主要产品工艺路线图

操作说明
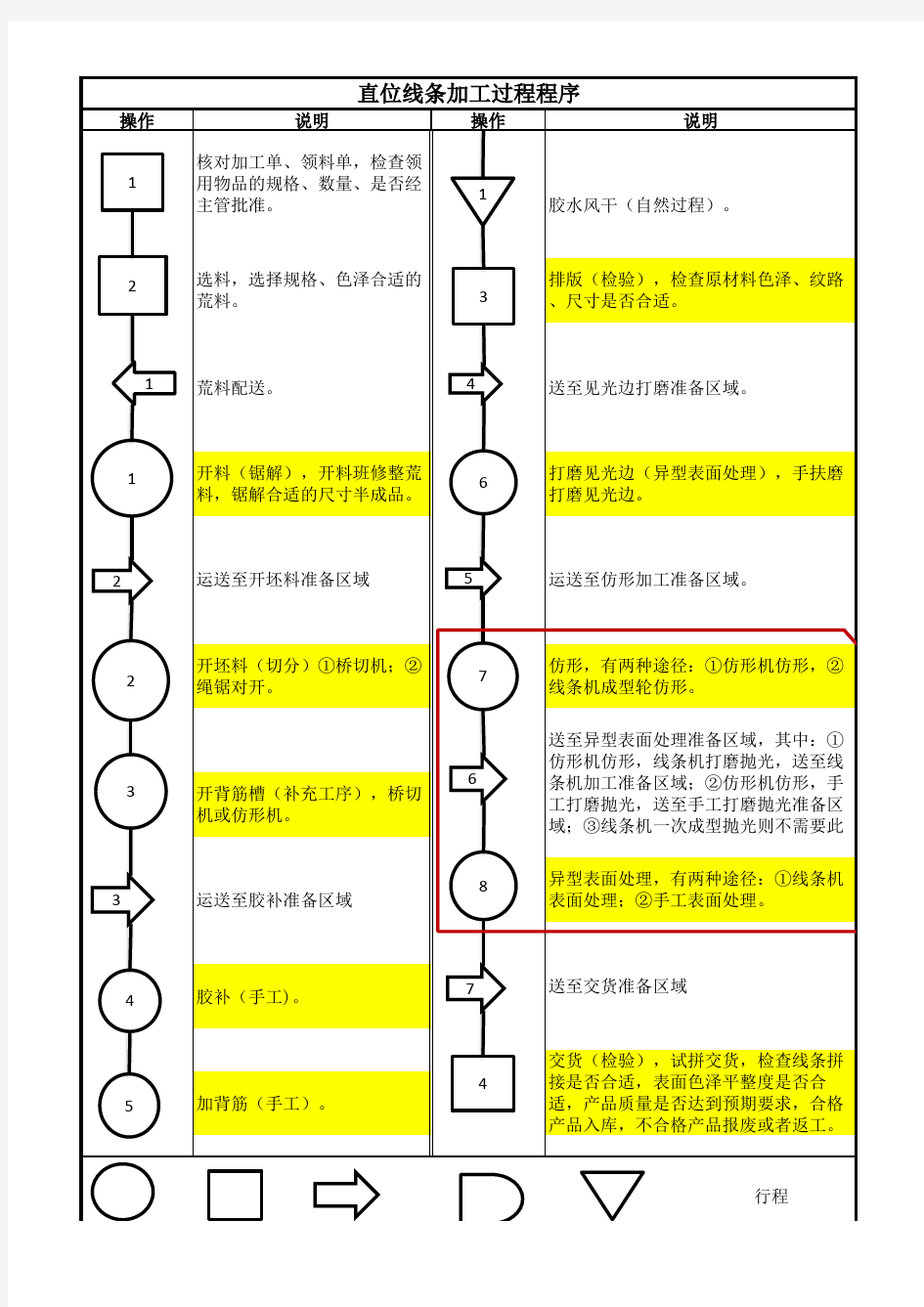
操作说明直位线条加工过程程序
核对加工单、领料单,检查领
用物品的规格、数量、是否经
主管批准。胶水风干(自然过程)。选料,选择规格、色泽合适的
荒料。排版(检验),检查原材料色泽、纹路
、尺寸是否合适。
荒料配送。送至见光边打磨准备区域。开料(锯解),开料班修整荒
料,锯解合适的尺寸半成品。打磨见光边(异型表面处理),手扶磨
打磨见光边。
运送至开坯料准备区域运送至仿形加工准备区域。开坯料(切分)①桥切机;②
绳锯对开。仿形,有两种途径:①仿形机仿形,②
线条机成型轮仿形。
送至异型表面处理准备区域,其中:①
仿形机仿形,线条机打磨抛光,送至线
条机加工准备区域;②仿形机仿形,手
工打磨抛光,送至手工打磨抛光准备区
域;③线条机一次成型抛光则不需要此开背筋槽(补充工序),桥切机或仿形机。异型表面处理,有两种途径:①线条机
表面处理;②手工表面处理。
运送至胶补准备区域胶补(手工)。送至交货准备区域
交货(检验),试拼交货,检查线条拼接是否合适,表面色泽平整度是否合适,产品质量是否达到预期要求,合格
产品入库,不合格产品报废或者返工。
加背筋(手工)。121122364576
874
行程
工序8检验4运输7延误0储存1
35143
工序8检验4运输7延误0储存1
生产过程要素符号程序研究使用的符号符号说明工序
也叫加工,表示一道工序或操作搬运
也叫运输,表示把物料从一个地方搬到另一个地方之间的移动检验
表示对物料数量和质量的一次检验,数量检验包括计数、称量,质量检验延误
也叫耽搁,表示物料的不必要的等待储存表示物料的必要存放模型工序说明:
本模型仅分析工序6与工序7。在此将工序6与工序7拆分为三条加工路径来分析,三条路径为:
①仿形机仿形→线条机打磨抛光;
②仿形机仿形→手工打磨抛光;
相关主题