手册、书籍确定了工序的安排、加工余量的计算、切削用量的选择,研究了典型轴类零件的加工工艺。 关键词:典型轴类零件,加工工艺,工序,编程
目录 摘要 (1) 一、零件的工艺分析 (2) 1.1 零件的作用 1.2 图纸分析 1.2.1零件图的完整性与正确性分析 1.2.2零件技术要求分析 1.2.3尺寸标注方法分析 1.2.4零件的材料分析 1.3 零件的结构工艺性分析 二、毛坯的确定 三、工艺路线设计 3.1加工方法的选择 3.2加工阶段的划分 3.3工序的划分 3.4加工顺序的安排 四、工序设计 4.1 机床的选择 4.2 定位基准与加紧方案的确定 4.3 夹具的选择 4.4 道具的选择 4.5量具的选择 4.6进给路线的设计确定和工步顺序的安排 4.7工序加工余量、工序尺寸及偏差的确定 五、填写工艺卡片 六、数控编程 七、参考文献 八、致谢
一、工艺分析 1.1零件的作用 该零件为轴类零件,在使用过程中,主要起支撑传动零件、承受载荷、传递扭矩的作用。 1.2图纸分析 1.2.1 零件图的完整性与正确性分析 该零件为轴类零件,仅用此一个视图即可将零件表达清楚,视图足够、正确。尺寸及相关的技术要求标注齐全,其中两个R10的圆同时与Φ45的外圆表面和R16的圆弧面相切;才C2的倒角在螺纹加工中自动生成。 1.2.2 零件技术要求分析 零件的技术要求分析主要是指零件的尺寸精度、形状精度、位置精度、表面粗糙度等的分析。零件的这些要求应在保证零件使用性能的前提下经济合理。过高的精度和表面粗糙度要求会使工艺过程复杂、加工困难、成本提高。此零件的技术要求如下表: 加工表面 尺寸精度位置精度表面粗 糙度 备注基本尺寸公差等级类型公差值基准 Φ48外圆48 0.03 IT8 同轴度Φ0.02 A 1.6 Φ36内孔36 0.02 IT7 1.6 Φ20内孔20 0.02 IT7 3.2 左端面至 Φ20右端 面的轴向 尺寸 45 0.1 IT10 零件的总 长度 112 0.1 IT10 1.2.3 尺寸标注方法分析 零件图上的尺寸标注方法有局部分散标注法、集中标注法和坐标标注法等。此零件在数