50吨氧气顶吹转炉炉体设计
50吨氧气顶吹转炉炉体设计
1 氧气顶吹转炉炼钢的发展概况
氧气顶吹转炉炼钢法是20世纪50年代产生和发展起来的炼钢技术,但从起出现至今已有100多年的历史。早在1856年英国人亨利·贝塞麦就研究开发了酸性底吹转炉炼钢法,以铁水为原料,从转炉底部通入空气氧化去除杂质冶炼成钢。第一次实现了液态钢冶炼的规模生产,从此进入了现代钢铁工业生产阶段。1878年德国尼·托马斯研究发明的碱性底吹转炉炼钢法,以碱性耐火材料砌筑炉衬,吹炼过程中可加入石灰造渣,能够脱除铁水中的P、S,解决了高磷铁水冶炼技术问题。由于转炉炼钢法有生产率高、成本低、设备简单等优点,在欧洲得到迅速的发展,并成为当时主要的炼钢方法。
第二次世界大战之后,从空气中分离氧气技术的成功,提供了大量廉价的工业纯氧,使贝塞麦的氧气炼钢设想得以实现。由于氧气顶吹转炉炼钢首先在林茨和多那维茨两城投入生产,所以取这两个城市名称的第一个字母L-D(LD)作为氧气顶吹转炉炼钢法的代称。
LD炼钢法具有反应速度快,热效率高,又可使用约30%的废钢为原料;并克服了底吹转炉钢质量差,品种少的缺点;因而一经问世就显示出巨大的优越性和生命力。进入20世纪70年代以后,顶吹转炉炼钢技术趋于完善。转炉的最大公称吨位达380t;单炉生产能力达到400~500万t/a;能够冶炼全部平炉钢种,若与有关精炼技术相匹配,还可以冶炼部分电炉钢种;大型转炉炉龄在1999年达到10000炉次/炉役以上;并实现了计算机控制终点碳与出钢温度。
1951年碱性空气侧吹转炉炼钢法首先在我国唐山钢厂试验成功,并于1952年投入工业生产。1954年开始了小型氧气顶吹转炉炼钢的试验研究工作,1962年将首钢试验厂空气侧吹转炉改建成3t氧气顶吹转炉,开始了工业性试验。在试验取得成功的基础上,我国第一个氧气顶吹转炉炼钢车间(2×30t)在首钢建成,于1964年12月26日投入生产。以后,又在唐山、上海、杭州等地改建了一批3.5~5t的小型氧气顶吹转炉。1966年上钢一厂将原有的一个空气侧吹转炉炼钢车间,改建成3座30t的氧气顶吹转炉炼钢车间,并首次采用了先进的烟气净化回收系统,于当年8月投入生产,还建设了弧形连铸机与之相配套,试验和扩大了氧气顶吹转炉炼钢的品种。这些都为我国日后氧气顶吹转炉炼钢技术的发展提供了宝贵经验。此后,我国原有的一些空气侧吹转炉车间逐渐改建成中小型氧气顶吹转炉车间,并新建了一批中、大型氧气顶吹转炉车间。20世纪80年代宝钢从日本引进建成具有70年代末技术水平的300t大型转炉3座、首钢购入二手设备建成210t转炉车间;90年代宝钢又建成250t转炉车间,武钢引进250t 转炉,唐钢建成150t转炉车间,重钢和首钢又建成80t转炉炼钢车间;许多平炉车间改建成氧气顶吹转炉车间等。到1998年,我国氧气顶吹转炉共有221座,其中100t以下的转炉有188座,(50-90t的转炉有25座),100-200t的转炉有23
座,200t以上的转炉有10座,最大公称吨位有300t。顶吹转炉钢占年总钢产量的82.67%。
2 炉型分类
转炉由炉帽、炉身、炉底三部分组成,目前常用的炉帽系一上小下大的正口形截圆锥体。炉帽以下、熔池面以上的炉身部分为圆筒形。熔池面一下的炉底部分,其形状视熔池形状而定,根据修炉方式的不同,有死炉底与活炉底之分,前者适用于上修,后者适用于下修。所谓转炉炉型是指由炉帽、炉身、炉底三部分组成的炉衬内部空间或炉膛的几何形状。
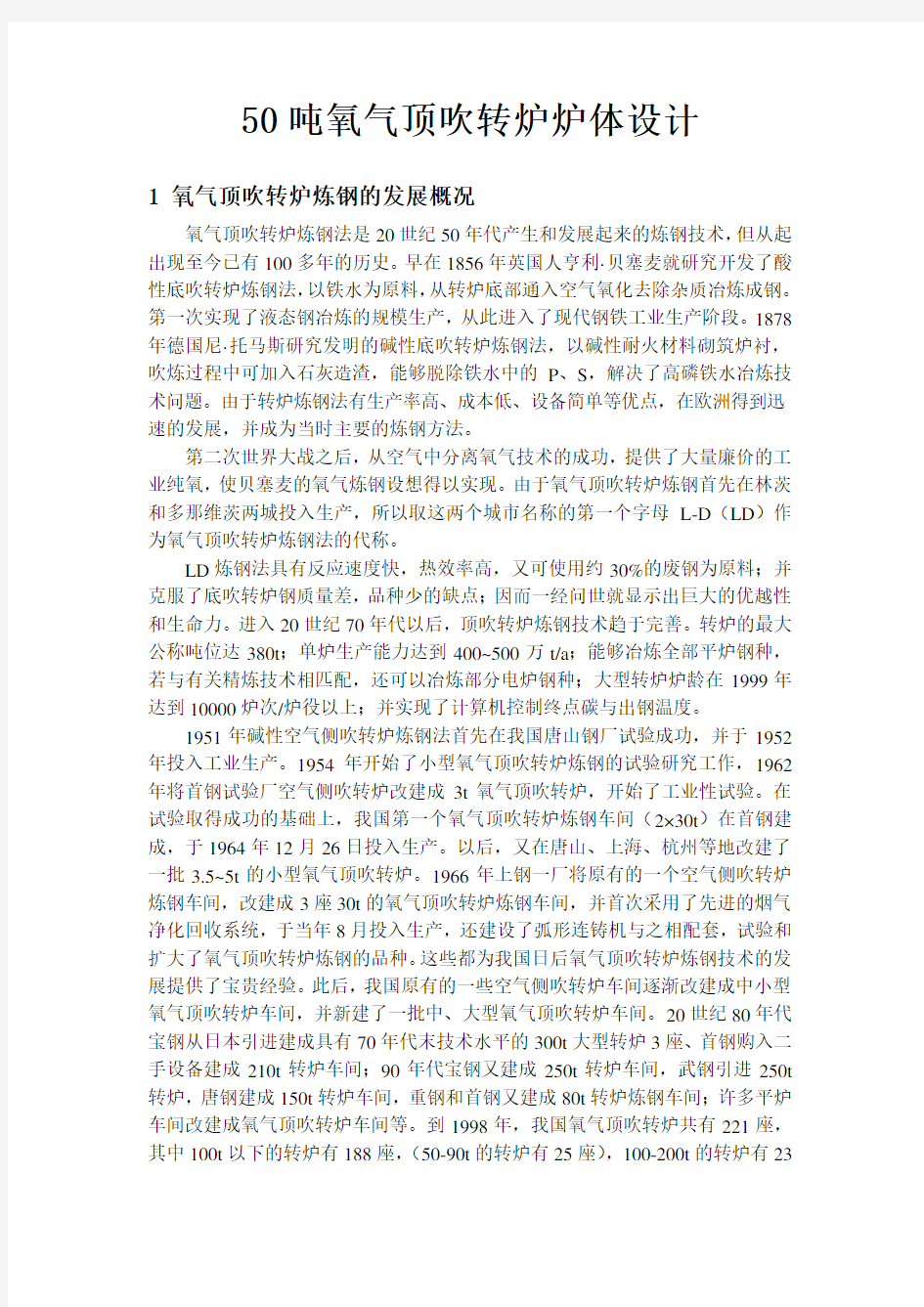
由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉炉型分为筒球型、锥球型和截锥型三种。
常见转炉炉型
(a)筒球型;(b)锥球型;(c)截锥型
(1)筒球型其熔池形状由一球缺体和一圆筒体两部分组成。这种炉型炉衬砌筑简单,炉壳容易制造,其形状比较接近于金属流的循环轨迹。通常,球缺底半径R=(0.9-1.2)D。当R=1.1D时,熔池体积Vc(m3)与熔池直径D(m)有如下关系:
Vc=0.790hD2-0.046D3
在装入量和熔池直径均相同的情况下,于其它两种炉型相比,筒球型的熔池略浅些。这就是说,当熔池面积足够大时,可确保合适的熔池深度。显然,它对进一步提高供氧强度、促进渣钢反应和减少喷溅都是有利的。因此,我国1993年5月新颁布的YB9058-92《炼钢工艺设计技术规定》提出:150t以上的转炉采用筒球型死炉底。
(2)锥球型其熔池形状由一球缺体和一倒截锥体两部分组成,倒锥角度一般为12-13°。这种炉型的形状更符合钢渣环流的要求,炉衬蚀损后,其形状变化较小,对操作较为有利。在装入量和熔池深度均相同的情况下,熔池直径比筒球型的大。当球缺底半径R=1.1D和球缺体高度h′=0.09D是熔池体积Vc(m3)与熔池直径D(m)和熔池深度h(m)有如下关系:
Vc=0.665hD 2-0.033D 3
目前,有些国家已将这种炉型用于大容量炉子,特别是德国应用比较普遍。但由于大的熔池直径需靠增大炉壳来实现,所以同等条件下,其投资高于筒球型炉子。我国过去已建成的30-80t 转炉多用锥球型。
(3)截锥型 该炉型的熔池形状为一个倒截锥体。在装入量和熔池直径相同的情况下,其熔池最深。因此不适宜大容量转炉。我国过去已建成的30t 以下的小炉子应用较多,但国外已很少用这种炉型。通常倒截锥体的底部直径d≈0.7D ,这时熔池体积Vc (m 3)与熔池直径(m)和熔池深度h (m )有如下关系:
Vc=0.574hD 2
除上述三种基本炉型外,在矿石含磷较高的西欧一些国家,采用喷石灰粉冶炼高磷生铁时,也有的选择了炉身为上大下小且炉帽倾角很小的炉子。显然,较大的炉膛上部反应空间,对冶炼过程中增大渣量、造泡沫渣脱磷颇为有利,但该炉型砌筑复杂,炉衬寿命短,一般不用。
3 炉型选择
锥球型炉型的形状更符合钢渣环流的要求,炉衬蚀损后,其形状变化较小,对操作较为有利。在装入量和熔池深度均相同的情况下,增加了熔池反应面积。而且我国过去已建成的30-80t 转炉多用锥球型,在中小型转炉的设计上应用较普遍。所以本次50t 氧气顶吹转炉采用锥球型炉型。
4 炉型尺寸计算
4.1 炉容比的确定
炉容比是指转炉有效容积V t 与公称容量G 的比值V t /G(m 3/t)。V t 系炉帽、炉身和熔池三个内腔容积之和。公称容量以转炉炉役期的平均出钢量来表示。
确定炉容比应综合考虑。通常,铁水比增大,铁水中Si 、S 、P 含量高,用矿石作冷却剂以及供氧强度提高时,为了减少喷溅或溢渣损失,提高金属收得率和操作稳定性,炉容比要适当增大。但过大的炉容比又会使基建和设备投资增加。对于大型转炉,由于采用多孔喷枪和顶底复吹,操作比较稳定,因此在其他条件相同的情况下,炉容比有所减少。
转炉新砌炉衬的炉容比推荐值为0.90-0.95m 3/t ,大转炉取下限,小转炉取上限。
本次设计,取炉容比为
95.0 G
V t 4.2 熔池尺寸的确定
4.2.1熔池直径D 的计算
熔池直径的计算公式
t
G K D = 式中 D —熔池直径,m ;
G —新炉金属装入量,t ,可近似地取公称容量;
t —平均每炉钢纯吹氧时间,min 具体参见表1推荐的平均每炉钢冶炼时间和实际生产条件来确定;
K —比例系数,可参照表2确定。
表1 平均每炉钢冶炼时间推荐值
注:括号内数字系吹氧时间参考值
表
2 不同吨位下的K 值
确定熔池体积V C :
314.70
.750m G
V C ===金ρ (钢液的密度取t m /0.73)
确定吹氧时间t 和比例系数K :由表1和表2知,t 取15min ,K 取1.85
4.2.2 熔池深度h 的计算
锥球型熔池深度的计算公式为: mm m D D Vc h 111011.138..3665.038.3033.014.7665.0033.02
3
23==??+=+= 4.2.3 熔池其他尺寸的确定。
① 球缺体高度高度h′:
h′=0.09D=0.09×3380=304mm
(取整数300mm )
② 球缺底半径R :
mm m D 338038.315
5085.1==?=
mm D R 372033801.11.1=?==
(取整数3720mm )
4.3 炉帽尺寸的确定
顶吹转炉一般都用正口炉帽,其主要尺寸有炉帽倾角、炉口直径和炉帽高度。设计时,应考虑以下因素:确保其稳定性;便于兑铁水和加废钢;减少热损失;避免出钢时钢渣混出或从炉口流渣;减少喷溅。
4.3.1炉帽倾角θ:倾角过小,炉帽内衬不稳定性增加,容易倒塌;过大时,出钢时容易钢渣混出和从炉口大量流渣。目前倾角多为60±3°小炉子取上限,大炉子取下限,这是因为大炉子的炉口直径相对来说要小些。
本次设计,取
?=60θ。
4.3.2 炉口直径d :一般说来,在满足兑铁水和加废钢的前提下,应适当减小炉口直径,以利于减小热损失,减少空气进入炉内影响炉衬寿命和改善炉前操作条件。实践证明,取炉口直径为熔池直径的43-53%为适宜。另外,从减少喷溅考虑,要求炉气从炉口排出的速度小于15m/s 。
本次设计,取
mm D d 1690338050.050.0=?==
4.3.3 炉帽高度H 帽:为了维持炉口的正常形状,防止因砖衬蚀损二使其迅速扩
大,在炉口上部设有高度为H 口=300-400mm 的直线段。本次设计取H 口=300mm 。
因此炉帽高度为:
mm H d D H 176430060tan 2
16903380tan 2=+?-=+-=口帽θ (取整数1770mm )
在炉口处设置水箱试水冷炉口。
炉帽总容积为:
3
22222223303.73
.069.1785.0)69.169.138.338.3(3.077.162.20785.0d Dd D H H 262.04
tan 24m H d H d d D V =??-+?+-?=-++-=+-=)())(()(口
口帽口帽πθπ
4.4 炉身尺寸的确定
① 炉膛直径D 膛=D (无加厚段)
② 根据选定的炉容比为0.95,可求出炉子有效容积为: 350.475095.0m V t =?=
333.3314.703.750.47m V V V V t =--=--=池帽身
③ 炉身高度:
m m m D V H 372072.338.3433.3342
2====π
π
身身 则转炉有效高度:
mm H H h H 6600372017701110=++=++=身帽内
4.5 出钢口尺寸的确定
出钢口尺寸一般都设在炉帽与炉身的交界处,以便当转炉处于水平位置出钢时其位置最低,可使钢水全部出净。出钢口的主要尺寸是中心线的水平倾角和直径。
4.5.1 出钢口中心线水平倾角θ1:为了缩短出钢口长度,以利维修和减少钢液二次氧化及热损失,大型转炉的θ1趋向减小。国外不少转炉采用0°,但0°倾角使钢液对钢包内金属的冲击力变小。国内转炉多为45°以下。
本次设计,取
θ1=20°
4.5.2 出钢口直径d 出:出钢口直径决定出钢时间,随炉子容量不同而异。出钢时
间通常为2-8min 。时间过短,即出钢口过大,难以控制下渣,且钢包内钢液静压力增长过快,脱氧产物不易上浮。时间过长,即出钢口过小,钢液容易二次氧化和吸气,散热也大。通常按下面的公式来确定:
cm T d 3.1275.163=+=出
(取整数120mm)
式中T —转炉公称容量,t 。
出钢口砖衬外径:
cm d d 65.675.5S ==出出
(取整数680mm)
出钢口长度:
cm d L 25.925.7==出出
(取整数930mm)
4.6 炉衬的组成和厚度的确定
通常炉衬由永久层、填充层、工作层组成。有些转炉则在永久层和炉壳钢板之间夹有一层石棉板绝热层。
永久层紧贴炉壳(无绝热层时),修炉时一般不予拆除。其主要作用是保护炉壳。该层常用镁砖砌筑。
填充层介于永久层和工作层之间,一般用焦油镁砂捣打而成。厚度约为80-100mm 。有些工厂则不作规定,一般只要达到找平的目的即可。该层的主要
功能是减轻炉衬受热膨胀时对炉壳产生挤压和便于拆除工作层。也有的转炉不设填充层。
工作层系指与金属、熔渣和炉气接触的内层炉衬,工作条件相当恶劣。目前该层多用镁碳砖和焦油白云石砖综合砌筑。
转炉各部位的炉衬厚度设计参考值如表3所示。
表3 转炉炉衬厚度设计参考值
炉衬砖行选择应遵循以下原则:
A.在可能条件下,尽量选用大砖,以提高筑炉速度,减少砖缝,减轻劳动强度;
B.力争砌筑过程中不打或少打砖,以提高砖的利用率和保证砖的质量;
C.对用小砖组合起来有困难或难以保证修筑质量的部位,如出钢口和炉底等,
则用异型砖;
D.尽量减少砖型种类。
根据表3得:
1)炉身加料侧工作层选700mm,永久层115mm,填充层100mm,总厚度为
+
700=
+
mm
915
100
115
2)炉身出钢侧工作层选650mm,永久层115mm,填充层100mm,总厚度为
+
650=
+
865
mm
100
115
故炉壳内径为
mm D 51608659153380=++=内壳
3) 炉帽工作层厚度600mm,永久层厚度60mm,填充层厚度130mm 。
4) 炉底工作层厚度600mm ,永久层厚度300mm ,则炉底砖衬总厚度为
mm 900300600=+
工作层材质全部采用镁碳砖,永久层全部采用标准镁砖,填充层选用焦油镁砂填料。
4.7 炉壳厚度确定
在转炉吹炼过程中,炉壳承受多种负荷,有炉壳、炉衬自重和炉料重引起的静负荷,有兑铁水、加废钢时的冲击以及炉体旋转时产生的动负荷,还有炉衬热膨胀和炉壳本身温度分布不均匀引起的热负荷。这些负荷必然使炉壳承受相应的应力,以致引起不同程度的变形。研究表明,其中热应力起主导作用。所以设计时力求选用抗蠕变强度高、焊接性能好的材料。大中型转炉多用耐高温高压的锅炉钢板制作炉壳,也有用合金钢板的。国内用于制作炉壳的低合金高强度钢有16Mn 、14MnNb 、20g 等。本次设计的转炉炉壳采用16Mn 低合金钢。
转炉炉壳各部位钢板厚度如下表4所示。
表4 转炉炉壳厚度设计参考值
由表4知,炉身部分选55mm 厚的钢板,炉帽和炉底部分选用45mm 厚的钢板,则转炉总高
mm H 7545459006600=++=总
(取整数7550mm )
炉壳外径:
mm D 52705525160=?+=壳
4.8 高径比的核定
高径比是指转炉炉壳总高H 总与炉壳外径D 壳之比值。增大高径比有利于减
少喷溅和溢渣、提高金属收得率。但是高径比过大,在炉膛体积一定时,反应面积过小,氧气流股易冲刷炉壁,对炉衬寿命不利;而且导致厂房高,基建费用大;转炉倾动力矩大,耗电大。转炉高径比推荐值为1.35-1.65。
43.15270
7550==壳总
D H 符合转炉高宽比推荐值(1.35-1.65),因此认为所设计的炉子尺寸基本上是
合适的。能够保证转炉的正常冶炼进行。附图:50吨氧气顶吹转炉炉体设计图
世界氧气顶吹转炉炼钢技术发展史
世界氧气顶吹转炉炼钢技术发展史 氧气顶吹转炉炼钢(oxygen top blown converter steelmaking)由转炉顶部垂直插入的氧枪将工业纯氧吹入熔池,以氧化铁水中的碳、硅、锰、磷等元素,并发热提高熔池温度而冶炼成为钢水的转炉炼钢方法。它所用的原料是铁水加部分废钢,为了脱除磷和硫,要加入石灰和萤石等造渣材料。炉衬用镁砂或白云石等碱性耐火材料制作。所用氧气纯度在99%以上,压力为0.81~1.22MPa(即8~12atm)。 简史 空气底吹转炉和平炉是氧气转炉出现以前的主要炼钢设备。炼钢是氧化熔炼过程,空气是自然界氧的主要来源。然而空气中4/5的气体是氮气,空气吹炼时,这样多的氮气在炉内穿行而过,白白带走大量的热且有部分氮溶解在铁液中,成为恶化低碳钢品质的重要原因。平炉中,氧在用于燃烧燃料之后,过剩的氧要通过渣层传入钢水,所以反应速率极慢,这也就增加了热损失。因此,直接把氧气吹入熔池炼钢,成为许多冶金学家向往的目标。早在19世纪,现代炼钢法的创始人贝塞麦(H.Bessemer)就有了纯氧炼钢的设想,但因没有大量氧气而未进行试验。20世纪20年代后期,以空气液化和分馏为基础的林德一弗兰克(Linde—Frankel)制氧技术开发成功,能够生产可供工业使用的廉价氧气,氧气炼钢又为冶金界所注意。从1929年开始,柏林工业大学的丢勒尔教授(R.Durrer)在实验室中研究吹氧炼钢,第二
次世界大战开始后转到瑞士的冯?罗尔(V.Roll)公司继续进行研究。1936~1939年勒莱普(O.Lellep)在奥伯豪森(Oberhausen)进行了底吹氧炼钢的试验,由于喷嘴常损坏未能成功。1938年亚琛(Aachen)工业大学的施瓦茨(C.V.Schwarz)提出用超音速射流向下吹氧炼钢,并在实验室进行了试验,将托马斯生铁吹炼成低氮钢,但因熔池浅而损坏了炉底。1948年丢勒尔(R.Durrer)等在冯?罗尔(VonRoll)公司建成2.5t的焦油白云石衬的试验转炉,以450的斜度将水冷喷嘴插入铁水吹氧炼钢,无论贝塞麦生铁或托马斯生铁都能成功炼成优质钢水,而且认识到喷嘴垂直向下时,最有利于喷嘴和炉衬的寿命。这样就最后完成了转炉吹氧炼钢的实验室试验。从实验室研究向工业化试验的进一步发展是由奥地利的沃埃施特(VOEST)公司完成的。第二次世界大战后奥地利面临重建钢铁工业的需要,该国缺少废钢使得平炉或电炉炼钢法缺乏竞争力。沃埃施特公司注意到丢勒尔的试验,决心开发一个具有竞争力的新的炼钢方法。1949年5月在奥地利累欧本(Leoben)开了一次氧气炼钢的讨论会,决定冯?罗尔、曼内斯曼(Mannesmann)、阿尔派(ALPINE)和沃埃施特4个公司协作,在沃埃施特的林茨(Linz)钢厂作进一步的试验。1949年6月在林茨建成2t顶吹氧试验转炉,由苏埃斯(T.Suess)和豪特曼(H.Hauttmann)负责,在丢勒尔参与下,成功地解决了合适的氧气压力、流量和喷嘴与熔池面距离等工艺操作问题。之后迅速建立15t试验转炉,广泛研究新方法所冶炼钢的品质。由于钢的质量很好而且炼钢工艺的
100t顶底复吹转炉炉型设计说明书
目录 前言 (1) 一、转炉炉型及其选择 (1) 二、炉容比的确定 (3) 三、熔池尺寸的确定 (3) 四、炉帽尺寸的确定 (5) 五、炉身尺寸的确定 (6) 六、出钢口尺寸的确定 (6) 七、炉底喷嘴数量及布置 (7) 八、高径比 (9) 九、炉衬材质选择 (9) 十、炉衬组成及厚度确定 (9) 十一、砖型选择 (12) 十二、炉壳钢板材质与厚度的确定 (14) 十三、校核 (15) 参考文献 (16)
专业班级学号姓名成绩 前言: 转炉是转炉炼钢车间的核心设备。转炉炉型及其主要参数对转炉炼钢的生产率、金属收的率、炉龄等经济指标都有直接的影响,其设计是否合理也关系到冶炼工艺能否顺利进行,车间主厂房高度和与转炉配套的其他相关设备的选型。所以,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提,而炉型设计又是整个转炉车间设计的关键。 设计内容:100吨顶底复吹转炉炉型的选择与计算;耐火材料的选择;相关参数的选择与计算。 一、转炉炉型及其选择 转炉有炉帽、炉身、炉底三部分组成。转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉炉型分为筒球形、锥球型和截锥形等三种。炉型的选择往往与转炉的容量有关。
(1)筒球形。熔池由球缺体和圆柱体两部分组成。炉型形状简单,砌砖方便,炉壳容易制造,被国内外大、中型转炉普遍采用。 (2)锥球型。熔池由球缺体和倒截锥体两部分组成。与相同容量的筒球型比较,锥球型熔池较深,有利于保护炉底。在同样熔池深度的情况下,熔池直径可以比筒球型大,增加了熔池反应面积,有利于去磷、硫。我国中小型转炉普遍采用这种炉型,也用于大型炉。 (3)截锥形。熔池为一个倒截锥体。炉型构造较为简单,平的熔池底较球型底容易砌筑。在装入量和熔池直径相同的情况下,其熔池最深,因此一般不适用于大容量炉,我国30t以下的转炉采用较多。不过由于炉底是平的,便于安装底吹系统,往往被顶底复吹转炉所采用。 顶底复吹转炉炉型图 顶底复吹转炉炉型的基本特征如下: (1)吹炼的平稳和喷溅程度优于顶吹转炉,而不及底吹转炉,故炉子的高宽比略小于顶吹转炉,却大于底吹转炉,即略呈矮胖型。 (2)炉底一般为平底,以便设置喷口,所以熔池常为截锥型。 (3)熔池深度主要取决于底部喷口直径和供气压力,同时兼顾顶吹氧流的穿透
顶吹转炉
太原科技大学 课程设计说明书 设计题目: 50t 氧气顶吹转炉设计 设计人:郭晓琴 指导老师:杨晓蓉 专业:冶金工程 班级:冶金工程081401 学号: 200814070105 材料科学与工程学院 2011年12月30 日
目录 摘要................................................ 错误!未定义书签。第一章绪论................................................ 错误!未定义书签。 1.1 氧气顶吹转炉炼钢的发展概况......................... 错误!未定义书签。 1.2 氧气顶吹转炉炼钢的优点............................. 错误!未定义书签。 1.3 转炉炼钢生产技术发展趋势........................... 错误!未定义书签。第二章炉型尺寸计算........................................ 错误!未定义书签。 2.1转炉炉型及其选择.................................... 错误!未定义书签。 2.2转炉炉型尺寸计算.................................... 错误!未定义书签。 2.2.1 熔池尺寸...................................... 错误!未定义书签。 2.2.2 炉容比(容积比).............................. 错误!未定义书签。 2.2.3炉帽尺寸...................................... 错误!未定义书签。 2.2.4炉身尺寸...................................... 错误!未定义书签。 2.2.5出钢口尺寸.................................... 错误!未定义书签。第三章氧气顶吹转炉耐火材料................................ 错误!未定义书签。 3.1 炉衬的组成和材质的选择............................. 错误!未定义书签。 3.2炉衬厚度的确定...................................... 错误!未定义书签。第四章氧气顶吹转炉金属构件的确定.......................... 错误!未定义书签。 4.1炉壳组成及结构形成................................. 错误!未定义书签。 4.2炉壳钢板材质与厚度的确定 (7) 4.3支撑装置 (7) 4.3.1 托圈......................................... 错误!未定义书签。 4.3.2炉衬的组成和材质的选择....................... 错误!未定义书签。 4.3.3耳轴及其轴承................................. 错误!未定义书签。 4.4倾动机构........................................... 错误!未定义书签。 4.5高径比的核定....................................... 错误!未定义书签。参考文献.............................................................. - 12 -
氧气顶吹转炉炼钢
R.D.佩尔克等著,邵象华、楼盛赫等译校:《氧气顶吹转炉炼钢》,冶金工业出版社,北京,(上册)1980,(下册)1982。(R.D.Pehlke,ed., BOF Steelmaking,AIME,1974~1977.) 氧气顶吹转炉炼钢 责任编辑:苏方来源:成都钢铁网2008年06月20日 氧气顶吹转炉炼钢(oxygen top blown converter steelmaking) 由转炉顶部垂直插入的氧枪将工业纯氧吹入熔池,以氧化铁水中的碳、硅、锰、磷等元素,并发热提高熔池温度而冶炼成为钢水的转炉炼钢方法。它所用的原料是铁水加部分废钢,为了脱除磷和硫,要加入石灰和萤石等造渣材料。炉衬用镁砂或白云石等碱性耐火材料制作。所用氧气纯度在99%以上,压力为0.81~1.22MPa(即8~12atm)。 简史空气底吹转炉和平炉是氧气转炉出现以前的主要炼钢设备。炼钢是氧化熔炼过程,空气是自然界氧的主要来源。然而空气中4/5的气体是氮气,空气吹炼时,这样多的氮气在炉内穿行而过,白白带走大量的热且有部分氮溶解在铁液中,成为恶化低碳钢品质的重要原因。平炉中,氧在用于燃烧燃料之后,过剩的氧要通过渣层传入钢水,所以反应速率极慢,这也就增加了热损失。因此,直接把氧气吹入熔池炼钢,成为许多冶金学家向往的目标。早在19世纪,现代炼钢法的创始人贝塞麦(H.Bessemer)就有了纯氧炼钢的设想,但因没有大量氧气而未进行试验。20世纪20年代后期,以空气液化和分馏为基础的林德一弗兰克(Linde —Frankel)制氧技术开发成功,能够生产可供工业使用的廉价氧气,氧气炼钢又为冶金界所注意。从1929年开始,柏林工业大学的丢勒尔教授(R.Durrer)在实验室中研究吹氧炼钢,第二次世界大战开始后转到瑞士的冯?罗尔(V.Roll)公司继续进行研究。1936~1939年勒莱普(O.Lellep)在奥伯豪森(Oberhausen)进行了底吹氧炼钢的试验,由于喷嘴常损坏未能成功。1938年亚琛(Aachen)工业大学的施瓦茨(C.V.Schwarz)提出用超音速射流向下吹氧炼钢,并在实验室进行了试验,将托马斯生铁吹炼成低氮钢,但因熔池浅而损坏了炉底。1948年丢勒尔(R.Durrer)等在冯?罗尔(V onRoll)公司建成2.5t的焦油白云石衬的试验转炉,以450的斜度将水冷喷嘴插入铁水吹氧炼钢,无论贝塞麦生铁或托马斯生铁都能成功炼成优质钢水,而且认识到喷嘴垂直向下时,最有利于喷嘴和炉衬的寿命。这样就最后完成了转炉吹氧炼钢的实验室试验。从实验室研究向工业化试验的进一步发展是由奥地利的沃埃施特(VOEST)公司完成的。第二次世界大战后奥地利面临重建钢铁工业的需要,该国缺少废钢使得平炉或电炉炼钢法缺乏竞争力。沃埃施特公司注意到丢勒尔的试验,决心开发一个具有竞争力的新的炼钢方法。1949年5月在奥地利累欧本(Leoben)开了一次氧气炼钢的讨论会,决定冯?罗尔、曼内斯曼(Mannesmann)、阿尔派(ALPINE)和沃埃施特4个公司协作,在沃埃施特的林茨(Linz)钢厂作进一步的试验。1949年6月在林茨建成2t顶吹氧试验转炉,由苏埃斯(T.Suess)和豪特曼(H.Hauttmann)负责,在丢勒尔参与下,成功地解决了合适的氧气压力、流量和喷嘴与熔池面距离等工艺操作问题。之后迅速建立15t试验转炉,广泛研究新方法所冶炼钢的品质。由于钢的质量很好而且炼钢工艺的效率很高,1949年末该公司决定在林茨投资建设世界第一个氧气顶吹转炉工厂。并命名该炼钢法为LD法。林茨的30tLD转炉工厂于1952年11月投产。翌年春季第2个30tLD转炉工厂在奥地利多纳维兹([)onawitz)建成投产。1950年由苏埃斯申请得到专利权。推动炼钢工业再次大变革的氧气顶吹转炉炼钢法登上了历史舞台。该法问世后,数十年内迅速取代了平炉炼钢而成为世界上最主要的炼钢方法。在北美,美国是平炉炼钢大国,有平炉熔池吹氧的经验。美国又是第二次世界大战的最大战胜国,工业基础雄厚。在得知转炉氧气炼钢的信息后,美国麦克劳斯(McLouth)公司和加拿大多法斯柯(DOFASCO)公司于1954年各迅速建成一个35t氧气顶吹转炉车间并投产。随后
氧气顶吹转炉炼钢终点碳控制的方法
氧气顶吹转炉炼钢终点碳控制的方法 终点碳控制的方法有三种,即一次拉碳法、增碳法和高拉补吹法。 一次拉碳法 按出钢要求的终点碳和终点温度进行吹炼,当达到要求时提枪。 这种方法要求终点碳和温度同时到达目标,否则需补吹或增碳。一次拉碳法要求操作技术水平高,其优点颇多,归纳如下: (1) 终点渣TFe含量低,钢水收得率高,对炉衬侵蚀量小。 (2) 钢水中有害气体少,不加增碳剂,钢水洁净。 (3) 余锰高,合金消耗少。 (4) 氧耗量小,节约增碳剂。 增碳法 是指吹炼平均含碳量≥0.08%的钢种,均吹炼到ω[C]=0.05%~0.06%提枪,按钢种规范要求加入增碳剂。增碳法所用碳粉要求纯度高,硫和灰分要很低,否则会玷污钢水。 采用这种方法的优点如下: (1)终点容易命中,比“拉碳法”省去中途倒渣、取样、校正成分及温度的补吹时间,因而生产率较高; (2)吹炼结束时炉渣Σ(FeO)含量高,化渣好,去磷率高,吹炼过程的造渣操作可以简化,有利于减少喷溅、提高供氧强度和稳定吹炼工艺; (3)热量收入较多,可以增加废钢用量。 采用“增碳法”时应严格保证增碳剂质量,推荐采用C>95%、粒度≤10毫米的沥青焦。增碳量超过0.05%时,应经过吹Ar等处理。 高拉补吹法 当冶炼中、高碳钢钢种时,终点按钢种规格稍高一些进行拉碳,待测温、取样后按分析结果与规格的差值决定补吹时间。 由于在中、高碳(ω[c]>0.40%)钢种的碳含量范围内,脱碳速度较快,火焰没有明显变化,从火花上也不易判断,终点人工一次拉碳很难准确判断,所以采用高拉补吹的办法。用高拉补吹法冶炼中、高碳钢时,根据火焰和火花的特征,参考供氧时间及氧耗量,按所炼钢种碳规格要求稍高一些来拉碳,使用结晶定碳和钢样化学分析,再按这一碳含量范围内的脱碳速度补吹一段时间,以达到要求。高拉补吹方法只适用于中、高碳钢的吹炼。根据某厂30 t 转炉吹炼的经验数据,补吹时的脱碳速度一般为0.005%/s。当生产条件变化时,其数据也有变化。
氧气底吹转炉炼钢
通过转炉底部的氧气喷嘴,把氧气吹入炉内熔池进行炼钢的方法。 简史?? 氧气底吹转炉始于改造托马斯转炉(见托马斯法)。西欧富有高磷铁矿资源,用它炼出的生铁含磷高达1.6%~2.0%。以这种高磷铁水为原料的传统炼钢方法即托马斯法,也即碱性空气底吹转炉法,其副产品钢渣可作磷肥。对于高磷铁水,托马斯法过去一直是综合技术经济指标较好的一种炼钢方法。直至20世纪60年代,西欧还存在年产能力约1000万t钢的托马斯炉。但作为炼钢氧化剂的空气,其中氧气仅占1/5,其余4/5的氮气不仅吸收大量热量,并使钢中氮含量增加,引起低碳钢的脆性。为此人们一直试图用纯氧代替空气,以改进钢的质量和提高热效率。但采用氧气后,化学反应区的温度很高,底吹所用氧气喷嘴很快被烧坏。1965年加拿大空气液化公司为了抑制氧气炼钢产生的大量污染环境的褐色烟尘,试验在氧枪外层通气态或液态冷却剂,取得了预期效果,并同时解决了氧枪烧损快的问题。1967年联邦德国马克西米利安冶金厂(Maximilianshttte)引进了这项技术,以丙烷为氧喷嘴冷却剂,用于改造容量为24t的托马斯炉,首先试验成功氧气底吹转炉炼钢,取名OBM 法。1970年法国文代尔一西代尔公司(Wendel—Sidelor?? Co.)的隆巴(Rombas)厂以燃料油为氧喷嘴冷却剂,也成功地将24t托马斯炉改造成氧气底吹转炉,称为LWS法。随后用氧气底吹氧枪改造的托马斯炉在西欧得到迅速推广,炉容量大多为25~70t,用于高磷铁水炼钢,脱磷仍在后吹期完成,副产品钢渣作磷肥。1971年美国钢铁公司(U.S.Steel? Corp.)引进COBM法,为了解决经济有效地吹炼低磷生铁和设备大型化问题,在该公司炼钢实验室的30t试验炉上作了系列的中间试验,增加了底部吹氧同时喷吹石灰粉的系统,吹炼低磷普通铁水可在脱碳同时完成脱磷,称为Q—BOP法。随后,在菲尔菲德(Fairfield)厂和盖里(Gary)厂分别建设了两座200tQ—BOP炉和3座235tQ—BOP炉。前者取代原有平炉,后者取代正在建设的氧气顶吹转炉。从而实现了氧气底吹转炉的大型化,并扩大了应用范围。到20世纪70年代末氧气底吹转炉年产钢能力总计约3500万t。在中国,1973年钢铁研究总院在300kg 氧气底吹试验转炉上进行了底吹氧气和石灰粉的炼钢试验。随后,该院与北京钢铁设计研究总院及有关单位合作,在唐山钢厂、首都钢铁公司、济南第二钢厂及马鞍山钢铁公司先后完成了5t氧气底吹转炉炼钢的工业性试验。同时还进行了铁水提铌、提钒的试验。后由于顶底复吹转炉的出现和发展而停止。 工艺特点?? 氧气底吹转炉所用炉衬耐火材料、原材料及基本工艺和氧气顶吹转炉相同或相似。主要金属炉料是铁水和约10%~25%的废钢。供氧压力约为0.6~1.0MPa(6~10atm)。每炉吹炼时间(吹氧时间)一般为15~20min。每炉冶炼周期(本炉出钢到下炉出钢时间)一般为30~40min。氧耗量为50~60m3/t。主要工艺特点是从转炉底部供氧。(见图1)装有氧喷嘴的转炉炉底可以拆卸、更换。氧喷嘴由同心的双层套管组成。内层为铜管或不锈钢无缝管,外层用碳素钢无缝管。内层通氧气,并可同时喷吹石灰粉。两层套管之间的间隙通冷却剂。冷却剂通常为气态或液态的碳氢化合物,如天然气、丙烷或燃料油等。依靠碳氢化合物裂解吸热,并在氧流周围形成保护气膜,以及高速气流带走热量,以降低氧喷嘴及其附近反应区的温度,达到保护氧气喷嘴、减缓烧损的目的。为了使熔池搅拌均匀,反应界面大,吹炼平稳,并避免氧喷嘴个数少、直径过大、氧流比较集中而导致氧气穿透熔池,因此采用多支氧喷嘴,分散供氧。每支氧喷嘴的内径尺寸不超过熔池深度的1/35。这个数据适用于吹氧压力约为0.5~1MPa的中、小型转炉。例如:容量为30t的转炉,熔池平均深度为700mm,据此每支氧喷嘴最大内径为20mm;氧气压力为0.8MPa;氧气含石灰粉为1~2kg/m3,则氧气流量约为130m3/h?cm2;耗氧量为60m3/t;吹炼时间最多为20min。因此可以算出:需要供氧流量为5400m3/h,所需氧喷嘴内管总横截面约为42cm2,所需氧喷嘴数为14个。大型氧气底吹转炉的氧喷嘴直径与熔池深度之比可以大于上述数据,一般不超过熔池深度的1/15。例如200~240t氧气底吹转炉所用氧喷嘴数可采用10~16个。氧喷嘴之间以及氧喷嘴与炉壁之间要有适当间距,使熔池搅拌均匀和反应平稳,并减轻对炉衬耐火材料的侵蚀。氧喷
氧气顶吹转炉设计
3.1 转炉炉型设计3.1.1 转炉炉型设计概述(1)公称容量及其表示方法 公称容量(T),对转炉容量大小的称谓,即平时所说的转炉的吨位。它是转炉生产能力的主要标志和炉型设计的重要依据。目前国内外对公称容量的含义的解释还很不统一,归纳起来,大体上有以下三种表示方法: 1)以平均金属装入量(t)表示; 2)以平均出钢量(t)表示; 3)以平均炉产良坯量(t)表示。 在一个炉役期内,炉役前期和后期的装入量或出钢量不同,随着吹炼的进行,炉衬不断地受到侵蚀,熔池不断扩大,装入量增大,所以三种表示方法都是以其平均容量来表示。 这三种表示方法各有其优缺点,以平均金属装入量表示公称容量,便于进行物料平衡和热平衡计算,换算成新炉装入量时也比较方便。 以平均炉产良坯量表示公称容量,便于车间生产规模和技术经济指标的比较,但是在进行炉型设计时需做较复杂的换算。 以平均出钢量表示公称容量则介于两者之间,其产量不受操作方法和浇铸方法的影响,便于炼钢后步工序的设计,也比教容易换算成平均金属装入量和平均炉产良坯量。设计的公称容量与实际生产的炉产量基本一致。所以在进行炉型设计时采用以平均出钢量表示公称容量比较合理。 (2)炉型的定义: 转炉炉型是指转炉炉膛的几何形状,亦即指由耐火材料砌成的炉衬内形。 (3)炉型设计的意义 转炉是转炉炼钢车间的核心设备,炉型及其主要参数对转炉炼钢的生产率、金属收得率、炉龄等技术经济指标都有着直接的影响,炉型设计的是否合理关系到冶炼工艺能否顺利进行的问题,如喷溅问题,除与操作因素有关外,炉型设计是否合理也是个重要因素,并且车间的主厂房高度以及主要设备,像除尘设备,倾动机构设备等都与炉型尺寸密切相关。而且转炉一旦投产使用,炉型尺寸就很难再作改动,因为不论变动直径还是高度都牵涉到耳轴位置,它是与转炉基础联系在一起的,一般不能随意变动。 所以说,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提。而炉型设计又是整个转炉设计的关键。 设计内容:炉型种类的选择; 炉型主要参数的确定; 炉型尺寸设计计算; 炉衬和炉壳厚度的确定; 顶底复吹转炉设计。 3.1.2炉型种类及其选择 吹炼过程中炉膛内进行着极其复杂而又激烈地物理化学反应和机械运动,因此,转炉的炉型必须适应这些反应特点和运动规律,否则就不能保证冶炼过程的正常进行。那么,什么样的炉型才是比较理想的炉型呢?也就是说,炉型具备什么特点才能适应转炉炼钢反应激烈,吹炼速度快的特点呢? (1)炉型种类的选择原则 选择炉型时应考虑以下几条基本原则: ①炉型应能适应炉内钢液、炉渣和炉气的循环运动规律,使熔池得到激烈而又均匀的搅拌,从而加快炼钢过程的物理化学反应; ②有利于提高供氧强度(B),缩短冶炼时间,减少喷溅,降低金属损耗; ③新砌好的炉子的炉型要尽量接近于停炉以后残余炉衬的轮廓,减少吹炼过程中钢液、炉渣和炉气对炉衬的冲刷侵蚀及局部侵蚀,提高炉龄,降低耐火材料的消耗; ④炉壳应容易制造,炉衬砖的砌筑和维护要方便,从而改善工人的劳动条件,缩短修炉时间,提高转炉作业率。 总之应能使转炉炼钢获得较好的经济效益,优质、高产、低耗。 (2)炉型种类及其选择
转炉炼钢工艺标准经过流程
转炉炼钢工艺流程 这种炼钢法使用的氧化剂是氧气。把空气鼓入熔融的生铁里,使杂质硅、锰等氧化。在氧化的过程中放出大量的热量(含1%的硅可使生铁的温度升高200摄氏度),可使炉内达到足够高的温度。因此转炉炼钢不需要另外使用燃料。 转炉炼钢是在转炉里进行。转炉的外形就像个梨,内壁有耐火砖,炉侧有许多小孔(风口),压缩空气从这些小孔里吹炉内,又叫做侧吹转炉。开始时,转炉处于水平,向内注入1300摄氏度的液态生铁,并加入一定量的生石灰,然后鼓入空气并转动转炉使它直立起来。这时液态生铁表面剧烈的反应,使铁、硅、锰氧化 (FeO,SiO2 , MnO,) 生成炉渣,利用熔化的钢铁和炉渣的对流作用,使反应遍及整个炉内。几分钟后,当钢液中只剩下少量的硅与锰时,碳开始氧化,生成一氧化碳(放热)使钢液剧烈沸腾。炉口由于溢出的一氧化炭的燃烧而出现巨大的火焰。最后,磷也发生氧化并进一步生成磷酸亚铁。磷酸亚铁再跟生石灰反应生成稳定的磷酸钙和硫化钙,一起成为炉渣。 当磷与硫逐渐减少,火焰退落,炉口出现四氧化三铁的褐色蒸汽时,表明钢已炼成。这时应立即停止鼓风,并把转炉转到水平位置,把钢水倾至钢水包里,再加脱氧剂进行脱氧。整个过程只需15分钟左右。如果空气是从炉低吹入,那就是低吹转炉。 随着制氧技术的发展,现在已普遍使用氧气顶吹转炉(也有侧吹转炉)。这种
转炉吹如的是高压工业纯氧,反应更为剧烈,能进一步提高生产效率和钢的质量。 转炉一炉钢的基本冶炼过程。顶吹转炉冶炼一炉钢的操作过程主要由以下六步组成: (1)上炉出钢、倒渣,检查炉衬和倾动设备等并进行必要的修补和修理;(2)倾炉,加废钢、兑铁水,摇正炉体(至垂直位置); (3)降枪开吹,同时加入第一批渣料(起初炉内噪声较大,从炉口冒出赤色烟雾,随后喷出暗红的火焰;3~5min后硅锰氧接近结束,碳氧反应逐渐激烈,炉口的火焰变大,亮度随之提高;同时渣料熔化,噪声减弱); (4)3~5min后加入第二批渣料继续吹炼(随吹炼进行钢中碳逐渐降低,约12min 后火焰微弱,停吹); (5)倒炉,测温、取样,并确定补吹时间或出钢; (6)出钢,同时(将计算好的合金加入钢包中)进行脱氧合金化。 上炉钢出完钢后,倒净炉渣,堵出钢口,兑铁水和加废钢,降枪供氧,开始吹炼。在送氧开吹的同时,加入第一批渣料,加入量相当于全炉总渣量的三分之二,开吹3-5分钟后,第一批渣料化好,再加入第二批渣料。如果炉内化渣不好,则许加入第三批萤石渣料。 吹炼过程中的供氧强度:
三吹二120吨顶吹转炉及炼钢车间设计毕业设计
太原科技大学毕业设计(论文)任务书 (由指导教师填写发给学生) 学院(直属系):材料科学与工程学院时间:2014年 3月 12日学生姓名指导教师 设计(论文)题目三吹二120T顶吹转炉及炼钢车间设计 主要研究内容1.物料平衡及热平衡计算 2.氧气顶吹转炉炉型设计及计算 3.氧枪设计及计算 4.转炉炼钢车间设计及计算 5.连铸设备的选型及计算 6.炉外精炼设备的选型与工艺布置 7.炼钢车间烟气净化系统的设计 研究方法 利用已学的冶金工艺和钢铁厂设计知识进行理论计算与设计; 利用机械设计基础知识,通过查阅相关资料与现有结构相结合对结构部件设计计算。鼓励采用新技术、新方法、新思路和创新设计。 主要技术指标(或研究目标) 毕业设计说明书一份(包括英文资料的中文翻译) 设计图纸三张 1)氧气顶吹转炉炉型图1# 2)年产260万吨良坯三吹二型氧气顶吹转炉炼钢车间工艺平面布置图1#3)年产260万吨良坯三吹二型氧气顶吹转炉炼钢车间剖视图1# 教研室 意见 教研室主任(专业负责人)签字:2014年03月12日说明:一式两份,一份装订入学生毕业设计(论文)内,一份交学院(直属系)。
毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名:日期:
转炉工作原理及结构设计要点
攀枝花学院本科课程设计 转炉工作原理及结构设计 学生姓名: 学生学号: 院(系): 年级专业: 指导教师: 二〇一三年十二月
转炉工作原理及结构设计 1.1 前言 1964年,我国第一座30t氧气顶吹转炉炼钢车间在首钢建成投产。其后,上钢一厂三转炉车间、上钢三厂二转炉车间等相继将原侧吹转炉改为氧气顶吹转炉。20世纪60年代中后期,我国又自行设计、建设了攀枝花120t大型氧气顶吹转炉炼钢厂,并于1971年建成投产。进入20世纪80年代后,在改革开放方针策的指引下,我国氧气转炉炼钢进入大发展时期,由于氧气转炉炼钢和连铸的迅速发展,至1996年我国钢产量首次突破1亿t,成为世界第一产钢大国。 1.2 转炉概述 转炉(converter)炉体可转动,用于吹炼钢或吹炼锍的冶金炉。转炉炉体用钢板制成,呈圆筒形,内衬耐火材料,吹炼时靠化学反应热加热,不需外加热源,是最重要的炼钢设备,也可用于铜、镍冶炼。转炉按炉衬的耐火材料性质分为碱性(用镁砂或白云石为内衬)和酸性(用硅质材料为内衬)转炉;按气体吹入炉内的部位分为底吹、顶吹和侧吹转炉;按吹炼采用的气体,分为空气转炉和氧气转炉。转炉炼钢主要是以液态生铁为原料的炼钢方法。其主要特点是:靠转炉内液态生铁的物理热和生铁内各组分(如碳、锰、硅、磷等)与送入炉内的氧进行化学反应所产生的热量,使金属达到出钢要求的成分和温度。炉料主要为铁水和造渣料(如石灰、石英、萤石等),为调整温度,可加入废钢及少量的冷生铁块和矿石等。 1.2.1 转炉分类 1.2.1.1 炼钢转炉 早期的贝塞麦转炉炼钢法和托马斯转炉炼钢法都用空气通过底部风嘴鼓入钢水进行吹炼。侧吹转炉容量一般较小,从炉墙侧面吹入空气。炼钢转炉按不同需要用酸性或碱性耐火材料作炉衬。直立式圆筒形的炉体,通过托圈、耳轴架置于支座轴承上,操作时用机械倾动装置使炉体围绕横轴转动。 50年代发展起来的氧气转炉仍保持直立式圆筒形,随着技术改进,发展成顶吹喷氧枪供氧,因而得名氧气顶吹转炉,即L-D转炉(见氧气顶吹转炉炼钢);用带吹冷却剂的炉底喷嘴的,称为氧气底吹转炉(见氧气底吹转炉炼钢)。
设计作业 300t顶底复吹转炉炉型计算
转炉炉型设计计算 1.1原始数据 (1)、转炉的公称容量为300t 。 (2)、采用顶底复吹冶炼工艺 1.2 转炉的炉型选择 图为常见转炉炉型 (a)筒球型; (b)锥球型; (c)截锥型 根据原始条件及采用顶底复吹工艺的要求,为便于安装底部供气元件,要求转炉底部为平的,所以本设计将采用截锥型炉型作为设计炉型。 1.3炉容比 炉容比系指转炉有效容积与公称容量之比值。转炉炉容比主要与供氧强度有关,与炉容量关系不大。从目前实际情况来看,顶底复吹转炉炉容比一般取0.85~0.95m 3/t 。 本设计为300t ,取V/T=0.92 1.4熔池尺寸的计算 熔池直径的计算公式 t G k D 式中 D ——熔池直径,m ; G ——新炉金属装入量,t ,可取公称容量; K ——系数,参见表1-1;
t ——平均每炉钢纯吹氧时间,min 表1-1 系数K 的推荐值 b.确定吹氧时间 表1.2 推荐的转炉纯吹氧时间 本设计的转炉公称容量为300t , 又根据国家关于新建转炉的要求,吹氧时间在16min , 所以选择的吹氧时间为16min 。 取K=1.50 则)(495.616 30050.1m t G K D =?=? = ② 截锥型熔池深度的计算公式为: )(822.1495.6574.0119 .44574.0574.02 22m D V D V h =?=?== ) (金池 V 池=G/Y=44.119m 3 其中Y=6.8t/ m 3 ③熔池其他尺寸确定. )(546.4495.67.07.01m D D =?== 1.5炉帽尺寸的确定 ①炉口直径d 0.取 )(2475.3495.65.00m d =?= ②炉帽倾角: 取?60 ③炉帽高度H 帽: 取H 口=400mm , )(76.260tan )2475.3495.6(2 1 tan )(2100m d D H =?-=?-= θ锥 则整个炉帽高度为:
50吨氧气顶吹转炉炉体设计
50吨氧气顶吹转炉炉体设计 1 氧气顶吹转炉炼钢的发展概况 氧气顶吹转炉炼钢法是20世纪50年代产生和发展起来的炼钢技术,但从起出现至今已有100多年的历史。早在1856年英国人亨利·贝塞麦就研究开发了酸性底吹转炉炼钢法,以铁水为原料,从转炉底部通入空气氧化去除杂质冶炼成钢。第一次实现了液态钢冶炼的规模生产,从此进入了现代钢铁工业生产阶段。1878年德国尼·托马斯研究发明的碱性底吹转炉炼钢法,以碱性耐火材料砌筑炉衬,吹炼过程中可加入石灰造渣,能够脱除铁水中的P、S,解决了高磷铁水冶炼技术问题。由于转炉炼钢法有生产率高、成本低、设备简单等优点,在欧洲得到迅速的发展,并成为当时主要的炼钢方法。 第二次世界大战之后,从空气中分离氧气技术的成功,提供了大量廉价的工业纯氧,使贝塞麦的氧气炼钢设想得以实现。由于氧气顶吹转炉炼钢首先在林茨和多那维茨两城投入生产,所以取这两个城市名称的第一个字母L-D(LD)作为氧气顶吹转炉炼钢法的代称。 LD炼钢法具有反应速度快,热效率高,又可使用约30%的废钢为原料;并克服了底吹转炉钢质量差,品种少的缺点;因而一经问世就显示出巨大的优越性和生命力。进入20世纪70年代以后,顶吹转炉炼钢技术趋于完善。转炉的最大公称吨位达380t;单炉生产能力达到400~500万t/a;能够冶炼全部平炉钢种,若与有关精炼技术相匹配,还可以冶炼部分电炉钢种;大型转炉炉龄在1999年达到10000炉次/炉役以上;并实现了计算机控制终点碳与出钢温度。 1951年碱性空气侧吹转炉炼钢法首先在我国唐山钢厂试验成功,并于1952年投入工业生产。1954年开始了小型氧气顶吹转炉炼钢的试验研究工作,1962年将首钢试验厂空气侧吹转炉改建成3t氧气顶吹转炉,开始了工业性试验。在试验取得成功的基础上,我国第一个氧气顶吹转炉炼钢车间(2×30t)在首钢建成,于1964年12月26日投入生产。以后,又在唐山、上海、杭州等地改建了一批3.5~5t的小型氧气顶吹转炉。1966年上钢一厂将原有的一个空气侧吹转炉炼钢车间,改建成3座30t的氧气顶吹转炉炼钢车间,并首次采用了先进的烟气净化回收系统,于当年8月投入生产,还建设了弧形连铸机与之相配套,试验和扩大了氧气顶吹转炉炼钢的品种。这些都为我国日后氧气顶吹转炉炼钢技术的发展提供了宝贵经验。此后,我国原有的一些空气侧吹转炉车间逐渐改建成中小型氧气顶吹转炉车间,并新建了一批中、大型氧气顶吹转炉车间。20世纪80年代宝钢从日本引进建成具有70年代末技术水平的300t大型转炉3座、首钢购入二手设备建成210t转炉车间;90年代宝钢又建成250t转炉车间,武钢引进250t 转炉,唐钢建成150t转炉车间,重钢和首钢又建成80t转炉炼钢车间;许多平炉车间改建成氧气顶吹转炉车间等。到1998年,我国氧气顶吹转炉共有221座,其中100t以下的转炉有188座,(50-90t的转炉有25座),100-200t的转炉有23
150吨转炉设计
转炉炉型设计 转炉是转炉炼钢车间的核心设备。转炉炉型及其主要参数对转炉炼钢的生产率、金属收得率、炉龄等经济指标都有直接的影响,其设计是否合理也关系到冶炼工艺能否顺利进行,车间主厂房高度和转炉配套的其他相关设备的选型。2.1 炉型的选择 本设计为150t的中型转炉,选用筒球型转炉。 2.2 炉容比与高宽比 2.2.1 炉容比(V/T , m3/t) 炉容比是转炉有效容积与公容量的比值,主要与供氧强度有关,本设计选取炉容比为0.93 2.2.2 高宽比 高宽比是指转炉炉壳总高度与炉壳外径的比值,是作为炉型设计的校核数据。在 1.25-1.45之间。 2.3 转炉主要尺寸的确定 2.3.1 熔池尺寸 (1)熔池直径D 熔池直径是指转炉熔池在平静状态时金属液面的直径。可根据公 式 D?K G ——新炉金属装入量,t;(取公称容量) t ——吹氧时间,min,取16min K——比例系数,取1.70 则熔池直径D?K 1.7×√(150÷16)=5.21m 熔池深度是指转炉熔池在平静状态时,从金属液面到炉底的深度。对于筒球 型熔池,取球缺体半径R = 1.1D = 5726mm,此时熔池体积VC与熔池直径存在如下关系:VC?0.790hD?0.046D,即h0? 2 3 VC?0.046D 0.79D 2 3 。 熔池体积VC = 装入量/比重 =150/5.0 = 30m3 则熔池深度h0? VC?0.046D 0.79D 2 3 =(30+0.046×5.21)/(0.790×5.21)=1.70m 32
2.3.2 炉帽尺寸 (1)炉帽倾角? 倾角过小,炉帽内衬不稳定,容易倒塌;过大则出钢时容易钢渣混出和从炉口大量流渣。在本设计中取? = 60°. (2)炉口直径d0 本设计中取炉口直径为熔池直径的48%,即d0 = 5.21×48% = 2.5m =2500mm (3) 炉帽高度H 帽 口 = 350 mm,则炉帽高度为: 取炉口上部直线段高度H H帽 = ? (D?d)tan??H= 1/2(5.21 — 2.5)tan60°+ 0.35 = 2.70m 002 2.3.3 炉身尺寸 (1)炉身直径 转炉炉帽以下,熔池面以上的圆柱体部分称为炉身。其直径与熔池直径一致,即为D。(2)炉身高度H 身 2 2 H身 = 4V 式中 V 身 身 /(?D)?4(Vb?V帽?VC)/(?D) 、V帽、VC——分别为炉身、炉帽、熔池的容积。其中: V帽??/24(D3?d口3)tan???/4d口2H口 =0.262(H帽?H口)(D+Dd口+d口)+0.785d口H口 2 2 2 Vb ——转炉有效容积,为V身、V帽、VC三者之和,取决于容量和炉容 比。Vb = 炉容比×G。 根据已得的数据,则有: 3 Vb = 炉容比×G = 0.93×150 =140 m V帽?0.262(H帽?H口)(D+Dd口+d口)+0.785d口H口 222 =0.262(2.70-0.35)(5.21+5.21×2.5+2.5)+0.785×2.5×0.35 = 30.30 m3 2 22 由此,则有炉身高度为: H身 = 4V 身 /(?D)?4(Vb?V帽?VC)/(?D) 22
氧气顶吹转炉炉体设计
氧气顶吹转炉炉体设计
目录 一转炉系统设备.............................................................................................................- 1 - 1.1 炉型.....................................................................................................................- 1 - 1.1.1 转炉炉型概念.............................................................................................- 1 - 1.1.2 合理的炉型要求.........................................................................................- 1 - 1.1.3 转炉的基本炉型.........................................................................................- 2 - 1.1.3.1 筒球型.................................................................................................- 2 - 1.1.3.2 锥球型.................................................................................................- 2 - 1.1.3.3 截锥型.................................................................................................- 2 - 1.2 转炉炉型主要参数确定.....................................................................................- 3 - 1.2.1 转炉的公称容量.........................................................................................- 3 - 1.2.2 炉容比.........................................................................................................- 3 - 1.2.2.1 铁水比、铁水成分.............................................................................- 3 - 1.2.2.2 供氧强度.............................................................................................- 3 - 1.2.2.3 冷却剂的种类.....................................................................................- 4 - 1.2.3 高径比.........................................................................................................- 4 - 1.3 炉型主要尺寸的确定.........................................................................................- 4 - 1.3.1 筒球型氧气顶吹转炉的主要尺寸.............................................................- 4 - 1.3.1.1 熔池直径D..........................................................................................- 5 - 1.4 炉壳.....................................................................................................................- 6 - 1.4.1 炉壳的作用.................................................................................................- 6 - 1.4.2 炉壳的组成.................................................................................................- 6 - 1.4. 2.1 炉帽.....................................................................................................- 6 - 1.4. 2.2 炉身.....................................................................................................- 8 - 1.4. 2.3 炉底.....................................................................................................- 8 - 1.4. 2.4 制作及要求.........................................................................................- 8 - 1.5 炉体支撑系统.....................................................................................................- 9 - 1.5.1 托圈与耳轴.................................................................................................- 9 - 1.5.1.1 托圈与耳轴的作用、结构.................................................................- 9 - 1.5.1.2 托圈与耳轴的连接...........................................................................- 10 - 1.5.2 炉体与托圈...............................................................................................- 10 - 1.5.3 耳轴轴承座...............................................................................................- 13 - 1.6 转炉倾动机构...................................................................................................- 14 - 1.6.1 工作特点...................................................................................................- 14 - 1.6.1.1 减速比大...........................................................................................- 14 - 1.6.1.2 倾动力矩大.......................................................................................- 14 - 1.6.1.3 启动制动频繁,承受的动载荷大...................................................- 14 - 1.6.1.4 工作条件恶劣...................................................................................- 15 - 1.6.2 结构要求...................................................................................................- 15 - 1.6. 2.1 满足工艺需要...................................................................................- 15 - 1.6. 2.2 具有两种以上倾动速度...................................................................- 15 - 1.6. 2.3 安全可靠运转...................................................................................- 15 - 1.6. 2.4 良好的适应性...................................................................................- 15 - 1.6. 2.5 结构紧凑效率高...............................................................................- 15 -