纱线捻度实验
纱线捻度实验
一、实验目的与要求
通过实验,熟悉Y331A型纱线捻度仪的结构和使用方法,实测单纱的捻度、捻系数、捻度变异系数和股线的捻度及捻缩率。参阅GB 2543.1和GB 2543.2
二、实验仪器、工具及试样
Y331A型数字式纱线捻度仪(结构示意如图1),挑针,剪刀,单纱和股线各一种。
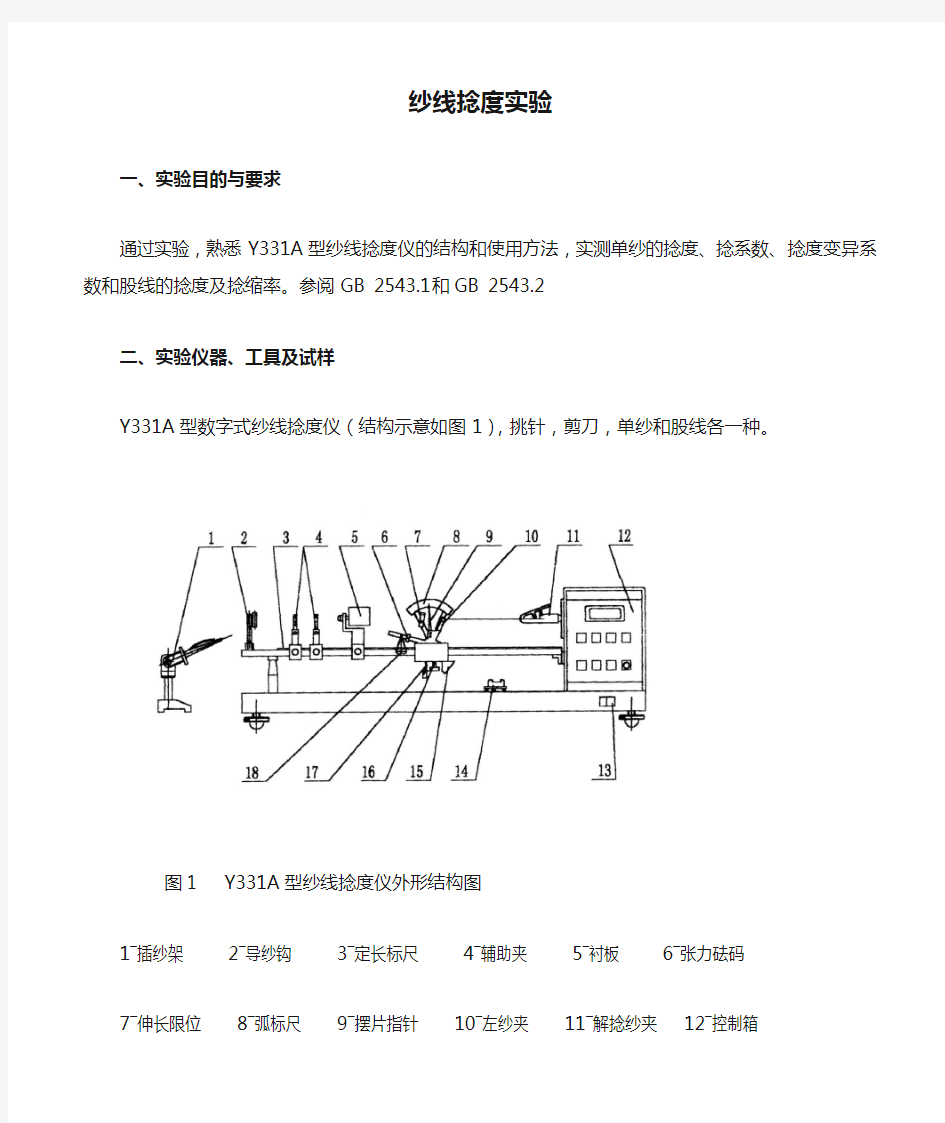
图1 Y331A型纱线捻度仪外形结构图
1―插纱架 2―导纱钩 3―定长标尺 4―辅助夹 5―衬板 6―张力砝码
7―伸长限位 8―弧标尺 9―摆片指针 10―左纱夹 11―解捻纱夹 12―控制箱
13―电源开关 14―水平泡 15-调零装置 16-锁紧螺钉 17-定位片 18-重锤盘
三、实验方法、步骤
(一)退捻加捻法测单纱捻度
1.检查仪器各部分是否正常(仪器水平,指针灵活等)
2.试样长度调整:隔距长度为(500±1)mm。
3.选择预加张力:预加张力为(0.50±0.10)cN/tex。
4.允许伸长的确定:将试样夹持在夹钳中,并将指针置零位。以每分钟800转或更慢的速度转动夹钳,直到纱线中纤维产生明显滑移。读取在断裂瞬间的伸长值,精确到±1mm,如果纱线没有断裂,读取反向再加捻前的最大伸长值。按照上述方法进行5次试验,计算平均值。取上述伸长值的25%作为允许伸长的限位位置。
5.捻向的确定:握持纱线的一端,并使其一小段(至少100mm)呈悬垂状态,观察此垂
直纱段的构成部分的倾斜方向,与字母“S”的中间部分一致的为S捻,与字母“Z”的中间部分一致的为Z捻。
6. 调节转速调节钮使转速为(1000±200)r/min。
7.按照仪器说明书预置“试验方法”,“试样长度”,“次数”,“捻向”,“纱线细度tex”
后按“试验”键进入测试状态。
8. 将试样插入纱架,调节其倾斜度,使纱经导纱钩顺利引出。穿过导纱钩,右手轻轻引纱,弃去试样始端数米,将纱线夹入左夹头后,打开左夹头定位手柄,并将纱线移至右夹头,打开右夹头夹持片,使纱线进入定位槽内并拉动纱线使左夹头指针指零后发光管亮,松开夹持片,将纱线夹紧。剪断露在右纱夹外的纱尾。
9. 按下“启动”键,右夹头旋转开始解捻,至左夹头指针指零时自停,此时显示屏显示
的是本次捻度(捻回/10cm)及捻回数。
10.重复8、9直至本次试验结束(达到预置次数)。按“打印”键,打印测试报表。
(二)直接退捻法测股线捻度
1.同单纱试验的1~6步。
2.类似单纱第7步,将试验方法设为“直接退捻法F0”,并设置“预置捻回数”,其他相同。
3.把伸长限位放开,按下“试验”键,打印机打出设置参数,仪器进入试验程序。
4.参照单纱试验装夹试样。
5.按下“启动”键,右夹头旋转开始解捻,至预置捻数时自停,观察解捻情况,再按“+”或“-”键,或用手动旋钮直至完全解捻,使用跳针从左向右分离观察。此时显示屏显示的就是该段股线的捻回数。
6.重复以上4、5步操作进行下一次试验,直至达到预置次数。
7.按“打印”键,打印报表。打印内容主要为:(1)平均捻度(捻回/10cm) (2)平均捻系数 (3)试验次数 (4)均方差 (5)平均差不匀率(%) (6)变异系数CV(%)。
四、实验报告内容
记录:温湿度,试样名称与规格,仪器型号,仪器工作参数,各指标值。
五、思考题
1.试述Y331L(N)型数字式纱线捻度机测定单纱捻度的原理。
2.影响试验结果的因素有哪些?
3.单纱与股线的捻度测定方法为何不同?
4.测定单纱捻度时为何左夹头定位螺栓要按细纱伸长范围进行调整,若不控制单纱的拉伸会产生什么后果?
纱线捻度机的操作规程通用版
操作规程编号:YTO-FS-PD869 纱线捻度机的操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
纱线捻度机的操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 1.确定试样长度:松开固定螺钉,移动滑座,使滑座的前缘与导轨上所选取的刻度对齐。 2.夹持试样:将定位片刹好,将试样引入左纱夹夹紧,放开定位片,使试样牵动摆动片并将试样引入右纱夹夹紧。 3.将千、百位指针用手扳转到零位 4.察看试样的捻向决定解捻方向,若试样为“Z”捻,将搭牙板移至“S”处,若为“S”捻,将搭牙板移至“Z”处。 5.接通电源,打开电源开关,使右纱夹转动开始解捻。 6.细纱在解捻时,试样长度伸长,弧指针逐渐左移,直到指针与限为片接触为止,此时,试样因解捻所伸长部分受限位片停止摆动而下垂,待捻度退尽再加捻时,弧指针渐向右移回复至弧标尺“零”位,即关车,右纱夹停止回转。 7.股线在解捻时,试样长度伸长,弧指针逐渐左移,
纱线常规规格支数知识
纱线常规规格支数知识 LELE was finally revised on the morning of December 16, 2020
原料及纱线常规规格支数 原料 一、纺织原料的种类: 1、天然纤维 (1)动物纤维(天然蛋白纤维) a、毛发纤维:羊毛、山羊绒、驼毛、牦牛毛、兔毛等等。 b、蚕丝:桑蚕丝、柞蚕丝、蓖麻蚕丝等等 (2)植物纤维(天然纤维素纤维) a、种子纤维:棉、木棉等。 b、韧皮纤维:苎麻、亚麻、大麻、黄麻、罗布麻等。 c、叶纤维:蕉麻、剑麻、新西兰麻等。 (3)矿物纤维:石棉纤维 2、化学纤维: (1)无机纤维 a、金属纤维:包括金丝、银丝、铜丝、不锈钢丝。 b、炭纤维
c、硅酸盐纤维:包括矿渣纤维、玻璃纤维。 (2)再生纤维 a、再生纤维素纤维:有粘胶纤维、铜氨纤维、天丝、莫代尔等。 b、再生蛋白质纤维:有花生蛋白纤维、大豆蛋白纤维等。 c、其他:有海藻纤维、甲壳素纤维等等。 (3)半合成纤维:有醋酸纤维、绿化橡胶纤维。 (4)合成纤维:有涤纶、锦纶、晴纶、氨纶、丙纶、维纶、乙纶芳纶等。 二、原料纤度的常用表示方法(常用单位): 旦尼尔(D): “D”是一种定长制的表示方式。它是指9000米长的丝所具有的重量克数。如9000米长的丝重1克,称作为1旦尼尔;如重100克即称为100旦尼尔。旦尼尔的数值与丝线的粗细成正比,旦尼尔的数值越大,表示丝线越粗。 纤维中所有长丝的纤度单位均用“D”表示。 公支(N): 公支是一种定重制的纤度单位。它是指1克纱所具有的长度米数。如称1克纱量其长度为100米,纱的支数即为100公支(100N);长度50米,纱支即为50公支(50N)。
纱线捻度实验
纱线捻度实验 一、实验目的与要求 通过实验,熟悉Y331A型纱线捻度仪的结构和使用方法,实测单纱的捻度、捻系数、捻度变异系数和股线的捻度及捻缩率。参阅GB 2543.1和GB 2543.2 二、实验仪器、工具及试样 Y331A型数字式纱线捻度仪(结构示意如图1),挑针,剪刀,单纱和股线各一种。 图1 Y331A型纱线捻度仪外形结构图 1―插纱架 2―导纱钩 3―定长标尺 4―辅助夹 5―衬板 6―张力砝码 7―伸长限位 8―弧标尺 9―摆片指针 10―左纱夹 11―解捻纱夹 12―控制箱 13―电源开关 14―水平泡 15-调零装置 16-锁紧螺钉 17-定位片 18-重锤盘 三、实验方法、步骤 (一)退捻加捻法测单纱捻度 1.检查仪器各部分是否正常(仪器水平,指针灵活等) 2.试样长度调整:隔距长度为(500±1)mm。 3.选择预加张力:预加张力为(0.50±0.10)cN/tex。 4.允许伸长的确定:将试样夹持在夹钳中,并将指针置零位。以每分钟800转或更慢的速度转动夹钳,直到纱线中纤维产生明显滑移。读取在断裂瞬间的伸长值,精确到±1mm,如果纱线没有断裂,读取反向再加捻前的最大伸长值。按照上述方法进行5次试验,计算平均值。取上述伸长值的25%作为允许伸长的限位位置。 5.捻向的确定:握持纱线的一端,并使其一小段(至少100mm)呈悬垂状态,观察此垂
直纱段的构成部分的倾斜方向,与字母“S”的中间部分一致的为S捻,与字母“Z”的中间部分一致的为Z捻。 6. 调节转速调节钮使转速为(1000±200)r/min。 7.按照仪器说明书预置“试验方法”,“试样长度”,“次数”,“捻向”,“纱线细度tex” 后按“试验”键进入测试状态。 8. 将试样插入纱架,调节其倾斜度,使纱经导纱钩顺利引出。穿过导纱钩,右手轻轻引纱,弃去试样始端数米,将纱线夹入左夹头后,打开左夹头定位手柄,并将纱线移至右夹头,打开右夹头夹持片,使纱线进入定位槽内并拉动纱线使左夹头指针指零后发光管亮,松开夹持片,将纱线夹紧。剪断露在右纱夹外的纱尾。 9. 按下“启动”键,右夹头旋转开始解捻,至左夹头指针指零时自停,此时显示屏显示 的是本次捻度(捻回/10cm)及捻回数。 10.重复8、9直至本次试验结束(达到预置次数)。按“打印”键,打印测试报表。 (二)直接退捻法测股线捻度 1.同单纱试验的1~6步。 2.类似单纱第7步,将试验方法设为“直接退捻法F0”,并设置“预置捻回数”,其他相同。 3.把伸长限位放开,按下“试验”键,打印机打出设置参数,仪器进入试验程序。 4.参照单纱试验装夹试样。 5.按下“启动”键,右夹头旋转开始解捻,至预置捻数时自停,观察解捻情况,再按“+”或“-”键,或用手动旋钮直至完全解捻,使用跳针从左向右分离观察。此时显示屏显示的就是该段股线的捻回数。 6.重复以上4、5步操作进行下一次试验,直至达到预置次数。 7.按“打印”键,打印报表。打印内容主要为:(1)平均捻度(捻回/10cm) (2)平均捻系数 (3)试验次数 (4)均方差 (5)平均差不匀率(%) (6)变异系数CV(%)。 四、实验报告内容 记录:温湿度,试样名称与规格,仪器型号,仪器工作参数,各指标值。 五、思考题 1.试述Y331L(N)型数字式纱线捻度机测定单纱捻度的原理。 2.影响试验结果的因素有哪些? 3.单纱与股线的捻度测定方法为何不同?
纱线基础知识
纱线基础知识 1:公定回潮 粗纺全毛纱公定回潮:15%;英文字母表示:W (羊毛Wool缩写) 尼龙纱公定回潮:4.5%;英文字母表示:N (尼龙 Nylon 的缩写) 涤纶纱公定回潮:0.4%;英文字母表示:T (涤纶Terylene的缩写) 羊毛在国际上公定回潮是17% 进口毛在国内的公定回潮是16% 国产毛在国内的公定回潮是15% 2:回潮率:是指原料中所含的水分与干纤维重量的百分比。回潮率与含水率不同,含水率是指原料中所含的水分与湿纤维重量的百分比。 全羊毛在纺纱过程中以18%的回潮率较为适当,在工艺过程中,回潮率如低于12%会发生静电干扰,高于24%则磨擦系数增大。回潮率的计算公式如下:回潮率=(湿纤维重量—干纤维重量)/干纤维重量*100% 各成份的原料回潮分别如下:
成份:和毛箱:储毛室:梳毛机毛条:W100% 28~33 23~28 15~18 W/Ny80/20 25~30 20~25 12~16 W/T80/20 23~28 20~25 12~15 W/T50/50 20~25 15~18 8~12 W/T20/80 公定回潮是3.3%; 基本不做回潮 W/T10/90 公定回潮是1.86%,不做回潮. 不同季节温度和相对湿度的控制: 季节温度(℃)湿度(%) 春天、秋天22~25 60~65 夏天不超过32 60~65 冬天不低于18 60~70 车间温湿度的控制主要目的在于: 1):提高分梳效果,改善成纱质量,减少断头。 2):防止因静电发生绕皮板、绕皮辊、绕罗拉等现象,降低原料 消耗。 3):改善环境清洁程度,减少尘埃废屑。 3:定长制: 特克斯(Tex):1000米长度的纱在公定回潮率时的重量克 数称特数。 公式:Ntex =(G/L)*1000 式中:G为纱的重量(克),L为纱的长度(米)
纱线检验规程
1、目的 通过对外购纱线的检验,有效地监控原材料质量,使其符合公司及客户要求。 2、引言 本规程适用于南海太平地毯有限公司外购纱线的检验。 3、检验规则 取样 1)取样数量按QB/T2518-2001《地毯用纱》 <组批与抽样> 中规定执行即:用于物理指标及外观质量抽样检验的产品,根据产品批量大小确定样本大小,从批中随机抽取样本单位。批量在5000kg及以下,取样10大绞或10个筒纱,批量在5000kg以上的取样20大绞或20个筒纱。 2)所抽取样品须注明批号、包号和物料名称等信息。 试验次数规定 1)线密度测20次 2)纱线捻度试验40次 3)纱线强力:名义强力4500CN及以下试验20次,名义强力在4500CN以上的试验10次。 4)新批物料或有特殊要求需做“纤维定量分析和含油”试验时,规定取两个试样各试验一次(从样品中随机取)。 5)PP纬线热收缩试验20次 6)回潮试验批量在1000KG及以下,取8个纱样,批量在1000KG以上的取12个纱样。 7)外观、绞长、绞重、绑线和条干(黑板)抽样数全检。 检验方法 外观检验(见《纱线外观与支数检验记录表》); 1)白度检验:GB/T 纺织品相对白度的仪器评定方法执行(送染部电脑测试); 2)色差检验按GB/T 纺织品色差计算执行(送染部电脑测试); 3)颜色检验按GB/T 8424-2001 纺织品表面颜色的测定通则执行(送染部电脑测试); 4)光泽、纱疵、条干、色花和筒子成型检验:采用目测检验; 5)绞重/筒重/绞长/绑线:逐绞称重测量。 支数检验(见《纱线外观与支数检验记录表》)按 GB/T 4743-1995 纱线线密度的测定执行 捻度、捻向、纺纱结构检验(见《纱线捻度、捻向、纺纱结构检验记录表》)按 GB/T ~ 纺织品
纱线基础知识培训内容
纱线基础知识培训 纱线是棉纺生产的最后成品,也是纺织织造最基础的原材料。不管是针织用纱还是机织用纱,都要求按照国家标准规定规范书写。 第一节 1.1 为了规范、简化书写,各种纤维及生产的品种都采用代号,结合公司现实情况,规定如下: 除上述规定代号外,还有正在使用的以下代号。 除上述规定代号外,还有正在使用的以下代号。 1.1.4 混纺纱、线代号
第二节 纤维及纱线粗细规格的计量有定长制和定重制两大类。 2.1.定长制 定长制即纤维或者纱线以规定的单位长度在公定回潮时的重量表示纤维或者纱线的细度。因计量单位不同,通常有线密度制的特[克斯]和旦尼尔。我国多采用线密度制,法定计量单位是tex(特)。 2.1.1线密度(Tt)以1000米长的纤维或者纱线在公定回潮率时的重量克(g)数来表示。计量单位为tex. 棉纱线线密度的公定回潮率为8.5% 例:有纯棉纱一缕,长度为100米,在公定回潮率8.5%时的重量为2.8g,求细纱的线密度。Tt=2.8x1000/100=28(Tex) 2.1.2 旦尼尔(Nd)以9000米的纤维或者纱线在公定回潮率时的重量克(g)数来表示。计量单位为旦。 二、定重制 定重制以纤维或者纱线在规定回潮率时单位重量内具有的长度表示。棉纺通常用英制支数和公制支数。 1.英制支数(Ne)用在规定回潮率时,1磅重的纱、线所具有的840码长的倍数。单位是 英支,简称支。 2.公制支数(Nm)用在规定回潮率时,1克(g)重的纤维或者纱线所具有的长度(m)来 表示。计量单位公支。 三、常用细度单位的换算 1.纱线的线密度与英制支数的换算 Tt x Ne=590.5 式中:590.5为在公定回潮率相同条件下(或不考虑回潮率因素)英制支数(Ne)与线密度(Tt)之间的换算常数。 2.用于棉纺的天然纤维和化学纤维纺制的纱线公定回潮率: 不同原料纱线的公定回潮率 四、纱线捻度与捻系数之间的关系 纱线捻度表示方法:90捻/10cm或者900捻/m。 纱线的捻系数因纱线的用途一般分针织捻度和机织捻度。不因纱线的粗细而变化,一般针织纱的捻系数在330-350.机织纱的捻系数在380-400.中性捻度在360左右。 以40英支的纱线为例:针织纱的捻度88捻/10cm,机织纱的捻度98捻/10cm。中性纱的捻度91左右。
纱线、面料、染色基本知识
面料、纱线和后整理知识 第一章纺织原料及原料鉴别 纤维分类 天然纤维——植物纤维(纤维素纤维)→棉 →麻 ——动物纤维(蛋白质纤维)→毛 →丝 化学纤维——化学纤维素纤维(人造纤维):主要指人造丝、人造棉和人造毛——合成纤维→涤纶PET / POLYESTER →丙纶PP →腈纶ACRYLIC →锦纶POLYAMIDE / NYLON →氨纶SPANDEX(也叫弹性纤维) 一、棉花 棉纤维纺成棉纱后再织成棉布。 (一)棉纤维的分类: (1)细绒棉:又叫陆地棉。世界上95%以上种植的都是细绒棉,我国大量种植的也是细绒棉。细绒棉的纤维长度在25-31mm之间。 (2)长绒棉:也叫埃及棉,又叫海岛棉,棉花又白又细又长,光泽又好,是最优棉。一般用于高档织物。 和细绒棉相比,有以下几个特点:比细绒棉更细更长,其纤维长度一般都大于3 3mm,可达60-70mm;比细绒棉更柔软,更滑爽;能纺棉的棉的支数更高。
(二)特点 横截面为腰形状,内有很大的空腔。棉纤维是纤维素纤维,纤维上富含油脂。几种常见的特殊棉: 脱脂棉(医用), 丝光棉(棉花在一定温度下用浓碱、液氨通过后整理处理,使棉纤维内的空腔缩小,纤维表面膨胀,变成圆形,反射能力,增加光泽), 生态棉(原指天然棉,现在一般指超细化纤棉,用于超细化纤纤维无纺布),原色棉(在土壤中加入某种颜料,棉花吸收后直接变成了该颜色的色彩。目前成功开发和种植的只有绿色、棕色), 环保棉(控制甲醛含量在一定程度下的棉花)。 (三)鉴别方法 棉、麻、粘胶(人造棉、人造丝、人造毛)燃烧都很迅速,并伴有烧纸的味道。 二、麻 常用的麻分苎麻、亚麻两种。麻一般较硬,用次氧酸(氧漂)浸泡后可使麻稍微变软。 麻纤维密度高,横截面、外观都与棉相似。 鉴别方法:外观上直接鉴别的话,麻布的疵点较多。棉布较平整,少疵点和结子。从布的均匀度而言,人造棉的均匀度最好,光泽最亮,棉次之,麻最差。 三、粘胶 英文叫VISCO,或者RAYON。成分也是纤维素纤维,同棉、麻。 是利用纺棉时的下脚料,棉籽上的轧下来的绒毛(最细最软),以及碎布用化学
实验 纱线的捻度测试
实验纱线的捻度测定 一、实验目的::通过试验,熟悉捻度机的结构,掌握操作方法和纱线的捻度、捻系数及捻缩的计算。 二、实验的操作程序: 1、正确连接好主机和打印机的通讯线及电源线,合上仪器控制箱后的主机电源开关和打印机电源开关,液晶显示器同时显示欢迎画面。 2、调整插架的位置,使纱线在引出时不受到任何意外的损伤,插上待试纱线。 3、用右手从插纱架上引出纱线,用左手压下夹线扛杆,将纱线引入左纱夹的导纱轴,然后松开夹线扛杆,释放零位定位架,再用左手捏开右纱夹钳口,调整纱线位置使左夹钳前指针指向零位(压线)时松开右纱夹钳夹紧纱线。 4、按下“启动”键仪器就自动完成试验,显示器显示本次试验的捻度。 5、按照上述方法重新夹上被试验纱线,继续做下次试验直至做完预置的试验次数,系统自动结算并显示试验结果,如接上打印机则自动打印试验报告。 三、捻度的测定: 1、预备程序——允许伸长的确定 本参数对于每批纱线都要单独测定,试样按照标准大气调湿。对于产品的质量控制,可建立内部参考值: 设置隔距长度500mm,调整预加张力到(0.50±0.10)cN/tex。将试样夹持在火钳中,并将指针置零位。以每分钟800r或更慢的速度转动夹钳,直到纱线中纤维产生明显滑移。读取在断裂瞬间的伸长值,精确到±1mm,如果纱线没有断裂,读取反向再加捻前的最大伸长值。 2、选择预加张力: (1)除精纺毛纱以外的纱线,预加张力为(O.50±0.10)cN/tex。 (2)对于精纺毛纱,根据捻系数确定预加张力。当捻系数а< 80时,预加张力为(0.10±0.02)cN/tex: 当捻系数а= 80~150时,预加张力为(0.25±0.05)cN/tex: 当捻系数а > 150时,预加张力为(0.50+0.05)cN/tex。
纱线知识
纱线知识(一) 一、纱线的常用代号和表示方法 1. 代号 2. 表示方法 (1) 纱线品种代号表示时,原料种类或产品种类的代号标在纱线tex数的前面,产品的用途代号标在纱线TEX的后面。 例:精梳10tex针织用纱用“J 10K”表示 (2) 花式纱线代号表示 当二根纱线组成时,前列数字代表芯纱,后列数字代表饰纱,并以半括号把他们分开;三根纱线组成时,前列数字代表芯纱,中列数字代表饰纱,末列数字代表加固纱,其间均用半括号分开。芯纱为两根纱并线时,应上下并列书写。 二、纱线粗细程度分类
三、纱线粗细程度表示及纤度支数的换算 纱线粗细程度的表示方法有两种: (一) 定长制 1. 特克斯(tex)制:在公定回潮率时,以1000米长度纱线的重量(克)数来表示,称为特数,也称号数。 式中:G ——纱线试样的重量(克); L ——纱线试样的长度(米)。 2. 旦尼尔制(用D表示):以9000米长度内的重量(克)数表示,称旦尼尔。 即 式中:L ——试样长度(米); G ——试样重量(克)。 3. 其他:
(二) 定重制 1. 英制支数(用Ne表示):在公定回潮率时,以1磅重量中的840码的长度数来表示。 式中:L ——纱线试样长度(码); G ——纱线试样重量(格令)。 2. 公制支数(用Nm表示):在公定回潮率时,以1公斤重量的1000米长度数,或以1克重量中的长度米数来表示。 式中:L ——纱线试样长度(米); G ——纱线试样重量(克)。 (三) 纤度支数的换算
用法:已知值乘或除取值项下的系数即得所需要的求取值。 举例:已知值120den,求取值dtex值,120[den] ×1.111=133.32 [dtex] (四) 股线细度的表示 2. 异细度单纱合股后的股线细度
纱线捻度的详细知识
纱线捻度(twist)的详细知识 一定义 为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。 (1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。 (2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英吋之捻回数目( T.P.I )或每公尺之捻回数目( T.P.M )表示。 (3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。 T. M:数乘以纱线密度的平方根计算。T.M = T.P.I /纱支的平方根T.P.I = T.M x纱支的平方根 (4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。 (5). S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。 (6). Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。 二捻度测试 捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英吋,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。转数表记录总转数,总圈数除二,再除样本长度,计算出每英吋捻度。 ?? 三捻度与强力的关系 将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。 捻系数及捻向主决于最后产品的质量要求,不同用途捻系数不同,捻向视成品及后加工的需要而定,为了减少纱线机上翻改和操作的不便,一般皆为Z捻向。如纤维长度长、细度细、品级高之棉花,捻系数可较少,细号纱比粗号纱捻系数大.伸长率为棉纱在一定拉伸负荷下,棉纱受到拉伸而伸长,其长度称为总伸长,当负荷去除后,被拉
纺织纱线基础知识
纺织纱线基础知识
纱线基础知识 默认分类2009-12-11 18:38:30 阅读109 评论0 字号:大中小订阅 一、纱线纱支计算方法 1.单位 ⑴、定长制: A. 特克斯:1000米长度的纱在公定回潮率时的质量克数称为特数。 公式:Ntex =(G/L)×1000 式中:G为纱的重量(克),L为纱的长度(米) B. 旦尼尔:9000米长的丝在公定回潮率时的质量克数称为旦数。 公式:Nden=(G/L)×9000 式中:G为丝的重量(克),L为丝的长度(米) ⑵、定重制: A. 公支数(公支):1克纱(丝)所具有的长度米数。 公式:Nm=L/G 式中:1为纱(丝)的长度(米),G为纱(丝)的重量(克) B. 英支数(英支):1磅纱线所具有的840码长度的个数。 公式:Ne=(L/G)×840 式中:L为纱(丝)的长度(码),G为纱(丝)的重量(磅)。 2、单位换算 A.特数Ntex与英制支数Ne Ne=C/ Ntex(C为常数,化纤为590.5、棉纤为583,如果为混纺纱可根据混比进行计算,如:T/JC(65/35)45S纱线C=590.5*65%+583*35%=588,然后按公式计算便可) B.英制支数Ne与公制支数Nm 纯化纤:Ne=0.5905Nm 纯棉:Ne=0.583Nm 混纺纱线:如T/JC(65/35)45S Ne=(0.5905*65%+0.583*35%)Nm 3、特数Ntex 与公制Nm Ntex ×Nm=1000 4、特数Ntex 与旦数Nden Nden=9*Ntex
二、捻度与捻系数 1.捻度:纱线单位长度内的捻回数。棉纱线及棉型化纤纱线的特克斯(号数)制捻度Ttex,是以纱线10cm长度内的捻回数表示;英制支数制捻度Te,是以1英寸的捻回数表示。精纺毛纱线及化纤长丝的捻度Tm,是以每米的捻回数表示,以上表示方法的的关系为: Ttex=3.937Te= Nm/10 Te=0.254 Ttex=0.0254Tm 捻回分Z捻和S捻两种。单纱中的纤维或股线中的单纱在加捻后,捻回的方向由下而上、自右至左的叫S捻;自下而上,自左至右的叫Z捻。 股线捻回的表示方法,第一个字母表示单纱的捻向,第二个字母表示股线的捻向。经过两次加捻的股线,第一个字母表示单纱的捻向,第二个字母表示初捻捻向,第三个字母表示复捻捻向,例如,单纱为Z捻、初捻为S捻,复捻为Z捻的股线,捻向以ZSZ表示。 2.捻系数 特数制捻系数αtex=Ttex* Ntex1/2 英制捻系数αe= Te/ Ne1/2 公制捻系数αm= Tm/ Nm1/2 特数制捻系数αtex与英制捻系数αe间的关系为: αtex=Ttex* Ntex1/2= Te/2.54*10*5831/2 *Ne1/2(583为纯棉品种的系数,若为混纺、化纤纱线请参考特数与英制换算常数C的变化) 三、纱线的强度与单纱断裂强度 单纱强度:拉断单根纱线所需要的力,叫单纱强度或单纱强力,单位是牛(N),厘牛(CN)。 单纱断裂强度:单纱强度P与纱线特数Ntex之比单位是Km或cN/tex 四、标准重量 纺织材料在公定回潮率或公定含水率时的重量叫“标准重量” 纺织材料的标准重量与实际回潮率下的称见重量之间的关系为: 标准重量=称见重量*(100+公定回潮率)/(100+实际回潮率) 在生产上对于标准重量的计算。往往先将材料烘干,在根据干燥重量进行计算,算式如下: 标准重量=材料干重*(100+公定回潮率)/100 纱线基本知识 纱线基本知识(-) 纱线是以各种纺织纤维为原料制成的连续线状物体,它细而柔软,并具有适应纺织加工和最终产品使用所需要的基本性能。纱线主要用于织造梭织物、
纱线捻度仪实验操作流程
纱线捻度仪实验操作流程 一、概述: 纱线捻度是一项重要的技术指标,是评定产品等级的主要依据之一,捻度对纱线的结构、物理性能和织物的风格及成衣的服用性能有着直接影响。纱线捻度的测试有法:F0:直接退捻法;F1:一次退捻加捻法;F2:二次退捻加捻法;F3:三次退捻加捻法。一般不容易缠结的短纤维单纱和复丝单纱,还有股线、缆线用直接计数法;棉毛丝麻及其混纺纤维的单纱用退捻加捻法。 二、实验目的与要求 通过本章实践、学习,了解试验过程,掌握Y331LN型纱线捻度仪的工作原理和操作方法。 三、实验仪器与用具 1.Y331LN型纱线捻度仪(结构如图26—1所示)。 2.挑针。 四、相关标准
GB/T2543.1、ISO2061、《纺织品纱线捻度的测定第一部分:直接计数法》GB/T2543.2、ISO/DIS17202《纺织品纱线捻度的测定第二部分:退捻加捻法》FZ/T10001等方法标准以及涵盖的产品标准。国外相关ASTMD1422、D1423、AS2001.1.2.14、BS2085、JISL1095、CAN/CGSB-4.2N0.8等标准。 五、工作原理 直接退捻法是在规定的张力下,夹住一定长度纱线试样的两端,旋转试样一端,退去试样的捻度,直至试样构成单元平行。退去的捻数即为该试样长度的捻回数。退捻加捻法是在一定张力下,夹住已知长度纱线的两端,经退捻和反向加捻后回复到起始长度所需的捻回数的一半即为该长度下的纱线捻数。微机控制测定纱线捻回数。 六、取样 七、试样 单纱、股线各一种。 八、试验环境 九、实验方法与程序 试验程序与仪器型号有关系,型号不同方法各异,应以产品说明书为准。下面以Y331LN/PC型电子单纱强力机为例说明。
捻度与捻系数
捻度与捻系数 分析捻度、捻系数对成纱条干均匀度的影响方斌代军(华通色纺有限公司)(武汉精功棉纺有限公司)摘要:为了解捻度、捻系数对成纱条干均匀度的影响,分析了捻系数对细纱摩擦力界、络筒工序条干CV 值的影响,同时在加捻过程中,加捻三角区、假捻器、导纱钩所形成的不同纺纱段捻度均匀性对条干CV 值的影响。结果表明:通过合理的设计各工序捻系数,加强对不同纺纱段捻度分布均匀性的控制,在一定程度上可以改善成纱条干均匀度水平。关键词:捻度;捻系数;摩擦力界;加捻三角区;假捻器;导纱钩;条干均匀度;Analysis of twist twist coefficient on Yarn evenness of FANG Bin Dai-Jun Hua Tong Textile Co. Ltd. color Wuhan Jing Gong Cotton Co. Ltd. Abstract: In order to understand the effect of the twist and twist coefficient on Yarn evenness we have analyzed the impact of twist coefficient on friction spinning sector the process of winding stem on CV values as well as the impact of the twisting triangle area false-twist device and guided hook yarn spinning segment formed by the different twist evenness on CV values in the twisting process. The results showed that: the level of Yarn evenness can to some extent be improved various rationally designing twist factors of every processes and enhancing the control of the distribution of uniformity of the spinning section of different twist. Keywords: Twist twist factor friction circles twisting triangle false-twist device guide yarn hook evenness 0 前言众所周知纱线是由纤维组成的,单根纤维相互间要组成纱线没有一定的抱合强力就无法变成纱线。只有纤维由原来的伸直平行状通过加捻时的内外转移,转变为适当的紊乱排列,使外侧纤维加捻后产生两个以上的固定点,以实现其对纱体的外包围作用,而外侧纤维产生的向心压力,挤压纱条内部纤维,从而使纱条紧密,纤维间彼此联系紧密,机械物理性能得到显著提高,以满足后工序的需求。捻系数是表示不同原料、不同纱线粗细时,通过外包纤维相对纱轴的夹角,反映纱条内纤维的彼此间联系,表1征加捻的效果。捻度、捻系数对成纱条干均匀度具有什么样的影响,本文就此问题在这进行初步的分析,以供参考。1 捻系数对条干均匀度的影响1.1 粗纱捻系数对细纱摩擦力界的影响1.1.1 粗纱捻系数对细纱前区摩擦力界的影响粗纱捻系数对细纱摩擦力界的合理布置具有重要意义。其捻系数的选择是否合理直接影响到细纱成纱质量、条干CV 值、粗、细节等指标。C18.2tex 粗纱不同捻系数对细纱条干均匀度的影响见表1。表1 条干CV/ 细节/个。km-1 粗节/个。Km-1 棉节/个。Km-1 15.15 14 229 164 15.78 14 257 115 16.02 16 269 202 16.17 18 280 181 16.52 23 310 230 从表1 可看出粗纱捻回产生的附加摩擦力界能有效控制纤维的运动,合理的捻系数使纱条紧密度增大,从而使纱条内纤维之间接触点上压力增大,增大了纤维之间的抱合力,牵伸须条联系紧密而不发生分裂,被上、下皮圈握持而不发生翻动,使后纤维对浮游纤维的控制力大于前纤维的引导力,纤维变速推迟,纤维的变速点集中稳定并向前钳口转移,有利于提高条干均匀度。同时合理的捻系数使粗纱在退绕中的意外牵伸减少。1.1.2 解捻现象对细纱后区摩擦力界的影响在平面牵伸后区采用双压力棒加皮辊后冲14mm,粗纱定量 4.42g/10m,改进后细纱摇架压力150N100N120N。正常平面牵伸摇架压力150N100N140N。对比试验:表 2 品种:65/35T/R-18.4tex 牵伸型式CV 细节-50 粗节50 棉节200 CVb 改进前12.64 2.8 9.8 13.2 3.0 改进后12.34 1.85 8.3 12.9 2.33 从表2 可知:通过在平面牵伸后区采用双压力棒加皮辊后冲的多曲线牵伸使纱条在后罗拉和压力棒上产生较长的包围弧,使纱条形成较长的扁平状,在牵伸中不易翻滚,因此较好地控制了捻回的重新分布。快速纤维有效地束缚在慢速纤维中,从而使纤维间产生附加摩擦力界,增加了该须条的密集程度,并增强了后牵伸区中部对须条特别是短纤维的控制能力,浮游区显著缩短。减少了浮游纤维的数量使纤维的变速点分布更为集中而稳定,有利于条干均匀度的改善。同时后区摩擦力界的增强,控制范围更广的特点使须条两端受到较强的摩擦力而张紧有利于须条的后弯钩伸直,并有效防止捻回的
纱线知识大全
纱线知识大全 1、基本要求:了解纱线在服装制作、加工过程中的地位;掌握纱线的基本概念、常用的纱线分类方法与品种;在初步懂得纺纱原理的基础上,熟知纱线的结构特征;认识缝纫线、绒线的类别、品种与选择原则。 2、重点:掌握纱线的定义、分类方法与品种,完全熟知纱线的结构性状,尤其需掌握结构特性的评价指标及其对服装风格的意义(影响)。 3、难点:如何理解纱线加工、纺制原理与工艺;对纱线细度几种评价指标间关系、差异及其物理意义的正确把握。 4、讲授方法:课堂讲授与实物分析相结合。 第一节服装用纱线的定义 一、纱线的地位 纱线在服装制作和加工过程中,起着基础和桥梁纽带的双重作用,因为纱线既是纺纱厂的最终产品,又是织布厂的原材料,既可以半成品打包,又可作为成品出售。因此,了解有关纱线的基础知识,掌握纱线的主要品种及其性状,对合理的选择纱线、有效地表达织物和服装的外观特征和表面性质是很重要的。一般,服装面料的加工工艺流程为: 纤维原料(加捻制条)纱线(准备织造)织物(缝纫加工)服装 二、纱线的定义 通常所谓的“纱线”,其实是指“纱”和“线”的统称,在服装材料学中定义如下:“纱”是将许多短纤维或长丝排列成近似平行状态,并沿轴向旋转加捻,组成具有一定强力和线密度的细长物体;而“线”是由两根或两根以上的单纱捻合而成的股线。 第二节服装用纱线的品种 纱线的品种繁多,性能各异。它可以是由天然纤维或各种化学短纤维制成的纯纺纱,也可以是由几种纤维混合而成的混纺纱,还可以是由化学纤维直接喷丝处理而成的长丝纱。通常,可根据纱线所用原料、纱线粗细、纺纱方法、纺纱系统、纱线结构及纱线用途等进行分类。 按纱线原料分 1.纯纺纱纯纺纱是由一种纤维材料纺成的纱,如棉纱、毛纱、麻纱和绢纺纱等。此类纱适宜制作纯纺织物。 2.混纺纱混纺纱是由两种或两种以上的纤维所纺成的纱,如涤纶与棉的混纺纱,羊毛与粘胶的混纺纱等。此类纱用于突出两种纤维优点的织物。 按纱线粗细分 1.粗特纱:粗特纱指32特及其以上(英制18英支及以下)的纱线。此类纱线适于粗厚织物,如粗花呢、粗平布等。 2.中特纱:中特纱指21~32特(英制19~28英支)的纱线。此类纱线适于中厚织物,如中平布、华达呢、卡其等。 3.细特纱:细特纱指11~20特(英制29~54英支)的纱线。此类纱线适于细薄织物,如细布、府绸等。 4.特细特纱:特细特纱指10特及其以下(英制58英支及以上)的纱线。此类纱适于高档精细面料,如高支衬衫、精纺贴
纱线质量检测实验总结
纱线质量检测实验总结 第七组 组长:周飞飞 小组成员:周飞飞谢飞董媛邢密密 纱线在生产过程中质量的好坏,对纱线品质及工厂,企业的利益有着深刻的影响。这就需要对纱线进行质量检测,从而来判定纱线的等级。本次我们共做5个实验。 一:单根纱线断裂强力和断裂伸长率的测定; 二:纱线捻度的测定; 三:纱线条干均匀度与棉结杂质测试(黑板条干法,电容式条干均匀度仪测定法)四:纱线线密度及百米质量变异系数的测定。 一.单根纱断裂强力和断裂伸长率的测定: (1)测试原理:被测试样的一端夹持在CRE型电子单纱强力机的上夹持器上,试 样另一端施加标准规定的预加张力后夹紧下夹持器,采用100% (相对于试样原长度)每分钟的恒定拉伸速度拉伸试样直至试样 断裂。测试过程记录单次值的断裂强力和断裂伸长率等技术指标, 测试结果给出所有技术指标统计值。 (2)测试结果:平均断裂强力296.73CN 平均断裂强度16.04CN/tex 断裂伸长的标准差41.71 断裂伸长的变异系数14.06% (3)实验思考:影响强力实验测得结果的因素有哪些? 二.纱线捻度的测定(退捻加捻法)
(1)测试原理:退捻加捻法是在一定张力下,夹住已知长度纱线的两端,对试样进行退捻和反向加捻,直到试样达到其初始长度。假设再加捻的 捻回数等于试样原有捻度,这样计数器上记录的捻回数的一半代 表试样具有的捻回数。 (2)测试结果;特数制捻度67.608 公制捻度676.08 特数制捻系数290.79 公制捻系数676.08 (3)操作中的注意事项;1.从导纱勾中引出纱线时,注意不能退捻或造成纱线意外伸 长。 2.纱线捻度测试中,要经常检查允许伸长是否控制在规定范 围内。 (4)试验思考:影响捻度测试结果因素有哪些? 纱线捻度测试的意义是什么? 纱线捻度对纱线性能有何影响? 三.纱线条干均匀度与棉结杂质测试(黑板条干法,电容式条干均匀度仪测定法)1,黑板条干法 (1)原理:在规定的条件下,将纱线卷绕在特质黑板上,用目光对比相应的标准样照进行评定。但在通常情况下,因其人为目测误差较大,所以一般 采用电容式条干均匀度仪测定法。 2,电容式条干均匀度仪测定法 (1)原理:利用非电量转换原理对纱条均匀度进行测定。 (2)注意事项;1.)设置的测试槽号,测试速度一定要与检测仪中选择的槽号, 纱速选择一致。
纱线知识
花式纱线定义与分类 花式纱线是指通过各种加工方法而获得特殊的外观、手感、结构和质地的纱线,主要有花色纱、花式纱、特殊花式纱三类。 (1)花色纱 花色纱是指按一定比例将彩色纤维混入基纱的纤维中,使纱上呈现鲜明的长短、大小不一的彩段、彩点的纱线,如彩点线、彩虹线等。这种纱线多用于女装和男茄克衫。 (2)花式纱 花式纱是利用超喂原理得到的具有各种外观特征的纱线,如圈圈纱、竹节纱、螺旋纱、结子纱等。此类纱线织成的织物手感蓬松、柔软、保暖性好,且外观风格别致,立体感强,既可用于轻薄的夏季织物,又可用于厚重的冬季织物,既可做衣着面料,又可做装饰材料。 (3)特殊花式纱 特殊花式纱主要是指金银丝、雪尼尔线等。金银丝主要是指将铝片夹在涤纶薄膜片之间或蒸着在涤纶薄膜上得到的金银线。它既可用于织物,也可用作装饰用缝纫线,使织物表面光泽明亮。雪尼尔线是一种特制的花式纱线,即将纤维握持于合股的芯纱上,状如瓶刷。其手感柔软,广泛用于植绒织物和穗饰织物。 花式纱线的性状与作用 花式纱线由于加工方法不同,其在结构上与普通纱线有所不同。花式纱线的基本结构是由芯纱、饰纱和固纱三部分组成。 芯纱——位于纱的中心,是构成纱线强力的主要部分;
饰纱——形成花式纱的花式效应,起装饰作用; 固纱——用于固定饰纱所形成的花型。 花式纱在强力、耐磨性方面不如普通纱线结实,且花式纱容易起毛起球和钩丝,但在外观表现方面却优于普通纱线,花式纱可通过制造各种花型、搭配各种色彩而得到新颖别致的外观效果。用花式纱线既可加工衣着材料,如织制各种色织女线呢、花呢,又可加工装饰材料,如各种手编毛线、窗帘家具等装饰织物,织物上花型突出,立体感强,风格独特。 各类花式纱线的特点 花式纱具有供装饰用的花式外观,其品种很多,生产方法也有多种。花式纱的结构由芯纱、饰纱、固纱组成。芯纱承受强力,是主干纱;饰纱以捻包缠在芯纱上形成效果;固纱以相反的捻向再包缠在饰纱外周,以固定花纹,但也有不用固纱的情况。以下介绍几种常见花式纱或花式线的名称及组成的特点: 1、结子纱:饰纱在同一处作多次捻回缠绕。 2、螺旋纱:由细度、捻度以及类型不同的两根纱并合和加捻制成。 3、粗节纱:软厚的纤维丛附着在芯纱上,外以固纱包缠。 4、圈圈纱:饰线形成封闭的圈形,外以固纱包缠。 5、结圈纱:饰纱以螺旋线方式绕在芯线上,但间隔地抛出圈形。 6、雪尼尔纱:在芯线喑夹着横向饰纱。饰纱头端松开有毛绒。
棉纱知识二
棉本色纱线(Cotton grey yarns)国家标准(GB/T398-93)(范围、引用标准、规格、技术要求 1 主题内容与适用范围 本标准规定了棉本色纱线(以下简称“棉纱线”)的产品品种规格、技术要求、所采用的试验方法、检验规则、标志、包装。 本标准适用于鉴定环锭机制棉纱线的品质,不适用于鉴定特种用途棉纱线的品质。 2 引用标准 GB 2543.1 纱线捻度的测定直接计数法 GB 2543.2 纱线捻度的测定退捻加捻法 GB 3292 电子均匀度仪测定纱条短片段不匀率方法 GB 3916 单根纱线的断裂强力及伸长试验方法 GB 4145 纱线疵点的分级试验方法 GB 4743 纱线的线密度(或支数)的测定方法绞纱法 FZ/T 10007 棉及化纤纯纺、混纺本色纱线检验规则 ZBW04 006.1 温度与回潮率对棉及化纤纯纺、混纺制品断裂强力的修正方法ZB W08 001 棉及化纤纯纺、混纺本色纱线包装和标志 3 产品品种规格 3.1 棉纱线的线密度以1000m纱线在公定回潮率的重量(g)表示,称为特克斯(tex) 3.2 棉纱线的公定回潮率为8.5%。 3.3 棉纱线的标准重量 100m纱线在公定回潮率8.5%时的标准重量(g)=特克斯/10------(1) 100m纱线的标准干燥重量(g)=特克斯/10.85--------------(2) 3.4 单纱和股线的最后成品设计特克斯数必须与其公称特克斯数相等。纺股线用的单纱设计特克斯数值应保证股线的设计特克斯数与其公称特克斯数相等。 3.5 棉纱线的公称特克斯数系列与其100m的标准重量规定 3.6 棉纱的公称特克斯数系列及其100m的标准重量见表1 4 技术要求 4.1 梳棉纱的技术要求见表4。 4.2 精梳棉纱的技术要求见表5。 4.8 分等规定 4.8.1 棉纱线规定以同品种一昼夜三个班的生产量为一批,按规定的试验周期和各项试验方法进行试 验,并按其结果评定棉纱线的品等。 4.8.2 棉纱线的品等分为优等、一等、二等,低于二等指标者作三等。4.8.3 棉纱的品等由单纱断裂强力变异系数CV(%)和百米重量变异系数CV(%)、条干均匀度和一 克内棉结粒数及一克内棉结杂质总粒数评定,当五项的品等不同时,按五项中最低的一项品等评定。 4.8.4 棉线的品等由单线断裂强力变异系数CV(%),百米重量变异系数CV(%)和一克内棉结粒数 及一克内棉结杂质总粒数评定,当四项的品等不同时,按四项中最低的一项品等
纱线检验规程
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文 章,期待你的好评和关注,我将一如既往为您服务】 1、目的 通过对外购纱线的检验,有效地监控原材料质量,使其符合公司及客户要求。 2、引言 本规程适用于南海太平地毯有限公司外购纱线的检验。 3、检验规则 3.1 取样 1)取样数量按QB/T2518-2001《地毯用纱》6.2 <组批与抽样> 中规定执行即:用于物理指标 及外观质量抽样检验的产品,根据产品批量大小确定样本大小,从批中随机抽取样本单位。批量 在5000kg及以下,取样10大绞或10个筒纱,批量在5000kg以上的取样20大绞或20个筒纱。 2)所抽取样品须注明批号、包号和物料名称等信息。 3.2 试验次数规定 1)线密度测20次 2)纱线捻度试验40次 3)纱线强力:名义强力4500CN及以下试验20次,名义强力在4500CN以上 的试验10次。 4)新批物料或有特殊要求需做“纤维定量分析和含油”试验时,规定取两个试 样各试验一次(从样品中随机取)。 5)PP纬线热收缩试验20次 6)回潮试验批量在1000KG及以下,取8个纱样,批量在1000KG以上的取 12个纱样。 7)外观、绞长、绞重、绑线和条干(黑板)抽样数全检。 3.3检验方法 3.3.1 外观检验(见《纱线外观与支数检验记录表》); 1)白度检验:GB/T 8424.2-2001 纺织品相对白度的仪器评定方法执行(送 染部电脑测试); 2)色差检验按GB/T 8424.3-2001 纺织品色差计算执行(送染部电脑测
3)颜色检验按GB/T 8424-2001 纺织品表面颜色的测定通则执行(送染部 电脑测试); 4)光泽、纱疵、条干、色花和筒子成型检验:采用目测检验; 5)绞重/筒重/绞长/绑线:逐绞称重测量。 3.3.2 支数检验(见《纱线外观与支数检验记录表》)按GB/T 4743-1995 纱线线密度的测定执行 3.3.3 捻度、捻向、纺纱结构检验(见《纱线捻度、捻向、纺纱结构检验记录表》)按GB/T 2543.1~2543.2--2001 纺织品纱线捻度的测定第一部分:直接计数法执行 3.3.4 纱线断裂强力及伸长率的检验(见《纱线断裂强力、断裂伸长率检验记录表》)按GB/T 3916-1997 纺织品单根纱线断裂强力和断裂伸长率的测定执行 3.3.5 混纺纱线定量分析(见《纺织品定量分析记录表》) 试验方法按GB/T 2910-1997 纺织品二组分纤维混纺产品定量化学分析执行 3.3.6 纱线含油率测试 试验方法按FZ 20002-91 毛纺织品含油脂率的测定执行 3.3.7 回潮率检验(见《纺织品回潮率检验记录表》) 试验方法按GB/T 9995-1997 纺织材料含水率和回潮率的测定执行 3.3.8 PP纬线热收缩检验(见《纱线受热收缩检验记录表》) 3.3.8.1仪器和工具纤维干热收缩测定仪、秒表 3.3.8.2试验条件: 1)预加张力:<200TEX纱线:11±1CN;>200TEX纱线:21±1CN。 2)热处理温度:130℃±2℃ 3)热处理时间:5min ;热处理后冷却平衡时间:2min 3.3.8.3 试验步骤 1)开启电源,使加热槽达到规定温度。 2)将试样夹入夹持器夹紧,下挂规定的预加张力夹,使试样处于绷直状态。 3)将挂好的试样推入加热槽内处理,当测试时间达到规定时,取出纱线,在室温条件让纱线自然冷 却2min后,记录纱线伸长(收缩)百分率L1。(注:纱线收缩百分率用负数表示) 4)试验结果计算(结果保留2位小数)