卧式铣镗加工中心技术分析与发展前景

设备管理与维修2013№1卧式铣镗加工中心在我国生产制造已经有几十年的历史,
其制造技术比较成熟,一般生产机床工作台规格都在2000mm
以下。20世纪80年代开始,由最初国内几家企业到如今制造该
产品的企业达几十家,产品技术水平也有了质的飞跃。但在几十
余年的发展历程中,该产品虽然在技术性能、精度、主轴转速及
坐标移动速度等方面不断突破,但在产品规格上最大也只是
2000mm 工作台。大规格、重大形式卧式铣镗加工中心近几年才
开发出来。现如今2500mm 或以上规格工作台、带交换工作台站
的重大型卧式加工中心,开创了该类产品历史先河,为我国航
空、航天、军工、电力、船舶、工程机械和其他机械制造业行业提
供了大型关键设备。
一、卧式铣镗加工中心总体布局的结构特点与技术分析
本文仅对传统上刨台式及十字滑台式卧式加工中心进行分
析,不包括落地式及五轴加工中心。
卧式加工中心产品的总体布局有立柱固定式和移动式结
构;主轴箱有正挂箱和侧挂箱;主轴形式有固定和移动式,移动
式主轴有镗杆式、滑枕式、平旋盘式等多种结构。侧挂箱、平旋盘
主轴结构机床如图1所示。
1.立柱固定式的结构
采用立柱固定式结构的机床,其机床布局不外乎有这么几
种形式:
(1)立柱固定在床身上,工作台沿X 向、Z 向作十字运动,主
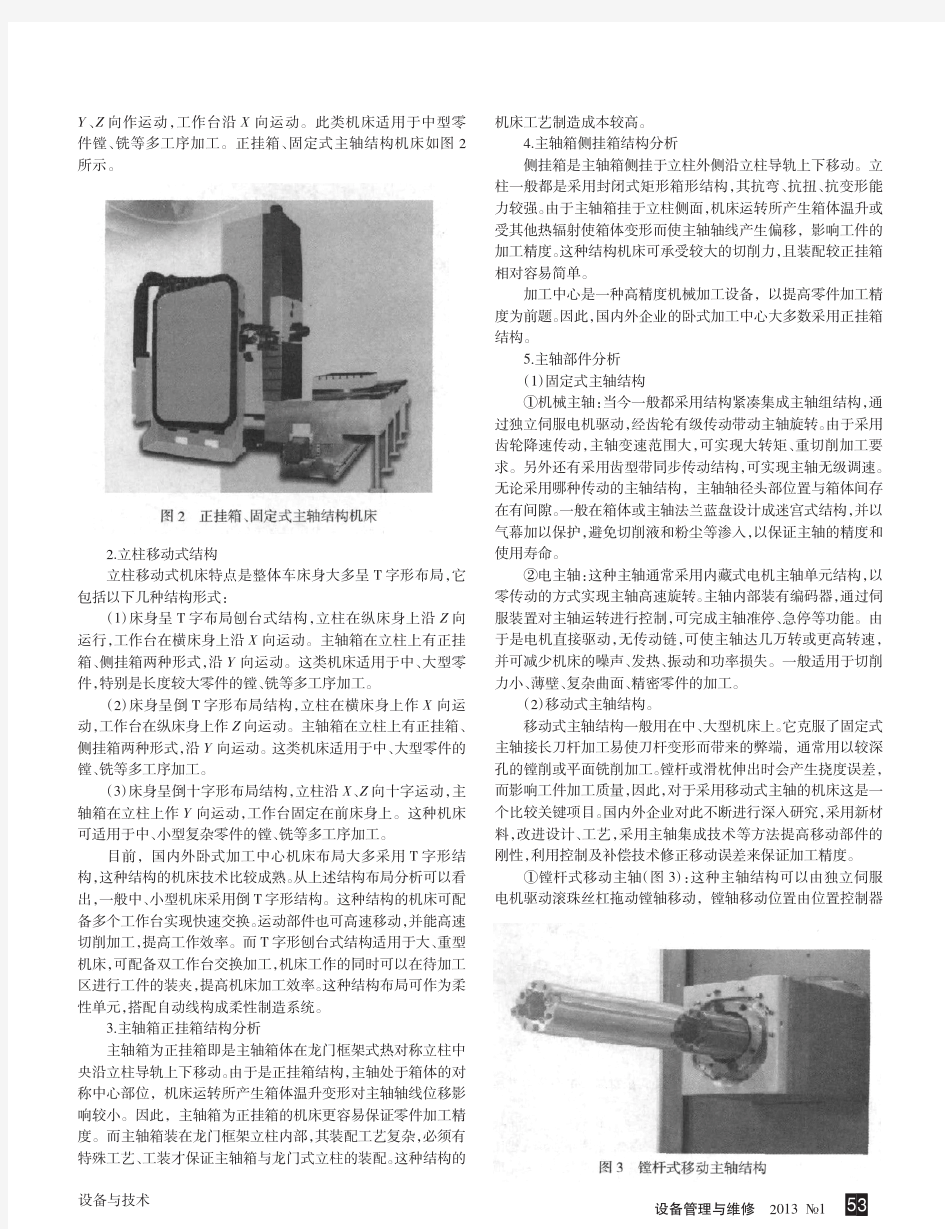
轴箱沿Y 向上下运动。主轴箱可以是正挂箱、侧挂箱两种形式。此类机床适用于中型复杂零件的镗、铣等多工序加工。(2)固定式框架立柱结构,主轴箱沿X 、Y 向作十字运动,工作台沿Y 向运动。此类机床适用于中、小型零件的镗、铣等多种工序加工。(3)立柱固定在床身上,主轴箱侧挂在立柱上,主轴箱沿卧式铣镗加工中心技术分析与发展前景
许立亭刘欣
图1侧挂箱、平旋盘主轴结构机床摘要我国当前刨台式及十字滑台线卧式铣镗加工中心的研发、制造水平,包括机床的总体布局结构特点的技术分析。阐述在机床高精度、高速度及重大型方面今后的重点发展方向。
关键词卧式铣镗加工中心结构技术分析发展方向
中图分类号TP202文献标识码B
设备与技术賲跂
镗铣加工中心安全操作规程
编号:CZ-GC-09363 ( 操作规程) 单位:_____________________ 审批:_____________________ 日期:_____________________ WORD文档/ A4打印/ 可编辑 镗铣加工中心安全操作规程Safety operation procedures for boring and milling machining center
镗铣加工中心安全操作规程 操作备注:安全操作规程是要求员工在日常工作中必须遵照执行的一种保证安全的规定程序。忽视操作规程 在生产工作中的重要作用,就有可能导致出现各类安全事故,给公司和员工带来经济损失和人身伤害,严重 的会危及生命安全,造成终身无法弥补遗憾。 (1)镗铣加工中心应由专人负责管理和操作,必须严格遵守安全操作规程,以保障人身和设备安全。 (2)不熟悉加工中心结构、性能、操作方法和注意事项前,切勿随意动机床。 (3)加工中心通电后,检查各开关、按钮和按键是否正常、灵活、机床有无异常现象;程序输入后,应仔细核对代码、地址、数值、正负号、小数点及语法是否正确;正确测量和计算工件坐标系,并对所得结果进行检查;输入工件坐标系,并对坐标、坐标值、正负号、小数点进行认真核对。 (4)未装工件前,空运行一次程序,看程序能否顺利进行,刀具和夹具安装是否合理,有无超程现象;试切时快速倍率开关必须打到较低挡位;试切进刀时,在刀具运行至工件30~50㎜处,必须在进给保持下,验证Z轴和X轴坐标剩余值与加工程序是否一致。
(5)试切和加工中,刀具磨损和更换刀具后,要重新测量刀具位置并修改刀补值和刀补号;程序修改后,要对修改部分仔细核对。 (6)操作前,根据需要穿戴好劳动防护用品,并检查加工中心各部位防护罩是否完好,各传动部位是否正常,各润滑系统按使用说明书进行定期润滑和换油。 (7)刀具、夹具、工件必须装夹牢固,工作台面上不得放置工具、量具。 (8)装夹工件时应轻放,防止撞伤,撞坏工作台面;当工件较重时,还应该核实机床工作台的承载能力,不准超载运行。 (9)利用行车吊装时,既要防止工件和设备发生碰撞,又要注意人身安全。 (10)开机后,在显示器上检查加工中心有无各种报警信息,检查报警信息及时排除报警,检查主轴、工作台各方向的运动是否正常,检查压力指示表、换刀装置、刀库位置、外围设备是否正常。 (11)各项坐标回参考点,一般情况下Z向坐标优先回零,使加工中心主轴上刀具远离加工工件,同时观察各坐标运行是否正常。
2020年数控铣床和加工中心个人工作总结
数控铣床和加工中心个人工作总结 一年的时间很快过去了,在一年里,我在车间领导及同事们的 关心与帮助下圆满的完成了各项工作,在思想觉悟方面有了更进一步的提高,爱岗敬业,具有强烈的责任感和事业心,积极主动认真的学习专业知识,工作态度端正,认真负责。我是去年九月份来到企业工作,担任数控铣床和加工中心的工作,为了搞好工作,我不怕麻烦,向领导请教、向同事学习、自己摸索实践,在很短的时间内便熟悉了车间的工作,明确了工作的程序、方向,提高了工作能力,在具体的工作中形成了一个清晰的工作思路,能够顺利的开展工作并熟练圆满地完成本职工作。自己还没感觉怎么样呢,可见时间的快速程度有的时候令人感到无可奈何。不过总的来说,我在过去一年中的工作还是不错的,除了很好的完成了自己的工作外,还帮助同事完成一些力所能及的事情.今年年初我从公司得到一个出去学习线切割和电火花的 机会,到北京几天我认真和厂家里的人员学习机器的性能和操作技巧,回来之后马上就投入到生产中用自己在厂家学到的东西去操作机器,并从工作中找到自己以前并没有注意到的一些细节的东西,对自己有很大的提高工作一段时间后对线切割和电火花有了很深的认识,干了一段之后工作调整,厂里开始做压铸铝,把加工内胆的任务交给了车间里,我利用去年在武汉华中数控股份有限公司学习到的数控方面的知识,调试车床.程序,并不断的修改程序使更加充分的利用好机器,还要兼顾到人员的培训和车床的日常维护,使人员和机器能更好的发挥作用为企业创更大的价值。因车间工作调整我调到加工中心和数控
铣床上工作期间有7柱磨具的加工,铣片头机器上的卡具,老式暖气片的打眼,压铸铝磨具铣床上的工序,在这中间经常辅助李工做一些电压铸铝磨具在电火花上的开粗*精修等一些工序,工作心得 1、在工作实践中,我参与了许多集体完成的工作,和同事的相处非常紧密和睦,在这个过程中我强化了最珍贵也是最重要的团队意识。在信任自己和他人的基础上,思想统一,行动一致,这样的团队一定会攻无不克、战无不胜,工作中很多工作是一起完成的,在这个工程中,大家互相提醒和补充,大大提高了工作效率,所有的工作中沟通是最重要的,一定要把信息处理的及时、有效和清晰。 2、工作的每一步都要精准细致,力求精细化,在这种心态的指导下,我在平时工作中取得了令自己满意的成绩。能够积极自信的行动起来是这几年我在心态方面最大的进步,现在的我经常冷静的分析自己,认清自己的位置,问问自己付出了多少;时刻记得工作内容要精细化精确化,个人得失要模糊计算;遇到风险要及时规避,出了问题要勇于担当。 3、在工作中,经过实际的教训,深刻理解了时间的滞延是对公司很大的伤害,这就需要我们在工作前,一定要对业务流程很了解,在工作之前,多辛苦一下,减少因为自己对工作流程不能很好的表达的原因,耽误公司的生产。 在工作中,我学到了很多技术上和业务上的知识,也强化了生产的质量、成本、进度意识;与身边同事的合作更加的默契,都是我的师傅,从他们身上学到了很多知识技能和做人的道理,也非常庆幸
CNC卧式镗铣床 BMC-110R1双工位
产品展示:CNC 卧式镗铣加工中心 >> BMC-110R 系列 CNC 卧式镗铣床 BMC-110R1双工位
详细信息: 详细信息: 台湾远东机械工业股份有限公司 CNC 卧式镗铣床 BMC-110R1APC
双工作台
● 本機主要結構件,皆採用高級米漢納鑄鐵。 ● 具有 X、Y、Z、W 四軸控制,可同時四軸控制。 ● 選購加裝自動刀具交換系統(ATC), 本機即可輕易提昇為加工中心 機。 ● X、Y、Z 軸附電子尺,構成閉迴路控制系統。 ● 強勁油壓系統,確保工作台鎖緊牢固。 ● 工作台採程式控制,自動迴轉至每90度定位,適合各種加工需求。 ● 標準配備 FANUC 控制器。 ● 主軸延伸襯套(選配),提升深孔加工鋼性。
規格說明 行程 工作台橫向行程 主軸箱上下行程 工作台縱向行程 尺寸 最大荷重 快速進給率 行程(W) 直徑 錐度 刀柄錐度 拉緊螺栓 銑削主軸直徑 1400 mm 1400 mm 1100 mm 1100 X 1100 mm 3000 kg 1 rpm 500 mm ? 110 mm ISO 50 BT 50 MAS II (MAS I*) 225 mm
工 作 台
主軸
馬達<連續/30分> 低速轉速 高速轉速 刀具容量 最大刀具直徑 最大刀長 允許最大刀具重量 換刀時間 X軸 Y軸 Z軸 W軸 控制軸數 同時控制軸數 X、Y、Z 軸 W軸 佔地面積 高 機器重量 荷電量 0-4000 mm/min X/Y/Z(選配) FANUC ? 規格若有改,恕不另行通知?
22/26kW 8-765 rpm 766-2500 rpm 32 / 60 / 90 PCS 120 / 250 mm 400 mm 15/25/25 kg 15 sec 6 (α40/3000i) kW 7 (α30/3000i) kW 6 (α40/3000i) kW 4 (α22/3000i) kW 4 (5 for 21iM) 3 (4 for 21iM) 10 m/min 4 m/min 4160 x 7000mm 3370mm 20000kg 55KVA
刀具自動 交換裝置
伺服馬達
控制器 快速移動 速率
外觀尺寸
各軸向進 給率 電子尺 控制系統 其他說明
镗铣加工中心安全操作规程(最新版)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 镗铣加工中心安全操作规程(最 新版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
镗铣加工中心安全操作规程(最新版) (1)镗铣加工中心应由专人负责管理和操作,必须严格遵守安全操作规程,以保障人身和设备安全。 (2)不熟悉加工中心结构、性能、操作方法和注意事项前,切勿随意动机床。 (3)加工中心通电后,检查各开关、按钮和按键是否正常、灵活、机床有无异常现象;程序输入后,应仔细核对代码、地址、数值、正负号、小数点及语法是否正确;正确测量和计算工件坐标系,并对所得结果进行检查;输入工件坐标系,并对坐标、坐标值、正负号、小数点进行认真核对。 (4)未装工件前,空运行一次程序,看程序能否顺利进行,刀具和夹具安装是否合理,有无超程现象;试切时快速倍率开关必须打到较低挡位;试切进刀时,在刀具运行至工件30~50㎜处,必须
在进给保持下,验证Z轴和X轴坐标剩余值与加工程序是否一致。 (5)试切和加工中,刀具磨损和更换刀具后,要重新测量刀具位置并修改刀补值和刀补号;程序修改后,要对修改部分仔细核对。 (6)操作前,根据需要穿戴好劳动防护用品,并检查加工中心各部位防护罩是否完好,各传动部位是否正常,各润滑系统按使用说明书进行定期润滑和换油。 (7)刀具、夹具、工件必须装夹牢固,工作台面上不得放置工具、量具。 (8)装夹工件时应轻放,防止撞伤,撞坏工作台面;当工件较重时,还应该核实机床工作台的承载能力,不准超载运行。 (9)利用行车吊装时,既要防止工件和设备发生碰撞,又要注意人身安全。 (10)开机后,在显示器上检查加工中心有无各种报警信息,检查报警信息及时排除报警,检查主轴、工作台各方向的运动是否正常,检查压力指示表、换刀装置、刀库位置、外围设备是否正常。 (11)各项坐标回参考点,一般情况下Z向坐标优先回零,使
加工中心零件加工实例
加工中心零件加工实例 本项目主要讲解加工中心操作面板上各个按键的功用,使学生掌握加工中心的调整及加工前的准备工作以及程序输入及修改方法。最后以一个具体零件为例,讲解了加工中心加工零件的基本操作过程,使学生对加工中心的操作有一个清楚的认识。 一、加工要求 加工如图 5-3 所示零件。零件材料为 LY12 ,单件生产。零件毛坯已加工到尺寸。 选用设备: V-80 加工中心 二、准备工作 加工以前完成相关准备工作,包括工艺分析及工艺路线设计、刀具及夹具的选择、程序编制等。 三、操作步骤及内容 1、开机,各坐标轴手动回机床原点 2、刀具准备 根据加工要求选择Φ20 立铣刀、Φ5中心钻、Φ8麻花钻各一把,然后用弹簧夹头刀柄装夹Φ20立铣刀,刀具号设为T01,用钻夹头刀柄装夹Φ5中心钻、Φ8麻花钻,刀具号设为T02、T03,将对刀工具寻边器装在弹簧夹头刀柄上,刀具号设为 T04 。 3 、将已装夹好刀具的刀柄采用手动方式放入刀库,即 1 )输入“T01 M06”,执行 2 )手动将 T01 刀具装上主轴
3 )按照以上步骤依次将 T02 、 T03 、 T0 4 放入刀库 4、清洁工作台,安装夹具和工件 将平口虎钳清理干净装在干净的工作台上,通过百分表找正、找平虎钳,再将工件装正在虎钳上。 5、对刀,确定并输入工件坐标系参数 1 )用寻边器对刀,确定 X 、 Y 向的零偏值,将 X 、 Y 向的零偏值 输入到工件坐标系 G54 中, G54 中的 Z 向零偏值输为 0 ; 2 )将 Z 轴设定器安放在工件的上表面上,从刀库中调出 1 号刀具装上主轴,用这把刀具确定工件坐标系 Z 向零偏值,将 Z 向零偏值输入到机床对应的长度补偿代码中,“+”、“-”号由程序中的 G43 、 G44 来确定,如程序中长度补偿指令为 G43 ,则输入“-”的 Z 向零偏值到机床对应的长度补偿代码中; 3 )以同样的步骤将 2 号、 3 号刀具的 Z 向零偏值输入到机床对应的长度补偿代码中。 6、输入加工程序 将计算机生成好的加工程序通过数据线传输到机床数控系统的内存中。 7、调试加工程序 采用将工件坐标系沿 +Z 向平移即抬刀运行的方法进行调试。 1 )调试主程序,检查 3 把刀具是否按照工艺设计完成换刀动作; 2 )分别调试与 3 把刀具对应的 3 个子程序,检查刀具动作和加工路径是否正确。 8 、自动加工
数控车床与数控铣床介绍(
数控加工技术实训报告(苏州科技学院机电系慎用) 班级:机械0811 学号:0820116*** 姓名:* *
专业: 机械设计制造及其自动化指导老师:* *
为了提高我们对数控机床的认识,今年暑假特定为我们安排了为期15天的数控实训,围绕数控实训内容,谈谈我在此次实训中学习到的知识。 此次实训就是针对数控机床的一些基本知识和操作,在学习和认识了数控机床的基础上,对机床进行一些简单指令的操作。以下就是我数控实训的具体内容: 1、数控机床基本结构 数控机床是数字控制机床(Computer Numerical Control Machine Tools)的简称,是一种以数字量作为指令信息形式,通过数字逻辑电路或计算机控制的机床。它综合运用了机械、微电子、自动控制、信息、传感测试、电子电力、计算机、接口和软件编程等多种现代技术,是典型的机电一体化产品。 数控机床通常由程序载体(控制介质)、输入装置、数控装置、强电控制装置、伺服控制装置和机床六部分组成。其原理图如下: 1) 程序载体 对数控机床进行控制,首先必须在人与机床间建立某种联系,这种联系的中间媒介物称为程序载体(或称控制介质)。在程序载体上存储了被加工零件所需的全部几何信息和工艺信息。这些信息是在对加工工件进行工艺分析的基础上确定的,它包括工件在坐标系内的相对位置、刀具与工件相对运动的坐标参数、工件加工的工艺路线和顺序、主运动和进给运动的工艺参数以及各种辅助操作。 2) 输入装置 输入装置的作用是将程序载体上的数控代码信息转换成相应的电脉冲信号并传送至数控装置的存储器。根据程序控制介质的不同,输入装置可以是光电阅读机、录放机或软盘驱动器。最早使用光电阅读机对穿孔纸带进行阅读,之后大量使用磁带机和软盘驱动器。有些数控机床不用任何程序存储载体,而是将程序清单的内容通过数控装置上的键盘,用手工的方式输入。也可以用通信方式将数控程序由编程计算机直接传送至数控装置。 3) 数控装置 数控装置(即CNC装置)是数控机床的核心,包括微型计算机、各种接口电路、显示器等硬件及相应的软件。它能完成信息的输入、存储、变换、插补运算以及各种控制功能。 数控装置接受输入装置送来的脉冲信号,经过编译、运算和逻辑处理后,输出各种信号和指令来控制机床的各个部分,并按程序要求实现规定的、有
卧式铣镗加工中心技术分析与发展前景
设备管理与维修2013№1卧式铣镗加工中心在我国生产制造已经有几十年的历史, 其制造技术比较成熟,一般生产机床工作台规格都在2000mm 以下。20世纪80年代开始,由最初国内几家企业到如今制造该 产品的企业达几十家,产品技术水平也有了质的飞跃。但在几十 余年的发展历程中,该产品虽然在技术性能、精度、主轴转速及 坐标移动速度等方面不断突破,但在产品规格上最大也只是 2000mm 工作台。大规格、重大形式卧式铣镗加工中心近几年才 开发出来。现如今2500mm 或以上规格工作台、带交换工作台站 的重大型卧式加工中心,开创了该类产品历史先河,为我国航 空、航天、军工、电力、船舶、工程机械和其他机械制造业行业提 供了大型关键设备。 一、卧式铣镗加工中心总体布局的结构特点与技术分析 本文仅对传统上刨台式及十字滑台式卧式加工中心进行分 析,不包括落地式及五轴加工中心。 卧式加工中心产品的总体布局有立柱固定式和移动式结 构;主轴箱有正挂箱和侧挂箱;主轴形式有固定和移动式,移动 式主轴有镗杆式、滑枕式、平旋盘式等多种结构。侧挂箱、平旋盘 主轴结构机床如图1所示。 1.立柱固定式的结构 采用立柱固定式结构的机床,其机床布局不外乎有这么几 种形式: (1)立柱固定在床身上,工作台沿X 向、Z 向作十字运动,主 轴箱沿Y 向上下运动。主轴箱可以是正挂箱、侧挂箱两种形式。此类机床适用于中型复杂零件的镗、铣等多工序加工。(2)固定式框架立柱结构,主轴箱沿X 、Y 向作十字运动,工作台沿Y 向运动。此类机床适用于中、小型零件的镗、铣等多种工序加工。(3)立柱固定在床身上,主轴箱侧挂在立柱上,主轴箱沿卧式铣镗加工中心技术分析与发展前景 许立亭刘欣 图1侧挂箱、平旋盘主轴结构机床摘要我国当前刨台式及十字滑台线卧式铣镗加工中心的研发、制造水平,包括机床的总体布局结构特点的技术分析。阐述在机床高精度、高速度及重大型方面今后的重点发展方向。 关键词卧式铣镗加工中心结构技术分析发展方向 中图分类号TP202文献标识码B 设备与技术賲跂
加工中心编程实例
加工中心编程实例: ZH7640立式加工中心由北京第三机床厂生产,采用华中铣床、加工中心数控系统;加工范围600mm×400mm×500mm;刀库可容纳20把刀;可用于镗、铣、钻、铰、攻丝等各种加工。 实例为在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图9-22所示的零件,其中正五边形外接圆直径为80mm。 一、工艺分析 本例中毛坯较为规则,采用平口钳装夹即可,选择以下4种刀具进行加工:1号刀为Ф20mm 两刃立铣刀,用于粗加工;2号刀为Ф10mm中心钻,用于打定孔位;4号刀为Ф10mm钻刀,用于加工孔。通过测量刀具,设定补偿值用于刀具补偿。 该零件的加工工艺为:加工90mm×90mm×15mm的四边形→加工五边形×加工Ф40mm的内圆→精加工四边形、五边形、Ф40mm的内圆→加工4个Ф10mm的孔。 二、编程说明 手工编程时应根据加工工艺编制加工的主程序,零件的局部形状由子程序加工。该零件由1个主程序和5个子程序组成,其中,P1001为四边形加工子程序,P1002为五边形加工子程序,P1003为圆形加工子程序,P9888为中心孔加工子程序,P9777为加工孔子程序。 用CAD/CAM软件系统辅助编程。首先进行零件几何造型,生成零件的几何模型,如图9-23所示。然后用CAM软件再生成NC程序。本例先从Pro/E中造型,用IGES格式转化到MasterCAM9.2中(也可以直接用MasterCAM进行零件几何造型),由MasterCAM生成NC程序。 三、NC程序 零件几何模型的程序见表9-5
表9-5 加工中心实例程序
圆周孔循环——加工中心编程实例 作者:发布时间:2007-09-08 04:04:57 来源:繁体版访问数: 105 > 格式:G34 X- Y-I- J- K-;(多打一次孔) X、Y:表示X、Y圆周孔到工件原点之距离(绝对坐标) I:半径 J:最初孔角度,逆时针为正值 K:孔数 O0001 G17 G40 G80 N001 G00 G91 G30 X0 Y0 Z0 T1; M06; G00 G90 G54 X100. Y0.;
数控铣床与镗铣加工中心的比较设计方案
数控铣床与镗铣加工中心的比较设计方案 姓名:杨精宏学号:201210330320 1.比较思路及整体构想: 先通过查阅文献和百度介绍数控铣床的功能特点,典型零件结构,工艺特点,再介绍镗铣加工中心的功能特点,典型零件结构,工艺特点。 再通过XKA5750数控立式铣床与SOLON3-1卧式镗铣加工中心的比较,说出它们结构特征,功能特征,总结出两个机床的优缺点。 2.设计整理及调查:对查阅到的资料进行分析,得出想要的资料, 再通过资料进行比较说明。 3.通过图文更详细的描述出数控铣床与镗铣加工中心的区别,及各 自的特点。 4.数控铣床的主要功能及加工对象:数控铣床用途广泛,不仅可以加 工各种平面、沟槽、螺旋槽、成型表面和孔,而且还能加工各种平面和空间等复杂型面,适合于各种模具、凸轮、板类及箱体类零件的加工。 5.卧式镗铣加工中心:可加工较大零件,又可分度回转加工,最适合于零件多 工作面的铣、钻、镗、铰、攻丝、两维、三维曲面等多工序加工,具有在一次装夹中完成箱体孔系和平面加工的良好性能,还特别适合于箱体孔的调头镗孔加工,广泛应用于汽车、内燃机、航空航天、家电、通用机械等行业。 6.XKA5750数控立式铣床的典型零件结构:万能铣头部件、工 作台纵向传动机构、升降台传动机构及自动平衡机构、数控回转工作台、主轴驱动和进给装置。
7. XKA5750数控铣床的组成: XKA5750数控立式铣床 1-底座2-伺服电动机3、14-行程式限位挡铁4-强电柜5-床身6-横向限位开关7-后壳体8-滑枕9-能铣头10-数控柜11-按钮站12—纵向限位开关13-工作台15-伺服电动机16-升降滑座
加工中心加工零件的基本操作过程
加工中心加工零件的基本操作过程 加工中心加工零件的基本操作过程 ” 主要讲解加工中心操作面板上各个按键的功用,使学生掌握加工中心的调整及加工前的准备工作以及程序输入及修改方法。最后以一个具体零件为例,讲解了加工中心加工零件的基本操作过程,使学生对加工中心的操作有一个清楚的认识。 一、加工要求 加工如下图所示零件。零件材料为L Y12 ,单件生产。零件毛坯已加工到尺寸。 选用设备:V-80 加工中心 二、准备工作 加工以前完成相关准备工作,包括工艺分析及工艺路线设计、刀具及夹具的选择、程序编制等。 三、操作步骤及内容 1、开机,各坐标轴手动回机床原点
2、刀具准备 根据加工要求选择Φ20 立铣刀、Φ5中心钻、Φ8麻花钻各一把,然后用弹簧夹头刀柄装夹Φ20立铣刀,刀具号设为T01,用钻夹头刀柄装夹Φ5中心钻、Φ8麻花钻,刀具号设为T02、T03,将对刀工具寻边器装在弹簧夹头刀柄上,刀具号设为T04 。 3 、将已装夹好刀具的刀柄采用手动方式放入刀库,即 1 )输入“T01 M06”,执行 2 )手动将T01 刀具装上主轴 3 )按照以上步骤依次将T02 、T03 、T0 4 放入刀库 4、清洁工作台,安装夹具和工件 将平口虎钳清理干净装在干净的工作台上,通过百分表找正、找平虎钳,再将工件装正在虎钳上。 5、对刀,确定并输入工件坐标系参数 1 )用寻边器对刀,确定X 、Y 向的零偏值,将X 、Y 向的零偏值 输入到工件坐标系G54 中,G54 中的Z 向零偏值输为0 ; 2 )将Z 轴设定器安放在工件的上表面上,从刀库中调出1 号刀具装上主轴,用这把刀具确定工件坐标系Z 向零偏值,将Z 向零偏值输入到机床对应的长度补偿代码中,“+”、“-”号由程序中的G4 3 、G4 4 来确定,如程序中长度补偿指令为G43 ,则输入“-”的Z 向零偏值到机床对应的长度补偿代码中; 3 )以同样的步骤将2 号、3 号刀具的Z 向零偏值输入到机床对应的长度补偿代码中。 6、输入加工程序 将计算机生成好的加工程序通过数据线传输到机床数控系统的内存中。 7、调试加工程序 采用将工件坐标系沿+Z 向平移即抬刀运行的方法进行调试。 1 )调试主程序,检查3 把刀具是否按照工艺设计完成换刀动作; 2 )分别调试与 3 把刀具对应的3 个子程序,检查刀具动作和加工路径是否正确。
镗铣加工中心 安全操作规程 - 制度大全
镗铣加工中心安全操作规程-制度大全 镗铣加工中心安全操作规程之相关制度和职责,(1)镗铣加工中心应由专人负责管理和操作,必须严格遵守安全操作规程,以保障人身和设备安全。(2)不熟悉加工中心结构、性能、操作方法和注意事项前,切勿随意动机床。(3)加工中心通电后,检查各... (1)镗铣加工中心应由专人负责管理和操作,必须严格遵守安全操作规程,以保障人身和设备安全。 (2)不熟悉加工中心结构、性能、操作方法和注意事项前,切勿随意动机床。 (3)加工中心通电后,检查各开关、按钮和按键是否正常、灵活、机床有无异常现象;程序输入后,应仔细核对代码、地址、数值、正负号、小数点及语法是否正确;正确测量和计算工件坐标系,并对所得结果进行检查;输入工件坐标系,并对坐标、坐标值、正负号、小数点进行认真核对。 (4)未装工件前,空运行一次程序,看程序能否顺利进行,刀具和夹具安装是否合理,有无超程现象;试切时快速倍率开关必须打到较低挡位;试切进刀时,在刀具运行至工件30~50㎜处,必须在进给保持下,验证Z轴和X轴坐标剩余值与加工程序是否一致。 (5)试切和加工中,刀具磨损和更换刀具后,要重新测量刀具位置并修改刀补值和刀补号;程序修改后,要对修改部分仔细核对。 (6)操作前,根据需要穿戴好劳动防护用品,并检查加工中心各部位防护罩是否完好,各传动部位是否正常,各润滑系统按使用说明书进行定期润滑和换油。 (7)刀具、夹具、工件必须装夹牢固,工作台面上不得放置工具、量具。 (8)装夹工件时应轻放,防止撞伤,撞坏工作台面;当工件较重时,还应该核实机床工作台的承载能力,不准超载运行。 (9)利用行车吊装时,既要防止工件和设备发生碰撞,又要注意人身安全。 (10)开机后,在显示器上检查加工中心有无各种报警信息,检查报警信息及时排除报警,检查主轴、工作台各方向的运动是否正常,检查压力指示表、换刀装置、刀库位置、外围设备是否正常。 (11)各项坐标回参考点,一般情况下Z向坐标优先回零,使加工中心主轴上刀具远离加工工件,同时观察各坐标运行是否正常。 (12)加工过程中应关好防护罩,不要清除切屑。装卸工件、测量工件必须停机操作。 (13)加工中心运转时,操作人员不得擅自离开岗位,必须离开的须停机。 (14)手动工作方式,主要用于工件及夹具相对于机床各坐标的找正、工件加工零点的粗测量以及开机时回参考点。一般不用于工件加工。 (15)加工中心的运行速度较高,在执行操作指令和程序自动运行之前,预先判断操作指令和程序的正确性和运行结果,做到心中有数,然后再操作,加工程序应经过严格审验后方可上机操作,以尽量避免事故的发生。 (16)清除切屑时,要使用一定的工具,应当注意不要被切屑划破手脚,排屑槽中铁屑过多时应先手工清扫再开启排屑器。 (17)操作机床时严禁戴手套。 (18)加工中心运转时,发现异响或异常,应立即停机,关闭电源,及时检修,并作好相关记录。 (19)工作结束后,关闭电源,清除切屑,擦拭机床,加油润滑;清洁和整理如实填写好交接班记录,
加工中心编程实例
数控铣床编程实例(参考程序请看超级链接) 毛坯为70 ㎜×70 ㎜×18 ㎜板材,六面已粗加工过,要求数控铣出如图3-23 所示的槽, 工件材料为45 钢。 1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。 2)工步顺序 ① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工50 ㎜×50 ㎜四角倒圆的正方形。 ② 每次切深为 2 ㎜,分二次加工完。 2.选择机床设备 根据零件图样要求,选用经济型数控铣床即可达到要求。故选用XKN7125 型数控立式铣床。 3.选择刀具 现采用φ10 ㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。4.确定切削用量 切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。 5.确定工件坐标系和对刀点 在XOY 平面内确定以工件中心为工件原点,Z 方向以工件表面为工件原点,建立工件坐标系,如图2-23 所示。 采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O 作为对刀点。6.编写程序 按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。 考虑到加工图示的槽,深为 4 ㎜,每次切深为 2 ㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。该工件的加工程序如下(该程序用于XKN7125 铣床): N0010G00Z2S800 T1 M03 N0020X15Y0M08 N0030G20N01P1.-2;调一次子程序,槽深为 2 ㎜ N0040G20N01P1.-4;再调一次子程序,槽深为 4 ㎜ N0050G01Z2M09 实例一
镗铣加工中心安全操作规程
镗铣加工中心安全操作规程 1、镗铣加工中心应由专人负责管理和操作,必须经过专业培训,严格遵守安全操作规程,以保障人身和设备安全。 2、不熟悉加工中心结构、性能、操作方法和注意事项前,切勿随意动机床。 3、加工中心通电后,检查各开关、按钮和按键是否正常、灵活、机床有无异常现象;程序输入后,应仔细核对代码、地址、数值、正负号、小数点及语法是否正常;正确测量和计算工件坐标系,并对所得结果进行检查;输入工件坐标系,并对坐标、坐标值、正负号、小数点进行认真核对。 4、试切和加工中,刀具磨损和更换刀具后,要重新测量刀具位置并修改刀补值和刀补号;程序修改后,要对修改部分仔细核对。 5、操作前,根据需要穿戴好劳动防护用品,并检查加工中心各部位防护罩是否完好,各传动部位是否正常,各润滑系统按使用说明书进行定期润滑和换油。 6、刀具、夹具、工件必须装夹牢固,工作台面上不得放置工具、量具。 7、装夹工件时应轻放,防止撞伤,撞坏工作台面;当工件较重时,还应该核实机床工作台的承载能力,不准超载运行。 8、利用行车吊装时,既要防止工件和设备发生碰撞,又要注意人身安全。 9、开机后,在显示器上检查加工中心有无各种报警信息,检查
报警信息及时排除报警,检查主轴、工作台各方向的运动是否正常,检查压力指示表、换刀装置、刀库装置、外围设备是否正常。 10、加工过程中应关好防护罩,不要清除铁屑。装卸工件、测量工件必须停机操作。加工中心运转时,操作人员不得擅自离开岗位,有事需要离开的必须停机。 11、加工中心的运行速度较高,在执行操作指令和程序自动运行之前,预先判断操作指令和程序的正确行和运行结果,做到心中有数,然后再操作,加工程序应经过严格审验后方可上机操作,以尽量避免事故的发生。 12、清洗铁屑时,要使用一定的工具,应当注意不要被切屑划破手脚,排屑槽中铁屑过多时应先手工清扫再开启排屑器。 13、加工中心运转时,发现异响或异常,应立即停机,关闭电源,及时检修,并做好相关记录。 14、工作结束后,关闭电源,清除切屑,擦拭机床,加油润滑;清洁和整理如实填写机械点检表,发现问题及时报告。
龙门式加工中心操作维护规程
中捷数控龙门式镗铣加工中心操作规程 一、工作前的准备与检查 1、操作者在开工前,要详细检查对照设备交接班记录,记载与实际情况是否相符,有无故障,有问题要立即采取措施进行处理,未处理完毕,不得擅自开动。 2、操作者在开工前,检查设备停机位置是否正确,认真检查联接部位及防护装置有无松动现象,检查电气装置、传动装置,安全装置是否完整正常。 3、操作者在开工前,检查设备外观有无损伤,检查各部是否正常,检查各传动部位连接螺栓、销、轴、键、限位开关、传感器等有无松动损坏现象,并清除障碍物,清扫擦拭设备,发现问题及时处理。 4、操作者在开工前,必须检查各压力表是否可靠、有效,无异常时再开动。 5、操作者在开工前,检查配电箱、稳压电源、接地线、指示灯、仪表、紧急开关、按钮等设置是否正常、完好、灵敏可靠,绝缘性能是否良好可靠有效。 6、检查润滑、液压系统、润滑油液面,冷却系统是否正常,有缺液、缺油的要及时补充。 7、使用设备要注意防潮防尘防蚀,并要保持清洁和通风良好。 8、操作者在开工前,应检查机床操纵台,电线电缆、操作面板、开关按钮有无损坏,是否完整有效。
9、操作者在开工前,应检查机床保护器和工作台有无损坏,是否完整有效,有无异常。 10、操作者在开工前,检查设备面上不许存放任何物品,操作者人身不可触碰裸露的带电部分。 11、操作者在开工前,必须检查工作区域、工作台及行走机构周围,无人员、无障碍物,无工具,无杂物。 12、工作前检查机床工作台、导轨及各滑动面,清除障碍物、铁屑等,保养擦拭润滑。 13、工作前检查导轨及滑动面有无新的拉、研、碰伤,发现问题立即通知班长和设备员查看处理。 14、操作者在开工前,检查刀库和拉钉是否有磨损及损坏。检查无问题后才能工作。 15、工作前检查设备、清理工作场地,保持整洁,无废料杂物堆放,工件按要求摆放在指定的位置。 16、工作前操作者必须彻底清整附件和滑板及拉栓、销等,检查凹槽有无擦伤、拉伤、研伤等。有伤的现象必须立即进行处理。没处理好不许开机。 17、操作者在开工前,必须按本机床润滑图和保养要求进行润滑保养工作。润滑部位只能用没有纤维屑的擦布和稀薄液态矿物油进行清洁和润滑。 18、机床投入运行前必须严格按要求进行润滑,检查确认整个机床的润滑状况,并对机床润滑系统进行检查清理,以保证润滑效果。
《数控加工中心操作与加工》
行业模块《加工中心操作与加工》 项目1 加工中心的操作编程 学习单元1 加工中心的手动方法 一、FANUC 0i —MATE 系统加工中心控制面板 FANUC 0i —MATE 数控系统分为4个部分,分别是CNC 操作面板,屏幕显示区,屏幕软键和机床控制面板,如图H.1.1所示。 图H.1.1 FANUC 数控系统加工中心控制面板 1 FANUC 数控系统CNC 操作面板 FANUC 数控系统CNC 操作面板如图H.1.2所示,各按键功能见表H1.1。 CNC 操作面板 屏幕显示区 屏幕软键 机床控制面板
图H.1.2 FANUC数控系统CNC操作面板 表H1.1: FANUC数控系统操作面板各键功能 键名称功能说明 0~9 地址、数字键输入输入字母、数字和符号SHIFT 上档键切换字符 EOB 段结束符键每条语句结束后加 “;” POS 加工操作区域键显示加工状态 PROG 程序操作区域键显示程序界面 OFS/SET 参数操作区域键显示参数和设置界面SYSTEM 系统参数键设置系统参数MESSAGE 报警参数键显示报警参数 CSTM/GR 图像显示键显示当前走刀路线INSERT 插入键手动编程时插入字符ALTER 替换键编程时替换字符 CAN 回退键编程时回退清除字符DELETE 删除键删除程序及字符INPUT 输入键输入各种参数 RESET 复位键复位数控系统 HELP 帮助键获得帮助信息 翻页键程序编辑时进行翻页 光标移动键移动光标 2 机床控制面板如图H.1.3所示,面板各按钮说明见表H.1.2所示。
图H.1.3 FANUC数控系统机床控制面板 表H.1.2: FANUC数控系统机床控制面板各按钮说明类型按钮/名称功能说明 模式选择自动按此按钮后,进入自动加工 编辑按此按钮后,进入程序编辑 MDI 按此按钮后,进入MDI,手动输入程序 DNC 按此按钮后,可进行输入输出程序(在线加 工) 回原点模式 按此按钮后,机床进入回原点模式 JOG 按此按钮后,进入手动状态 增量 按此按钮后,进入增量模式 手轮 按此按钮后,进入首轮模式,可手轮操作机 床 电源开 接通电源 电源关 关闭电源 主轴倍率调节主轴转速 急停按钮按下急停按钮机床立即停止所有移动 进给倍率可调节机床进给速度 手轮键按此键可用手轮操作机床
数控铣床和加工中心个人工作总结
数控铣床和加工中心个人工作总 结 一年的时间很快过去了,在一年里,我在车间领导及同事们的关心与帮助下圆满的完成了各项工作,在思想觉悟方面有了更进一步的提高,爱岗敬业,具有强烈的责任感和事业心,积极主动认真的学习专业知识,工作态度端正,认真负责。我是去年九月份来到企业工作,担任数控铣床和加工中心的工作,为了搞好工作,我不怕麻烦,向领导请教、向同事学习、自己摸索实践,在很短的时间内便熟悉了车间的工作,明确了工作的程序、方向,提高了工作能力,在具体的工作中形成了一个清晰的工作思路,能够顺利的开展工作并熟练圆满地完成本职工作。自己还没感觉怎么样呢,可见时间的快速程度有的时候令人感到无可奈何。不过总的来说,我在过去一年中的工作还是不错的,除了很好的完成了自己的工作外,还帮助同事完成一些力所能及的事情.今年年初我从公司得到一个出去学习线切割和电火花的机会,到北京几天我认真和厂家里的人员学习机器的性能和操作技巧,回来
之后马上就投入到生产中用自己在厂家学到的东西去操作机器,并从工作中找到自己以前并没有注意到的一些细节的东西,对自己有很大的提高工作一段时间后对线切割和电火花有了很深的认识,干了一段之后工作调整,厂里开始做压铸铝,把加工内胆的任务交给了车间里,我利用去年在武汉华中数控股份有限公司学习到的数控方面的知识,调试车床.编辑程序,并不断的修改程序使更加充分的利用好机器,还要兼顾到人员的培训和车床的日常维护,使人员和机器能更好的发挥作用为企业创更大的价值。因车间工作调整我调到加工中心和数控铣床上工作期间有7柱磨具的加工,铣片头机器上的卡具,老式暖气片的打眼,压铸铝磨具铣床上的工序,在这中间经常辅助李工做一些电压铸铝磨具在电火花上的开粗*精修等一些工序,工作心得 1、在工作实践中,我参与了许多集体完成的工作,和同事的相处非常紧密和睦,在这个过程中我强化了最珍贵也是最重要的团队意识。在信任自己和他人的基础上,思想统一,行动一致,这样的团队一定会攻无不克、战无不胜,工作中很多工作是一起完成的,在这个工程中,大家互相提醒和补充,大大提高了工作效率,所有的工作中沟通是最重要的,一定要
国产龙门加工中心和数控龙门镗铣床的现状及发展
国产龙门加工中心和数控龙门镗铣床的现状及发展 一、目前国内生产现状及水平 1、基本生产概况 “十五”以来,尤其是最近二、三年,随着国民经济的持续发展和国家对国产数控机床的大力支持,我国许多重要行业对龙门加工中心和数控龙门镗铣床的需求愈来愈大。有需求有市场,就有生产,这是市场经济规律。所以国内不少从未涉及制造龙门镗铣床的厂家,都纷纷上阵,通过引进技术、合作生产等形式,开发研制各种龙门加工中心和数控龙门镗铣床,满足广大用户的需求。根据中国机床工具工业协会对重点骨干企业的统计资料和其他有关资料表明,2005年我国已有11个企业批量生产各种龙门加工中心422台,生产特种数控龙门镗铣床75台。其中年产超过80台的企业有3家:沈阳机床(集团)有限责任公司、宁波海天精工机械有限公司、威海华东数控股份有限公司。而沈阳机床集团在2005年生产包括五轴联动龙门加工中心等各种产品135台,占龙门加工中心总产量的32%。 2、产品结构形式 配置自动换刀结构的数控龙门镗铣床即为龙门加工中心。目前,我国生产的龙门加工中心和数控龙门镗铣床产品的主要品种,根据机床结构布局形式划分为:按龙门架是否移动,分为龙门固定工作台移动式和龙门移动式;按横梁是否在立柱上运动,分为动梁式和定梁式两种;横梁在高架床身上移动称为高架式;按机床净重和工作台承载能力,分为轻型、中型和重型(超重型)等。目前生产的主要规格范围是工作台宽度为800-5000毫米,长度为2000-28000毫米等各种规格尺寸段。应该指出,在2005年国内生产的龙门加工中心和数控龙门镗铣床中,90%左右的规格都集中在1000-2000毫米尺寸段,而95%的品种几乎都是横梁固定工作台移动式。相比之下,工作台宽度在3米以上,尤其是宽度为4000-5000毫米的动梁式超重型龙门加工中心和数控龙门镗铣床,技术难度较大,技术含量较高,目前国内只有一两家能生产。 3、产品技术水平 “十五”期间,是我国机床工具行业发展最快的五年,通过引进技术合作生产等形式,在新产品研发方面取得较大进展。在高速、高精、多轴、复合等方面都有较大突破,尤其是龙门加工中心和数控龙门镗铣床更为突出。从1999年江苏多棱(原常州机床总厂)带头打破西方封锁,试制成功具有自主知识产权的我国第一台五轴联动数控龙门镗铣床以来,已有济南二机、桂林机床、北京一机等多家公司推出五轴联动龙门加工中心和数控龙门镗铣床。尤其是今年2月份在上海举办的中国数控机床展览会(CCMT2006)上,实力雄厚的沈阳机床集团,一次推出6台大型龙门加工中心,其中3台具有五轴联动功能,1台具有五面加工功能,1台为车铣加工中心,这也突出体现了我国龙门加工中心和数控龙门镗铣床在五轴联动功能上,开始走向成熟。近年来,有的厂产品在主轴转速、快速进给、机床精度等主要技术参数已接近或达到国际先进水平。尤其是北京一机截止到今年6月底,仅一年半的时间就签约生产工作台宽度4米、5米的超重型动梁龙门加工中心和数控龙门镗铣床10台,说明我国生产中、高档重型和超重型龙门加工中心和数控龙门镗铣床的厂家在产量和技术水平上有的已迈进国际机床大厂的行列。
加工中心操作流程
加工中心操作流程 一、开机操作 1、打开外部总电源,启动空气压缩机; 2、按下POWER£〈ON〉按钮,加工中心上电; 3、系统上电; 二、开机、返回参考点操作机床防护罩顶部三色指示灯亮。 1、顺时针旋开“急停”按钮,红色指示灯灭; 2、检查机床CP风扇运转及面板指示灯是否正常; 3、手动回参考点: ①确定X、丫、Z各坐标值小于-50 ; ②工作方式选择回参考点方式,先选择Z轴按下正方向,再分别按下X轴、丫轴正方向, 机床各轴分别回零。黄色指示灯灭;机床指示灯亮绿色; 为便于工件安装,用手动方式尽量把Z轴抬高,用压块、螺杆、扳手等把工件锁紧在工作台上或平口钳上。 四、编制与传输程序 1、按零件图技术要求,选择合理加工工艺,编制程序。 2、输入程序 程序输入有两种方式:〈EDIT 〉方式输入或在电脑上输入后传输到机床。 方法一,在EDIT程序编辑方式下: ①按下“PROG键,输入地址键“O',再输入程序号,如“ 1314”,分别按下 “INSERT 键和“ EOB键,确认程序名。 ②后输入每一段程序,须按下“ EOB和“ INSERT键,直到程序输入结束。方法 二,程序从电脑上传输到机床: ①先在电脑上利用CIMICO EDIT软件输入程序内容; ②在机床系统EDIT S序编辑方式下,分别按下“ PROG键、“操作”软键、“?”软键、 “ READ软键、“ EXEC软键,界面显示“标头SKP ;
③在电脑上利用CIMICO EDIT软件的发送功能将程序传输到机床 ④程序输入结束,按〈RESET〉键,将光标上移至程序头。 五、对刀操作 1在手动进给JOGJ式下,分别按下X、丫、Z轴负方向移动,至刀具到所需要位置。 2、在MD手动数据输入方式下,按下“ PORG键,输入M S数值,如“ M3S2O0 ,分别按 下“ EOB、“ INSERT、循环启动,再选择回到手动方式,机床可在手动方式下启动 主轴转动或停止。 3、以立铣刀为例。根据工件原点的工艺位置,在手轮方式下操作,使铣刀与工件各所需面 轻微接触(注意观察有无切屑溅出或刀具与工件接触时发出的“嚓”“嚓”响声),确认工件原点在机床坐标系下的X、丫 Z的坐标值。 4、确定工件坐标系。在系统操作中, 即以该点为工件坐标原点(即编程原点), 建立 工件坐标系(G54):分别按下“ OFFSETSETTING软键“坐标系”,光标下移至 (G54)X 轴坐标值处,输入“X0',按下软键“测量”,光标再下移至丫轴坐标值处,输 入“ 丫0', 按下软键“测量”,光标再下移至Z轴坐标值处,输入“ Z0” ,按下软键“测量”。 六、自动加工 自动加工执行前, 须将光标移动到程序头, 确认是加工程序。再选择自动加工方式, 按下循环启动按钮, 铣床进行自动加工。加工过程中要注意观察切削情况, 并随时调整进给速率保证在最佳条件下切削,直至运行结束。 七、关机 1、卸下工件,清理加工中心中的切屑; 2、在〈JOG 〉方式,使工作台处在比较中间的位置,主轴尽量处于较高的位置; 3、按下控制面板上的“急停”按钮; 4、断开数控系统电源; 5、按下POWER K〈OFF〉按钮; 6、关闭空气压缩机,关闭外部总电源;